Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 8032:2009 (ISO 3245 : 2007) về Ổ lăn - Ổ đũa kim gia công áp lực không có vòng trong - Kích thước bao và dung sai
TIÊU CHUẨN QUỐC GIA
TCVN 8032 : 2009
ISO 3245 : 2007
Ổ LĂN - Ổ ĐŨA KIM GIA CÔNG ÁP LỰC KHÔNG CÓ VÒNG TRONG - KÍCH THƯỚC BAO VÀ DUNG SAI
Rolling bearings - Needle roller bearings drawn cup without inner ring - Boundary diemensions and tolerance
Lời nói đầu
TCVN 8032 : 2009 hoàn toàn tương đương với ISO 3245 : 2007.
TCVN 8032 : 2009 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 4 Ổ lăn, ổ đỡ biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Ổ LĂN - Ổ ĐŨA KIM GIA CÔNG ÁP LỰC KHÔNG CÓ VÒNG TRONG - KÍCH THƯỚC BAO VÀ DUNG SAI
Rolling bearings - Needle roller bearings drawn cup without inner ring - Boundary diemensions and tolerance
1. Phạm vi áp dụng
Tiêu chuẩn này quy định kích thước bao và kích thước ưu tiên được sử dụng cho ổ đũa kim gia công áp lực không có vòng trong cũng như các giới hạn của kích thước mép vát nhỏ nhất. Tiêu chuẩn cũng quy định các kích thước chiều dày mặt mút kín dùng cho ổ lăn có vòng ổ được gia công áp lực mặt mút kín.
Ngoài ra, tiêu chuẩn này còn quy định dung sai kích thước và các phương pháp kiểm đường kính lỗ phần đỡ đũa kim.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 2245 : 1999, Hệ thống giới hạn và lắp ghép ISO - Phần 2: Bảng cấp dung sai tiêu chuẩn và sai lệch giới hạn dùng cho lỗ và trục.
TCVN 4175-1 (ISO 1132-1), Ổ bi - Dung sai - Phần 1 - Thuật ngữ và định nghĩa.
ISO 1132-2 : 2001, Rolling bearings - Tolerance - Part 2 - Measuring and gauging principles and methods (Ổ lăn - Dung sai - Phần 2: Các nguyên tắc và phương pháp đo, kiểm).
ISO 5593, Rolling bearings - Vocabulary (Ổ lăn - Từ vựng).
ISO 10579, Technical drawing - Dimensioning and tolerancing - Non-rigid parts (Bản vẽ kỹ thuật - Quy định kích thước và dung sai - Các bộ phận không cứng vững).
ISO 15241, Rolling bearings - Symbols for quantities (Ổ lăn - Ký hiệu cho các đại lượng).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa cho trong TCVN 4175-1 (ISO 1132-1) và ISO 5593.
4. Ký hiệu
Tiêu chuẩn này áp dụng các ký hiệu cho trong ISO 15241 và các ký hiệu sau:
Các ký hiệu (trừ các ký hiệu dung sai) được chỉ dẫn trên Hình 1, và các giá trị cho trong Bảng 1 đến Bảng 4 biểu thị đường kính danh nghĩa nếu không có các quy định khác.
C chiều rộng vòng ổ được gia công áp lực;
C1 chiều dày mặt mút định hình của vòng ổ được gia công áp lực;
C2 chiều dày mặt mút phẳng của vòng ổ được gia công áp lực;
D đường kính ngoài của vòng ổ được gia công áp lực;
Fw đường kính trong của bộ phận đũa kim;
Fws min đường kính trong nhỏ nhất đơn nhất của bộ phận đũa kim 1);
r kích thước mép vát;
rsmin kích thước nhỏ nhất đơn nhất của mép vát;
ΔCs sai lệch của chiều rộng đơn nhất của vòng ổ được gia công áp lực.
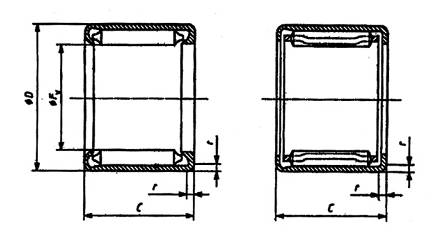
a) Có các mặt mút hở

b) Có mặt mút kín
Hình 1 - Ổ đũa kim, gia công áp lực không có vòng trong
5. Kích thước bao
Kích thước bao của ổ đũa kim gia công áp lực, không có vòng trong, có mặt mút kín hoặc hai mặt mút hở loạt đường kính 1D được cho trong Bảng 1, loạt đường kính 2D được cho trong Bảng 2.
Giới hạn lớn nhất của C1, và C2 được cho để cho phép người sử dụng tránh sự tiếp xúc giữa mặt mút của trục và mặt bên trong của mặt mút vòng ổ được gia công áp lực. Nếu yêu cầu các bề mặt này tiếp xúc với nhau thì người sử dụng phải tham khảo ý kiến của nhà sản xuất ổ đũa kim.
Bảng 1 - Kích thước bao của ổ đũa kim không có vòng trong có hai mặt mút hở hoặc một mặt mút kín - Đường kính loạt 1D
Kích thước tính bằng milimét
Fw | D | C | C1a max. | C2a max. | rsminb | |||||||
Loạt đường kính | ||||||||||||
21D | 31D | 41D | 51D | 61D | 71D | 81D | 91D | |||||
4 | 8 | 7 | 8 | 9 | - | - | - | - | - | 1,9 | 1 | 0,3 |
5 | 9 | 7 | 8 | 9 | - | - | - | - | - | 1,9 | 1 | 0,4 |
6 | 10 | 7 | 8 | 9 | 10 | - | - | - | - | 1,9 | 1 | 0,4 |
7 | 11 | 7 | 8 | 9 | 10 | 12 | - | - | - | 1,9 | 1 | 0,4 |
8 | 12 | 7 | 8 | 9 | 10 | 12 | - | - | - | 1,9 | 1 | 0,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
9 | 13 | 7 | 8 | 9 | 10 | 12 | 14 | - | - | 1,9 | 1 | 0,4 |
10 | 14 | 7 | 8 | 9 | 10 | 12 | 14 | - | - | 1,9 | 1 | 0,4 |
12 | 16 | 7 | 8 | 9 | 10 | 12 | 14 | - | - | 1,9 | 1 | 0,4 |
14 | 20 | 10 | 12 | 14 | 16 | 18 | 20 | - | - | 2,8 | 1,3 | 0,4 |
15 | 21 | 10 | 12 | 14 | 16 | 18 | 20 | - | - | 2,8 | 1,3 | 0,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
16 | 22 | 10 | 12 | 14 | 16 | 18 | 20 | - | - | 2,8 | 1,3 | 0,4 |
17 | 23 | 10 | 12 | 14 | 16 | 18 | 20 | - | - | 2,8 | 1,3 | 0,4 |
18 | 24 | 10 | 12 | 14 | 16 | 18 | 20 | - | - | 2,8 | 1,3 | 0,4 |
20 | 26 | 10 | 12 | 14 | 16 | 18 | 20 | - | - | 2,8 | 1,3 | 0,4 |
22 | 28 | 10 | 12 | 14 | 16 | 18 | 20 | - | - | 2,8 | 1,3 | 0,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
25 | 32 | 12 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 2,8 | 1,3 | 0,8 |
28 | 35 | 12 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 2,8 | 1,3 | 0,8 |
30 | 37 | 12 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 2,8 | 1,3 | 0,8 |
32 | 39 | 12 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 2,8 | 1,3 | 0,8 |
35 | 42 | 12 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 2,8 | 1,3 | 0,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
38 | 45 | 12 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 2,8 | 1,3 | 0,8 |
40 | 47 | 12 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 2,8 | 1,3 | 0,8 |
42 | 49 | 12 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 2,8 | 1,3 | 0,8 |
45 | 52 | 12 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 2,8 | 1,3 | 0,8 |
50 | 58 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 36 | 2,8 | 1,6 | 0,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
55 | 63 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 36 | 2,8 | 1,6 | 0,8 |
60 | 68 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 36 | 2,8 | 1,6 | 0,8 |
65 | 73 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 36 | 2,8 | 1,6 | 0,8 |
70 | 78 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 36 | 2,8 | 1,6 | 0,8 |
CHÚ THÍCH Các giá trị được gạch dưới là kích thước ưu tiên. | ||||||||||||
a Không quy định giới hạn nhỏ nhất của chiều dày mặt mút kín. b Không quy định giới hạn lớn nhất của kích thước mép vát. | ||||||||||||
Bảng 2 - Kích thước bao của ổ đũa kim không có vòng trong có hai mặt mút hở hoặc một mặt mút kín - Loạt đường kính 2D
Kích thước tính bằng milimét
Fw | D | C | C1a max. | C2a max. | rsminb | ||||||
Loạt đường kính | |||||||||||
22D | 32D | 42D | 52D | 62D | 72D | 82D | |||||
8 | 14 | 10 | 12 | 14 | - | - | - | - | 2,8 | 1,3 | 0,4 |
9 | 15 | 10 | 12 | 14 | 16 | - | - | - | 2,8 | 1,3 | 0,4 |
10 | 16 | 10 | 12 | 14 | 16 | - | - | - | 2,8 | 1,3 | 0,4 |
12 | 18 | 10 | 12 | 14 | 16 | 18 | - | - | 2,8 | 1,3 | 0,4 |
14 | 22 | 12 | 14 | 16 | 18 | 20 | 24 | - | 2,8 | 1,3 | 0,4 |
|
|
|
|
|
|
|
|
|
|
|
|
15 | 23 | 12 | 14 | 16 | 18 | 20 | 24 | - | 2,8 | 1,3 | 0,4 |
16 | 24 | 12 | 14 | 16 | 18 | 20 | 24 | - | 2,8 | 1,3 | 0,8 |
17 | 25 | 12 | 14 | 16 | 18 | 20 | 24 | - | 2,8 | 1,3 | 0,8 |
18 | 26 | 12 | 14 | 16 | 18 | 20 | 24 | - | 2,8 | 1,3 | 0,8 |
20 | 28 | 12 | 14 | 16 | 18 | 20 | 24 | - | 2,8 | 1,3 | 0,8 |
|
|
|
|
|
|
|
|
|
|
|
|
22 | 30 | 12 | 14 | 16 | 18 | 20 | 24 | - | 2,8 | 1,3 | 0,8 |
25 | 35 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 3,4 | 1,6 | 0,8 |
28 | 38 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 3,4 | 1,6 | 0,8 |
30 | 40 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 3,4 | 1,6 | 0,8 |
32 | 42 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 3,4 | 1,6 | 0,8 |
|
|
|
|
|
|
|
|
|
|
|
|
35 | 45 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 3,4 | 1,6 | 0,8 |
38 | 48 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 3,4 | 1,6 | 0,8 |
40 | 50 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 3,4 | 1,6 | 0,8 |
42 | 52 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 3,4 | 1,6 | 0,8 |
45 | 55 | 14 | 16 | 18 | 20 | 24 | 28 | 32 | 3,4 | 1,6 | 0,8 |
a Không quy định giới hạn nhỏ nhất của chiều dày mặt mút kín. b Không quy định giới hạn lớn nhất của kích thước mép vát. | |||||||||||
6. Dung sai
6.1. Dung sai cho đường kính trong của bộ phận đũa kim
Ổ đũa kim gia công áp lực là bộ phận không cứng vững theo định nghĩa trong ISO 10579 và yêu cầu đường kính ngoài của vòng ổ được gia công áp lực được lắp căng trong một calíp đo vòng để kiểm tra đường kính trong của bộ phận (cụm) đũa kim.
Trạng thái tự đo được định nghĩa trong ISO 10579 có giá trị đối với dung sai được áp dụng cho các kích thước C, C1, C2 và rsmin.
Dung sai cho trong Bảng 3 và Bảng 4 dùng cho đường kính trong nhỏ nhất đơn nhất của của bộ phận (cụm) đũa kim, Fws min, có giá trị trong điều kiện vòng ổ được gia công áp lực được ép vào trong calíp đo vòng có mặt cắt ngang hướng tâm được quy định trong 7,4 và 7,5. ISO 1132-2:2001. Đường kính trong của calíp đo vòng phải phù hợp với Bảng 3 và Bảng 4.
Các giá trị đường kính trong của calíp đo vòng được quy định trong Bảng 3 và Bảng 4 bằng giới hạn dưới của cấp dung sai N6 quy định trong TCVN 2245 : 1999, đối với đường kính ngoài danh nghĩa của vòng ổ được gia công áp lực, D. Nếu đường kính trong thực của calíp đo vòng sai lệch so với kích thước này thì các dung sai cho đường kính trong nhỏ nhất đơn nhất của bộ phận đũa kim Fwsmin phải được hiệu chỉnh để bù cho sự biến đổi đường kính trong của calíp đo vòng. Tuy nhiên giới hạn lớn nhất của đường kính trong của calíp đo vòng phải là giới hạn trên tương ứng của cáp dung sai N6 như quy định trong TCVN 2245 : 1999.
Bảng 3 - Dung sai đối với đường kính trong của bộ phận đũa kim - Loạt đường kính 1D
Fw | D a | Đường kính trong của calíp đo vòng | Dung sai đối với Fws min b, mm | |
mm | mm | mm | trên | dưới |
4 | 8 | 7,984 | +28 | +10 |
5 | 9 | 8,984 | ||
6 | 10 | 9,984 | ||
7 | 11 | 10,98 | +31 | +13 |
8 9 | 12 13 | 11,98 12,98 | ||
10 | 14 | 13,98 | ||
12 | 16 | 15,98 | +34 | +16 |
14 | 20 | 19,976 | ||
15 16 | 21 22 | 20,976 21,976 | ||
17 | 23 | 22,976 | ||
18 | 24 | 23,976 | ||
20 | 26 | 25,976 | +41 | +20 |
22 | 28 | 27,976 | ||
25 | 32 | 31,972 | ||
28 | 35 | 34,972 | ||
30 | 37 | 36,972 | ||
32 | 39 | 38,972 | +50 | +25 |
35 | 42 | 41,972 | ||
38 | 45 | 44,972 | ||
40 | 47 | 46,972 | ||
42 | 49 | 48,972 | ||
45 | 52 | 51,967 | ||
50 | 58 | 57,967 | ||
55 | 63 | 62,967 | +60 | +30 |
60 | 68 | 67,967 | ||
65 | 73 | 72,967 | ||
70 | 78 | 77,967 | ||
a Không quy định sai lệch cho đường kính ngoài vòng ổ được gia công áp lực D. Nhà sản xuất ổ phải bảo đảm lắp ghép tương ứng với chức năng làm việc. b Các giá trị trong bảng này cho các giới hạn khác nhau giữa Fws min và Fw. | ||||
Bảng 4 - Dung sai đối với đường kính trong của bộ phận đũa kim - Loạt đường kính 2D
Fw | D a | Đường kính trong của calíp đo vòng | Dung sai đối với Fws min b, mm | |
mm | mm | mm | trên | dưới |
8 | 14 | 13,98 | +31 | +13 |
9 | 15 | 14,98 | ||
10 | 16 | 15,98 | ||
12 | 18 | 17,98 | +34 | +16 |
14 | 22 | 21,976 | ||
15 | 23 | 22,976 | ||
16 | 24 | 23,976 | ||
17 | 25 | 24,976 | ||
18 | 26 | 25,976 | ||
20 | 28 | 27,976 | +41 | +20 |
22 | 30 | 29,976 | ||
25 | 35 | 34,972 | ||
28 | 38 | 37,972 | ||
30 | 40 | 39,972 | ||
32 | 42 | 41,972 | +50 | +25 |
35 | 45 | 44,972 | ||
38 | 48 | 47,972 | ||
40 | 50 | 49,972 | ||
42 | 52 | 51,967 | ||
45 | 55 | 54,967 | ||
a Không quy định sai lệch đường kính ngoài của vòng ổ được gia công áp lực D. Nhà chế tạo ổ phải bảo đảm lắp ghép tương ứng với chức năng làm việc. b Các giá trị trong bảng cho các giới hạn khác nhau giữa Fws và Fw | ||||
6.2. Dung sai cho chiều rộng vòng ổ được gia công áp lực
Dung sai của chiều rộng vòng ổ được gia công áp lực, C, cho trong Bảng 5.
Bảng 5 - Dung sai cho chiều rộng vòng ổ được gia công áp lực
Các giá trị bằng milimét
C | ΔCs | |
cao | thấp | |
Toàn bộ các chiều rộng | 0 | - 0,3 |
7. Đo đường kính trong nhỏ nhất đơn nhất của bộ phận đũa kim
Để đo đường kính trong nhỏ nhất đơn nhất của bộ phận đũa kim, Fws, phải sử dụng phương pháp đo được quy định trong 7.4 và 7.5, ISO 1132-2 : 2001.
1) Đường kính trong nhỏ nhất đơn nhất của bộ phận đũa kim là đường kính của hình trụ khi được đặt vào trong lỗ của bộ phận đũa kim gây ra khe hở hướng kính bằng không tại ít hất là một phương hướng kính.