Nội dung toàn văn Tiêu chuẩn ngành 3 TCN 209:1972 về Dao tiện dao bào gắn hợp kim cứng - Yêu cầu kỹ thuật
TIÊU CHUẨN NGÀNH
3TCN 209-72
DAO TIỆN DAO BÀO GẮN HỢP KIM CỨNG - YÊU CẦU KỸ THUẬT
Tiêu chuẩn này áp dụng cho dao tiện và dao bào thông dụng, gắn hợp kim cứng.
I. YÊU CẦU KỸ THUẬT
1. Phần cắt của dao được gắn mảnh hợp kim cứng. Tùy theo yêu cầu cụ thể mà chọn nhãn hiệu hợp kim cứng thuộc hai nhóm sau đây:
Nhóm WC-Co (có một cácbít) - chủ yếu dùng để cắt kim loại ròn (tương ứng nhóm BK của Liên Xô)
Nhóm WC-TiC-Co (có hai cácbít) - chủ yếu dùng để cắt kim loại dẻo. (Tương ứng nhóm TK của Liên Xô)
Trong dao tiện và dao bào, thường dùng các nhóm WC-Co và WC-TiC-Co có thành phần hóa học như sau:
Nhóm WC-Co: 98 ¸ 85% WC và 2 ¸ 15% Co
Nhóm WC-TiC-Co: 85 ¸ 34 WC ; 6 ¸ 60% TiC và 9 ¸ 6% Co
Chú thích: Nhãn hiệu hợp kim cứng phải chỉ dẫn trong đơn đặt hàng. Khi không có những chỉ dẫn đó, thì nhà máy chế tạo dao sẽ dùng nhãn hợp kim cứng thông dụng ở trong hai nhóm trên.
2. Thân dao phải chế tạo bằng thép (x) :
a - Đối với dao tiện xén mặt mút, dao tiện lỗ kiểu B có chiều cao thân dao H lớn hơn 12mm ; thân dao được chế tạo bằng thép cácbon chất lượng tốt 45 hoặc 50 theo G0CT 1050-60.
Nếu H ≤ 12mm : thân dao được chế tạo bằng thép hợp kim 40X theo G0CT 4543-71.
b - Đối với dao bào phá, dao bào cạnh : thân dao được chế tạo bằng thép cácbon tốt 45 hoặc 50 theo G0CT 1050-60 ; dao bào cắt đứt, dao bào rãnh, dao tiện rãnh và dao tiện lỗ kiểu A : thân dao được chế tạo bằng thép hợp kim 40X theo G0CT 4543-71.
3. Để đảm bảo chất lượng mối hàn, nhà máy chế tạo dao cần phải dùng vật liệu hàn thích hợp với thiết bị và công nghệ hàn.
4. Chiều dày của mối hàn (lớp kim loại hàn) giữa mảnh hợp kim cứng và thân dao phải nhỏ nhất (0,1 ¸ 0,2mm).
Chỗ gián đoạn của mối hàn (lớp kim loại hàn) đối với dao cắt đứt và dao cắt rãnh không được lớn quá 10%; và, đối với các loại dao còn lại không được lớn quá 20% chiều dài hàn theo phần tựa của mảnh hợp kim cứng.
5. Trên phần cắt của dao (trên mảnh hợp kim cứng) không được có vết nứt, vết xước (kể cả vết rạn bề mặt) và lớp phồng lên.
6. Trên lưỡi cắt không được gồ ghề hoặc bị sứt mẻ. Chỗ nối tiếp giữa lưỡi cắt chính và lưỡi cắt phụ của dao phải đều và phù hợp với bán kính cong nhất định.
7. Độ nhẵn bề mặt của dao cần phải :
a - Đối với mặt trước và mặt sau trên phần cắt được mài nghiền - không thấp hơn Ñ8 ; không được mài nghiền - không thấp hơn Ñ6.
b - Đối với mặt sau phụ trên phần cắt - không thấp hơn Ñ6.
c - Đối với mặt tựa của thân dao - không thấp hơn Ñ4.
8. Sai lệch cho phép của chiều cao thân dao đối với dao chỉ gia công mặt tựa (chế tạo từ thép cán nóng) không được vượt quá qui định trong bảng 1.
|
mm Bảng 1 |
|
|
Chiều cao thân dao H |
Sai lệch cho phép |
|
12; 16 và 20 |
- 1,5 |
|
25 và 32 |
- 2 |
|
40 ; 50 và 63 |
- 3 |
9. Sai lệch cho phép của chiều cao và chiều rộng thân dao được gia công tất cả các mặt, không thấp hơn L16 theo TCVN 40-63.
10. Sai lệch cho phép chiều rộng phần làm việc, đối với :
a - Dao cắt đứt theo cấp chính xác 10, với khoảng dung sai phân bố đối xứng;
b - Dao cắt rãnh ¸ theo cấp chính xác 8, với khoảng dung sai phân bố dương.
11. Sai lệch cho phép của chiều dài toàn bộ (L) của dao:
- Đối với dao có L đến 50 mm : theo B10 TCVN 42-63
- Đối với dao có L lớn hơn 50 mm: theo 2 lần B10, TCVN 42-63
12. Độ không song song giữa mặt tựa và mặt trên của thân dao đo theo hướng chiều rộng, không được vượt quá sai lệch mà tiêu chuẩn thép cán tương ứng đã qui định ở trạng thái cung cấp.
13. Sai lệch về độ thẳng của cạnh bên thân dao không được lớn quá 1mm trên chiều dài 100mm.
14. Khi đặt mặt tựa của dao lên mặt tâm phẳng để kiểm tra, thì yêu cầu 2 mặt tiếp xúc nhau phải khít và không được cập kênh.
15. Độ không thẳng góc cho phép của mặt bên đối với mặt tựa:
a - Đối với dao tiện dao bào chỉ gia công mặt tựa là ± 2o ;
b - Đối với dao tiện gia công tất cả các mặt là ± 1o ;
c - Đối với dao khoét lỗ là ± 30'.
16. Sai lệch cho phép của góc mài sắc trên phần cắt của dao :
¸ 1o - Cho các góc sau a và a1; riêng góc sau a1 của dao cắt đứt và dao cắt rãnh có sai lệch cho phép là ± 30'
± 1o - Cho góc trước ¡£12o ;
± 2o - Cho góc trước ¡>12o ;
± 1o - Cho góc nghiêng của lưỡi cắt chính l
± 2o Cho góc nghiêng chính j
± 30' Cho góc nghiêng phụ j1£2o
± 1o - Cho góc nghiêng phụ 2oj1£5o
± 2o - Cho góc nghiêng phụ j1 ≥5o
II. GHI NHÃN, BAO GÓI VÀ VẬN CHUYỂN
17. Trên một mặt bên của mỗi dao cần ghi rõ:
a - Nhãn hàng của nhà máy chế tạo dao ;
b - Nhãn hiệu hợp kim cứng,
c - Chiều rộng 1 - chỉ đối với dao cắt rãnh ;
d - Kích thước mặt cắt ngang thân dao HÍB.
18. Trước khi bao gói cần phải làm sạch dao cẩn thận và phủ trên dao chất chống gỉ.
19. Sau khi phủ chất chống gỉ, đầu của mỗi dao phải bao trong giấy chống ẩm; sau đó xếp dao vào hộp giấy cứng và dày (cát-tông) hoặc bao kín trong giấy dài thành từng gói.
20. Trong mỗi hộp hoặc gói, dao được sắp xếp cẩn thận để phần cắt của lớp dao này không chạm vào phần cắt của lớp dao kia.
21. Trên mỗi hộp hoặc gói dao, phải ghi rõ:
a - Tên nhà máy chế tạo dao;
b - Ký hiệu, qui ước của dao theo tiêu chuẩn kiểu và kích thước tương ứng;
c - Vật liệu phần cắt của dao (nhãn hợp kim cứng);
d - Số lượng dao.
22. Các hộp hoặc gói cần phải xếp vào trong hòm gỗ khối lượng toàn bộ (kể cả bi) của hòm dao không lớn quá 30 kg.
23. Khi vận chuyển dao phải cẩn thận và tránh các tác động cơ học làm hư hỏng phần cắt của dao.
24. Mỗi lô dao được cung cấp, cần phải kèm theo giấy chứng nhận đảm bảo chất lượng của dao phù hợp với các yêu cầu của tiêu chuẩn này.
Nội dung giấy chứng nhận, gồm:
a - Tên cấp trên gần nhất của nhà máy chế tạo dao;
PHỤ LỤC 1
ĐẶC TÍNH SỬ DỤNG VÀ PHẠM VI ỨNG DỤNG CỦA MỘT SỐ NHÃN HIỆU HỢP KIM CỨNG
(Theo G0CT 3882-61)
|
Nhãn hiệu hợp kim cứng |
Đặc tính sử dụng |
Phạm vi ứng dụng |
|
BK2 |
Độ bền mài mòn và vận tốc cắt cho phép cao nhất so với các nhãn hiệu BK khác. Độ bền sử dụng, sức bền về va chạm rung động và tróc thấp. Khi tiện tinh gang xám, cho phép vận tốc cắt đến 200m/phút. |
Tiện tinh, nửa tinh và tiện mỏng (cắt liên tục gang, kim loại màu và hợp kim màu, vật liệu phi kim loại, thép tôi. |
|
BK3M |
Độ bền mài mòn rất cao. Độ bền sử dụng, sức bền về va chạm, rung động và tróc thấp. Khi tiện thép tôi, cho phép vận tốc cắt đến 150m/phút. |
Tiện tinh, nửa tinh và tiện mỏng gang xám, thép thấm các bon, thép các bon và thép hợp kim tôi, gang có độ rắn rất cao. |
|
BK4 |
Độ bền mài mòn và độ bền sử dụng cao. Sức bền về va chạm, rung động và tróc tốt. Khi tiện hô gang xám, cho phép vận tốc cắt đến 150m/phút. |
Tiện phá (khi lớp cắt không đều và cắt liên tục) tiện cắt đứt ngang, kim loại mầu, hợp kim màu, vật liệu phi kim loại, ti tan, thép và hợp kim chịu rỉ và chịu nhiệt. |
|
BK6 |
Độ bền mài mòn và vận tốc cắt cho phép cao (nhưng thấp hơn so với BK2 và BK4). Độ bền sử dụng, sức bền về va chạm, rung động và tróc cao hơn BK2 và BK3M. Khi tiện phá gang xám, cho phép vận tốc cắt đến 135 m/phút. |
Tiện phá (khi cắt liên tục), tiện tinh và nửa tinh (khi cắt không liên tục) gang, kim loại màu và hợp kim màu, vật liệu phi kim loại. |
|
BK8 |
Độ bền sử dụng và sức bền về va chạm, rung động và tróc cao hơn so với BK6, nhưng độ bền mài mòn và vận tốc cắt cho phép lại thấp hơn BK6. Khi tiện phá gang, cho phép vận tốc cắt đến 125m/phút. |
Tiện phá (với lớp cắt không đều và cắt gián đoạn), bào ; phay gang, kim loại màu, hợp kim và vật liệu phi kim loại. |
|
T30K4 |
Độ bền mài mòn và vận tốc cắt cho phép cao nhất so với các nhãn TK khác. Độ bền sử dụng và sức bền về va chạm, rung động và tróc thấp. Khi tiện phá thép, cho phép vận tốc cắt đến 500m/phút |
Tiện tinh (với lớp cắt mỏng) thép các bon thép hợp kim tôi và không tôi. |
|
T15K6 |
Độ bền dai mòn và vận tốc cắt cho phép thấp hơn so với T30K4, nhưng sức bền về va chạm, rung động và tróc lại cao hơn T30K4. Khi tiện thép, cho phép vận tốc cắt đến 400m/phút. |
Tiện phá và nửa tinh (cắt liên tục), tiện tinh (cắt gián đoạn) thép các bon và thép hợp kim |
|
T14K8 |
Độ bền sử dụng và sức bền về va chạm, rung động và tróc lơn hơn so với T15K6, nhưng độ bền mài mòn thấp hơn T15K6. Khi tiện phá thép cho phép vận tốc cắt đến 200m/phút. |
Tiện phá (khi lớp cắt không đều và cắt liên tục) tiện nửa tinh và tinh (cắt gián đoạn) thép các bon và thép hợp kim. |
|
T5K10 |
Độ bền sử dụng và sức bền về va chạm, rung động và tróc lớn hơn so với T14K8, nhưng độ bền mài mòn và vận tốc cắt cho phép lại thấp hơn T14K8. Khi tiện phá thép, cho phép vận tốc cắt đến 150m/phút. |
Tiện phá (khi lớp cắt không đều và cắt gián đoạn), tiện vát, tiện cắt đứt, bào tinh thép các bon và thép hợp kim. |
|
T5K12B |
Độ bền sử dụng và sức bền về va chạm, rung động và tróc lớn hơn so với T5K10, nhưng độ bền mài mòn và vận tốc cắt cho phép lại thấp hơn T5K10. |
Tiện phá nặng thép rèn, dập và đúc mà lớp vỏ có rỗ, cát và xỉ. Bào thép các bon và thép hợp kim. |
PHỤ LỤC 2
KÍCH THƯỚC CỦA MẢNH HỢP KIM CỨNG
(Theo G0CT 2209-66)
DẠNG 01 VÀ 02

|
Mm |
||||||||||
|
Số hiệu mảnh hợp kim |
I |
b |
S |
r |
c |
|||||
|
DÃY |
||||||||||
|
I |
II |
III |
||||||||
|
Kiểu A |
Kiểu Б |
Kiểu A |
Kiểu Б |
Kiểu A |
Kiểu Б |
|||||
|
0129A |
0129Б |
|
|
|
|
5 |
3 |
2,0 |
0,5 |
- |
|
0131A |
0131Б |
|
|
|
|
6 |
4 |
2,5 |
0,5 |
- |
|
0133A |
0133Б |
|
|
|
|
8 |
5 |
3,0 |
0,5 |
1,0 |
|
|
|
0201A |
0201Б |
|
|
8 |
7 |
2,5 |
0,5 |
- |
|
0 35A |
0135 Б |
|
|
|
|
10 |
6 |
4,0 |
0,5 |
1,0 |
|
|
|
0203A |
0203Б |
|
|
10 |
8 |
3,0 |
0,5 |
1,0 |
|
0137A |
0137Б |
|
|
|
|
12 |
8 |
5,0 |
0,5 |
1,0 |
|
|
|
0205A |
0205Б |
|
|
12 |
10 |
4,0 |
0,5 |
1,0 |
|
|
|
|
|
0223A |
0223Б |
14 |
12 |
4,5 |
0,5 |
1,0 |
|
|
|
|
|
0225A |
0225Б |
14 |
12 |
6,0 |
0,5 |
1,6 |
|
0139A |
0139Б |
|
|
|
|
16 |
10 |
6,0 |
0,5 |
1,6 |
|
|
|
0239A |
0239Б |
|
|
16 |
12 |
4,5 |
0,5 |
1,0 |
|
|
|
|
|
0227A |
0227Б |
18 |
13 |
6,0 |
0,5 |
1,6 |
|
|
|
|
|
0229A |
0229Б |
18 |
16 |
8,0 |
1,0 |
1,6 |
|
0115A |
0115Б |
|
|
|
|
20 |
12 |
8,0 |
1,0 |
1,6 |
|
|
|
0241A |
0241Б |
|
|
20 |
16 |
6,0 |
1,0 |
1,6 |
|
|
|
|
|
0231A |
0231Б |
22 |
18 |
7,0 |
1,0 |
1,6 |
|
0141A |
0141Б |
|
|
|
|
25 |
14 |
8,0 |
1,0 |
1,6 |
|
|
|
0243A |
0243Б |
|
|
25 |
18 |
7,0 |
1,0 |
1,6 |
|
|
|
|
|
0235A |
0235Б |
25 |
20 |
10,0 |
1,0 |
2,0 |
|
|
|
0245A |
0245Б |
|
|
32 |
16 |
8,0 |
1,0 |
1,6 |
|
|
|
0247A |
0247Б |
|
|
32 |
18 |
8,0 |
1,0 |
1,6 |
|
0143A |
0143Б |
|
|
|
|
32 |
18 |
10,0 |
1,0 |
2,0 |
|
|
|
|
|
0251A |
0251Б |
36 |
20 |
10,0 |
1,0 |
2,0 |
|
|
|
0149A |
0149Б |
|
|
40 |
18 |
10,0 |
1,0 |
2,0 |
|
|
|
0249A |
0249Б |
|
|
40 |
20 |
10,0 |
1,6 |
2,0 |
|
0145A |
0145Б |
|
|
|
|
40 |
22 |
12,0 |
1,6 |
2,0 |
|
|
|
|
|
0125A |
0125Б |
50 |
20 |
12,0 |
1,6 |
2,0 |
|
|
|
0151A |
0151Б |
|
|
50 |
22 |
12,0 |
1,6 |
2,0 |
|
0147A |
0147Б |
|
|
|
|
50 |
25 |
14,0 |
1,6 |
2,0 |
|
|
|
0127A |
0127Б |
|
|
60 |
22 |
12,0 |
1,6 |
2,0 |
Dãy 1 là dãy ưu tiên sử dụng
|
mm |
||||||||||
|
Số hiệu mảnh hợp kim |
I |
b |
S |
r |
c |
|||||
|
DÃY |
||||||||||
|
I |
II |
III |
||||||||
|
Kiểu A |
Kiểu Б |
Kiểu A |
Kiểu Б |
Kiểu A |
Kiểu Б |
|||||
|
0115A |
0115Б |
|
|
|
|
20 |
12 |
8,0 |
1,0 |
1,6 |
|
|
|
0241A |
0241Б |
|
|
20 |
16 |
6,0 |
1,0 |
1,6 |
|
|
|
|
|
0231A |
0231Б |
22 |
18 |
7,0 |
1,0 |
1,6 |
|
0141A |
0141Б |
|
|
|
|
25 |
14 |
8,0 |
1,0 |
1,6 |
|
|
|
0243A |
0243Б |
|
|
25 |
18 |
7,0 |
1,0 |
1,6 |
|
|
|
|
|
0235A |
0235Б |
25 |
20 |
10,0 |
1,0 |
2,0 |
|
|
|
0245A |
0245Б |
|
|
32 |
16 |
8,0 |
1,0 |
1,6 |
|
|
|
0247A |
0247Б |
|
|
32 |
18 |
8,0 |
1,0 |
1,6 |
|
0143A |
0143Б |
|
|
|
|
32 |
18 |
10,0 |
1,0 |
2,0 |
|
|
|
|
|
0251A |
0251Б |
36 |
20 |
10,0 |
1,0 |
2,0 |
|
|
|
0149A |
0149Б |
|
|
40 |
18 |
10,0 |
1,0 |
2,0 |
|
|
|
0149A |
0149Б |
|
|
40 |
20 |
10,0 |
1,6 |
2,0 |
|
0145A |
0145Б |
|
|
|
|
40 |
22 |
12,0 |
1,6 |
2,0 |
|
|
|
|
|
0125A |
0125Б |
50 |
20 |
12,0 |
1,6 |
2,0 |
|
|
|
0151A |
0151Б |
|
|
50 |
22 |
12,0 |
1,6 |
2,0 |
|
0147A |
0147Б |
|
|
|
|
50 |
25 |
14,0 |
1,6 |
2,0 |
|
|
|
0127A |
0127Б |
|
|
60 |
22 |
12,0 |
1,6 |
2,0 |
Dãy 1 là dãy ưu tiên sử dụng
DẠNG 06
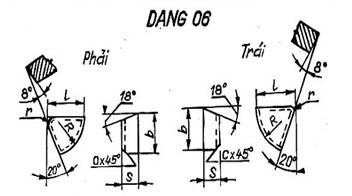
mm
|
Số hiệu mảnh hợp kim |
I |
b |
S |
R |
r |
C |
|
|
Phải |
Trái |
||||||
|
0601 |
- |
8 |
7 |
2,5 |
6,0 |
0,5 |
- |
|
0603 |
0604 |
10 |
8 |
3,0 |
6,0 |
1,0 |
1,0 |
|
0605 |
0606 |
12 |
10 |
4,0 |
10,0 |
1,0 |
1,0 |
|
0607 |
0608 |
12 |
10 |
5,0 |
10,0 |
1,0 |
1,0 |
|
0609 |
0610 |
16 |
14 |
5,0 |
14,0 |
1,0 |
1,0 |
|
0611 |
0612 |
16 |
14 |
7,0 |
14,0 |
1,0 |
1,6 |
|
0613 |
0614 |
20 |
18 |
6,0 |
18,0 |
1,0 |
1,6 |
|
0615 |
0616 |
20 |
18 |
8,0 |
18,0 |
1,0 |
1,6 |
|
0617 |
0618 |
25 |
20 |
7,0 |
20,0 |
1,0 |
1,6 |
|
0619 |
0620 |
25 |
20 |
9,0 |
20,0 |
1,0 |
2,0 |
|
0627 |
0628 |
32 |
20 |
9,0 |
20,0 |
1,6 |
2,0 |
|
0629 |
0630 |
40 |
22 |
10,0 |
20,0 |
1,6 |
2,0 |
DẠNG 07

mm
|
Số hiệu mảnh hợp kim |
I |
b |
S |
R |
r |
C |
|
|
Phải |
Trái |
||||||
|
0735 |
- |
6 |
4 |
2,0 |
4 |
1 |
- |
|
0701 |
- |
10 |
6 |
2,5 |
6 |
1 |
- |
|
0737 |
0738 |
12 |
8 |
3,0 |
8 |
1 |
1,0 |
|
0739 |
0740 |
16 |
10 |
5,0 |
10 |
1 |
1,0 |
|
0741 |
0742 |
20 |
12 |
6,0 |
12,5 |
1 |
1,6 |
|
0734 |
0734 |
25 |
14 |
8,0 |
14 |
1 |
1,6 |
|
0735 |
- |
6 |
4 |
2,0 |
4 |
1 |
- |
|
0701 |
- |
10 |
6 |
2,5 |
6 |
1 |
- |
|
0737 |
0738 |
12 |
8 |
3,0 |
8 |
1 |
1,0 |
|
0739 |
0740 |
16 |
10 |
5,0 |
10 |
1 |
1,0 |
|
0741 |
0742 |
20 |
12 |
6,0 |
12,5 |
1 |
1,6 |
|
0733 |
0734 |
25 |
14 |
8,0 |
14 |
1 |
1,6 |

|
Số hiệu mảnh hợp kim |
I |
b |
S |
L1 |
r |
j |
j1 |
|
|
Phải |
Trái |
|||||||
|
0909 |
0910 |
6 |
10 |
3 |
2,0 |
6,0 |
45o |
50o |
|
0911 |
0912 |
10 |
15 |
4 |
5,0 |
10,0 |
45o |
40o |
|
0913 |
0914 |
12 |
18 |
5 |
4,0 |
12,5 |
45o |
50o |
|
0915 |
0916 |
10 |
15 |
4 |
5,0 |
10,0 |
60o |
20o |
|
0917 |
0918 |
10 |
18 |
4 |
5,5 |
10,0 |
75o |
60o |
DẠNG 10

|
Số hiệu mảnh hợp kim |
I |
b |
S |
R |
r |
C |
|
|
Phải |
Trái |
||||||
|
1041* |
- |
5 |
3 |
2,0 |
3,0 |
0,5 |
- |
|
1043* |
- |
6 |
4 |
2,5 |
4,0 |
0,5 |
- |
|
1045* |
1046 |
8 |
5 |
3,0 |
5,0 |
0,5 |
1,0 |
|
1005 |
1006 |
10 |
6 |
3,5 |
6,0 |
1,0 |
1,0 |
|
1027 |
1028 |
12 |
8 |
3,0 |
8,0 |
1,0 |
1,0 |
|
1047* |
1048* |
12 |
8 |
5,0 |
8,0 |
1,0 |
1,0 |
|
1029 |
1030 |
16 |
10 |
4,0 |
10,0 |
1,0 |
1,0 |
|
1049* |
1050* |
16 |
10 |
6,0 |
10,0 |
1,0 |
1,0 |
|
1031 |
1032 |
18 |
12 |
4,5 |
12,5 |
1,0 |
1,0 |
|
1015* |
1016* |
20 |
12 |
7,0 |
12,5 |
1,0 |
1,6 |
|
1051 |
1052 |
25 |
14 |
5,5 |
14,0 |
1,0 |
1,6 |
|
1053* |
1054* |
25 |
14 |
8,0 |
14,0 |
1,0 |
1,6 |
|
1055 |
1056 |
32 |
16 |
6,0 |
16,0 |
1,0 |
1,6 |
|
1057* |
1058* |
32 |
18 |
10,0 |
18,0 |
1,0 |
2,0 |
|
1059 |
1060 |
40 |
18 |
8,0 |
18,0 |
1,0 |
1,6 |
|
1061* |
1062* |
40 |
22 |
12,0 |
22,5 |
1,0 |
2,0 |
|
1037 |
1038 |
50 |
20 |
8,0 |
20,0 |
1,6 |
1,6 |
|
1063* |
1064* |
50 |
25 |
14,0 |
25,0 |
1,6 |
2,0 |
Những số hiệu mảnh hợp kim mang dấu *, có kích thước I, b, S tương ứng theo quy định của ISO.
mm
|
Số hiệu mảnh hợp kim |
I |
b |
S |
R |
r |
c |
|
|
Phải |
Trái |
||||||
|
1041* |
- |
5 |
3 |
2,0 |
3,0 |
0,5 |
- |
|
1043* |
- |
6 |
4 |
2,5 |
4,0 |
0,5 |
- |
|
1045* |
1046 |
8 |
5 |
3,0 |
5,0 |
0,5 |
1,0 |
|
1005 |
1006 |
10 |
8 |
3,5 |
6,0 |
1,0 |
1,0 |
|
1027 |
1028 |
12 |
8 |
3,0 |
8,0 |
1,0 |
1,0 |
|
1047* |
1048* |
12 |
8 |
5,0 |
8,0 |
1,0 |
1,0 |
|
1029 |
1030 |
16 |
10 |
4,0 |
10,0 |
1,0 |
1,0 |
|
1049* |
1050* |
16 |
10 |
6,0 |
10,0 |
1,0 |
1,0 |
|
1031 |
1032* |
18 |
12 |
4,5 |
12,5 |
1,0 |
1,0 |
|
1015* |
1016* |
20 |
20 |
7,0 |
12,5 |
1,0 |
1,6 |
|
1051 |
4052 |
25 |
14 |
5,5 |
14,0 |
1,0 |
1,8 |
|
1053* |
1054* |
25 |
14 |
8,0 |
14,0 |
1,0 |
1,6 |
|
1055 |
1056 |
32 |
16 |
6,0 |
16,0 |
1,0 |
1,6 |
|
1057* |
1058* |
32 |
18 |
10,0 |
18,0 |
1,0 |
2,0 |
|
1059 |
1660 |
40 |
18 |
8,0 |
18,0 |
1,0 |
1,6 |
|
1061* |
1062* |
40 |
22 |
12,0 |
22,5 |
1,0 |
2,0 |
|
1037 |
1038 |
50 |
20 |
8,0 |
20,0 |
1,6 |
1,6 |
|
1063* |
1064* |
50 |
25 |
14,0 |
25,0 |
1,6 |
2,0 |
Những số hiệu mảnh hợp kim mang dấu *, có kích thước I, b, S tương ứng theo quy định của ISO.
DẠNG 13

|
Số hiệu mảnh hợp kim |
Kiểu |
I |
b |
S |
c |
|
1321 |
|
3,0 |
10 |
3,0 |
1,0 |
|
1327 |
|
3,5 |
10 |
3,0 |
1,0 |
|
1323 |
|
4,0 |
12 |
4,0 |
1,0 |
|
1329 |
A |
4,5 |
12 |
4,5 |
1,0 |
|
1331 |
|
5,0 |
4 |
5,0 |
1,0 |
|
1333 |
|
6,0 |
16 |
9,0 |
1,6 |
|
1309 |
|
8,0 |
18 |
7,0 |
1,6 |
|
1311 |
|
10,0 |
20 |
8,0 |
1,6 |
|
1319 |
|
12,0 |
20 |
10,0 |
2,0 |
|
1335 |
|
3,0 |
10 |
4,0 |
1,0 |
|
1337 |
|
4,0 |
12 |
5,0 |
1,0 |
|
1339 |
Б |
5,0 |
14 |
6,0 |
1,6 |
|
1341 |
|
6,0 |
16 |
7,0 |
1,6 |
|
1343 |
|
8,0 |
18 |
8,0 |
1,6 |
|
1345 |
|
10,0 |
20 |
10,0 |
2,0 |
|
1347 |
|
12,0 |
20 |
12,0 |
2,0 |