Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 9025-2:2011 (ISO 12777-2:2000) về Phương pháp thử mối nối của palét – Phần 2: Xác định khả năng chịu nhổ và kéo qua đầu của đinh và móc kẹp
TIÊU CHUẨN QUỐC GIA
TCVN 9025-2:2011
ISO 12777-2:2000
PHƯƠNG PHÁP THỬ MỐI NỐI CỦA PALÉT - PHẦN 2: XÁC ĐỊNH KHẢ NĂNG CHỊU NHỔ VÀ KÉO QUA ĐẦU CỦA ĐINH VÀ MÓC KẸP
Methods of test for pallet joints - Part 2: Determination of withdrawal and head pull-through resistance of pallet nails and staples
Lời nói đầu
TCVN 9025-2:2011 hoàn toàn tương đương với ISO 12777-2:2000.
TCVN 9025-2:2011 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 51 Palét dùng để vận chuyển hàng hóa, vật liệu bằng phương pháp tải đơn vị biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 9025 (ISO 12777) Phương pháp thử mối nối của palét bao gồm các phần sau:
- TCVN 9025-1:2011 (ISO 12777-1:1994/amend 1:2008) Phần 1: Xác định khả năng chịu uốn của đinh, các chi tiết kẹp chặt kiểu chốt khác và móc kẹp;
- TCVN 9025-2:2011 (ISO 12777-2:2000) Phần 2: Xác định khả năng chịu nhổ và kéo qua đầu của đinh và móc kẹp;
- TCVN 9025-3:2011 (ISO 12777-3:2002) Phần 3: Xác định độ bền mối nối.
PHƯƠNG PHÁP THỬ MỐI NỐI CỦA PALÉT - PHẦN 2: XÁC ĐỊNH KHẢ NĂNG CHỊU NHỔ VÀ KÉO QUA ĐẦU CỦA ĐINH VÀ MÓC KẸP
Methods of test for pallet joints - Part 2: Determination of withdrawal and head pull-through resistance of pallet nails and staples
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các phương pháp xác định khả năng chịu tải trọng dọc trục của đinh và móc kẹp palét bằng việc quy định các phương pháp thử để xác định:
a) Các đặc tính và tải trọng lớn nhất cho các mối nối bằng đinh và móc kẹp chịu tải trọng dọc trục (ghép gỗ với gỗ);
b) Các đặc tính và tải trọng lớn nhất cho các mối nối bằng đinh và móc kẹp chịu tải trọng dọc trục (ghép gỗ với các vật liệu cơ bản là gỗ và ghép gỗ với vật liệu cơ bản không phải là gỗ, như chất dẻo).
Các phương pháp thử này áp dụng cho các mối nối với tất cả các loại đinh có đường kính đến 7 mm (bao gồm đinh thân tròn trơn, vuông, tạo rãnh, xoắn, được tạo ren xoắn và ren vòng) và có thể cũng thích hợp cho các chi tiết kẹp chặt khác như móc kẹp bằng gỗ.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau là cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi (nếu có).
TCVN 6039 (ISO 1183) (tất cả các phần) Chất dẻo - Phương pháp xác định khối lượng riêng của chất dẻo không xốp;
TCVN 8048-1:2009 (ISO 3130:1975) Gỗ - Phương pháp thử cơ lý - Phần 1: Xác định độ ẩm cho các phép thử cơ lý;
TCVN 8048-2:2009 (ISO 3131:1975) Gỗ - Phương pháp thử cơ lý - Phần 2: Xác định khối lượng thể tích cho các phép thử cơ lý;
TCVN 9025-1 (ISO 12777-1) Phương pháp thử mối nối của palét - Phần 1: Xác định khả năng chịu uốn của đinh, các chi tiết kẹp chặt kiểu chốt khác và móc kẹp;
ISO 445:2008 Pallets for materials handling - Vocabulary (Palét để nâng chuyển, xếp dỡ hàng hóa - Từ vựng);
ISO 1133 Plastics - Determination of the melt mass-flow rate (MFR) and the melt volume-flow rate (MVR) of thermoplastics (Chất dẻo - Xác định tốc độ nóng chảy theo khối lượng (MFR) và tốc độ nóng chảy theo thể tích của chất dẻo dẻo nóng);
ISO 6891:1983 Timber structures - Joints made with mechanical fasteners - General principles for the determination of strength and deformation characteristics (Cấu trúc gỗ tự nhiên - Các mối nối được tạo bằng các chi tiết kẹp chặt cơ khí - Nguyên lý chung để xác định độ bền và đặc tính biến dạng);
ISO 8970 Timber structures - Testing of joints made with mechanical fasteners - Requirements for wood density (Cấu trúc gỗ tự nhiên - Thử nghiệm các mối nối được tạo bằng các chi tiết kẹp chặt cơ khí - Các yêu cầu đối với khối lượng thể tích của gỗ).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa về đinh và móc kẹp trong ISO 445:2008 và các thuật ngữ và định nghĩa sau. Các ký hiệu khác được cho trong Bảng 1.
3.1. Đinh (nail)
Chi tiết kẹp chặt dạng thẳng được làm từ phôi tròn hoặc vuông, thường được làm nhọn và tạo đầu, được thiết kế để truyền xung lực.
3.2. Đường kính thân đinh, d (nail shank diameter, d)
Đường kính được đo ở phần trơn.
3.3. Móc kẹp (staple)
Chi tiết kẹp chặt dạng dây tròn, ôvan, vuông hoặc chữ nhật được uốn dạng chữ U hoặc tạo dạng hai góc vuông có hai chân thường dài bằng nhau và được làm nhọn đầu, được nối với nhau bằng thân của nó.
3.4. Thân móc kẹp (staple crown)
Phần nối giữa hai chân của móc kẹp.
3.5. Chiều rộng của thân, L (crown with)
Khoảng cách giữa hai chân của móc kẹp.
3.6. Chiều dài móc kẹp, l (staple length)
Chiều dài của chân móc kẹp, từ đầu nhọn đến mặt ngoài của thân.
3.7. Góc thân (crown angle)
Góc nhỏ nhất được đo giữa phương của thân và phương thớ gỗ.
3.8. Tâm thân (crown centre)
Tâm của thân móc kẹp từ đó đo được tất cả các khoảng cách cạnh và đầu gỗ, cũng như khoảng cách giữa các móc kẹp.
3.9. Đường kính móc kẹp, d (staple diameter, d)
Đường kính của chân móc kẹp tại phần tiết diện tròn.
Bảng 1 - Ký hiệu
Đường kính đầu đinh | D | mm |
Góc loe đầu | b | độ |
Chiều rộng móc kẹp | T | mm |
Chiều dày móc kẹp | t | mm |
Khoảng cách giữa các đinh | P | mm |

CHÚ DẪN:
1 Tâm thân
2 Góc thân
Hình 1 - Móc kẹp: Định nghĩa và các đại lượng đo
4. Vật liệu
4.1. Các vật liệu không phải gỗ tự nhiên
4.1.1. Nếu vật liệu có khối lượng riêng không đồng đều hoặc nếu có biểu hiện các ảnh hưởng do thớ, điều này phải được ghi lại và phải thực hiện các thử nghiệm riêng biệt để đo tác động dị hướng đó.
4.1.2. Chất dẻo phải có độ bền kéo của vật liệu hoàn thiện (MoR), tốc độ nóng chảy theo khối lượng (MFR) và tốc độ nóng chảy theo thể tích được ghi lại phù hợp với ISO 1133, và khối lượng riêng phù hợp với TCVN 6039 (ISO 1183).
4.2. Gỗ tự nhiên
4.2.1. Gỗ phải được chọn theo ISO 8970.
4.2.2. Đối với các thử nghiệm để so sánh các kiểu khác nhau của chi tiết kẹp chặt, đinh hoặc móc kẹp phải được đóng vào một mẫu thử bằng gỗ được cắt ra từ cùng một tấm để đảm bảo mẫu có khối lượng thể tích đồng đều, hoặc gỗ có thể giữ lại không cắt như thể hiện trên Hình 2. Nếu các mẫu lấy thêm được cắt ra từ một tấm khác, thì các mẫu này phải được làm theo cùng một cách.
4.2.3. Các mẫu thử phải được cắt sao cho các vùng để đóng các chi tiết kẹp chặt không có các mắt gỗ, sự rối loạn thớ cục bộ, các khe nứt và sự khuyết của gỗ. Trong các mẫu thử không được có các khuyết tật lớn có thể dẫn tới hư hỏng sớm hoặc không bình thường của gỗ.
4.2.4. Nếu không có các yêu cầu đặc biệt, gỗ phải được bào phẳng.
4.2.5. Trong vòng một vài giờ, độ ẩm của gỗ phải được xác định theo TCVN 8048-1 (ISO 3130), và khối lượng thể tích (khối lượng riêng) phải được xác định theo TCVN 8048-2 (ISO 3131).
4.2.6. Việc nhận biết giống, và nếu có thể, loài phải được xác nhận bằng kiểm tra tổ chức gỗ. Nếu việc này không thể thực hiện được tại thời điểm thử nghiệm, thì sau đó phải giữ lại một mẫu cho lần kiểm tra sau.
4.3. Tấm và vật liệu chế tạo
Các đặc tính của vật liệu phải được xác định bằng các phương pháp thử tiêu chuẩn. Các đặc tính này bao gồm khối lượng riêng, độ ẩm và tính chất vật lý của các lớp gỗ dán. Với tấm gỗ ép, phải ghi lại phần trăm nhựa và hỗn hợp các loài gỗ, cỡ mảnh, hướng ...
4.4. Đinh
4.4.1. Độ bền uốn phải được xác định theo TCVN 9025-1 (ISO 12777-1).
4.4.2. Khi thử nhổ thì đầu đinh sẽ bị kéo bật ra hoặc thân đinh sẽ bị đứt, khi đó, ngoài việc xác định độ bền uốn, phải đo thêm độ bền kéo của thân không được tạo hình (thân trơn), tính bằng MPa.
5. Mẫu thử
5.1. Quy định chung
5.1.1. Phải có số lượng mẫu thử đủ lớn để cho phép xử lý thống kê các kết quả. Số lượng 16 mẫu được xem là nhỏ nhất cho mỗi lần thay đổi thông số mẫu thử.
5.1.2. Để xác định các trị số độ bền cho các mối nối với một loạt các đinh hoặc móc kẹp có đường kính khác nhau, phải thử với số lượng đủ lớn các cỡ đường kính sao cho có thể thực hiện được nội suy các kết quả.
5.1.3. Đối với chất dẻo, mẫu thử được lắp ghép ở nhiệt độ 20 °C ± 4 °C. Đối với gỗ, việc chuẩn bị các mẫu thử và thực hiện thử nghiệm của gỗ hoặc vật liệu cơ bản là gỗ phải được tính đến các yếu tố sau:
a) lắp ghép các mối nối để thử phải ở độ ẩm bằng hoặc cao hơn độ ẩm cao nhất được dự kiến tại thời điểm cung cấp palét (sử dụng lần đầu);
b) thử nghiệm phải được thực hiện ở mức độ ẩm thích hợp được chọn từ một trong các mức mục tiêu sau:
- trên 25 % (trên điểm bão hòa sợi),
- 20 % ± 2 % (mức quy định palét thông thường),
- 15 % ± 2 %,
- 12 % ± 2 %
Đối với một số thử nghiệm khảo sát, có thể sử dụng các điều kiện độ ẩm khác. Điều kiện được sử dụng phải được ghi trong báo cáo thử nghiệm.
5.1.4. Không được để mẫu thử trong điều kiện môi trường không được kiểm soát quá 2 h trước khi tiến hành thử.
Có thể để mẫu thử trong khu vực môi trường không được kiểm soát tới 24 h với điều kiện là chúng phải được bọc trong polyethylen.
5.1.5. Mẫu thử bằng gỗ gồm hai mảnh với các mối nối bằng móc kẹp (Hình 2) phải được kẹp chặt theo cùng một cách về chiều dài xuyên sâu và định hướng thớ như trong thực tế thương mại sử dụng. Đối với các mẫu thử bằng gỗ một mảnh (Hình 3), nếu kỹ thuật chế tạo cho phép, thân móc kẹp phải được làm nhô ra trên bề mặt, nếu cần thiết, bằng việc ghép với một đệm định cữ và sau đó rút đệm định cữ đó ra.
5.1.6. Không được thử các mẫu thử một phần bằng gỗ hoặc hoàn toàn bằng gỗ ít nhất sau 16 h sau khi lắp ghép và đóng đinh. Với mẫu hoàn toàn bằng gỗ nên được để lâu trước khi thử và nên xác định sự tăng (hoặc giảm) độ bền theo thời gian.

Hình 2 - Mẫu thử nhổ móc kẹp: Mẫu thử hai mảnh

CHÚ DẪN:
1 Đệm định cữ
Hình 3 - Mẫu thử nhổ móc kẹp: Mẫu thử một mảnh
5.2. Thử nhổ: Lực vuông góc với thớ gỗ
5.2.1. Phần bằng gỗ tự nhiên phải được cắt và bào phẳng sao cho mặt đóng đinh tiếp tuyến với các vòng sinh trưởng (Hình 4). Gỗ tự nhiên phải được cắt và bào phẳng để tạo ra một mặt tiếp tuyến với vòng sinh trưởng. Chi tiết kẹp chặt phải được đóng vào mặt này. Không được thử với các chi tiết kẹp chặt được đóng tiếp tuyến với các vòng sinh trưởng, nghĩa là vuông góc với phương quy định, vì khó khăn trong việc xác định chiều dài xuyên sâu do khối lượng thể tích của gỗ khác nhau theo mùa trong năm và dẫn đến thiếu khả năng lặp lại của các kết quả.

CHÚ DẪN:
1 Các cữ chặn đỡ
2 Mặt tiếp tuyến
3 Mặt hướng kính
CHÚ THÍCH: Đặt lực vuông góc với thớ gỗ là cơ sở của việc xác định độ bền nhổ.
Hình 4 - Mẫu thử nhổ đinh
5.2.2. Mẫu thử phải phù hợp theo Hình 4. Các đinh phải được đóng bằng tay hoặc máy thông qua một đệm định cữ hoặc thiết bị định khoảng cách khác để đạt được một cách chính xác chiều dài xuyên sâu ít nhất là 8d và không lớn hơn 10d. Chiều rộng và chiều dày của mẫu ít nhất phải bằng chiều dài xuyên sâu cộng với 5d.
5.2.3. Đối với các móc kẹp, một nửa phép thử được thực hiện với góc thân bằng 0°, và một nửa với góc thân bằng 90°.
5.2.4. Giá đỡ giữ mẫu thử bằng gỗ khi thử không được cách gần hơn 6d đến tâm của đinh hoặc các chân của móc kẹp theo phương sợi và 3d theo phương vuông góc với thớ gỗ. Khoảng cách giữa các đinh không được nhỏ hơn P = 10d (xem Hình 4).
5.3. Thử nhổ: Lực song song với thớ gỗ
5.3.1. Phần bằng gỗ phải được cắt sao cho tiết diện ngang vuông góc với thớ gỗ (xem Hình 5).
5.3.2. Các mẫu thử phải phù hợp theo Hình 5. Các đinh phải được đóng đạt chiều dài xuyên sâu ít nhất bằng 8d và không lớn hơn 16d. Chiều dài của mẫu ít nhất phải bằng chiều dài xuyên sâu cộng với 5d.
5.3.3. Giá đỡ giữ các mẫu thử bằng gỗ khi thử không được cách gần hơn 3d đến tâm của đinh hoặc các chân của móc kẹp.
Hình 5 - Mẫu thử nhổ: Lực song song với thớ gỗ
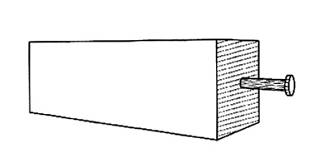
5.4. Thử kéo qua đầu
5.4.1. Mẫu thử phải phù hợp theo Hình 6.
5.4.2. Chiều dày mẫu thử t, ít nhất phải bằng 5d nhưng không được nhỏ hơn 12 mm. Đối với các vật liệu dạng tấm, chiều dày phải bằng chiều dày chế tạo của sản phẩm.

Hình 6 - Mẫu thử kéo qua đầu
6. Quy trình thử
6.1. Thử nhổ
6.1.1. Lực F (xem Hình 7) phải được đặt vào với tốc độ không đổi (25 ± 5) mm/min để nhổ được ít nhất 10 mm hoặc cho đến khi lực giới hạn đạt được ít nhất bằng 10 % tải trọng lớn nhất.
6.1.2. Phải ghi lại đường cong lực/thời gian hoặc lực/dịch chuyển, và tốc độ nhổ đinh chính xác được sử dụng.

Hình 7 - Vấu kẹp đầu đinh cho mẫu thử nhổ
6.2. Thử kéo qua đầu
6.2.1. Mẫu phải được đỡ như Hình 6.
6.2.2. Lực F phải được đặt vào với tốc độ không đổi là 25 mm/min ± 5 mm/min.
6.2.3. Phép thử phải tiếp tục cho đến khi đinh bị kéo thụt vào ít nhất 5 mm.
6.2.4. Ghi lại các thông số đầu đinh d, D, và b như thể hiện trên Hình 8.
6.2.5. Ghi lại các đường cong lực/dịch chuyển và tốc độ kéo qua đầu chính xác được sử dụng.

Hình 8 - Các thông số ảnh hưởng đến khả năng chịu kéo qua đầu
7. Báo cáo thử nghiệm
Các kết quả thử phải được ghi lại theo 8.5 và Điều 9 của ISO 6891:1983. Ngoài ra, theo yêu cầu của tiêu chuẩn này phải ghi lại các thông tin sau.
a) Các yêu cầu chung - Cho tất cả các loại vật liệu
- Độ bền uốn của chi tiết kẹp chặt theo TCVN 9025-1 (ISO 12777-1);
- Tốc độ nhổ các chi tiết kẹp chặt trong quá trình thử;
- Các kích thước tổng thể và prôfin thân chính xác của đinh hoặc móc kẹp;
- Đối với các mẫu thử kéo qua đầu, cỡ kích thước đầu và các góc liên quan;
- Chiều dài xuyên sâu của chi tiết kẹp chặt vào trong mẫu thử;
- Độ chính xác của lực tác dụng.
b) Các yêu cầu đối với vật liệu gỗ
- Độ ẩm của các mẫu thử bằng gỗ tại thời điểm lắp ghép, xác định bằng phương pháp điện trở;
- Độ ẩm tại thời điểm thử nghiệm xác định bằng phương pháp làm khô quy định trong TCVN 8048-1 (ISO 3130) và khối lượng thể tích mẫu thử xác định bằng phương pháp làm khô quy định trong TCVN 8048-2 (ISO 3131);
- Khoảng thời gian từ lúc lắp ghép mẫu đến khi thử mẫu.
c) Các yêu cầu đối với vật liệu chất dẻo
- Các giá trị MoR, MFR, MVR và khối lượng riêng của chất dẻo sử dụng;
- Nhiệt độ tại thời điểm thử.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 8611 (all parts), Pallets for materials handling - Flat pallets (Palét dùng để nâng chuyển, xếp dỡ hàng hóa - Palét phẳng (tất cả các phần)).
[2] ISO/TR 11444, Quality of sawn wood used for the construction of pallets (Chất lượng của gỗ cưa được sử dụng cho việc chế tạo palét).
[3] TCVN 9025-3 (ISO 12777-3), Phương pháp thử mối nối của palét - Phần 3: Xác định độ bền mối nối.