Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 6415-7:2016 (ISO 10545-7:1996) về Gạch gốm ốp, lát - Phương pháp thử - Phần 7: Xác định độ bền mài mòn bề mặt đối với gạch phủ men
TIÊU CHUẨN QUỐC GIA
TCVN 6415-7:2016
GẠCH GỐM ỐP, LÁT - PHƯƠNG PHÁP THỬ
PHẦN 7: XÁC ĐỊNH ĐỘ BỀN MÀI MÒN BỀ MẶT ĐỐI VỚI GẠCH PHỦ MEN
Ceramic floor and wall tiles - Test method -
Part 7: Determination of resistance to surface abrasion for glazed tiles
Lời nói đầu
TCVN 6415-7:2016 thay thế TCVN 6415-7:2005.
TCVN 6415-7:2016 Xây dựng trên cơ sở ISO 10545-7:1996.
Bộ tiêu chuẩn TCVN 6415-1÷18:2016 Gạch gốm ốp, lát - Phương pháp thử, bao gồm các phần sau:
- TCVN 6415-1:2016 (ISO 10545-1:2014) Phần 1: Lấy mẫu và nghiệm thu sản phẩm;
- TCVN 6415-2:2016 (ISO 10545-2:1995) Phần 2: Xác định kích thước và chất lượng bề mặt;
- TCVN 6415-3:2016 (ISO 10545-3:1995) Phần 3: Xác định độ hút nước, độ xốp biểu kiến, khối lượng riêng tương đối và khối lượng thể tích;
- TCVN 6415-4:2016 (ISO 10545-4:2014) Phần 4: Xác định độ bền uốn và lực uốn gãy;
- TCVN 6415-5:2016 (ISO 10545-5:1996) Phần 5: Xác định độ bền va đập bằng cách đo hệ số phản hồi;
- TCVN 6415-6:2016 (ISO 10545-6:2010) Phần 6: Xác định độ bền mài mòn sâu đối với gạch không phủ men;
- TCVN 6415-7:2016 (ISO 10545-7:1996) Phần 7: Xác định độ bền mài mòn bề mặt đối với gạch phủ men;
- TCVN 6415-8:2016 (ISO 10545-8:2014) Phần 8: Xác định hệ số giãn nở nhiệt dài;
- TCVN 6415-9:2016 (ISO 10545-9:2013) Phần 9: Xác định độ bền sốc nhiệt;
- TCVN 6415-10:2016 (ISO 10545-10:1995) Phần 10: Xác định hệ số giãn nở ẩm;
- TCVN 6415-11:2016 (ISO 10545-11:1994) Phần 11: Xác định độ bền rạn men đối với gạch men;
- TCVN 6415-12:2016 (ISO 10545-12:1995) Phần 12: Xác định độ bền băng giá;
- TCVN 6415-13:2016 (ISO 10545-13:1995) Phần 13: Xác định độ bền hóa học;
- TCVN 6415-14:2016 (ISO 10545-14:2015) Phần 14: Xác định độ bền chống bám bẩn;
- TCVN 6415-15:2016 (ISO 10545-15:1995) Phần 15: Xác định độ thôi chì và cadimi của gạch phủ men;
- TCVN 6415-16:2016 (ISO 10545-16:2010) Phần 16: Xác định sự khác biệt nhỏ về màu;
- TCVN 6415-17:2016 Phần 17: Xác định hệ số ma sát;
- TCVN 6415-18:2016 (EN 101:1991) Phần 18: Xác định độ cứng bề mặt theo thang Mohs.
TCVN 6416-7:2016 do Viện Vật liệu xây dựng - Bộ Xây dựng biên soạn, Bộ Xây dựng đề nghị, Tổng cục Tiêu chuẩn Đo lường Chất lượng thẩm định, Bộ Khoa học và Công nghệ công bố.
GẠCH GỐM ỐP, LÁT - PHƯƠNG PHÁP THỬ -
PHẦN 7: XÁC ĐỊNH ĐỘ BỀN MÀI MÒN BỀ MẶT ĐỐI VỚI GẠCH PHỦ MEN
Ceramic floor and wall tiles - Test method -
Part 7: Determination of resistance to surface abrasion for glazed tiles
1 Phạm vi áp dụng
Tiêu chuẩn này quy định phương pháp xác định độ chịu mài mòn bề mặt, áp dụng cho các loại gạch gốm ốp, lát phủ men.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau cần thiết cho việc áp dụng tiêu chuẩn. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 6415-14 (ISO 10545-14), Gạch gốm ốp, lát - Phương pháp thử - Phần 14: Xác định độ bền chống bám bẩn.
ISO 8486-1, Bonded abrasives - Grain size analysis - Designation and determination of grain size distribution - Part 1: Macrogrits F4 to F220 (Bột mài liên kết - Phân tích cỡ hạt - Ký hiệu và xác định cấp phối hạt - Phần 1: Cỡ hạt từ F4 đến F220).
3 Nguyên tắc
Độ chịu mài mòn bề mặt của gạch gốm ốp, lát phủ men được xác định bằng cách quay vật liệu mài trên bề mặt phủ men và đánh giá sự mài mòn bằng cách so sánh sự thay đổi bề mặt men của mẫu thử với mẫu không mài.
4 Vật liệu mài
Tổng lượng vật liệu mài đối với mỗi mẫu thử bao gồm:
- 70,00 g bi thép đường kính 5 mm;
- 52,50 g bi thép đường kính 3 mm;
- 43,75 g bi thép đường kính 2 mm;
- 8,75 g bi thép đường kính 1 mm;
- 3,0 g bột alumina nung chảy, cỡ hạt F80 theo ISO 8486 (hoặc bột corindon kích thước hạt từ 180 µm đến 212 µm);
- 20 mL nước cất hoặc nước đã khử ion.
5 Thiết bị, dụng cụ
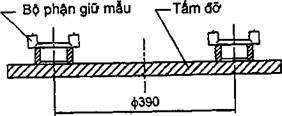
5.1 Thiết bị mài mòn: (xem Hình 1), thiết bị gồm hộp bằng thép, ở giữa có cơ cấu điện truyền động nối với tấm đỡ nằm ngang trên có các vị trí để mẫu thử, kích thước (100 x 100) mm. Khoảng cách giữa tâm của tấm đỡ và tâm của từng vị trí thử mẫu là 195 mm, khoảng cách giữa các vị trí thử bằng nhau. Tấm đỡ quay với vận tốc 300 r/min với độ lệch tâm, e là 22,5 mm, sao cho mỗi phần của từng mẫu sẽ chuyển động xoay tròn với đường kính 45 mm. Mẫu thử được giữ bằng một khung thép có chèn cao su, bề mặt men quay lên (xem Hình 2). Đường kính trong của khung giữ là 83 mm, tạo ra bề mặt thử khoảng 54 cm2. Chiều dày của tấm cao su là 9 mm và chiều cao của khoảng trống là 25,5 mm.
Thiết bị thử sẽ tự động ngắt sau khi số vòng quay hoàn thành.
Có thể sử dụng thiết bị khác nhưng phải cho kết quả tương tự như kết quả nhận được khi thử bằng thiết bị mô tả trên.
5.2 Thiết bị đánh giá bằng mắt thường, (xem Hình 3), bao gồm một hộp soi có nguồn ánh sáng huỳnh quang, nhiệt độ màu từ 6000 K đến 6500 K, đặt thẳng đứng trên bề mặt gạch quan sát cung cấp nguồn sáng 300 Lux. Kích thước hộp là (610 x 610 x 610) mm và được sơn màu ghi trung tính. Nguồn sáng phải được che chắn để tránh nhìn trực tiếp.
5.3 Tủ sấy, có bộ phận điều khiển và khống chế nhiệt độ đến (110 ± 5) °C;
5.4 Cân (nếu yêu cầu xác định mất khối lượng).
6 Mẫu thử
6.1 Số lượng mẫu thử
Cần có 12 mẫu thử. Ngoài ra, cần 12 mẫu khác để so sánh đánh giá với mẫu đã thử.
6.2 Chuẩn bị mẫu thử
Mẫu thử đại diện cho mẫu gạch. Nếu gạch có màu khác nhau hoặc có hoa văn, phải cẩn thận trong từng phần mẫu nhỏ.
Thông thường, kích thước của mẫu thử là (100 x 100) mm. Mẫu thử có kích thước nhỏ hơn, được gắn kết bằng vật liệu thích hợp.
Bề mặt của mẫu thử phải được làm sạch và khô.
Kích thước tính bằng milimét

Kích thước tính bằng milimet

Hình 2 - Khung giữ mẫu
Kích thước tính bằng milimet
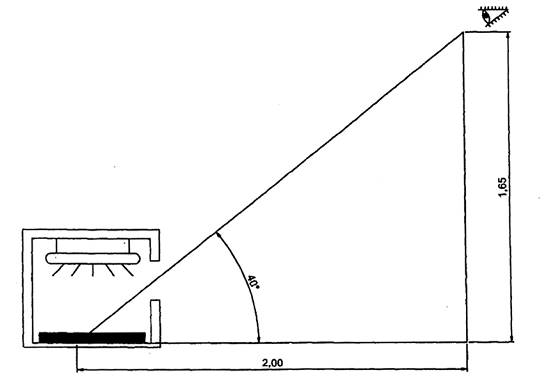
Hình 3 - Bố trí đánh giá ngoại quan
7 Cách tiến hành
Thiết bị mài mòn được hiệu chuẩn khi cần thiết hoặc có trục trặc khi đánh giá kết quả. Phụ lục A đưa ra phương pháp hiệu chuẩn.
Kẹp khung giữ mẫu lên bề mặt từng viên mẫu thử đã đặt trên thiết bị mài (5.1). Đổ vật liệu mài (Điều 4) qua lỗ vào khung giữ bề mặt mẫu. Sau đó bịt kín lỗ để tránh thất thoát vật liệu mài. Đặt số vòng quay cần thiết đặt cho từng giai đoạn mài mòn là: 100 r; 150 r; 300 r; 450 r; 600 r; 750 r, 900 r, 1200 r; 1500 r, 2100 r, 6000 r và 12000 r. Sau mỗi giai đoạn dừng máy, lấy một mẫu ra và tiếp tục mài các phần mẫu còn lại cho đến khi xuất hiện sự thay đổi bề mặt so với mẫu trước khi thử.
Các mẫu sau mài được rửa qua vòi nước và sấy khô ở nhiệt độ (110 ± 5) °C. Nếu mẫu có phủ sắt oxide thì có thể rửa bằng dung dịch hydro chloride (HCl) 10 % thể tích trước khi rửa bằng nước và sấy khô.
Xếp các mẫu đã mài xung quanh các mẫu chưa mài vào giá quan sát dưới cường độ ánh sáng 300 Lux, trong thiết bị (5.2). Quan sát đánh giá độ chịu mài mòn của các mẫu bằng mắt thường hoặc sử dụng kính mắt đảm bảo thị lực với khoảng cách 2 m và độ cao khoảng 1,65 m trong phòng tối. Ghi lại số vòng quay mà mẫu bắt đầu xuất hiện sự thay đổi trên bề mặt.
Kiểm tra kết quả bằng cách thử lại độ mài mòn ở giai đoạn mà quan sát thấy có sự phá hủy trong giai đoạn trước và sau giai đoạn mài mòn đó. Nếu kết quả không trùng nhau thì kết quả của giai đoạn mài mòn trước được quyết định để phân loại.
Sau đó, mẫu gạch đạt 12000 r được thử độ bền chống bám bẩn theo TCVN 6415-14.
Sau khi thí nghiệm, rửa sạch bi thép bằng cồn methylen và sấy khô để tránh gỉ. Trước mỗi phép thử, kiểm tra lại lượng vật liệu mài theo Điều 4.
Nếu có thỏa thuận cần kiểm tra sự mất khối lượng bề mặt mẫu, cần kiểm tra khối lượng của ba mẫu trước khi thử và sau khi đạt 6000 r mài. Tùy theo thỏa thuận, có thể thử độ bền chống bám bẩn theo TCVN 6415-14 đối với gạch đã đạt các giai đoạn mài ở 1500 r, 2100 r và 6000 r và bắt đầu xuất hiện sự phá hủy. Các tính chất khác cũng được xác định theo thỏa thuận trong quá trình quan sát thử nghiệm, ví dụ có sự thay đổi màu sắc hoặc độ bóng. Các thông tin bổ sung theo thỏa thuận không sử dụng cho việc phân loại gạch.
8 Phân loại kết quả
Mẫu thử được phân loại mài mòn theo Bảng 1. Để mẫu thử đạt được cấp 5, gạch phải đạt cả chỉ tiêu độ bền chống bám bẩn TCVN 6415-14 ở diện tích đã mài. Tuy nhiên, áp dụng các sửa đổi sau so với TCVN 6415-14.
1) Chỉ sử dụng một viên gạch mài (lớn hơn 12000 r) và chú ý để đảm bảo sự tách biệt của các vết bẩn (ví dụ, cắt viên gạch đã mài ra trước khi thử độ chống bám bẩn);
2) Sử dụng quy trình D theo TCVN 6415-14 mà không cần tiến hành quy trình A, B, C trước.
Nếu không có khuyết tật nhìn thấy sau 12000 r mà vết bẩn không thể làm sạch bằng một trong các cách quy trình A, B, C hoặc D theo TCVN 6415-14, gạch được phân loại là cấp 4.
Bảng 1 - Phân loại gạch ceramic phủ men
Giai đoạn mài mòn bắt đầu xuất hiện khuyết tật, vòng | Cấp |
100 | 0 |
150, 300, 450 | I |
600 | II |
750, 900, 1200,1500 | III |
2100, 6000, 12000 | IV |
Lớn hơn 120001) | V |
1) Phải đạt chỉ tiêu độ bền chống bám bẩn theo TCVN 6415-14. | |
9 Báo cáo thử nghiệm
Trong báo cáo thử nghiệm bao gồm ít nhất các thông tin sau:
a) viện dẫn tiêu chuẩn này;
b) mô tả mẫu thử và cách thức chuẩn bị mẫu;
c) phân loại theo Điều 8;
d) giai đoạn mài mòn mà xuất hiện sự thay đổi;
e) loại bền chống bám bẩn đối với gạch có cấp mài mòn 4, khi có thỏa thuận;
f) khối lượng hao hụt, thay đổi độ bóng hoặc các tinh chất khác theo thỏa thuận.
Phụ lục A
(tham khảo)
Hiệu chuẩn thiết bị mài mòn sử dụng kính nổi
A.1 Vật liệu chuẩn
Vật liệu chuẩn là kính nổi, chiều dày không nhỏ hơn 6 mm.
A.2 Quy định chung
Có thể sử dụng một trong các cách sau:
A.2.1 Phương pháp hóa học
A.2.1.1 Thuốc thử
A.2.1.1.1 Dung dịch ăn mòn
Trộn đều 10 phần thể tích hydro chloride (HCl) đậm đặc, 8 phần hydro fluoride (HF) đậm đặc [40 % thể tích] và 10 phần thể tích nước.
A.2.1.1.2 Cacothelin, dung dịch 0,1 % thể tích với nước.
A.2.1.2 Cách tiến hành
Nhỏ 2 giọt đến 3 giọt dung dịch ăn mòn lên bề mặt kính, sử dụng 1 giọt đến 2 giọt dung dịch cacothelin. Sau 5 s đến 10 s, màu đục sẽ hiện trên bề mặt kính nổi; mặt khác là dung dịch có màu vàng.
A.2.2 Phương pháp tia tử ngoại (UV)
Quan sát bề mặt kính trong phòng tối có chiếu tia cực tím theo Hình A.1. Ánh sáng huỳnh quang chiếu tới cạnh kéo kính.
CẢNH BÁO: Tia tử ngoại trong phạm vi từ 254 nm đến 365 nm sẽ làm hỏng mắt, do đó phải mang kính lọc tia UV để bảo vệ thích hợp.
A.2.3 Phương pháp phân tích khuyếch tán năng lượng (EDA)
Kiểm tra bề mặt kính bằng phương pháp phân tích phân tán năng lượng. Cạnh kính được đánh dấu mực.
A.3 Quy trình hiệu chuẩn

Hình A.1- Bố trí phương pháp tia tử ngoại UV
A.3.1 Khái quát
Thiết bị mài mòn được hiệu chuẩn bằng cách đo hao hụt khối lượng (xem A.3.2), hoặc sự thay đổi độ bóng (xem A.3.3). Tám mẫu kính nổi kích thước (100 x 100) mm được mài trên cạnh kéo có dùng vật liệu mài (Điều 4).
A.3.2 Hao hụt khối lượng
Mẫu được rửa sạch và sấy khô trong tủ sấy (5.3) duy trì nhiệt độ (110 ± 5) °C, cân khối lượng từng mẫu. Mài mẫu với 6000 r. Xác định khối lượng hao hụt của từng mẫu. Đo diện tích bi mài của từng mẫu.
Thiết bị mài mòn đạt yêu cầu khi khối lượng hao hụt là (0,032 ± 0,002) mg/mm2 tính theo diện tích mài.
A.3.3 Thay đổi độ bóng
Đo độ bóng phản chiếu ở 60° trên cạnh kéo kính tại điểm giữa của từng mẫu thử mà mặt sau được phủ một mặt đen không bóng, ví dụ như nhung. Mài mẫu 1000 r. Rửa, sấy khô mẫu và đo độ bóng phản chiếu ở 60 °. Tính sự giảm độ bóng theo % cho từng mẫu và giá trị suy giảm độ bóng trung bình.
Thiết bị mài đạt yêu cầu nếu sự suy giảm độ bóng trung bình tại tâm của diện tích mài là (50 ± 5) %.
CHÚ THÍCH: Nếu như khó khăn trong việc xác định độ bóng ban đầu, mẫu có thể làm sạch trước bằng cách nhúng vào nước có pha chất tẩy vết ở (75 ± 5) °C trong 1 h. Sau đó rửa sạch bằng nước ấm.