Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 10600-2:2014 (ISO 7500-2:2006) về Vật liệu kim loại - Kiểm tra xác nhận máy thử tĩnh một trục - Phần 2: Máy thử độ rão trong kéo - Kiểm tra xác nhận lực tác dụng
TCVN 10600-2:2014
ISO 7500-2:2006
VẬT LIỆU KIM LOẠI - KIỂM TRA XÁC NHẬN MÁY THỬ TĨNH MỘT TRỤC - PHẦN 2: MÁY THỬ ĐỘ RÃO TRONG KÉO - KIỂM TRA XÁC NHẬN LỰC TÁC DỤNG
Metallic materials - Verification of static uniaxial testing machines - Part 2: Tension creep testing machines - Verification of the applied force
Lời nói đầu
TCVN 10600-2:2014 hoàn toàn tương đương ISO 7500-2:2006.
TCVN 10600-2:2014 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 164, Thử cơ lý kim loại biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ tiêu chuẩn TCVN 10600 (ISO 7500), Vật liệu kim loại - Kiểm tra xác nhận máy thử tĩnh một trục gồm các phần sau:
- Phần 1: Máy thử kéo/nén - Kiểm tra xác nhận và hiệu chuẩn hệ thống đo lực;
- Phần 2: Máy thử độ rão trong kéo - Kiểm tra lực tác dụng.
VẬT LIỆU KIM LOẠI - KIỂM TRA XÁC NHẬN MÁY THỬ TĨNH MỘT TRỤC - PHẦN 2: MÁY THỬ ĐỘ RÃO TRONG KÉO - KIỂM TRA LỰC TÁC DỤNG
Metallic materials - Verification of static uniaxial testing machines - Part 2: Tension creep testing machines - Verification of the applied force
1. Phạm vi áp dụng
Tiêu chuẩn này quy định việc kiểm tra xác nhận các máy thử dùng cho thử độ rão theo một trục trong khi kéo phù hợp với ISO 204.
Kiểm tra xác nhận gồm có:
- Kiểm tra chung máy thử, và
- Kiểm tra lực tác dụng bởi máy thử.
Tiêu chuẩn này áp dụng cho các máy có khối lượng bản thân, máy thử độ rão kiểu đòn bẩy và các máy chất tải trực tiếp bằng lò xo.
Nên kiểm tra xác nhận các máy có hệ thống đo lực 1) phù hợp với TCVN 10600-1 (ISO 7500-1).
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 10598 (ISO 376), Vật liệu kim loại - Hiệu chuẩn các dụng cụ đo lực được sử dụng để kiểm tra máy thử một trục.
ISO 204, Metallic materials - Uniaxial creep testing in tension - Method of test (Vật liệu kim loại - Thử độ rão theo một trục trong kéo - Phương pháp thử).
3. Ký hiệu và tên gọi
Tiêu chuẩn này áp dụng các ký hiệu trong Bảng 1.
Tiêu chuẩn này công nhận các máy thử độ rão sau:
- Các máy có khối lượng bản thân, có hoặc không có dẫn hướng (các Hình A.1 và A.2);
- Các máy có đòn bẩy treo trên hoặc treo dưới (các Hình A.3, A.4 và A.5);
- Các máy có khối lượng con chạy với đòn bảy treo trên hoặc treo dưới (các Hình A.6 và A.7);
- Bất cứ tổ hợp nào của các kiểu máy nêu trên (Hình A.8);
- Các máy thử có lực tác dụng bằng lò xo (Hình A.9).
Bảng 1 - Ký hiệu và tên gọi
|
Ký hiệu |
Đơn vị |
Tên gọi |
|
FN |
N |
Lực lớn nhất của phạm vi lực của máy thử |
|
Fi |
N |
Lực tác dụng cho máy thử độ rão: - Cho các máy có khối lượng bản thân: Fi = mgna - Cho các máy kiểu đòn bẩy Fi = mgnRa - Cho các máy có khối lượng con chạy, giá trị của Fi được chỉ thị trên thang đo của máy. - Cho các máy kiểu lò xo: lực tác dụng vào cơ cấu hiệu chuẩn lò xo |
|
F |
N |
Lực thực được chỉ thị bởi dụng cụ đo lực |
|
|
N |
Giá trị trung bình cộng của nhiều phép đo F hoặc Fi ở cùng một lực riêng biệt |
|
Fmax, Fmin |
N |
Giá trị lớn nhất hoặc nhỏ nhất của F hoặc Fi tại cùng một lực riêng biệt |
|
Fm |
N |
Lực tác dụng bởi các khối lượng trên xà thang đo của các máy |
|
Fv |
N |
Giới hạn dưới của phạm vi lực được kiểm tra xác nhận |
|
R |
- |
Tỷ lệ đòn bẩy được sử dụng cho kiểm tra xác nhận |
|
b |
% |
Sai số tương đối của độ lặp lại của hệ thống đo lực trên máy thử |
|
d |
N |
Ngưỡng phân biệt |
|
D1 |
N |
Ngưỡng phân biệt tương đương với 20% lực lớn nhất của phạm vi lực (FN) |
|
a |
% |
Ngưỡng phân biệt tương đối |
|
q |
% |
Sai số tương đối của độ chính xác của hệ thống đo trên máy thử |
|
a) gn = gia tốc rơi tự do tiêu chuẩn, tính bằng m/s2 (gn = 9,80665 m/s2). Đại lượng này cũng được gọi là “gia tốc trọng trường tiêu chuẩn” |
||
4. Kiểm tra chung máy thử
Kiểm tra máy thử chỉ được thực hiện nếu máy ở trong điều kiện làm việc tốt. Để đáp ứng yêu cầu này phải thực hiện kiểm tra chung máy thử trước khi kiểm tra lực tác dụng bởi máy thử (xem phụ lục A).
5. Kiểm tra xác nhận lực tác dụng bằng máy thử
5.1. Quy định chung
Phải thực hiện việc kiểm tra xác nhận này cho từng phạm vi lực được sử dụng. Nếu máy thử có nhiều phạm vi lực, mỗi phạm vi lực 2) phải được xem như một máy thử riêng biệt.
Việc kiểm tra xác nhận này phải được thực hiện với các dụng cụ đo lực kéo. Các dụng cụ đo này phải phù hợp với TCVN 10598 (ISO 376). Cấp của dụng cụ đo lực phải bằng hoặc cao hơn cấp được xác định cho máy thử độ rão.
5.2. Khối lượng
Các khối lượng được sử dụng để tác dụng các lực trong quá trình kiểm tra xác nhận có thể là:
a) Các khối lượng đã biết có độ chính xác bằng hoặc cao hơn ± 0,1%, được kiểm tra xác nhận ít nhất là năm năm một lần, hoặc
b) Các khối lượng chuyên dùng cho máy thử độ rão được tác dụng theo cùng một trình tự như trong quá trình thử.
5.3. Xác định ngưỡng phân biệt
Ngưỡng phân biệt (d) của máy được xác định là độ tăng nhỏ nhất của lực có thể được tác dụng và được phát hiện trong quy trình kiểm tra xác nhận.
Ngưỡng phân biệt (d) phải được xác định ở 20%, 60% và 100% lực lớn nhất FN của phạm vi lực. Nếu thử nghiệm các lực có độ lớn nhỏ hơn 0,2FN (xem 5.2), ngưỡng phân biệt phải được xác định bổ sung thêm ở giới hạn dưới của phạm vi thử được cung cấp.
Ngưỡng phân biệt (d) được đo ở độ lớn của lực do khối lượng nhỏ nhất được thêm vào hoặc lấy đi khỏi thang đo của máy, hoặc lực tương đương với di chuyển có thể ghi lại được của khối lượng con chạy gây ra sự thay đổi có thể phát hiện được ở dụng cụ chỉ thị của dụng cụ đo lực.
Ngưỡng phân biệt tương đối (a) được tính toán cho mỗi mức lực được quy định theo công thức sau:
|
|
(1) |
và phải được duy trì trong các giới hạn được cho trong Bảng 3 đối với cấp của máy được xem xét. Ngưỡng phân biệt (d) phải được biểu thị bằng Newton.
5.4. Xác định giới hạn dưới của kiểm tra xác nhận
Giới hạn dưới của kiểm tra xác nhận (Fv) phải được quy định theo Bảng 2.
Bảng 2 - Giới hạn dưới của kiểm tra xác nhận
|
Cấp |
Fv |
|
0,5 1 2 |
400d1 200d1 100d1 |
|
d1 là ngưỡng phân biệt tương đương với 20% của phạm vi đo lực |
|
CHÚ THÍCH: Giới hạn dưới kiểm tra xác nhận của máy có thể nhỏ hơn phạm vi làm việc cho phép của dụng cụ đo lực có cấp tương đương được sử dụng để xác định ngưỡng phân biệt ở 60% và điều kiện lực lớn nhất. Do đó, để kiểm tra xác nhận máy thử một cách chính xác ở giới hạn dưới của phạm vi, cần phải sử dụng hai dụng cụ đo, một cho giới hạn trên và dụng cụ đo thứ hai có khả năng thích hợp cho giới hạn dưới của phạm vi đo.
5.5. Quy trình thử
5.5.1. Quy định chung
Phải thực hiện kiểm tra xác nhận cho mỗi phạm vi lực có cấp thích hợp;
Không được phép kiểm tra xác nhận ở dưới giới hạn dưới Fv cho bất cứ phạm vi đo lực nào.
5.5.2. Độ thẳng hàng
Phải lắp dụng cụ đo lực trên máy có sử dụng các cơ cấu tự điều chỉnh thẳng hàng tại mỗi đầu mút của hệ truyền lực.
5.5.3. Cân bằng đòn bẩy
5.3.3.1. Quy định chung
Cần phải tạo ra sự cân bằng cho hệ truyền lực để đạt được số đọc chất tải ở điểm không trên dụng cụ đo lực khi được lắp trong hệ truyền lực thay cho mẫu thử. Phương pháp chính xác để tạo ra sự cân bằng phụ thuộc vào kết cấu của máy, tuy nhiên, thông thường sẽ áp dụng các quy trình được mô tả trong 5.5.3.2 và 5.5.3.3.
5.5.3.2. Đòn bẩy treo trên
Dụng cụ kiểm tra xác nhận lực phải được treo trong hệ truyền lực thay cho mẫu thử, với thanh chất tải dưới thấp được tháo ra ngay bên dưới dụng cụ thử. Sau đó đòn bẩy được cân bằng bởi di chuyển của khối lượng điều chỉnh thường được gắn vào máy hoặc bằng cách đưa thêm vào một khối lượng cân bằng từ bên ngoài. Dụng cụ chỉ thị lực của dụng cụ kiểm tra phải được chỉnh về lực không trước khi nối thanh chất tải dưới thấp.
Trong một số máy, không thể cân bằng hoàn toàn đối với đòn bẩy; trong trường hợp này phải ghi lại trong báo cáo thử lực nhỏ nhất tác dụng lên mẫu thử khi không có các khối lượng trên xà thang chia độ và lực này được tính đến khi tính toán lực tác dụng vào mẫu thử khi thực hiện thử rão. Nên nhớ rằng cần phải cân bằng lại đòn bẩy sau khi kiểm tra xác nhận và trước khi bắt đầu thử độ rão.
5.5.3.3. Đòn bẩy treo dưới
Do kết cấu hình học của các máy có đòn bẩy treo dưới, rất ít khi có thể cân bằng được về khối lượng của các thanh chất tải dưới thấp, đòn bẩy và xà thang chia độ. Vì vậy phải chỉnh dụng cụ đo lực về không với thanh chất tải dưới thấp được tháo ra và sau đó chỉ ghi lại lực tác dụng khi hệ truyền lực được đấu nối lại và hệ thống được điều chỉnh để đưa đòn bẩy về vị trí làm việc bình thường khi không có các khối lượng được đặt trên xà của thang đo. Nếu lực này lớn hơn lực quy định trong 5.4 thì nó phải trở thành giới hạn dưới của kiểm tra.
5.5.4. Bù nhiệt độ
Phải cho phép có đủ thời gian để thiết bị kiểm tra đạt được một nhiệt độ ổn định. Ghi lại nhiệt độ tại lúc bắt đầu và kết thúc sự tác dụng của mỗi loạt lực. Khi cần thiết, áp dụng các hiệu chỉnh nhiệt độ các độ lệch của dụng cụ thử, khi sử dụng các phương trình cho trong TCVN 10598 (ISO 376).
5.5.5. Xác lập điều kiện thử
Để xác lập điều kiện thử cho hệ thống cần vận hành máy thử rão và dụng cụ đo lực ba lần giữa lực không và lực lớn nhất được đo. Sau đó chỉnh đặt lại dụng cụ đo lực về vị trí lực không.
5.5.6. Lựa chọn các lực thử
Tác dụng một loạt ít nhất là năm lực phân bố gần như cách đều nhau trong phạm vi trên 20% phạm vi lực hoặc lực giới hạn dưới của kiểm tra xác nhận, lấy giá trị lớn hơn.
Khi có yêu cầu, tác dụng các lực bổ sung dưới 20% phạm vi lực xuống tới lực giới hạn dưới của kiểm tra xác nhận (xem 5.4). Tác dụng một lực với mỗi độ tăng 5%, hoặc một phần của độ tăng này, của thang chia độ được kiểm tra xác nhận dưới 20% của phạm vi lực.
5.5.7. Tác dụng của lực thử
Đối với mỗi phạm vi lực thử, tác dụng một loạt các lực theo thứ tự tăng và lặp lại mỗi loạt ba lần để có ba loạt lực tác dụng này. Sau mỗi loạt tác dụng, lực được dỡ bỏ hoàn toàn.
Tất cả ba loạt lực phải được tác dụng với hệ thống chất tải ở điểm giữa của phạm vi hoạt động bình thường (vị trí không). Phải tiến hành các phép đo sau khi hệ thống đã ổn định, đặc biệt là đối với các máy có cơ cấu giảm chấn.
CHÚ THÍCH: Trên một máy thử rão có một đòn bẩy treo trên hoặc một đòn bẩy treo dưới, yêu cầu này có hàm ý nói rằng ba loạt lực được tác dụng với đòn bẩy ở vị trí nằm ngang.
Dụng cụ đo lực nên được quay đi 120o giữa các loạt tác dụng lực. Sau mỗi lần quay, hệ thống nên được chất tải trước (sơ bộ).
Phải đảm bảo cho việc tác dụng của mỗi lực thử không bị va đập và rung để không vượt quá giá trị danh nghĩa tới mức lớn hơn sai số lớn nhất cho phép đối với cấp máy được xem xét.
Trong trường hợp các máy kiểu đòn bẩy cần đảm bảo cho sai lệch cho phép của đòn bẩy so với vị trí nằm ngang của nó được ghi dấu chính xác. Trong phạm vi giữa các độ nghiêng đã được đánh dấu này của đòn bẩy phải kiểm tra xác nhận để bảo đảm cho lực ở trong các giới hạn cho phép. Đồng thời cũng kiểm tra xác nhận lực nhỏ nhất và lực lớn nhất của phạm vi ở vị trí giới hạn dưới của đòn bẩy. Quy trình này bảo đảm rằng sai lệch của lực thử so với giá trị danh nghĩa của nó trong quá trình toàn bộ thời gian thử rão nằm trong giới hạn sai số lớn nhất cho phép đối với cấp máy được xem xét.
Lò xo của các máy thử có chất tải trực tiếp phải được hiệu chuẩn trong thiết bị hiệu chuẩn lò xo - lực. Bộ phận chất tải bằng lò xo phải được thảo ra khỏi máy thử rão và được lắp đặt trong thiết bị hiệu chuẩn lò xo - lực. Giao diện giữa bộ phận chất tải bằng lò xo và thiết bị hiệu chuẩn lò xo - lực phải đồng nhất với giao diện trong máy thử.
Dụng cụ đo lực phải được lắp trong thiết bị hiệu chuẩn lò xo - lực với các cơ cấu tự điều chỉnh sự thẳng hàng được tính đến tại mỗi đầu mút của hệ truyền lực.
5.6. Đánh giá lực tác dụng bằng máy
5.6.1. Sai số tương đối của độ chính xác
Sai số tương đối của độ chính xác, được biểu thị bằng tỷ lệ phần trăm của giá trị trung bình của lực thực, F, được cho bởi phương trình:
|
|
(2) |
5.6.2. Sai số tương đối của độ lặp lại
Sai số độ lặp lại, đối với mỗi lực riêng biệt, là hiệu số giữa các giá trị lớn nhất và nhỏ nhất đo được so với giá trị trung bình của lực thực. Sai số này được cho bởi phương trình:
|
|
(3) |
6. Cấp của máy thử
6.1. Quy định chung
Bảng 3 giới thiệu các giá trị lớn nhất cho phép đối với các sai số tương đối của độ lặp lại và độ chính xác đặc trưng của một máy thử phù hợp với cấp thích hợp
Bảng 3 - Đặc tính của các cấp máy
|
Cấp máy |
Các giá trị lớn nhất cho phép, % |
||
|
Ngưỡng tương đối cho lựa chọn, a |
Sai số tương đối |
||
|
Độ lặp lại, b |
Độ chính xác, q |
||
|
0,5 |
0,25 |
0,5 |
± 0,5 |
|
1 |
0,5 |
1,0 |
± 1,0 |
|
2 |
1 |
2,0 |
± 2,0 |
6.2. Máy thử rão kiểu đòn bẩy
Sự phân cấp không áp dụng cho lực dưới lực nhỏ nhất tuân theo các yêu cầu này.
Đối với một phạm vi lực có thể có nhiều cấp nhưng mỗi một cấp trong đó này phải được kiểm tra theo 5.5.
Cho phép phân loại một máy cho một hoặc nhiều lực riêng biệt. Đối với mỗi lực riêng biệt phải tiến hành ba phép đo. Sự phân cấp thu được chỉ có hiệu lực cho các lực riêng biệt được kiểm tra.
6.3. Máy thử rão có lực được tác dụng trực tiếp bởi các khối lượng
Thông thường, sự phân cấp sẽ được xác định bằng các độ chính xác của các khối lượng dùng để tạo ra các lực kiểm tra xác nhận và khối lượng của hệ thống treo tải dưới mẫu thử. Tuy nhiên, đối với các máy có các đường dẫn hướng dưới mẫu thử có thể dẫn đến các ảnh hưởng của ma sát, cần phải hiệu chuẩn máy bằng một thiết bị thử. Cơ quan có thẩm quyền hiệu chuẩn phải được thuyết phục rằng đường trục chất tải đi qua đường trục dọc của mẫu thử.
6.4. Máy thử rão có lực được tác dụng trực tiếp bởi lò xo
Cấp của máy thử phụ thuộc vào độ chính xác của lực của lò xo được hiệu chuẩn.
Cho phép phân loại một lò xo cho một hoặc nhiều lực riêng biệt. Đối với mỗi lực riêng biệt phải thực hiện ba phép đo.
Sự phân cấp đạt được chỉ có hiệu lực cho các lực riêng biệt được kiểm tra xác nhận.
Nếu các lực riêng biệt được kiểm tra trong quá trình thử, cần phải có các hướng dẫn riêng cho các máy thử.
Sơ đồ của máy thử rão với lực được tác dụng trực tiếp bằng lò xo được giới thiệu trên Hình A.9.
Thiết bị hiệu chuẩn lò xo - lực phải được kiểm tra xác nhận ít nhất là một năm một lần. Bộ phận chất tải bằng lò xo phải được hiệu chuẩn lại nếu đã được tháo dỡ ra cho sửa chữa hoặc điều chỉnh.
Phải tiến hành kiểm tra xác nhận máy thử rão ở các khoảng thời gian không vượt quá năm năm (các ví dụ, xem Bảng 4).
Bảng 4 - Ví dụ về kiểm tra xác nhận bộ phận chất tải bằng lò xo
|
Hiệu chuẩn bộ phận chất tải bằng lò xo trong máy thử rão |
Hiệu chuẩn bộ phận chất tải bằng lò xo trong thiết bị hiệu chuẩn lò xo - lực |
||||
|
Lực tác dụng cho máy thử rão a) Fi (N) |
Lực thực trung bình do dụng cụ đo lực chỉ thị
|
Sai số tương đối của độ chính xác % |
Lực tác dụng cho thiết bị hiệu chuẩn lò xo - lực a) Fi (N) |
Lực thực trung bình do dụng cụ đo lực chỉ thị
|
Sai số tương đối của độ chính xác % |
|
1387 1775 2218 2773 3549 4437 5546 6987 8873 13870 17750 27730 |
1387 1784 2204 2764 3548 4428 5521 6959 8866 13834 17657 27755 |
0,00 -0,50 0,64 0,33 0,03 0,20 0,45 0,40 0,08 0,26 0,42 -0,09 |
1387 1775 2218 2773 3549 4437 5546 6987 8873 13870 17750 27730 |
1382 1770 2213 2768 3540 4406 5525 6990 8850 13850 17671 27640 |
0,36 0,28 0,23 0,18 0,25 0,70 0,38 -0,04 0,26 0,14 0,45 0,33 |
|
a) Các giá trị của lực riêng biệt Fi là các giá trị lực điển hình tuân theo chuỗi hình học |
|||||
7. Báo cáo kiểm tra xác nhận
Báo cáo kiểm tra xác nhận ít nhất phải có các thông tin sau:
a) Thông tin chung
1) Viện dẫn tiêu chuẩn này TCVN 10600-2 (ISO 7500-2);
2) Nhận dạng máy thử (kiểu, nhãn hiệu, số seri);
3) Vị trí của máy;
4) Phương pháp kiểm tra xác nhận, được sử dụng (xem 5.1) và nhận biết cấp và ngày cấp chứng chỉ hiệu chuẩn lần cuối cùng của thiết bị kiểm tra xác nhận được sử dụng;
5) Nhiệt độ trung bình của thiết bị kiểm tra xác nhận tại thời điểm kiểm tra xác nhận;
6) Ngày tháng năm kiểm tra xác nhận;
7) Tên hoặc con dấu của cơ quan kiểm tra xác nhận thực hiện việc kiểm tra xác nhận.
b) Các kết quả kiểm tra xác nhận
1) Đối với hệ thống đo lực được sử dụng, cấp của mỗi phạm vi được kiểm tra xác nhận và nếu có yêu cầu, các giá trị riêng của các sai số tương đối của độ chính xác và độ lặp lại;
2) Tỷ lệ đòn bẩy (R) được sử dụng cho mỗi phạm vi lực, khi áp dụng;
3) Khi kiểm tra xác nhận các lực riêng biệt, các lực thực, cấp đạt được và, nếu có yêu cầu, các giá trị riêng của sai số tương đối độ lặp lại;
4) Bất cứ sự không bình thường nào xuất hiện trong quá trình kiểm tra xác nhận chung.
8. Chu kỳ kiểm tra xác nhận
Máy phải được kiểm tra xác nhận theo chu kỳ không vượt quá 05 năm. Tuy nhiên, nếu thời hạn dự định của thử nghiệm vượt quá ngày hết hạn của chứng chỉ kiểm tra xác nhận thì máy phải được kiểm tra xác nhận lại trước khi bắt đầu thử rão. Bất cứ máy nào cũng phải được kiểm tra xác nhận lại nếu đã được tháo dỡ ra hoặc di chuyển hoặc được sửa chữa lớn hoặc điều chỉnh.
CHÚ THÍCH: Nếu máy được sử dụng cho các thử nghiệm rão trong thời gian ngắn, có thể kiểm tra xác nhận máy ở chu kỳ không vượt quá 02 năm.
Phụ lục A
(Quy định)
Kiểm tra chung máy thử
Phải thực hiện kiểm tra chung máy thử trước khi kiểm tra xác nhận máy (xem Điều 5) với các nội dung kiểm tra sau:
A.1. Kiểm tra bằng mắt
Kiểm tra bằng mắt để đảm bảo:
a) Máy ở trong điều kiện làm việc tốt và không chịu ảnh hưởng có hại bởi một số tác động của điều kiện chung như:
1) Mòn nhanh của các lưỡi dao, điểm đỡ, ổ trục, dụng cụ kẹp hoặc bất cứ khuyết tật nào trong các bộ phận dẫn hướng của các thanh kéo;
2) Sự lỏng ra trong lắp ráp các trụ và con trượt cố định.
b) Hệ thống đòn bẩy lắc tự do một các êm nhẹ trên phạm vi làm việc của hệ thống này;
c) Máy không bị ảnh hưởng bởi các điều kiện môi trường (rung, tác động của ăn mòn, các thay đổi của nhiệt độ cục bộ …);
d) Đường tác dụng của lực chạy qua các tâm của các lưỡi dao hoặc các mặt tựa hình cầu của hệ truyền lực.
A.2. Kiểm tra kết cấu của máy
Phải kiểm tra để đảm bảo rằng kết cấu của hệ thống kẹp sẽ cho phép lực tác dụng theo chiều trục. Các Hình A.1 đến A.9 là các sơ đồ về nguyên lý vận hành của máy thử kéo rão.
CHÚ THÍCH: Các Hình A.1 đến A.9 được đưa ra làm ví dụ.
|
|
|
|
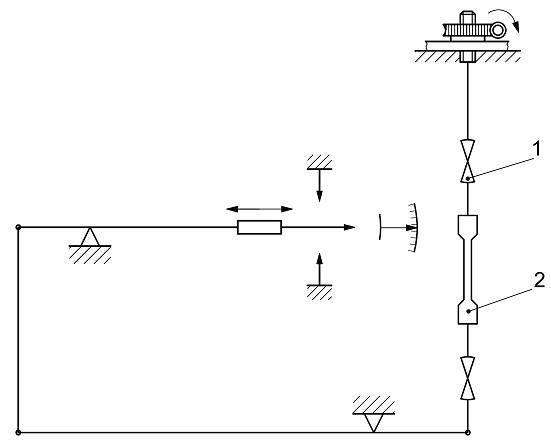
CHÚ DẪN: 1 Các mối nối tự điều chỉnh thẳng hàng 2 Mẫu thử |
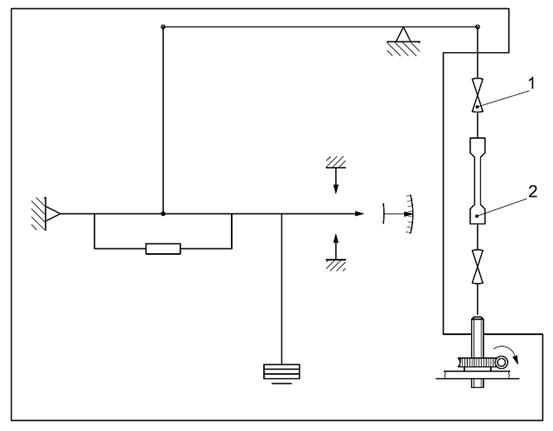
CHÚ DẪN: 1 Các mối nối tự điều chỉnh thẳng hàng 2 Mẫu thử |
|
Hình A.1 - Các máy thử rão có lực được tác dụng trực tiếp bằng các khối lượng |
Hình A.2 - Các máy thử rão có các dẫn hướng có lực được tác dụng trực tiếp bằng các khối lượng |
CHÚ DẪN:
1 Các mối nối tự điều chỉnh thẳng hàng
2 Mẫu thử
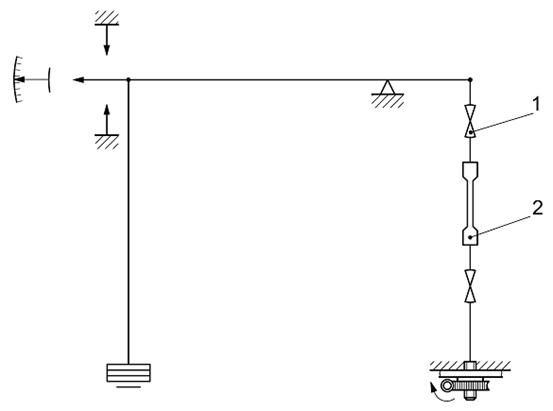
Hình A.3 - Đòn bẩy treo trên
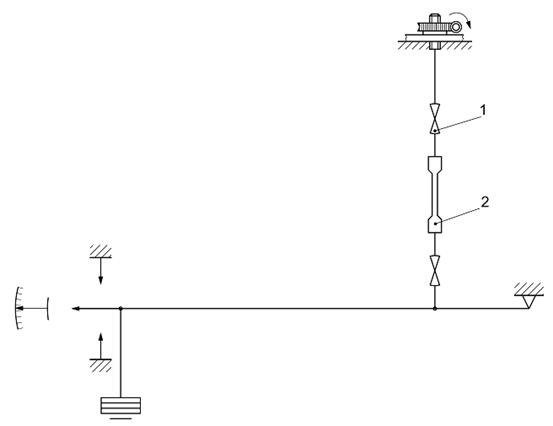
CHÚ DẪN:
1 Các mối nối tự điều chỉnh thẳng hàng
2 Mẫu thử
Hình A.4 - Đòn bẩy treo dưới
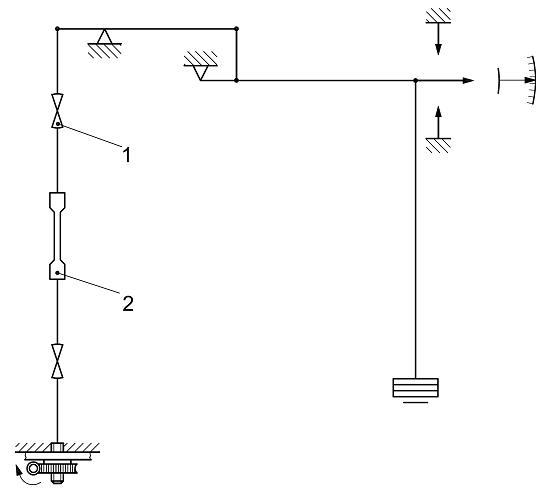
CHÚ DẪN:
1 Các mối nối tự điều chỉnh thẳng hàng
2 Mẫu thử
Hình A.5 - Đòn bẩy kép treo trên
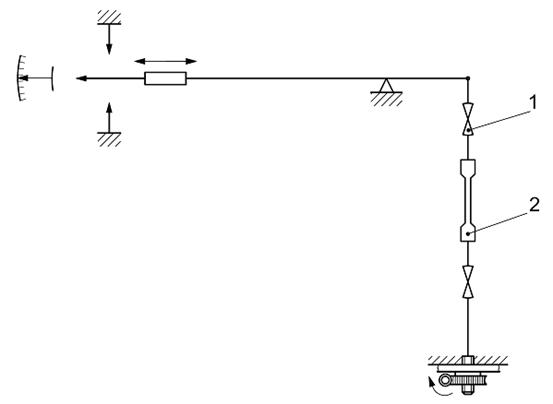
CHÚ DẪN:
1 Các mối nối tự điều chỉnh thẳng hàng
2 Mẫu thử
Hình A.6 - Đòn bẩy treo trên có khối lượng con chạy
CHÚ DẪN:
1 Các mối nối tự điều chỉnh thẳng hàng
2 Mẫu thử
Hình A.7 - Đòn bẩy kép treo dưới có khối lượng con chạy
CHÚ DẪN:
1 Các mối nối tự điều chỉnh thẳng hàng
2 Mẫu thử
Hình A.8 - Máy thử kéo rão sử dụng tổ hợp các hệ thống chất tải khác nhau
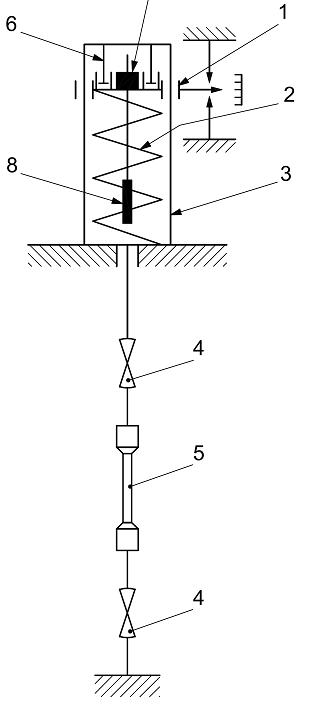
CHÚ DẪN:
1 Trụ dẫn hướng
2 Lò xo nén
3 Bộ phận chất tải bằng lò xo
4 Mối nối tự điều chỉnh thẳng hàng
5 Mẫu thử
6 Bộ hấp thu va đập
7 Đai ốc chất tải
8 Cơ cấu an toàn biến dạng
Hình A.9 - Máy thử rão có lực được tác dụng trực tiếp bằng lò xo
1) Theo tiêu chuẩn này, một hệ thống đo lực gồm có cảm biến tải trọng cộng với bộ phận xử lý cộng với dụng cụ chỉ thị
2) Phạm vi lực có nghĩa là, trong trường hợp máy có khối lượng bản thân, phạm vi trên đó máy được sử dụng; trong trường hợp máy kiểu đòn bẩy, đây là phạm vi lực cho mỗi tỷ lệ đòn bẩy riêng biệt.