Tiêu chuẩn Việt Nam TCVN 1693:1995 về Than đá - Lấy mẫu do Bộ Khoa học Công nghệ và Môi trường ban hành đã được thay thế bởi Tiêu chuẩn quốc gia TCVN 1693:2008 (ISO 18283 : 2006) về Than đá - Lấy mẫu thủ công .
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 1693:1995 về Than đá - Lấy mẫu do Bộ Khoa học Công nghệ và Môi trường ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 1693 : 1995
ISO 1988 : 1975
THAN ĐÁ - LẤY MẪU
Hard coal - Sampling
Lời nói đầu
TCVN 1693 : 1995 thay thế TCVN 1693 : 86.
TCVN 1693 : 1995 hoàn toàn tương đương với ISO 1988 : 1975.
TCVN 1693 : 1995 do Ban kỹ thuật tiêu chuẩn TCVN/TC 27 Nhiên liệu khoáng rắn biên soạn. Tổng cục Tiêu chuẩn - Đo lường - Chất lượng đề nghị, Bộ Khoa học, Công nghệ và Môi trường ban hành.
THAN ĐÁ - LẤY MẪU
Hard coal – Sampling
1 Phạm vi áp dụng
Tiêu chuẩn này quy định phương pháp lấy mẫu than đá kể cả lấy mẫu đặc biệt và lấy mẫu thông thường, để có được các mẫu cho phân tích chung và cho xác định độ ẩm toàn phần. Tiêu chuẩn này cũng qui định nguyên tắc cần phải chú ý khi tiến hành lấy mẫu cũng như chuẩn bị mẫu để phân tích.
Nguyên tắc của tiêu chuẩn cũng có thể áp dụng để lấy mẫu xác định các đặc tính vật lý, như cỡ hạt và tỷ trọng và để xác định tính chẩy dẻo. Đối với các tính chất vật lý cần thiết phải thu thập một khối lượng mẫu cơ sở lớn hơn so với mức tối thiểu quy định, có thể bằng cách tăng khối lượng của mỗi mẫu đơn hoặc bằng cách lấy nhiều mẫu đơn hơn, và để thử các đặc tính chẩy dẻo thì kích thước hạt lớn nhất của mẫu thử nghiệm phải khác với kích thước của mẫu phân tích chung hoặc mẫu thử độ ẩm toàn phần (xem 2.9).
Chú thích
1) Thuật ngữ "than đá" là để chi tất cả các loại than như cách phân loại của CCE đã xác định (xem ISC/R/1213). Nó cũng có thể gồm cả một số loại than theo xác định trong phân loại của Pháp là "lingnhit rắn”.
2) Chú ý ở ISO/R/1213, "Danh từ và thuật ngữ về nhiên liệu khoáng rắn"
- Phần 1: Thuật ngữ về chuẩn bị than
- Phần 2: Thuật ngữ về lấy mẫu và phân tích than - Thuật ngữ và định nghĩa ở đó được sử dụng trong tiêu chuẩn này.
2. Mở đầu
2.1 Hướng dẫn bạn đọc: Cách trình bày
Tiêu chuẩn này là tài liệu đầy đủ đề cập đến mọi hình thức lấy mẫu than và do đó khá dài. Các chú thích ghi dưới đây coi như là một hướng dẫn ngắn gọn về cách trình bày.
Mục 2 và 3 nêu lên các vấn đề chung xuất hiện trong khi lấy mẫu than và cần phải nghiên cứu kỹ. Một trong các mục từ 4 tới 7 mục nào là thích hợp tùy thuộc vào thí dụ để than - phải tuân theo để có được những hướng dẫn chi tiết khi lấy mẫu từ các vị trí cụ thể. Phụ lục A trình bày những thiết bị cần thiết trong quá trình lấy mẫu.
Sau khi đọc mục 2 nên có một số dự kiến trước khi bắt đầu lấy mẫu và vạch ra hướng dẫn để giúp người lấy mẫu. Thí dụ về các điều hướng dẫn xem ở phụ lục B.
Mục 3 đưa ra các nguyên tắc chung và trình bày trình tự lấy mẫu lặp để xác định xem độ chính xác lấy mẫu dự kiến có đạt hay không. Trình tự lấy mẫu này khi đã hiểu kỹ thì tiến hành rất đơn giản; Cách kiểm tra bằng số đối với kết quả thu được, trình bày ở phụ lục C và lý thuyết để giải thích trình bày ở phụ lục G.
Toàn bộ các vấn đề nêu trên đây là để phục vụ việc lấy mẫu. Khi đã có mẫu cơ sở thì các mẫu thí nghiệm phải được chuẩn bị từ mẫu cơ sở này và hướng dẫn về quá trình chuẩn bị xem trong các mục 8 và 9. Quá trình kiểm tra sai số chuẩn bị mẫu trình bày ở phụ lục D và lý thuyết của quá trình này được giải thích ở phụ lục H. Nếu còn nghi ngờ không biết chắc phương pháp lấy mẫu liệu có thích hợp hay không thì cần nghiên cứu kỹ phụ lục E vì phụ lục này nêu các hướng dẫn về trình tự lấy mẫu kiểm tra độ sai lệch.
2.2 Quy trình lấy mẫu
Mục đích của của việc lấy mẫu than là để có được một phần than dùng cho xác định các chất lượng của than. Thông thường thì than gồm nhiều hạt có hình dạng và kích thước khác nhau, như vậy có thể có tính chất vật lý và hóa học khác nhau. Để mẫu đại diện cho than mà từ đó đã lấy mẫu ra thì mẫu phải được tập hợp bằng cách lấy một số xác định các phần nhỏ - gọi là mẫu đơn - phân bố khắp toàn bộ khối lượng than đang lấy mẫu. Thuật ngữ "mẫu đơn" là số lượng than thu được bằng một động tác duy nhất của dụng cụ lấy mẫu.
Một trong các điều kiện cần thiết khi lấy mẫu là toàn bộ đồng than sẽ lấy mẫu phải được lộ ra sao cho dụng cụ lấy mẫu có thể đưa vào chỗ nào cũng được và với một khả năng ngẫu nhiên như nhau.
Có ba phương pháp phân bố các mẫu đơn như sau:
a) lấy mẫu hệ thống: các mẫu đơn được phân bố đều theo thời gian hoặc theo vị trí trên toàn đơn vị lấy mẫu.
b) lấy mẫu ngẫu nhiên: các mẫu đơn được phân bố ngẫu nhiên theo thời gian hoặc theo vị trí trên đơn vị lấy mẫu.
c) lấy mẫu ngẫu nhiên theo lớp: đơn vị lấy mẫu được chia ra theo thời gian hoặc theo số lượng thành một số lớp bằng nhau và lấy ngẫu nhiên các mẫu đơn từ các lớp đó.
Lấy mẫu hệ thống có thể dẫn đến sai số nghiêm trọng nếu sự thay đổi theo chu kỳ về chất lượng trùng với tần xuất lấy mẫu đơn; kinh nghiệm cho biết rằng sự thay đổi đều đặn theo chu kỳ trong thực tế ít xảy ra. Do đó khả năng xuất hiện sai lệch do trùng lặp như vậy cũng rất nhỏ.
Lấy mẫu ngẫu nhiên theo lớp và lấy mẫu ngẫu nhiên khó làm đối với phương pháp tự động hoặc phương pháp thủ công ở các quá trình thông thường. Các phương pháp này sẽ cho các kết quả tốt hơn nếu như hiện tượng biến đổi theo chu kỳ kể trên xảy ra ngoài ý muốn của kỹ thuật viên.
Trong một số ít trường hợp người ta chấp nhận cách lấy mẫu ngẫu nhiên, nhưng tiêu chuẩn này chủ yếu dựa trên nguyên tắc lấy mẫu hệ thống. Do đó cần phải cẩn thận không để xảy ra hiện tượng trùng lặp giữa việc lấy mẫu đơn và sự biến đổi theo chu kỳ về chất lượng.
Sai số hệ thống tức là khuynh hướng nhận được các kết quả luôn luôn quá cao hoặc luôn luôn quá thấp, rất dễ xảy ra trong khi lấy mẫu và rất khó phát hiện; do đó cần phải hết sức chú ý tránh xảy ra điều này. Hai nguyên nhân chủ yếu của sai số hệ thống là:
a) do lựa chọn các mẫu đơn ở một chỗ không đại diện cho than đang lấy mẫu; chẳng hạn chỉ lấy ở một phía của băng tải.
b) lấy các mẫu đơn theo cách mà các mẫu đơn này không đại diện cho than ở ngay chỗ đó, chẳng hạn dùng xẻng quá nhỏ để lấy những cục than lớn hơn.
Để tránh hiện tượng sai số hệ thống thì điều kiện cần thiết là kích thước của các thiết bị lấy mẫu và khối lượng mẫu đơn phải phù hợp với các kích thước lớn nhất của than (xem 3.3). Nếu như còn nghi ngờ có sai số thì có thể cải thiện độ chính xác bằng cách thay đổi hình dạng và vị trí lắp đặt dụng cụ lấy mẫu, hoặc bằng cách thay đổi một hệ thống lấy mẫu khác, nhưng trong thực tế người ta nhận thấy rằng cả tính đúng đắn lẫn độ chính xác không thể cải thiện bằng cách chỉ tăng khối lượng các mẫu đơn riêng lẻ trên mức tối thiểu quy định. Có thể thay đổi được độ chính xác lấy mẫu bằng cách thay đổi số lượng các mẫu đơn, nhưng điều đó cũng không thay đổi được hiện tượng sai số hệ thống vốn có tính cố hữu trong hệ thống lấy mẫu.
Điều kiện thuận lợi nhất - trong đó toàn bộ than đều được lộ ra để lấy mẫu - là điều kiện than được chuyển vận trên một băng tải hoặc trên một phương tiện vận chuyển tương tự sao cho trong dòng ấy than đi qua điểm lấy mẫu. Trong trường hợp băng tải dừng lại và một đoạn băng nào đó có chiều dài thích hợp được lấy qua toàn bộ chiều rộng của băng tải thì tất cả các hạt than trong đoạn bằng đó có thể được lấy mà không có sai số hệ thống do các nguyên nhân a) và b) nêu trên.
Cách lấy mẫu từ một băng tải dừng lại như vậy thường là cách lấy mẫu tốt nhất đảm bảo mẫu không bị sai số hệ thống và là phương pháp tiêu chuẩn tin cậy nhất có thể dùng kiểm tra các phương pháp lấy mẫu khác.
Trong nhiều thiết bị thường không thể dừng băng tải lại mà không gây trở ngại đáng kể đến hoạt động của thiết bị đó và như vậy phải dùng các phương pháp lấy mẫu khác. Các phương pháp thuận lợi nhất sau phương pháp kể trên là phương pháp tập hợp nhiều mặt cắt ngang của một dòng than đang chuyển động, nhưng cần phải bảo đảm rằng mỗi mẫu đơn phải là một mặt cắt ngang đại diện. Khi lấy mẫu tĩnh, điều kiện thiết yếu là mỗi phần của lô than đều có thể đưa dụng cụ lấy mẫu vào thường không thực hiện được; chẳng hạn khi tiến hành lấy mẫu than ở một toa xe thì không lấy được các hạt than ở góc đáy toa. Do đó trong tiêu chuẩn này cần phải phân biệt giữa than trong một dòng than (hoặc đang chuyển động hoặc được dừng lại) và than tĩnh.
Kinh nghiệm cho biết rằng có thể lấy được các mẫu đạt yêu cầu từ vật liệu đứng yên trong các toa xe, trong tầu thủy và thậm chí trong cả các đống than miễn là phải đặc biệt cẩn thận để tránh hiện tượng không đều (hiện tượng sai số hệ thống), vì vật liệu tĩnh có xu hướng bị phân tán cao nên phải lựa chọn cẩn thận các điểm lấy mẫu và số mẫu đơn phải nhiều hơn so với lấy mẫu từ vật liệu đang chuyển động.
Các quy định hướng dẫn trong tiêu chuẩn này đối với than tĩnh là than để trong toa xe, tầu hay kho dự trữ. Các quy định về một dòng than đang chuyển động là than đang được vận chuyển trên một băng tải hoặc một loại thiết bị chuyển tải nào khác; băng chuyền đang chuyển động hoặc dừng chạy trong thời gian lấy mẫu có ý nghĩa như sau trong phạm vi này.
Dù chọn phương pháp nào đều phải chú ý phát hiện một điểm mà tại đó có thể thu thập được các mẫu đơn vừa đồng đều vừa đảm bảo không có biến dạng vật lý không cho phép. Rất nên có cách sắp xếp cố định chẳng hạn như một dàn theo tác riêng để vừa an toàn vừa thuận lợi cho người lấy mẫu. Cũng nên có những các bố trí riêng để lấy mẫu, tại đó mẫu được lấy ra từ một điểm lộ diện để xử lý tiếp theo.
Nếu lấy các mẫu đơn bằng phương pháp thủ công thì phải dùng một nhân viên lấy mẫu đã qua đào tạo và hướng dẫn cho nhân viên đó càng đầy đủ cũng như càng đơn giản càng tốt, nhất là vị trí lấy mẫu và các lần lấy mẫu đơn đều phải quy định rõ ràng, không để phó mặc theo sự phán đoán riêng của người lấy mẫu (xem 2.12). Đó là lý do tại sao lấy mẫu bằng cơ khí lại tốt hơn so với lấy mẫu bằng thủ công, nhưng với lấy mẫu cơ khí nhất thiết phải kiểm tra xem máy lấy mẫu có đảm bảo được đồng đều hay không.
2.3 Sự khác nhau giữa bên bán và bên mua
Bên bán bao giờ cũng giao một loại than hoặc các loại than đã biết được các đặc tính chung, do đó họ thường quan tâm đến các đặc tính trung bình của than ở một thời kỳ quy định hơn là chú ý đến các đặc tính của từng lô hàng cá biệt. Nếu nhiều lần cung cấp than cho một khách hàng đều được chuyển đến một cách ngẫu nhiên thì các lần phân tích trước, bình quân có thể là một phương pháp đánh giá chất lượng tốt nhất đối với khách hàng đó hơn là dùng một lần phân tích đối với lô hàng cá biệt.
Về lấy mẫu, khách hàng thường không biết gì hơn về một loại than ngoài phẩm chất của than và phải coi than đó như một lô hàng đơn thuần mà các đặc tính chưa biết. Nếu khách hàng nhận được cùng một loại than một cách đều đặn, thì khách hàng đó có thể ở vị trí tương tự với phía bên bán - tuy các điều kiện thông thường có khác nhau chút ít vì than có thể bị phân tầng hoặc bị lẫn lộn khi bốc xếp vào toa xe, xà lan hoặc tầu chở than.
Khi than cùng một nguồn cung cấp được lấy mẫu một cách đều đặn và chỉ có các sai số ngẫu nhiên thì sự chênh lệch giữa các giá trị trung bình đánh giá mẫu do phía bên bán và do phía khách hàng tiến hành sẽ tiến tới số không nếu số lô hàng được lấy mẫu tăng lên.
2.4 Các mẫu để phân tích chung và để xác định hàm lượng ẩm
Trong một số trường hợp cần thiết (hoặc để thuận tiện) phải lấy những mẫu riêng 1) để xác định hàm lượng ẩm toàn phần và để phân tích chung. Trong các trường hợp khác, thuận lợi hơn là lấy mẫu chung để đồng thời phân tích hàm lượng ẩm và phân tích chung. Thí dụ có thể lấy một mẫu chung, khi dùng một thiết bị lấy mẫu tự động hoặc lấy một mẫu phần ẩm riêng khi than quá ướt.
Tiêu chuẩn này trình bày các số liệu về thu thập hai mẫu riêng, một để phân tích tro một để phân tích hàm lượng ẩm toàn phần. Khi cần phải thu thập một mẫu chung thì khối lượng mẫu quy định đối với phân tích tro có thể phải tăng lên theo hướng dẫn sẽ trình bày dưới đây.
2.5 Độ chuẩn xác và độ chính xác
Không có một cách lấy mẫu, chuẩn bị mẫu hoặc phân tích hóa học nào có thể coi là hoàn thiện. Vì không bao giờ có thể biết được đúng trị số thực là bao nhiêu. Độ "chuẩn xác" của các kết quả thực nghiệm có được từ một phương pháp lấy mẫu là gần đúng với các kết quả được coi là trị số thực. Nhưng vì không biết được trị số thực nên cần thiết phải đánh giá mức độ đúng của các kết quả thực nghiệm. Như ta biết đó là độ chính xác.
Điều đó có nghĩa là không thể xác định được độ "chuẩn xác" của một dãy các thí nghiệm mà chỉ có thể xác định được mức độ chính xác của chúng. Nếu những phương pháp dùng không có sai số hệ thống thì độ chính xác được coi như độ chuẩn xác. Để tiện lợi, tiêu chuẩn này sẽ dùng từ "chính xác" đối với các phần dưới đây.
2.6 Độ chính xác lấy mẫu
Tiêu chuẩn này dựa trên cơ sở độ chính xác tiêu chuẩn quy định đối với hàm lượng ẩm và hàm lượng tro (xem 3.1.4).
Kinh nghiệm cho biết rằng khi một mẫu được lấy đáp ứng độ chính xác đối với hàm lượng tro, thì thông thường sẽ đạt độ chính xác cao hơn nếu xác định các đặc tính chung khác.
Trong tiêu chuẩn này giả sử rằng khi lấy mẫu theo tiêu chuẩn, độ sai lệch chuẩn bị mẫu và phân tích xấp xỉ bằng một phần năm độ sai lệch toàn phần và độ độ sai lệch còn lại là do nguyên nhân lấy mẫu. Như vậy, với một loại than có độ tro 10%, một độ chính xác bằng ±1% tuyệt đối (95 lần trong 100) thì tương đương với độ biến động toàn phần là 0,25 xuất phát từ độ biến động lấy mẫu là 0,20 và biến động chuẩn bị mẫu và phân tích mẫu là 0,05.
Các đặc tính của than thay đổi khá nhiều. Nên quá trình lấy mẫu quy định độ chính xác khác nhau đối với loại than khác nhau. Chẳng hạn, độ chính xác đạt được bằng cách lấy một số mẫu đơn ở một sản phẩm đồng đều của một vỉa than duy nhất sẽ cao hơn nhiều so với mẫu có cùng số mẫu đơn như vậy lấy ở một sản phẩm có chất lượng bình quân cũng như vậy nhưng là do một số các vỉa khác nhau hợp lại. Để đảm bảo các kết quả không kém hơn một giới hạn độ chính xác nào đó thì nên quy định số mẫu đơn thích hợp đối với các loại than hay biến động nhất đang khảo sát. Điều đó có nghĩa là trong phần lớn các trường hợp độ chính xác đạt được thường lớn hơn giới hạn quy định. Do đó, rất nên dùng phương pháp lấy mẫu lặp (xem 3.5) để kiểm tra độ chính xác lấy mẫu sao cho - nếu cần thiết - số mẫu đơn có thể được hiệu chỉnh đến số lượng ít nhất cần có để được độ chính xác yêu cầu (xem phụ lục F).
2.7 Chuẩn bị mẫu
Khi lấy một hoặc nhiều mẫu, thông thường cần phải chuẩn bị hai mẫu phòng thí nghiệm, một để xác định hàm lượng tro và các đặc tính hóa học khác và một nửa để xác định hàm lượng ẩm toàn phần.
Mục đích chuẩn bị mẫu là xử lý các mẫu để nhận được mẫu than nhỏ cho phòng thí nghiệm để tiến hành phân tích - mẫu nhỏ ấy phải đại diện được cho mẫu cơ sở. Mẫu phân tích đại cương ở phòng thí nghiệm phải gồm ít nhất là 60g than có kích thước lớn nhất không quá 200mm. Khối lượng của mẫu ẩm tùy thuộc vào phương pháp xác định hàm lượng ẩm được dùng nhưng thường là 300g hoặc lớn hơn.
Hướng dẫn về chuẩn bị mẫu trình bày ở mục 8 và hướng dẫn về chuẩn bị mẫu phân tích đại cương trình bày ở mục 9.
2.8 Xử lý mẫu
Khi lấy một mẫu riêng biệt, các mẫu đơn phải được xếp càng nhanh càng tốt vào các thùng chứa bằng kim loại hoặc bằng chất không thấm nước và phải có nắp đậy kín, các nắp này được đậy sau mỗi lần xếp một mẫu đơn vào. Mẫu phải được bảo quản ở chỗ mát trong quá trình lưu kho, tốt nhất là giữ ở nhiệt độ không lớn nhiệt độ của mẫu thu thập khi mẫu vào thùng.
Với một mẫu chung, thì cũng phải theo đúng cách thức như vậy cho đến khi mẫu ẩm đã được tách ra như trình bày ở mục 8.
Đối với mẫu tro, các mẫu đơn phải bảo quản trong các túi, phải được bảo vệ tránh nhiễm bẩn hoặc hao hụt và được xử lý theo phương pháp trình bầy ở mục 9.
Phải có nhãn ghi các chỉ dẫn rõ ràng, đầy đủ về mẫu và dán vào thùng đựng mẫu.
2.9 Thử tính chất vật lý và các tính chất khác
Thường tiến hành một số các phép thử để xác định tính chất vật lý của than, chủ yêu là phân tích chìm nổi và phân tích độ hạt. Các kết quả của tất cả các phép thử vật lý đều chịu ảnh hưởng của độ phân bố cỡ hạt của than, cần chú ý tránh làm vỡ than, các quy trình và tiêu chuẩn này có thể áp dụng để lấy mẫu cho phép thử vật lý. Đặc biệt, khối lượng nhỏ nhất của mẫu đơn cần cho phép thử vật lý phải giống như khối lượng nhỏ nhất của mẫu đơn cần cho xác định hàm lượng tro hoặc hàm lượng ẩm đã quy định trong tiêu chuẩn này.
Đối với tất cả các phép thử vật lý và các phép thử khác, tổng khối lượng yêu cầu của mẫu phụ thuộc vào thí nghiệm liên quan và thông thường phải lớn hơn so với mẫu thử cần cho mẫu tro và mẫu ẩm. Các khối lượng quy định này hiện được trình bày (hoặc sẽ được trình bày) trong các TCVN thích hợp và cần tham khảo nó để xác định khối lượng cho đúng.
Đối với các phép thử này, mẫu thử phải được thu thập theo hướng dẫn trong tiêu chuẩn này, nhưng về khối lượng mẫu đơn cá biệt hoặc số lượng mẫu đơn có thể tăng lên để có được khối lượng mẫu lớn hơn. Nên tăng số lượng các mẫu đơn hơn là tăng khối lượng của từng mẫu đơn, nhưng trong một số trường hợp để thuận tiện hơn có thể lấy các mẫu đơn lớn hơn.
Với một số các phép thử, thí dụ thử cốc hóa hoặc thử vật lý khác, có thể cần thiết phải dùng than ở trạng thái ban đầu, hoặc ở các kích thước cỡ hạt khác kích thước 200 mm trình bầy ở trên. Trong trường hợp này mục 2.7 không thích hợp.
2.10 Biên bản lấy mẫu
Nhân viên lấy mẫu phải chuẩn bị biên bản nêu lên số lượng và khối lượng các mẫu đơn và chi tiết về cách thức tiến hành lấy mẫu, các chỉ tiêu đầy đủ về than và độ chính xác nhận được. Biên bản này phải gắn kèm với mẫu hoặc phải có những kết quả cuối cùng giao cho người nhận.
2.11 Lý thuyết về cách lấy mẫu
Có nhiều lý thuyết về phương pháp lấy mẫu, một số lý thuyết có thể giải thích thỏa đáng được các yếu tố thuộc một số trường hợp, tuy nhiên một số thuyết khác lại thỏa mãn với một số trường hợp khác, nhưng không có thuyết nào có thể thỏa mãn được tất cả mọi trường hợp. Vì lí do đó tiêu chuẩn này chủ yếu dựa trên cơ sở các kinh nghiệm thực tế, bao gồm khối lượng lớn số liệu thực nghiệm thu thập được từ nhiều nước. Cơ sở lý thuyết về cách thức thực hiện được trình bầy trong các phụ lục, tại các phụ lục này cũng dẫn giải các công thức kinh nghiệm.
2.12 Hướng dẫn cho nhân viên lấy mẫu
Tiêu chuẩn này nêu ra các phương pháp và nguyên tắc lấy mẫu đáp ứng cho tất cả các vấn đề lấy mẫu có thể phải xem xét trong thương mại quốc tế. Do đó, tiêu chuẩn này trình bày nhiều phương pháp khác nhau và vì thế tài liệu này dài và khá phức tạp làm cho người lấy mẫu khó vận dụng. Điều quan trọng là nhân viên lấy mẫu phải nhận được các hướng dẫn đơn giản, dễ hiểu và có khả năng chỉ lý giải theo một cách. Các hướng dẫn này tốt nhất là phải viết thành văn bản, do người kiểm soát lấy mẫu thảo ra trên cơ sở tiêu chuẩn này. Bản hướng dẫn phải viết theo các đề mục ghi trong bảng 1, bảng này đã kê ra những tài liệu phải tham khảo trước khi soạn thảo các hướng dẫn cho nhân viên lấy mẫu. Trước khi chuẩn bị thảo tờ hướng dẫn, bản thân người kiểm soát lấy mẫu phải có các thông tin về mặt sau:
a) mẫu yêu cầu vào mục đích gì?
b) kích thước dự kiến lớn nhất, chất lượng và hàm lượng tro của than?
c) cần có các phép thử phân tích nào (thí dụ thử hàm lượng ẩm, hàm lượng tro, các phép thử vật lý khác)?
d) có phải lấy mẫu ẩm riêng rẽ không; hoặc lấy mẫu chung?
e) lấy mẫu ở chỗ nào (ở một dòng than, ở các toa xe, tầu biển hoặc ở kho chứa)?
f) than được xử lý như một lô hàng duy nhất hoặc như các lô hàng cung cấp đều kỳ?
g) quy mô của lô hàng là bao nhiêu (phải lấy mẫu toàn bộ hoặc ở từng lô 1000 tấn)? Và có thông tin nào về tính đồng nhất của lô hàng?
h) có tiêu chuẩn quy định về độ chính xác thích hợp không, hoặc có yêu cầu mức độ chính xác khác không?
j) có phải kiểm tra lại độ chính xác bằng cách lấy mẫu lặp hoặc mẫu sao không?
Bảng 1 trình bầy các hướng dẫn về các phần các mục hoặc các phụ lục của tài liệu cần cho các phương pháp lấy mẫu khác nhau.
Các thí dụ về hướng dẫn phù hợp được trình bầy ở phụ lục B.
Bảng 1 - Hướng dẫn về các thông tin cần có
|
Thông tin cần có |
Hướng dẫn đối với cách lấy mẫu từ |
|||
|
Các dòng than |
Các toa xe |
Các tầu |
Kho chứa |
|
|
1 |
2 |
3 |
4 |
5 |
|
Hướng dẫn chung |
4.1 |
5.1 |
6.1 |
7.1 |
|
Thu thập mẫu |
4.3 |
5.3 |
6.3 |
7.3 |
|
Thiết bị lấy mẫu |
Phụ lục A |
Phụ lục A |
Phụ lục A |
Phụ lục A |
|
Khối lượng mẫu đơn |
3.3 |
3.3 |
3.3 |
3.3 |
|
Số mẫu đơn |
4.2 |
5.2 |
6.2 |
7.2 |
|
Xử lý mẫu |
2.8 |
2.8 |
2.8 |
2.8 |
|
Chuẩn bị cho mẫu phân tích |
8 và 9 |
8 và 9 |
8 và 9 |
|
|
Độ chính xác |
3.1 |
3.1 |
3.1 |
3.1 |
|
Kiểm tra về độ chính xác |
Phụ lục C |
Phụ lục C |
Phụ lục C |
Phụ lục C |
3. Nguyên tắc cơ bản về lấy mẫu
3.1 Độ chính xác
3.1.1 Đại cương
Trong tiêu chuẩn này, tất cả các hướng dẫn về độ chính xác là ở phạm vi xác suất 95%.
Điều đó có nghĩa là các giá trị xác định được (hàm lượng tro hoặc ẩm) đối với các mẫu lấy ở cùng một loại than (tức là than có cùng chất lượng từ một nguồn duy nhất) có thể nằm trong giới hạn độ chính xác quy định 95 lần trong 100 lần. Khi không có sai số hệ thống thì các giới hạn này sẽ phân tán đều đặn chung quanh trị số thực. Ngược lại, khi áp dụng các giới hạn này cho một giá trị duy nhất thì có một xác suất 95% mà giải xác suất này bao gồm cả giá trị thực.
3.1.2 Độ chính xác và số các mẫu đơn
Tiêu chuẩn chính xác được chọn có một phạm vi không bắt buộc, vì lấy nhiều mẫu đơn thì sẽ có độ chính xác cao hơn. Theo các giới hạn sẽ trình bầy ở dưới đây (xem 3.2.5) muốn đạt đến một độ chính xác mong muốn nào đó thì phải điều chỉnh số mẫu đơn một cách thích hợp.
Tuy nhiên sẽ thuận tiện nếu chọn độ chính xác chuẩn có quan hệ đến số mẫu đơn cần thiết đối với cách lấy mẫu khác nhau hoặc các loại than khác nhau. Các quy định ở mục 3.2.4 và từ mục 4 đến mục 7 về "số mẫu đơn ban đầu: nói lên số mẫu đơn cần có đối với tiêu chuẩn độ chính xác quy định trình bày ở bảng 2. Các hướng dẫn nếu ở 3.2.4 về hiệu chỉnh số mẫu đơn ban đầu trong trường hợp yêu cầu độ chính xác khác.
Nói chung, từ trường hợp đặc biệt, tiêu chuẩn về độ chính xác ở đây là nên theo.
3.1.3 Lấy mẫu lặp
Bằng cách dùng phương pháp lấy mẫu lặp, có thể xác định độ chính xác có được theo sơ đồ lấy mẫu đặc biệt.
Đặc biệt dùng phương pháp lấy mẫu lặp cho phép điều chỉnh số mẫu đơn phải thu thập. Như đã giải thích ở 2.6 số mẫu đơn tùy thuộc vào tiêu chuẩn độ chính xác quy định khi tiến hành lấy mẫu ở các loại than hay biến động nhất, do đó, với các loại than khac, số mẫu đơn này phải đạt độ chính xác cao hơn so với các yêu cầu thông thường. Trường hợp phải lấy mẫu các lô hàng lặp lại của cùng loại than thì việc áp dụng cách lấy mẫu lặp có thể cho phép giảm dần số mẫu đơn ban đầu đối với các lô hàng gửi tiếp theo cho đến khi đạt được độ chính xác mong muốn số lượng mẫu đơn ít nhất.
Trường hợp lấy mẫu chỉ một lô hàng duy nhất thì không thể giảm bớt số mẫu đơn theo cách trên nhưng bằng cách áp dụng lấy mẫu lặp thì có thể xác định được độ chính xác hiện có.
3.1.4 Tiêu chuẩn độ chính xác quy định
Tiêu chuẩn tham khảo về độ chính xác đối với các loại than có bất kỳ số lượng nào và các hình thức lấy mẫu nào là ± 1/10 độ tro thực đối với giá trị đến 20%1) tro và ± 2% tuyệt đối nếu là các giá trị cao hơn. Tiêu chuẩn này đề ra ở bảng 2 và giới thiệu các sai lệch so với trị số thực (tro hoặc ẩm) ứng với tổng số các sai số xuất hiện khi lấy mẫu, chuẩn bị mẫu và phân tích.
Bảng 2 - Tiêu chuẩn tham khảo về độ chính xác lấy mẫu
|
Đặc tính |
Loại than % |
Tiêu chuẩn chính xác |
|
Hàm lượng tro |
Nhỏ hơn 20 Trên 20 |
± 1/10 HL tro thực * ± 2 % tuyệt đối ** |
|
Hàm lượng ẩm |
Nhỏ hơn 20 Trên 20 |
± 1/10 HL ẩm thực * ± 2% tuyệt đối ** |
* Thí dụ, một loại than có hàm lượng tro 15% hoặc hàm lượng ẩm 15% sẽ cho một kết quả trong khoảng 13,5% và 16,5%.
** Thí dụ một loại than có hàm lượng ẩm hoặc tro 25% sẽ cho kết quả trong khoảng 23,0% và 27,0%.
3.1.5 Tiêu chuẩn khác về độ chính xác
Trường hợp cần có một tiêu chuẩn chính xác ngoài các tiêu chuẩn ở 3.1.4 thì phải theo cách thức lấy mẫu đề ra trong tiêu chuẩn này nhưng số mẫu đơn phải hiệu chỉnh như trình bầy ở 3.2.4 và các tiêu chuẩn chính xác đã nêu. Khối lượng của mẫu đơn phải không được tăng lên hoặc giảm đi. Tăng lên thì sẽ không cải thiện được độ chính xác và giảm đi thì có thể gây nên lấy mẫu sai lệch.
3.2 Số các mẫu đơn
3.2.1 Nguyên tắc
Số các mẫu đơn phải lấy ở lô hàng từ một nguồn duy nhất để có độ chính xác nhất định là tùy thuộc vào độ biến động của than trong lô hàng đó, bất kể khối lượng là bao nhiêu. Độ biến động này phụ thuộc vào sự phân bố, vào phạm vi độ hạt và loại than đã được tuyển hay chưa. Số lượng mẫu đơn quy định trong bảng 3 và 4 có chú ý đến sự khác nhau này và sự khác nhau về kỹ thuật lấy mẫu. Mặt khác, độ biến động của than thuộc các lô hàng lớn thông thường là lớn hơn độ biến động của than ở các lô hàng nhỏ và vì lý do đó số mẫu đơn nên dùng đối với các tiêu chuẩn tham khảo về độ chính xác chỉ được áp dụng đối với các lô hàng 1000 tấn.
3.2.2 Về tiêu chuẩn độ chính xác
Số mẫu đơn phải lấy để đạt tiêu chuẩn độ chính xác tham khảo khi lấy mẫu từ dòng than đang chuyển động, các toa xe, các tầu chở than và các kho để xác định hàm lượng tro và hàm lượng ẩm được trình bầy lần lượt tại các mục từ 4 tới 7. Để tiện lợi số mẫu đơn này được nêu ở bảng 3 và bảng 4.
Bảng 3 - Số mẫu đơn ban đầu khi lấy mẫu xác định hàm lượng tro
|
Điều kiện than |
Số mẫu đơn khi lấy mẫu từ |
|||
|
Các băng tải và dòng than đang rơi |
Toa xe và xà lan |
Tầu biển |
Kho chứa |
|
|
Than sạch |
16 |
24 |
32 |
32 |
|
Than nguyên |
32 |
48 |
64 |
64 |
Số mẫu đơn ghi ở trên là số mẫu đơn ban đầu để đạt độ chính xác tiêu chuẩn nhưng số đó có thể phải hiệu chỉnh đối với khối lượng của lô hàng hoặc đối với một độ chính xác khác (xem 3.2.3 và 3.2.4).
3.2.3 Các lô hàng lớn hơn
Với các lô hàng trên 1000 tấn, có hai cách tiến hành khác nhau:
a) tốt nhất là lô hàng đem chia nhỏ thành một số phần 1000 tấn hoặc nhỏ hơn và từ mỗi phần nhỏ đó lấy một mẫu riêng với số mẫu đơn quy định.
b) một cách khác, có thể chỉ lấy một mẫu, nhưng số mẫu đơn ban đầu đối với trường hợp riêng này phải nhân lên với hệ số kinh nghiệm sau đây:
3.2.4 Hiệu chỉnh các mẫu đơn
Nếu tiến hành lấy mẫu lặp (hay mẫu sao) thì có thể rút bớt các mẫu đơn phù hợp với phép thử để đạt được tiêu chuẩn mong muốn với số mẫu đơn là ít nhất (xem 3.5).
3.2.5 Chú ý
Trong mục 3.1.2 đã nêu rằng tiêu chuẩn độ chính xác là tùy ý và có thể đạt được bất kỳ một tiêu chuẩn nào, tốt hơn hoặc kém hơn tiêu chuẩn tham khảo bằng cách hiệu chỉnh thích hợp số mẫu đơn như hướng dẫn ở mục 3.2.4. Tuy nhiên các cách hiệu chỉnh đều dựa trên cơ sở một số giả định về tính chất than (xem phụ lục F). Các sai lệch so với tính chất điển hình này sẽ không gây ra sai số đáng kể miễn là độ chính xác mong muốn có cùng mức với tiêu chuẩn tham khảo, nhưng thường thì không nên cố gắng đạt được chính xác nhỏ hơn 0,5% tuyệt đối, nhất là với than tĩnh. Nếu như yêu cầu một độ chính xác cao hơn thì nên đạt tới độ chính xác đó bằng cách lấy trung bình kết quả của nhiều mẫu, sao cho các kết quả trung bình đó trong phạm vi một tuần hoặc một tháng sẽ đạt một độ chính xác "cao" mong muốn.
Mặt khác, số mẫu đơn ban đầu không bao giờ được giảm xuống dưới 12 mặc dù cần tiêu chuẩn độ chính xác nào.
3.3 Khối lượng nhỏ nhất của mẫu đơn
3.3.1 Nguyên tắc
Khối lượng nhỏ nhất của mẫu đơn được xác định sao cho không có hiện tượng sai lệch. Khối lượng của mẫu phải đủ lớn để đảm bảo rằng các hạt than lớn không bị loại ra, và các hạt hiện diện với cùng tỷ lệ như đơn vị than đang lấy mẫu.
Khối lượng nhỏ nhất của mẫu đơn do đó chủ yếu phụ thuộc vào độ hạt than đang được lấy mẫu. Nói chung không nên tập hợp các mẫu đơn lớn hơn mức quy định trừ trường hợp không thể tránh được, thí dụ như khi lấy các mặt cắt ở dòng than đang chuyển động hoặc dòng than đang rơi, khối lượng mẫu tăng lên làm cho việc gia công mẫu trở nên khó khăn hơn. Số mẫu đơn không được giảm khi phải lấy các mẫu đơn có khối lượng lớn hơn.
3.3.2 Đối với loại than có kích thước lớn nhất đến 150 mm.
1) Khối lượng nhỏ nhất của mẫu đơn, P(kg), được xác định theo công thức kinh nghiệm P(kg) = 0,06D (mm). Khi D là cỡ hạt danh nghĩa 1) trên, trừ trường hợp P không được bé hơn 0,5 kg.
2) Thêm vào đó phải quy định các trường hợp sau:
a) khi lấy mẫu từ một băng tải đang dừng: chiều rộng tối thiểu của mặt cắt sẽ lấy phải bằng 2,5 lần kích thước trên của than.
b) khi lấy mẫu từ một dòng than đang chuyển động: độ mở nhỏ nhất của dụng cụ lấy mẫu phải bằng 2,5 lần kích thước trên của than.
c) khi lấy mẫu từ một to axe tàu hay kho: chiều rộng tối thiểu của xẻng xúc than hoặc đường kính nhỏ nhất của ống lấy mẫu phải bằng 2,5 lần kích thước trên của than.
d) kích thước thích hợp trong trường hợp a; b; và c phải không được nhỏ hơn 30 mm.
3) Lấy mẫu thủ công đối với than có cỡ hạt 80 mm hoặc lớn hơn chỉ nên dùng khi than ở trạng thái tĩnh.
3.3.3 Với các loại than có kích thước lớn nhất trên 150 mm
1) Các yêu cầu của 3.3.2 (1 đến 3) phải được tuân thủ;
2) Khối lượng nhỏ nhất của các mẫu đơn phải là 10 kg;
3) Mặt khác phải theo cách tiến hành như sau2)
Phải dự đoán trước tỷ lệ khối lượng loại cục trên 150 mm trong than, hoặc tốt hơn cả là xác định tỷ lệ đó bằng phương pháp phân tích cỡ hạt. Một trong các phương pháp phân tích cỡ hạt được trình bày ở 5.4.7. Nếu không có sàng thích hợp thì phải có một vòng kiểm tra đường kính 150 mm (xem A.4.4 phụ lục A) để giúp phân chia mẫu một cách sơ bộ một hoặc nhiều mẫu đơn thành loại "lớn" (trên 150 mm) và "nhỏ" (dưới 150 mm) sau đó tiến hành cân.
Số mẫu đơn ban đầu cần có phải đọc trên bảng 3.
Số mẫu đơn ban đầu phải nhân với tỷ số trên để được số mẫu đơn cho loại than "lớn" (tức là loại trên 150 mm).
Số mẫu đơn cho loại than "nhỏ" (tức là loại dưới 150 mm) có được bằng cách trừ đi loại lớn.
Các mẫu đơn thuộc loại than "nhỏ" (tức là loại than có cỡ hạt dưới 150 mm), mỗi mẫu 10 kg, phải được lấy mẫu theo sơ đồ lấy mẫu đang dùng.
Phần than lớn thêm vào bằng cách sau đây. Lấy một số vừa phải các cục có kích thước trên 150 mm để có nhiều mẫu đơn 10 kg thích hợp. Số này được đập nhỏ đến cỡ hạt dưới 80 mm và đem trộn, sau đó chia tư đến khối lượng bằng số các mẫu đơn 10 kg cần thiết.
3.3.4 Thí dụ
Một loại than chưa tuyển có 21% tro và được lấy mẫu từ một dòng than đang chuyển động. Lấy 32 mẫu đơn theo bảng 3. Dự đoán có 10% khối lượng than cục có kích thước trên 150 mm. Do đó cần 3,2 (coi là 3) mẫu đơn loại cục lớn hơn 150 mm và số còn lại thuộc loại dưới 150 mm, mỗi mẫu đơn phải là 10 kg theo mục 3.3.3.
Như vậy tập hợp lại 29 mẫu đơn 10 kg từ than dưới 150 mm, loại bỏ các cục trên 150 mm.
Đồng thời thu thập khoảng 30 hoặc trên 30 cục lớn hơn 150 mm. Khối lượng của 30 cục đó khoảng 150 kg. Làm nhỏ các cục ấy bằng cách đập thẳng góc với mặt phẳng lớp than cho đến khi toàn bộ than có kích thước dưới 80 mm. Trộn than thật kỹ và sau đó đem chia tư để có khoảng 30 kg (tức là 30 mẫu đơn).
3.3.5 Giản lược các mẫu đơn dư trọng lượng
Khi các mẫu đơn gồm toàn bộ mặt cắt ngang của dòng than, các mẫu đó có thể nặng hơn khối lượng tối thiểu yêu cầu, đặc biệt là khi dùng một thiết bị lấy mẫu tự động - thì chỉ có thể bổ sung một tỷ lệ nhất định mỗi mẫu đơn vào mẫu cơ sở. Việc giản lược phải được tiến hành với thiết bị giản lược thích hợp và mẫu đơn phải được nghiền trước khi chia. Điều quan trọng là mỗi mẫu đơn phải được lấy với cùng tỷ lệ và việc giản lược phải sao cho lượng thêm vào mẫu, bình quân mà nói, không nhỏ hơn khối lượng tối thiểu của mẫu đơn ứng với cỡ hạt ban đầu của than.
Thiết bị giản lược có thể lắp ráp tự động với thiết bị lấy mẫu cơ khí, nhưng toàn bộ quá trình sau khi thu thập mẫu, bao gồm cả giai đoạn lưu mẫu phải bảo đảm kín và chống thông gió để tránh tổn thất ẩm.
3.4 Tổ chức hệ thống lấy mẫu
Khi đã quyết định độ chính xác yêu cầu đối với một lượng than nhất định, số mẫu đơn phải lấy được xác định như trình bày ở mục 3.2. Khối lượng mỗi mẫu đơn được xác định ở mục 3.3.
3.4.1 Lô hàng duy nhất
Nếu than phải lấy mẫu là một lô hàng duy nhất thì số mẫu đơn cần thiết, mỗi mẫu có khối lượng thích hợp, phải được lấy ra từ lô hàng đó theo mục 4.5.6 hoặc 7 tùy theo mục nào thích hợp. Kết quả phải có độ chính xác yêu cầu, nhưng nếu muốn thật chắc chắn thì phải áp dụng quy trình lấy mẫu lặp trình bày ở mục 3.5.
3.4.2 Các lô hàng gửi đều kỳ
Nếu than được lấy mẫu là một phần của các lần cung cấp đều kỳ từ cùng một nguồn thì độ chính xác yêu cầu thông thường có liên quan đến một thời kỳ nhất định, thí dụ: giá trị trung bình hàng tuần có thể cần một độ chính xác ± 1% tro. Than chuyển đều trong giai đoạn đó được coi là hợp thành của một số đơn vị than, thí dụ: sản lượng của một ca, sản lượng của một ngày, tải trọng của một toa. Các đơn vị có thể được xác định theo ý muốn. Khi lấy mẫu các lô hàng đều kỳ từ một dòng than, có thể có hai phương pháp lấy các mẫu đơn trong giai đoạn đó; có thể tập hợp các mẫu đơn theo cách liên tục hoặc gián đoạn. Tuy nhiên, khi lấy mẫu từ toa xe, tầu biển hoặc từ kho chứa một loại than nhận đều kỳ thì thông thường dùng cách lấy mẫu liên tục.
3.4.3 Cách lấy mẫu liên tục
Trong các lấy mẫu "liên tục" mỗi đơn vị đều được lấy mẫu và số mẫu đơn như nhau phải được tập hợp lại từ mỗi đơn vị. Như vậy số mẫu đơn yêu cầu để có độ chính xác quy định phải chia cho tổng số các đơn vị trong giai đoạn ấy để có được số mẫu đơn cho mỗi đơn vị. Số mẫu đơn này, mỗi mẫu có khối lượng xác định, phải được lấy ra từ mỗi đơn vị như đã trình bày ở mục 4,5, 6 và 7 tùy theo mục nào thích hợp. Các mẫu đơn ở mỗi đơn vị được gộp lại và chuẩn bị mẫu phòng thí nghiệm đối với từng đơn vị. Với mỗi giai đoạn có bao nhiêu đơn vị thì có bấy nhiêu kết quả mẫu. Trị số trung bình có độ chính xác yêu cầu, nhưng nếu muốn kiểm tra xem độ chính xác yêu cầu có đạt được với số mẫu đơn ít nhất hay không thì có thể dùng cách lấy mẫu lặp như trình bày ở 3.5.3.
3.4.4 Cách lấy mẫu gián đoạn
Thông thường để tiện lợi người ta thu thập các mẫu đơn chỉ từ một số đơn vị than nhất định, không từ các đơn vị khác. Như vậy có thể thu thập các mẫu vào 2 ngày chẳng hạn, chứ không phải các ngày khác trong tuần, lấy mẫu như thế là lấy mẫu "gián đoạn". Từ mỗi đơn vị được lấy mẫu sẽ lấy ra cùng một số mẫu đơn. Số đơn vị được lấy mẫu phải được tính từ trước và tổng số mẫu đơn cần có chia cho số đơn vị để có số mẫu đơn phải lấy từ mỗi đơn vị. Các đơn vị được lấy mẫu phải chọn một cách ngẫu nhiên, thí dụ nếu chỉ lấy mẫu vào hai ngày mỗi tuần thì các ngày lấy mẫu ở mỗi tuần phải khác nhau.
Số mẫu đơn cần thiết - mỗi mẫu có khối lượng quy định - phải được lấy từ mỗi đơn vị chọn trước như trình bầy ở các mục từ 4 tới 7. Các mẫu đơn lấy ra từ mỗi đơn vị được gộp với nhau và từ đó chuẩn bị mẫu cho phòng thí nghiệm sao cho mỗi đơn vị được lấy mẫu chỉ có một lần phân tích. Do đó có bao nhiêu kết quả mẫu trong mỗi thời kỳ có bấy nhiêu đơn vị được lấy mẫu, nhưng số đơn vị có thể lấy thì lớn hơn, vì có một số đơn vị không được lấy mẫu. Trong trường hợp như vậy, không thể nói rằng trị số trung bình của các kết quả này có độ chính xác yêu cầu chừng nào chưa nắm chắc mức độ biến động giữa các đơn vị được sử dụng mẫu. Điều này có thể có được theo cách tiến hành như trình bày trong C.3.4 của phụ lục C, tốt nhất là đồng thời lấy mẫu lặp. Nếu độ biến động giữa các đơn vị quá lớn thì có thể dùng cách lấy mẫu "liên tục" để đạt đến độ chính xác mong muốn.
Cách lấy mẫu "gián đoạn" không được dùng trong trường hợp lấy mẫu từ tầu biển hoặc từ kho than và trong các trường hợp như vậy thì sẽ không chắc chắn nếu tiến hành lấy mẫu đều đặn theo bất kỳ hình thức nào vì thông thường phải coi than trong một tàu hoặc trong một kho như là lô hàng duy nhất nhận được đều kỳ chở đến bằng tầu hoặc xà lan.
3.5 Cách lấy mẫu lặp
3.5.1 Đại cương
Như đã giải thích ở mục 3.4 có thể tiến hành kiểm tra độ chính xác đạt được - bằng cách lấy mẫu lặp. Theo cách này, người ta thu thập "cùng số mẫu đơn như bình thường" nhưng các mẫu đơn liên tiếp thì đặt vào một số thùng chứa mẫu khác nhau để có một số mẫu lặp phụ. Từ mỗi mẫu phụ này sẽ chuẩn bị riêng một mẫu để cuối cùng có được một số giá trị của các mẫu phụ khác nhau về độ tro hoặc bất kỳ một đặc tính nào khác. Cần lưu ý rằng mỗi mẫu lặp phụ phải gồm một số mẫu đơn ít hơn so với bình thường.
Việc lấy mẫu lặp không được dùng để thử nếu chưa chắc là không có sai lệch lấy mẫu, vì nếu có hiện tượng sai lệch có tác hại như sau. Như vậy, độ chính xác lấy mẫu được đánh giá từ cách lấy mẫu lặp chỉ áp dụng đối với từng trường hợp đã chắc chắn không có hiện tượng sai lệch. Cách tiến hành để kiểm tra một quy trình lấy mẫu đối với hiện tượng sai lệch được trình bày ở phụ lục F.
Trừ trường hợp khảo sát một số lớn các mẫu phụ, còn thường thì có một sai số ở phạm vi rộng gắn liền với độ chính xác tính toán. Vì vậy tốt hơn cả là thử xem xem độ chính xác mong muốn có đạt được hay không trong khi đáng lẽ phải tính độ chính xác.
Khi lấy mẫu từ một dòng vật liệu thì cần phân biệt rõ ràng giữa cách lấy mẫu "liên tục" và "gián đoạn" (xem 3.4.3 và 3.4.4). Trong phương pháp lấy mẫu liên tục, một mẫu được lấy ra từ một lô hoặc "mỗi đơn vị" than. Chất lượng trung bình của một loại than ở một thời kỳ sẽ biết được với độ chính xác có liên quan trực tiếp đến độ chính xác của mỗi mẫu và số mẫu lấy được. Với cách lấy mẫu gián đoạn, một số đơn vị không được lấy mẫu, như vậy độ chính xác trung bình từng giai đoạn phụ thuộc vào độ biến động chất lượng từ đơn vị này sang đơn vị khác và phụ thuộc vào độ biến động chất lượng từ đơn vị này sang đơn vị khác và phụ thuộc vào độ chính xác của mỗi kết quả mẫu.
Nên sử dụng cách lấy mẫu lặp như sau:
a) Khi lấy mẫu các lô hàng duy nhất để kiểm tra lại xem có đạt được độ chính xác mong muốn hay không, nếu không phải tính độ chính xác thực tế.
b) Khi lấy mẫu các lô hàng đều kỳ: để xác định xem có đạt độ chính xác mong muốn hay không, và nếu không thì điều chỉnh quá trình sao cho đạt được độ chính xác yêu cầu với số mẫu đơn ít nhất có thể được.
Quá trình thử đối với các lô hàng duy nhất và các lô hàng đều kỳ không giống nhau.
3.5.2 Các lô hàng duy nhất
1) Nguyên tắc
Với một lô hàng duy nhất, một mẫu được thu thập trong 6 mẫu lặp phụ và mỗi mẫu đều phân tích riêng lẻ. Tiến hành thử thống kê với 6 kết quả đó để xác định xem có đạt được độ chính xác mong muốn hay không. Cách tiến hành trình bầy ở phụ lục C.
2) Cách tiến hành
Tiến hành xác định số mẫu đơn theo như hướng dẫn ở bảng 3. Nếu số mẫu đơn này không chia được cho 6 thì tăng số mẫu lên xấp xỉ bội số của 6. Kiểm tra xem trong mỗi mẫu đó lượng than có đủ để làm các mẫu thí nghiệm xác định tro (và nếu cần cả ẩm). Nếu không đủ thì tăng số mẫu đơn đến xấp xỉ bội số của 6 cho tới khi đủ lượng than.
Lấy 6 thùng mẫu phụ dán các nhãn từ A đến F sau đó thu thập các mẫu đơn quy định theo cách thường làm; đặt mẫu đơn thứ nhất vào thùng dán nhãn A, mẫu đơn thứ hai vào thùng dán nhãn B v.v., mẫu đơn thứ 7 lại được đặt vào A, mẫu đơn thứ 8 vào B v.v... cứ tiếp tục theo cách như vậy, đặt các mẫu đơn liên tiếp vào 6 thùng chứa, để mỗi thùng có cùng một số mẫu đơn trong đó.
Khi đã thu thập được 6 mẫu lặp phụ thì chuẩn bị các mẫu phòng thí nghiệm từ mỗi thùng chứa đó theo các mục 8 và 9. Xác định độ ẩm, tro và bất kỳ một đặc tính nào cần có với một trong các mẫu này. Như vậy sẽ có được 6 kết quả ứng với mỗi đặc tính.
Lập bảng kết quả và tiến hành phân tích thống kê như trình bày ở phụ lục C.
3.5.3 Các lô hàng đều kỳ
1) Nguyên tắc
Với các lô hàng đều kỳ mỗi mẫu đều được thu thập thành 2 bản, tuy nhiên vì than nhận được đều kỳ nên sẽ có một số các mẫu đôi như vậy. Từ các dẫy kết quả 2 lần (gấp đôi) ấy sẽ tiến hành các phân tích thống kê để xác định xem có đạt độ chính xác mong muốn hay không. Cách tiến hành được trình bày trong phụ lục C.
Mặc dù quá trình lấy mẫu đối với cách lấy mẫu liên tục và gián đoạn là như nhau, nhưng cách thử các kết quả lại khác nhau, xem phụ lục C.
2) Cách tiến hành
Xác định số mẫu đơn ban đầu phải lấy theo hướng dẫn ở bảng 3. Lấy 2 thùng chứa mẫu phụ dán nhãn A và B, sau đó thu thập các mẫu đơn theo cách thông thường và đặt mẫu đơn thứ nhất vào thùng chứa A, mẫu thứ 2 vào B, mẫu thứ 3 vào A và mẫu thứ 4 vào B v.v.
Tiếp tục làm như vậy để các mẫu đơn xen kẽ được đặt kế tiếp vào 2 thùng chứa. Các mẫu đơn cho thùng B phải lấy xấp xỉ ở giữa khoảng hai mẫu kế tiếp cho thùng B. Khi toàn bộ mẫu đã thu thập xong thì chuẩn bị một mẫu phòng thí nghiệm từ mỗi mẫu trong số mẫu phụ theo hướng dẫn ở các mục 8 và 9. Xác định độ ẩm, tro hoặc bất kỳ tính chất nào yêu cầu đối với mẫu đôi phụ (mẫu lưu phụ).
Tiếp tục quá trình lấy mẫu đôi và phân tích với 10 lô hàng. Lập bảng các kết quả và tiến hành phân tích thống kê như trình bày ở phụ lục C.
Một khi đã đạt được mức lấy mẫu thì chỉ cần lấy các mẫu theo trình bầy ở phụ lục C.
3.5.4 Xác định các đặc tính khác ngoài độ ẩm và độ tro
Trong khi lấy mẫu lặp sẽ có số mẫu phụ khác nhau. Các mẫu phụ này được nghiền nhỏ, trộn đều và chia thành các mẫu thử nghiệm riêng biệt, sau đó đem thử nghiệm riêng về độ tro, và có thể cả độ ẩm, tùy theo muốn kiểm tra đặc tính nào.
Thông thường thì không cần phải tiến hành kiểm tra thống kê đối với các đặc tính khác và do đó có thể gộp tất cả các mẫu phòng thử nghiệm với nhau và trộn kỹ để có một mẫu cần cho xác định đặc tính khác.
4. Lấy mẫu từ dòng than
4.1 Đối tượng
Mục này trình bầy phương pháp lấy mẫu từ một dòng vật liệu - dòng đó có thể đang chuyển động hoặc tĩnh lại. Phương pháp chuẩn là lấy ra một mặt cắt từ băng tải đứng yên, có thể dựa vào đó để kiểm tra bất kỳ phương pháp nào khác.
4.2 Số mẫu đơn
4.2.1 Các lô hàng duy nhất
Số mẫu đơn ban đầu cho mẫu tro hoặc mẫu ẩm đối với các lô hàng đến 1000 tấn của một nguồn cung cấp (thí dụ từ một vỉa của một mỏ) đã nêu ở bảng 5. Với các lô hàng lớn hơn xem 3.2.3. Trường hợp có nghi ngờ gì về điều kiện của loại than thì phải giả định rằng than đó thuộc loại yêu cầu số các mẫu đơn lớn hơn.
Bảng 5 - Số mẫu đơn ban đầu để lấy mẫu từ một đòng vật liệu
|
Điều kiện than |
Số mẫu đơn để lấy mẫu thử độ tro |
|
Than sạch |
16 |
|
Than chưa sạch |
32 |
|
Than chưa rửa, than khô, than tuyển đã phân cấp |
16 |
|
Than cám đã rửa |
32 |
4.2.2 Các lô hàng đều kỳ
Với cả lấy mẫu liên tục và lấy mẫu gián đoạn (xem 3.4.2) phải lấy số mẫu đơn đủ dùng từ mỗi đơn vị, hoặc với cách lấy mẫu gián đoạn, số mẫu đơn tổng cộng từ các đơn vị được lấy ở giai đoạn cần có mẫu đại diện là số mẫu đơn ghi ở bảng 5.
Sau đó với cách lấy mẫu liên tục, độ chính xác quy định ở mục 3 đem đối chiếu với giai đoạn đã chọn. Cần đặc biệt chú ý là nên áp dụng phương pháp lấy mẫu lặp trình bầy ở mục 3.5 và nên hiệu chỉnh số mẫu đơn ở lần giao hàng tiếp sau, nếu cần.
Với trường hợp lấy mẫu gián đoạn cần phải dùng các phương pháp ở mục 3.5. Nếu không các phương pháp này thì sẽ không thấy được độ biến động từ đơn vị này sang đơn vị khác, các kết quả có được sẽ luôn luôn kém chính xác hơn các kết quả quy định ở mục 3 và sẽ không biết chắc được độ chính xác đạt được.
4.2.3 Mẫu chung
Trường hợp trích một mẫu ẩm từ một mẫu chung, mẫu đơn ban đầu được thu thập phải là số mẫu đơn cần cho xác định độ tro và độ ẩm. Nếu không có đủ lượng than còn lại cho mẫu tro sau khi đã lấy đi mẫu ẩm theo mục 8 thì khối lượng có được bằng số mẫu đơn này phải tăng lên, nếu cần, bằng cách lấy nhiều mẫu đơn hơn thường lệ.
4.3 Lấy mẫu
4.3.1 Phương pháp chuẩn
Một số phương pháp lấy mẫu có xu hướng thu thập quá nhiều các hạt lớn hoặc các hạt nhỏ và như vậy dẫn đến sai lệch. Phương pháp lấy mẫu đơn bằng cách lấy ra một tiết diện từ một băng tải đứng yên (xem 4.4) là phương pháp duy nhất đảm bảo thu thập được tất cả các loại hạt và như vậy mẫu sẽ không bị sai lệch. Do đó, đây là phương pháp chuẩn để kiểm tra bất kỳ một phương pháp nào khác. Nó cũng luôn luôn được dùng để kiểm tra các máy lấy mẫu này đặc biệt dễ bị hiện tượng sai lệch lấy mẫu mặc dù nhiều mô hình tránh sai lệch lấy mẫu đã được phát hiện (xem phụ lục A).
4.3.2 Đại cương
Điều quan trọng là khoảng thời gian giữa các mẫu đơn liên tiếp phải không trùng với một chu kỳ tự nhiên nào - hoặc biết trước hoặc có thể xảy ra, về số lượng hoặc về chất lượng của loại than đang được lấy mẫu vì điều đó có thể gây ra hiện tượng sai lệch lấy mẫu. Tính chu kỳ như vậy có thể xuất hiện từ chu trình khai thác hoặc từ hệ thống gia công và cần phải đặc biệt tránh hiện tượng này. Nếu các mẫu đơn được lấy ở các khoảng thời gian bằng nhau thì khối lượng của các mẫu đơn ấy phải tỷ lệ với mật độ của dòng; hoặc nếu không thì các mẫu đơn ấy phải có khối lượng bằng nhau.
Các mẫu đơn phải được lấy từ toàn bộ chiều rộng và chiều dầy của dòng than. Nếu có thể việc này được tiến hành với một động tác và chiều rộng của tiết diện ít nhất phải bằng 2,5 lần kích thước lớn nhất của than. Sẽ lấy mẫu sai nếu có một phần than nằm ở ngoài. Do đó điều quan trọng là thiết bị lấy mẫu phải có khả năng cắt toàn bộ mặt cắt ngang một cách an toàn mà không có biến dạng vật lý quá mức.
Phải lấy các mẫu đơn khi băng tải đang làm việc bình thường, cần đặc biệt chú ý không lấy các mẫu đơn ở đầu hoặc cuối dòng than.
Phương pháp lấy mẫu phụ thuộc vào việc than được lấy mẫu từ đâu:
a) từ băng tải đã dừng;
b) từ một điểm đang rỡ than của dòng liên tục;
c) từ một dòng đang chuyển động trên băng tải;
d) từ một dòng đang chuyển động mà không liên tục (thí dụ ở một băng tải gầu).
Khi dùng một máy lấy mẫu tự động, nếu có thể thì tốt nhất là lấy mẫu ở một điểm đang rỡ than (b) hoặc nếu không thì lấy ở một dòng đang chuyển động (c).
Với loại than có kích thước lớn nhất 80 mm trở lên lấy mẫu thủ công từ dòng đang chuyển động có thể sẽ nguy hiểm và nếu có thể thì phải dừng băng tải lại hoặc dùng máy lấy mẫu.
4.4 Lấy mẫu từ băng tải đã dừng
Nếu có thể bố trí dừng băng tải theo chu kỳ thì lấy mẫu ở toàn bộ mặt cắt ngang của dòng không có gì khó khăn. Có thể đặt một khung (gạt) thích hợp lên băng tải đang đứng yên sao cho khung đó cắt ngang bề dầy lớp than chạm tới, toàn bộ than nằm trong gạt đều bị vét vào thùng chứa. Gạt bỏ bất kỳ cục than lớn nào làm trở ngại cho việc đặt khung.
a) đưa vào mẫu thử, nếu như ở thành bên trái khung;
b) loại khỏi mẫu thử, nếu như ở thành bên phải khung.
4.5 Lấy mẫu từ một điểm đang rỡ than của dòng chuyển động liên tục
Đây là phương pháp đáng tin cậy nhất để thu được các mẫu đơn hoàn hảo khi than đang chuyển động. Các mẫu đơn có thể được lấy bằng máy lấy mẫu hoặc lấy bằng tay.
4.5.1 Các máy lấy mẫu
Các máy lấy mẫu được điều khiển tự động hoặc điều khiển bằng tay - được dùng cắt ngang một dòng than rơi với tốc độ không đổi. Các máy này phải được hiệu chỉnh cẩn thận để đảm bảo lấy được toàn bộ chiều dầy và chiều rộng của dòng than. Mẫu đơn không được đầy thùng chứa. Mẫu phải được bảo lưu trong một thùng kín. Các máy lấy mẫu đã được chứng minh là không có sai số lấy mẫu thì ưu việt hơn các phương pháp lấy mẫu thủ công vì máy vận hành theo cách như nhau và loại bỏ các ảnh hưởng chủ quan của người lấy mẫu.
Các máy có bất kỳ cách thiết kế nào đều phải đem thử tính năng so với phương pháp chuẩn, tức là băng tải được dừng lại nhất thời để lấy mẫu (mục 4.4). Cách tiến hành kiểm tra độ sai lệch được trình bày ở phục lục E. Như ta sẽ thấy, có thể dùng một hệ thống điện thoại nối vào các băng tải để điều khiển dừng băng tải và có thể ngừng cấp hoặc giảm bớt lượng than trên băng tải để tránh khó khăn khi khởi động lại; tuy nhiên, phải cẩn thận để tránh lấy mẫu đơn ở đầu hoặc cuối dòng than.
4.5.2 Lấy mẫu thủ công
Có thể lấy mẫu đơn từ một dòng than đang rơi bằng cách dùng xẻng hoặc gáo xách tay đưa chuyển động qua suốt chiều rộng của dòng than với tốc độ không đổi. Khi lấy mẫu thủ công các mẫu đơn lần lượt được lấy bằng cách cắt ngang dòng than theo các hướng đối nhau.
Mẫu đơn không được đầy thùng chứa.
4.5.3 Lấy mẫu các dòng than rộng
Lấy mẫu các dòng than rộng và lưu lượng lớn thì tốt nhất là dùng phương pháp cơ giới. Trong trường hợp không dùng được cơ giới và không thể lấy mẫu qua toàn bộ chiều rộng dòng than với một lần, mà không làm đầy tràn thùng chứa mẫu; thì phải lấy mẫu một cách hệ thống bằng cách lấy các mẫu đơn lần lượt từ nhiều phần của dòng than.
Sơ đồ dưới đây nêu lên một phương pháp lấy các mẫu đơn từ một dòng than rộng có bề dầy đồng đều ở cả hai phần.
x x x
(v.v...)
x x x
Sơ đồ này có thể mở rộng đối với các dòng than đang rơi, số các phần bao nhiêu thì tùy thuộc vào chiều rộng của dòng than. Thông thường 3 vị trí là đủ, nhưng với các dòng mà chiều rộng quá lớn có thể cần 4 hoặc 5 vị trí.
Lấy mẫu bằng cách đưa xẻng qua dòng than một lần và sau đó rút xẻng ra sao cho xẻng không đi qua dòng than lần thứ hai nữa; điều này có thể thực hiện được bằng cách lật úp đưa xẻng vào phía sau của dòng than; và rút xẻng qua dòng than; có thể xen kẽ đưa xẻng ra sau miễn là sau đó có thể rút xẻng khỏi dòng than - thí dụ - bằng cách đưa sang bên cạnh.
Dùng phương pháp nào, mẫu đơn cũng không được làm đầy thùng chứa mẫu bằng cách dùng một đòn ngang khi thùng được đưa vào dòng than đang rơi, hoặc có thể dựng một giàn đặc biệt có giá đỡ thích hợp.
4.5.4 Lấy mẫu đôi từ những dòng than rộng
Nếu chiều rộng của dòng than quá lớn đến mức khó lấy mẫu toàn bộ một lần thì phải lấy mẫu đơn kế tiếp cho các mẫu A và B từ cùng một phần dòng than. Về nguyên tắc hai mẫu phụ này phải giống các phương pháp lấy mẫu đơn để tạo thành các mẫu phụ đó.
Như vậy các mẫu đôi có thể lấy từ một dòng than có bề dầy đồng đều ở cả hai phần như sau.
A B A B
v.v...
A B
Sơ đồ này có thể mở rộng dùng cho các dòng than đang rơi, số phần là bao nhiêu phụ thuộc vào chiều rộng của dòng.
4.6 Lấy mẫu từ băng tải đang chuyển động.
Có thể cần lấy mẫu ở băng tải đang chuyển động nếu không đủ yêu cầu để lấy tại một điểm rỡ than. Cách lấy mẫu này yêu cầu sự phán đoán tốt và khéo léo của người lấy mẫu. Cần phải chú ý cẩn thận để bảo đảm lấy mẫu được toàn bộ chiều dày của dòng than.
Xẻng phải được chuyển động dọc theo dòng than và phải quét sát đáy của băng tải, nếu không sẽ có khuynh hướng bỏ sót lại một số than nhỏ. Phương pháp này không thích hợp với các trường hợp có nhiều lớp than khác nhau trên băng tải.
Trường hợp không thể lấy mẫu toàn bộ chiều rộng của dòng than từ một phía thì phải lấy các mẫu đơn lần lượt từ hai phía của băng tải (xem 4.5.3).
Các băng tải chuyển động với tốc độ cao và chịu tải lớn thì nguy hiểm, do đó chỉ nên lấy mẫu bằng tay khi nào tốc độ băng tải không lớn hơn 1,5 m/s, chiều cao của lớp than không lớn hơn 0,3m và lưu lượng dòng than không lớn quá 200 tấn/h.
Cũng có thể dùng máy lấy mẫu để lấy mẫu đơn từ một băng tải đang chuyển động.
4.7 Lấy mẫu từ những dòng than chuyển động không liên tục
Những thiết bị loại này như gần nâng, băng tải gần hoặc tới đây trên không, có thể lấy mẫu được miễn là khối lượng của than chứa trong một gầu không nhỏ hơn khối lượng của mẫu đơn yêu cầu, một điều kiện là trong mọi trường hợp đều phải đầy. Phải thu thập các mẫu đơn từ một dòng than tại điểm tháo đỡ hay tại bất kỳ điểm nào dừng lại. Toàn bộ phần chứa trong một gần phải lớn hơn khối lượng quy định của mẫu đơn, chỉ được lấy một trong các mặt cắt đó nhưng trong các gần kế tiếp mỗi mặt cắt phải được lấy theo cách quay vòng luân phiên.
4.8 Các thiết bị
Với các thiết bị lấy mẫu thích hợp (xem phụ lục A).
5. Lấy mẫu từ toa xe
5.1 Đối tượng
Mục này trình bầy phương pháp lấy mẫu từ toa xe khi không thể lấy mẫu từ băng tải khi chất tải hoặc rỡ tải.
5.2 Số các mẫu đơn
Số mẫu đơn ban đầu được lấy từ các lô hàng đến 1000 tấn trình bày trong bảng 6. Với các lô hàng lớn hơn xem 3.2.3. Các mẫu đơn quy định trong bảng 6 phải được phân bố đều trên toàn bộ lô hàng và tối thiểu phải lấy một mẫu đơn từ mỗi toa xe ngay cả khi số mẫu đơn quy định ít hơn số toa xe. Khi số mẫu đơn quy định lớn hơn số toa xe trong lô hàng gửi đến, số mẫu đơn được lấy từ mỗi toa được xác định bằng cách chia tổng số mẫu đơn cho số toa xe, nếu sau khi chia còn một số dư mẫu đơn thì số mẫu này phải được phân bố đều trên lô hàng.
Bảng 6 - Số mẫu đơn ban đầu lấy mẫu từ toa xe
|
Điều kiện than |
Số mẫu đơn ban đầu để lấy mẫu tro |
Điều kiện than |
Số mẫu đơn ban đầu để lấy mẫu ẩm |
|
Than sạch |
24 |
Than chưa rửa, than khô, than tuyển đã phân cấp |
16 |
|
Than chưa rửa |
48 |
Than cám rửa |
32 |
5.2.2 Mẫu chung
Trường hợp mẫu ẩm được trích ra từ mẫu chung thì số mẫu đơn ban đầu được thu thập phải là số mẫu đơn cần cho mẫu tro hoặc mẫu ẩm lấy theo loại nào nhiều hơn. Khối lượng của mỗi mẫu đơn hoặc số mẫu đơn phải tăng lên nếu không đủ than để lại dành cho mẫu tro sau khi đã lấy mẫu ẩm theo quy định ở mục 8.
5.3 Lấy mẫu
5.3.1 Đại cương
Các phương pháp sau đây lấy mẫu được tất cả các điểm than trong toa xe:
a) lấy mẫu từ đỉnh toa xe;
b) lấy mẫu từ đáy hoặc cửa bên to axe khi rỡ than;
c) lấy mẫu từ đáy hoặc cửa bên toa xe khi đang trút than vào bun ke hoặc tầu;
d) lấy mẫu từ toa xe đang rỡ than bằng cách lật nghiêng sườn.
Phương pháp lấy mẫu phải ghi trong báo cáo.
5.4 Lấy mẫu từ đỉnh toa xe
5.4.1 Lấy mẫu bằng xông
Vì khó chọc sâu vào than nên chỉ dùng xông lấy mẫu than có cỡ hạt đến 25 mm. Có thể mở rộng các loại xông thích hợp với các loại than lớn hơn. Miệng ống xông lấy mẫu phải không bé hơn 2,5 lần cỡ hạt lớn nhất của than, kích thước bé nhất phải là 30 mm. Phải dùng xông lấy mẫu xuyên được toàn bộ chiều sâu của than. Phải đảm bảo lấy được toàn bộ cột than để có mẫu đơn đại diện. Không được cố tình đẩy sang một bên các hạt than lớn và cứng hoặc các cục đá khi thu thập mẫu đơn và không được để mất mát một phần mẫu đơn nào trong quá trình rút xông lấy mẫu ra khỏi toa xe. Mặt khác, phải tránh không làm nhiễm bẩn mẫu đơn do các hạt rơi từ ngoài vào trong. Than ướt không được để bám vào dụng cụ lấy mẫu, những xông lấy mẫu cũng không được nung nóng để không cho than ướt bám dính vào nó. Hiệu quả của xông lấy mẫu là liệu lấy mẫu bằng xông có tránh được sai lệch lấy mẫu hay không là phụ thuộc vào tính chất của than đang được lấy mẫu và phương pháp xếp tải. Cần tiến hành kiểm tra đối với độ sai lệch lấy mẫu (xem phụ lục E).
5.4.2 Lấy mẫu bằng xẻng
Không phải bao giờ cũng có thể đưa ra được xông lấy mẫu vào toàn bộ chiều sâu của toa xe và do đó cần thu thập mẫu đơn từ đây một hố nông đào trong than. Cần cẩn thận khi đào hố. Than đào lên khỏi hố phải loại bỏ và độ dốc của thành hố phải nhỏ hơn góc nghĩ, nếu không các cục than lớn sẽ lăn xuống và mẫu đơn sẽ có quá nhiều cục than lớn. Mẫu đơn có khối lượng ít nhất ghi ở mục 3.3 phải được lấy ra từ đáy của hố bằng dùng xẻng (xem phụ lục A).
Cách khác, với một số loại than có thể đào hố bằng khoan tay phần cuối được lấy ra chính ra mẫu đơn. Cũng nhắc lại là phải thật cẩn thận để đảm bảo các thành hố không bị sạt lở và không được mất mát một phần mẫu đơn nào khỏi tay khoan. Cách lấy mẫu bằng phương pháp này không thỏa mãn vì toàn bộ than không được lộ ra để lấy mẫu, và thường cho kết quả sai lệch. Các phương pháp này chỉ được áp dụng khi không dùng được tất cả các phương pháp khác.
5.4.3 Than bị ước rõ rệt, mẫu ẩm hoặc mẫu chung
Nước bao giờ cũng chẩy xuống mức thấp nhất. Vì vậy với các loại than ướt nhiều thì các hố để lấy mẫu ẩm phải được đào đến một nửa chiều sâu của toa xe. Phương pháp này khó nhọc và nên tránh dùng. Phương pháp này cho kết quả không sai lệch nếu than đã rút nước hoàn toàn và không được dùng phương pháp này khi đang tiến hành rút nước.
5.4.4 Than ướt không rõ rệt, mẫu ẩm hoặc mẫu chung
Với các loại than không ướt rõ rệt thì phải đào hố sâu ít nhất là 0,3 m để tránh mẫu bị nhiễm bẩn bề mặt.
5.4.5 Lấy mẫu riêng để xác định tro
Khi lấy mẫu từ đỉnh toa xe thì các mẫu phải được lấy từ đáy hố sâu ít nhất 0,3 m mặc dù là than có ướt rõ rệt hay không.
5.4.6 Vị trí của các mẫu đơn
Vị trí của các mẫu đơn phải thay đổi từ toa này đến toa khác để toàn bộ các phần bề mặt đều được đại diện. Có nhiều phương pháp khác nhau để tiến hành công việc đó và nhiều sơ đồ khác nhau có thể tham khảo để dùng với các kiểu và các kích thước khác nhau của toa xe.
Nếu chia bề mặt các toa xe thành ô vuông mỗi cạnh khoảng 1 m, số các hình vuông tùy thuộc vào kích thước toa xe. Các mẫu đơn phải được lấy ngẫu nhiên từ các ô vuông đó nhưng có thể lấy bất kỳ vị trí nào trong phạm vi một ô vuông (xem 5.10 và 5.11).
Cần cẩn thận xem than gần thành của toa xe có đại diện được không.
Như đã nêu ở mục 6, có thể dùng một kiểu sơ đồ đối với các vị trí lấy mẫu đơn từ bề mặt xà lan. Tất cả các sơ đồ đem sử dụng đều phải kiểm tra độ sai lệch (xem phụ lục A). Phương pháp này không được áp dụng nếu toa xe chất tải từ nhiều loại than khác nhau.
5.4.7 Lấy mẫu các loại than lớn
Khi than gồm các loại lớn hơn 150 mm, số mẫu đơn quy định trong bảng 6 phải được lấy tỷ lệ với các hạt trên và dưới 150 mm. Để xác định tỷ lệ cỡ hạt của các cục lớn, mỗi loại than cứ 3 tháng phải thử lại theo phương pháp cơ giới bằng cách lấy một khối lượng than không ít hơn 10 tấn trước khi bốc chất vào toa tầu. Cách thực hiện là cho qua một sàng nằm ngang cỡ lỗ sàng 150 mm x 150 mm: số than không qua sàng được đem cân và biểu thị bằng phần trăm của toàn bộ khối lượng. Nếu kích thước độ hạt của than biến động nhiều trong 3 tháng đó thì phải tiến hành thử hàng tháng.
Các mẫu đơn phải được lấy từ toa xe và theo các ô như trình bầy ở trên. Mỗi vị trí phải đào một hố đến độ sâu 0,3m. Bất kỳ cục than lớn nào trong hố đều nhặt ra và thu lượm vào trong các hộp, các hộp này được giữ riêng khỏi các mẫu đơn. Nếu trong hố không có các cục lớn, thì phải lấy các cục lớn ở hố bên cạnh theo như kế hoạch lấy mẫu. Tổng khối lượng của các cục lớn phải là 8kg. Các cục lớn phải được đập nhỏ đến 80mm, giản lược và trộn lẫn với mẫu theo tỷ lệ phần trăm thích hợp như đã xác định trong lần thử phân tích cỡ hạt bằng phương pháp cơ giới đã trình bầy ở trên.
Số mẫu đơn từ hạt than nhỏ hơn trong hố phải được lấy phù hợp với phương pháp bình thường.
5.5 Lấy mẫu từ toa xe khi rỡ tải phía đáy
Phương pháp này than được lấy mẫu khi toa xe đang rỡ tải. Có thể trao một thùng đựng càng lớn càng tốt đung đưa ở dòng than, vị trí đưa vào phải thay đổi từ toa này sang toa khác. Vì than rơi với tốc độ nhanh nên khó tập hợp được các mẫu đơn từ tất cả các phần khác nhau của dòng than và nên dùng phương pháp cơ giới hỗ trợ để an toàn.
Nói chung có thể dùng một mẫu đồng thời để thử tro và ẩm vì không có dư thời gian để lấy hai mẫu đơn từ cùng một toa xe. Phương pháp này khó thao tác và nguy hiểm. Nếu có thể nên dùng các phương pháp khác.
5.6 Lấy mẫu từ toa xe có cửa đáy
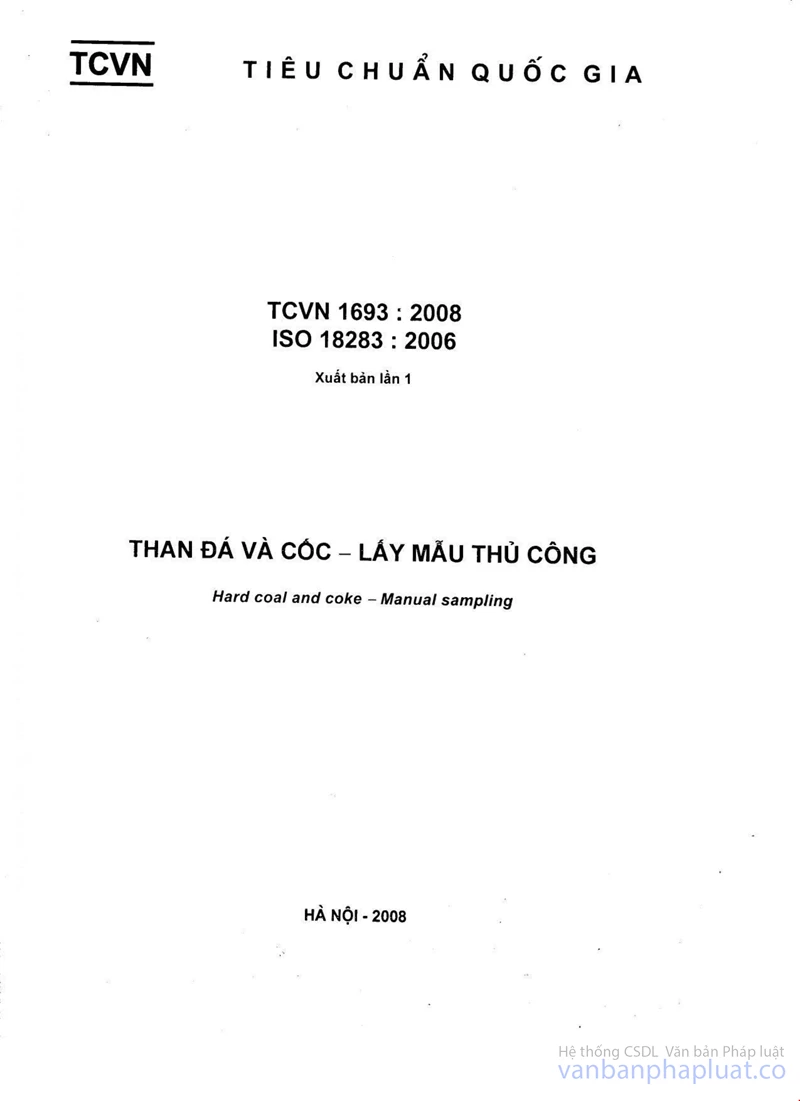
Tại các toa xe có 8 cửa, thường chỉ dùng 4 cửa giữa, trường hợp các toa chỉ có 4 cửa thì cả 4 cửa đều được dùng. Có thể lấy mẫu than trên toa xe từ các mặt than lộ ra, hoặc trong thời gian tháo rỡ than.
5.6.1 Phương pháp lấy mẫu ở các mặt than lộ ra
Mở hai cửa cạnh nhau và phần than được tháo vào bun ke, sau đó đóng hai cửa ấy và đóng chốt lại, như vậy sẽ có hai mặt dốc thoải còn lại trong toa xe, giả sử các mặt thoải ấy được chia ô, đánh số ở các đầu đối diện của toa xe trong các toa tiếp theo.
Hình 1 - Lấy mẫu từ các mặt lộ trong toa xe
5.6.2 Cách lấy mẫu khi dỡ than
Thu thập các mẫu đơn từ phía dưới của toa xe như dòng than rơi từ các cửa ra, dùng phương pháp như đã mô tả ở 5.5.
5.7 Lấy mẫu từ toa xe lật nghiêng sườn
Khi toa xe bị lật nghiêng sườn thì việc lấy mẫu được thực hiện từ các mặt lộ của than sau khi toa xe đã được đi một phần than. Toa xe vơi đến một nửa để có thể trong thấy được đáy sàn, lúc ấy để lại một mặt nghỉ. Sau đó hạ thấp toa xe xuống một chút để tránh mặt than bị trượt. Định ra một số ô, lấy mẫu trên bề mặt đó như cách lấy mẫu từ đỉnh toa xe và thu thập các mẫu đơn như cách đã trình bày ở phần trên. Có thể phải đựng những giá đặc biệt trên con lăn để có thể đẩy tới đẩy lui; hoặc có thể dùng một xẻng cán dài.
5.8 Lấy mẫu ẩm
Một toa xe tải than đã rửa sẽ dần mất nước do hiện tượng rút nước và do đó không cần phải lấy mẫu để xác định độ ẩm đến khi đạt được mức cân bằng, thời gian có thể từ 2 tới 3 ngày. Tuy nhiên nếu yêu cầu về các mục đích khác hoặc nếu phải ổn định độ ẩm tại một thời điểm đặc biệt nào đó, thì có thể thu thập mẫu trước khi đạt mức cân bằng.
Thậm chí khi đạt mức cân bằng rồi do kết quả rút nước các lớp than thấp hơn trong toa xe bình thường vẫn chưa nhiều nước hơn là các lớp phía trên vì do trọng lực và hiện tượng bốc hơi bề mặt. Do đó các mẫu đơn được lấy ở gần đỉnh toa xe sau khi rút nước có sai lệch về hàm lượng ẩm của than. Sự sai lệch thường dẫn đến trị số hàm lượng ẩm thấp trừ khi than vừa chịu mưa lớn hoặc bị tuyết.
5.9 Lấy mẫu lặp
Khi lấy mẫu ở mỗi toa xe, các mẫu lặp phụ được tạo ra bằng cách lần lượt cho các mẫu đơn vào các thùng chứa khác nhau. Khi một vài toa xe không lấy mẫu, các mẫu đơn đã lấy, được lần lượt xếp vào các thùng chứa khác nhau để tạo thành hai mẫu phụ.
5.10 Thí dụ
Thí dụ sau đây trình bày cách tiến hành điển hình. Một thí dụ khác xem ở phụ lục B.
Yêu cầu lấy một mẫu gồm 48 mẫu đơn từ một con tầu 40 toa, mỗi toa có kích thước xấp xỉ rộng 3m dài 6m.
Mỗi toa được chia thành 18 ô (3x6) theo cách như sau (xem hình vẽ).
|
1 |
4 |
7 |
10 |
13 |
16 |
|
2 |
5 |
8 |
11 |
14 |
17 |
|
3 |
6 |
9 |
12 |
15 |
18 |
Ở hình này các số là để chỉ vị trí lấy mẫu đơn.
Để có được mẫu đơn yêu cầu từ mỗi toa xe cần lấy 2 hoặc 1 mẫu, số vị trí và số toa xe có hai mẫu đơn phải lấy theo cách ngẫu nhiên (5.11).
5.11 Các mẫu ngẫu nhiên
Một trong những phương pháp để có được mẫu ngẫu nhiên là:
Lấy một bộ thẻ, mỗi thẻ ứng với vị trí có đánh số phù hợp, thí dụ, một túi để gần điểm lấy mẫu, cùng với một sơ đồ vẽ trên tấm bảng nêu rõ vị trí của các điểm trên bề mặt toa xe. Khi lấy mẫu ở toa xe chọn đầu tiên, người lấy mẫu phải rút ra từ trong túi - một, hai hoặc ba thẻ ứng với số mẫu đơn phải thu thập từ mỗi vị trí được chỉ ra trên thẻ lấy mẫu. Các thẻ được đặt vào túi thứ hai sau khi đã dùng. Với toa xe thứ hai, cũng theo cách thức như vậy, thẻ được lấy ra trong số các thẻ còn lại của túi thứ nhất. Quá trình này tiếp tục cho đến khi tất cả các thẻ còn lại được sử dụng. Sau đó vị trí của các túi được đảo lại và cách làm được tiếp tục để thứ tự các vị trí lấy mẫu đơn hoàn toàn khác.
Cách này có thể áp dụng để chọn các toa xe lấy mẫu, khi số toa phải lấy mẫu ít hơn số toa trong lô hàng, giả sử 36 toa được lấy mẫu trong số một lô hàng gửi đến gồm 100 toa. Một bộ thẻ được đánh số từ 1 đến 100 được xếp vào túi và người lấy mẫu rút từ đó 36 thẻ đã đánh số theo cách liên tiếp. Thẻ được chọn có thể treo ở móc trên tấm bảng và các toa được đánh số bằng phấn. Các toa xe ứng với số đã lấy ra thì được lấy mẫu.
6. Lấy mẫu than ở tầu biển
6.1 Đối tượng
Mục này trình bầy phương pháp lấy mẫu từ tầu biển và xà lan mà không thể dùng cách lấy mẫu từ băng tải trong quá trình bốc xếp hoặc tháo dỡ.
6.2 Số các mẫu đơn
6.2.1 Mẫu tro và mẫu ẩm
Số mẫu đơn ban đầu được lấy từ một lô hàng trong một tầu biển đến 1000 tấn từ một nguồn duy nhất, được trình bày ở bảng 7. Với các lô hàng lớn hơn, xem mục 3.2.3. Với một lô hàng trong một xà lan, số mẫu đơn lấy theo bảng 8, cũng giống như đối với các toa xe.
Bảng 7 - Số mẫu đơn ban đầu để lấy mẫu từ tầu biển
|
Điều kiện than |
Số mẫu đơn ban đầu để lấy mẫu tro |
Điều kiện than |
Số mẫu đơn ban đầu để lấy mẫu tro |
|
Than sạch |
32 |
Than rửa than khô hoặc than rửa đã phân cấp |
16 |
|
Than chưa tuyển |
64 |
Than cám đã rửa |
32 |
Bảng 8 - Số mẫu đơn ban đầu để lấy mẫu từ xà lan
|
Điều kiện than |
Số mẫu đơn ban đầu để lấy mẫu xác định tro |
Điều kiện than |
Số mẫu đơn ban đầu để lấy mẫu xác định ẩm |
|
Than sạch |
24 |
Than chưa rửa hoặc than khô, than rửa đã phân cấp |
16 |
|
Than chưa rửa |
48 |
Than cám rửa |
32 |
6.2.2 Mẫu chung
Trường hợp mẫu ẩm được trích từ một mẫu chung thì số mẫu đơn ban đầu được thu thập phải là số mẫu đơn cần để xác định hàm lượng tro hoặc hàm lượng ẩm, lấy theo loại nào lớn hơn. Khối lượng của mỗi mẫu đơn hoặc số mẫu đơn phải tăng lên nếu không đủ lượng than còn lại để dùng cho mẫu tro sau khi đã lấy mẫu ẩm theo như mục 8.
6.2.3 Hỗn hợp các loại than
Nếu biết rằng các loại than khác nhau được chứa trong các hầm (hầm tầu) khác nhau, thì mỗi loại than phải được lấy mẫu riêng biệt. Nếu không có thông báo gì về nguồn gốc hoặc về các đặc tính của than thì mỗi hầm chứa phải coi là một đơn vị và từ mỗi hầm ấy phải lấy 48 mẫu đơn.
6.3 Lấy mẫu
6.3.1 Đại cương
Các hướng dẫn ở đây về lấy mẫu than trên tầu biển và xà lan thì dựa trên cơ sở thu thập các mẫu đơn ở một số điểm phân bố trên các lớp khác nhau của than trong hầm chứa lộ ra trong từng thời gian khi tầu đỡ tải.
Nếu trong quá trình chất tải hoặc dỡ tải, than được chuyển bằng băng tải là tốt nhất, than được lấy mẫu từ một điểm nào đó trong hệ thống băng tải, nơi có thể tránh được hiện tượng sai lệch dễ dàng hơn. Sau đó tiến hành theo cách đã ghi ở mục 4, nhưng vì có hiện tượng phân tầng xuất hiện trong quá trình dỡ và chất tải nên số mẫu đơn phải lấy theo hướng dẫn ở bảng 8.
Tuy nhiên thông thường phải lấy mẫu từ hầm chứa của tầu, và điều quan trọng là phải dùng công nhân lấy mẫu đã qua đào tạo và có kinh nghiệm làm việc dưới sự điều khiển của một chuyên gia. Sự phân bố cỡ hạt của tầu chở hàng phải có dự kiến phán đoán trước để đảm bảo rằng các mẫu đơn lấy ra có tính chất đại diện được.
Điều quan trọng cần lưu ý là sự phân tầng trong chất tải than thường dẫn đến kết quả là các cục than tích tụ gần các thành của hầm tầu. Cần phải tính đến điều này khi đánh giá độ phân bố cỡ hạt. Kỹ xảo của người lấy mẫu trong việc đánh giá độ phân bố cỡ hạt được kiểm tra đều đặn. Một trong phương pháp thích hợp là dùng gầu ngoạm lấy ra một phần than có độ hạt thực, kiểm tra sự đánh giá của người lấy mẫu về độ phân bố cỡ hạt trọng lượng than đó bằng cách tiến hành phân tích cỡ hạt toàn bộ phần than lấy ra. Cách khác có thể kiểm tra sự đánh giá cỡ hạt của người lấy mẫu bằng đánh giá của một chuyên gia hiện không có trách nhiệm lấy mẫu.
Khi lấy mẫu từ tầu biển, các điều kiện thuận lợi cho việc lấy mẫu thường bị hạn chế vì không cho phép kéo dài thời gian dỡ tải. Vì lí do đó, cách tiến hành không tốt vẫn phải chấp nhận tùy theo từng trường hợp. Để cho mẫu chứa được cùng một tỷ lệ than cục và than cám như thực có ở lô hàng thì phải đánh giá phần trăm than cục, sau đó lấy mẫu than cám và than cục riêng biệt. Than cục thì nhặt bằng tay cho đến khi có khối lượng hợp lý. Dùng búa đập vào mỗi cục than một hoặc hai lần theo hướng thẳng góc với mặt phẳng thớ than và thu lại các mảnh than vỡ này và lấy một số lượng bổ sung thêm vào mẫu than nhỏ vụn theo như đánh giá tỷ lệ cục trong lô hàng. Tham khảo mục 3.3.3 về phương pháp lấy mẫu đơn từ loại than lớn.
Khi thu thập mẫu đơn cần phải đảm bảo rằng mẫu đơn đó đại diện được cho than ở lân cận và đặc biệt không được để các hạt lớn lăn khỏi hoặc lăn vào xẻng khi lấy mẫu đơn ra. Khi lấy mẫu than cám thì dùng xông lấy mẫu tốt hơn là dùng xẻng (xem 5.4.1).
Cần cẩn thận để các mẫu đơn không bị nhiễm bẩn do các điều kiện bao quanh. Khi lớp đỉnh bị ảnh hưởng của mưa hoặc gió thì nếu lấy các mẫu đơn từ 0,2 m đến 0,3 m dưới lớp mặt nếu không phải là hầm than vừa mới mở nắp ra.
6.3.2 Vị trí các mẫu đơn
Vị trí các mẫu đơn được phân bố trên bề mặt than và tiến hành theo như đã trình bầy ở 5.4.5 và 5.11.
6.3.3 Lấy mẫu từ các xà lan
Nếu độ sâu của than trong hầm chứa dưới 4m thì phải lấy mẫu vào một đợt khi dỡ than. Việc lấy mẫu phải tiến hành khi dỡ than để hở ra một phần đáy của hầm chứa.
6.3.4 Lấy mẫu than cám ở xà lan
Để lấy mẫu than cám ở xà lan thường dùng xông lấy mẫu dài trình bầy ở phụ lục A là thích hợp. Trong trường hợp này từ mỗi hầm chứa sẽ lấy ra hai mẫu đơn cắt toàn bộ một mặt cắt ngang, vị trí của các mẫu đơn phải thay đổi từ hầm này sang hầm khác.
6.3.5 Lấy mẫu từ tầu ven biển hoặc tầu đại dương
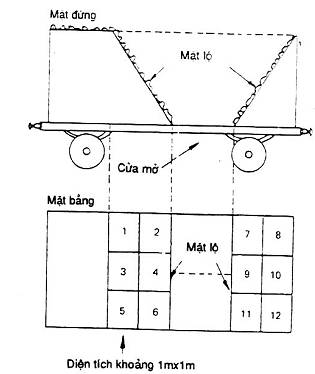
Tầu ven biển hoặc tầu đại dương phải lấy mẫu hai hoặc nhiều đợt với độ sâu 4m than trong hầm. Hình 2 trình bầy các đợt mà tại đó tiến hành lấy mẫu khi khi mẫu được lấy làm 3 giai đoạn.
Giai đoạn thứ nhất lấy mẫu chưa được bới đào chừng nào bề mặt của than chưa được lấy đủ để cho phép đánh giá tỷ lệ than cám và than cục trong lô hàng.
Tại mỗi giai đoạn các mẫu đơn phải được tập hợp từ các điểm phân bố đều đặn trên bề mặt than lộ ra, đặc biệt chú ý tất cả các phần, các mặt phải được đậy cẩn thận.
6.3.6 Lấy mẫu để xác định hàm lượng ẩm
Nếu không thấy ẩm thể hiện trong lô hàng thì có nghĩa là nó đã ngấm xuống phía đáy của hầm chứa để xuất hiện một độ ổn định tăng dần về hàm lượng ẩm qua suốt chiều sâu của than. Sự tăng độ ẩm theo chiều sâu này làm cho việc thu thập một mẫu ẩm đặc biệt khó khăn nếu chỉ tiến hành lấy mẫu một giai đoạn (thí dụ lấy mẫu ở xà lan). Do đó phải lấy mẫu tại 3 mức khác nhau, ở những mức trên và mức dưới, mỗi mức cách đều mức trung tâm bằng nửa chiều sâu (xem hình 2) và tại mức trung tâm.
Khi lấy mẫu toàn bộ chiều sâu than phải dần lộ ra mức trên có thể chọn là 0,1m đến 0,2m kể từ mặt đỉnh xuống và mức dưới ở một khoảng cách bằng thế kể từ đáy. Nếu không làm được như vậy (vì đáy không lộ ra hoặc vì lớp than trên đỉnh đã lấy đi thì khoảng cách giữa mức trên và mức dưới phải càng lớn càng tốt với điều kiện hai lớp này phải cách đều lớp trung tâm. Với mỗi mức - mức dưới, mức trên và mức trung tâm đến lấy một số mẫu đơn như nhau.
6.3.7 Lấy mẫu từ các gầu ngoạm hoặc băng tải
Khi than ở trong tầu hoặc xà lan được dỡ tải bằng gầu hoặc băng tải, thì tốt nhất là dùng sơ đồ lấy mẫu trình bầy ở 4.7. Tuy nhiên, phải thu thập số mẫu đơn thích hợp như quy định ở bảng 7 hoặc 8.
6.4 Thí dụ
Thí dụ sau đây nêu lên một phương pháp lấy mẫu từ xà lan. Một mẫu từ 48 mẫu đơn cần phải lấy từ một xà lan có chiều rộng 5m, chiều dài 20m. Phải chia xà lan thành 100 (5x20) ô như dưới đây và 48 vị trí sẽ được chọn một cách ngẫu nhiên.
|
1 |
|
|
|
|
|
96 |
|
2 |
|
|
|
|
|
97 |
|
3 |
|
|
|
|
|
98 |
|
4 |
|
|
|
|
|
99 |
|
5 |
|
|
|
|
|
100 |
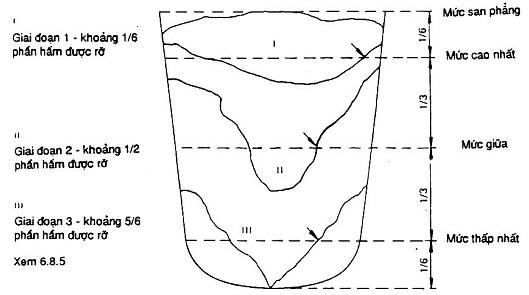
Hình 2 - Lấy mẫu các hầm chứa của một tầu (mẫu ẩm và tro)
7. Lấy mẫu từ kho than
7.1 Đối tượng
Mục này trình bầy phương pháp lấy mẫu từ kho than mà tại đó không thể dùng được cách lấy mẫu từ băng tải khi xếp vào kho hoặc rỡ kho.
7.2 Số mẫu đơn
7.2.1 Mẫu tro hoặc mẫu ẩm
Số mẫu đơn ban đầu phải lấy từ đống than đến 1000 tấn do một nguồn cung cấp được trình bày ở bảng 9. Với các lô hàng lớn hơn xem 3.2.3.
Bảng 9 - Số mẫu đơn ban đầu lấy từ các kho
|
Điều kiện than |
Số mẫu đơn để lấy mẫu tro |
|
Than sạch |
32 |
|
Than chưa tuyển |
4 |
|
Than chưa rửa hoặc than khô, than rửa phân loại |
16 |
|
Than cám rửa |
32 |
7.2.2 Mẫu chung
Trường hợp mẫu ẩm được trích từ mẫu chung, số mẫu đơn ban đầu được thu thập là số mẫu đơn mà mẫu tro hoặc mẫu ẩm yêu cầu là mẫu nào lớn hơn. Khối lượng của mỗi mẫu đơn hoặc số các mẫu đơn phải tăng lên nếu có đủ lượng than còn lại để dùng cho mẫu tro sau khi đã lấy đi phần mẫu ẩm theo như mục 8.
7.2.3 Hỗn hợp các loại than
Nếu một kho đã biết gồm có nhiều loại than khác nhau chất ở các khu vực riêng của đống than thì phải lấy một mẫu cơ sở riêng biệt từ mỗi khu vực ấy.
Nếu việc lấy mẫu được tiến hành bằng cách đào các hố trong bãi than, thí dụ dùng gầu thì các mẫu đơn có khối lượng rất khác nhau được lấy từ các vị trí khác nhau. Do đó, nếu than không đồng nhất hoặc đến từ các nguồn khác nhau thì các mẫu đơn không được để lẫn với nhau và mẫu phải được chuẩn bị và phân tích riêng. Với mỗi mẫu đơn phải xác định trị số đặc tính yêu cầu, trị số đối với toàn bộ đống than sẽ có được bằng cách lấy trị số trung bình của các mẫu đơn, cân đối theo khối lượng của các loại than khác nhau mà từ đó lấy các mẫu đơn.
7.3 Lấy mẫu
7.3.1 Đại cương:
Hướng dẫn ở đây về cách lấy mẫu tại kho than dựa trên cơ sở là thu thập các mẫu đơn ở cách nhau càng đều đặn càng tốt trên bề mặt và trên các lớp của bãi than. Các phương pháp lấy mẫu thông thường vật liệu tĩnh bằng cách dùng các xông lấy mẫu tương đối nhỏ hoặc bằng cách đào hố xuyên qua các lớp là không thích hợp, không đáp ứng đầy đủ các yêu cầu lấy mẫu mà toàn bộ lô hàng đều phải đạt được như nhau. Hơn nữa, than ở lớp trên cũng của bãi than hầu như bao giờ cũng có chất lượng khác chất lượng ở các lớp còn lại do để lộ ra ngoài, do phân tầng và do các nguyên nhân khác. Do đó trong quá trình nhập kho hoặc bốc xúc có thể lấy một mẫu đại diện từ băng chuyền hoặc từ dòng than đang rơi, phương pháp lấy mẫu này tốt hơn và nội dung phương pháp tiến hành như trình bày ở mục 4, riêng số mẫu đơn thì lấy như chỉ dẫn ở bảng 9.
Vị trí các mẫu đơn phải được bố trí cách nhau càng đều càng tốt trên bề mặt của bãi than. Nhất là trường hợp các bãi than lớn nên vẽ sơ đồ để chỉ các vị trí lấy mẫu trên bản vẽ tỷ lệ hoặc bản đồ khu vực đánh dấu các vị trí trước khi lấy mẫu.
Trong mọi trường hợp mẫu chỉ có thể đại diện cho phần đó và độ sâu của than mà từ đó mẫu được thu thập. Điều chủ yếu là phải dùng các công nhân lấy mẫu đã qua đào tạo và đã có kinh nghiệm.
7.3.2 Lấy mẫu tro
Muốn mẫu chứa được cùng các tỷ lệ cục lớn và cục nhỏ như dự kiến cho bãi than và đồng thời để các mẫu đơn có khối lượng hợp lý thì có thể phải đập một số cục than lớn thẳng góc với thớ và thêm vào mẫu một tỷ lệ các cục than đập vỡ ấy.
Khi thu thập mỗi mẫu đơn cần đảm bảo là mẫu đó đại diện được cho than ở vùng lân cận và đặc biệt là không để các cục lớn lăn đi khỏi hoặc lăn vào trong xẻng khi lấy mẫu đơn ra.
Khi lấy mẫu than có cỡ hạt đến 25 mm thì các mẫu đơn phải lấy bằng xông lấy mẫu (xem phụ lục A). Cẩn thận để lấy ra được toàn bộ cột than và không để rớt các hạt than khi rút xông ra.
Khi lấy mẫu than có cỡ hạt trên 25 mm hoặc khi không thể dùng xông lấy mẫu thì phải đào hố bằng xẻng hoặc dùng gầu ngoạm để lấy. Góc của mặt hố cần nhỏ hơn góc nghỉ của than để hạt không rớt xuống các mặt bên. Các hố phải đào tới độ sâu khác nhau và từ đáy của mỗi hố lấy một mẫu đơn bằng cách dùng xẻng sao cho các mẫu có khối lượng xấp xỉ như nhau được thu thập lại từ các lớp than khác nhau.
7.3.3 Lấy mẫu ẩm
Phải nghiên cứu các điểm bổ sung sau đây khi lấy mẫu để xác định hàm lượng ẩm:
Than lưu kho sẽ dần dần mất nước do hiện tượng rút nước cho đến khi đạt được mức cân bằng. Sau mỗi lần mưa hoặc tuyết, hàm lượng ẩm ở dưới một độ sâu nhất định nào đó sẽ không thay đổi. Độ sâu này phụ thuộc vào độ phân bố cỡ hạt và cách xếp than khi chất kho, thí dụ bằng cách đổ liên tục khi chất kho, phủ than bụi lên trên hoặc bằng cách rót bụi than.
Hàm lượng ẩm của các mẫu thu thập từ bề mặt của kho than tùy thuộc nhiều vào thời tiết. Hàm lượng ẩm đó thường là quá thấp trừ khi mẫu được thu thập sau khi mưa hoặc tuyết. Do đó, cần phải đào các hố có một độ sâu sao cho tránh được lớp bề mặt.
8. Chuẩn bị mẫu để xác định độ ẩm toàn phần
8.1 Các loại mẫu thử
Mẫu được thử là mẫu ẩm riêng hoặc là một mẫu chung (xem 2.4). Nếu là mẫu chung, thì cần phải trích từ đó ra một mẫu ẩm và để phần còn lại làm mẫu tro.
Có thể lấy ra
a) trước khi tiến hành nghiền nhỏ, hoặc
b) ở những giai đoạn khác nhau của quá trình nghiền nhỏ.
Phương pháp phải tuân thủ là tùy thuộc vào thiết bị có thể dùng cho nghiền nhỏ và điều kiện tại phòng thí nghiệm.
Với mẫu riêng, cách tiến hành như trình bày ở mục 8.3. Với một mẫu chung, cách tách mẫu ẩm trình bày ở mục 8.4.1; sau đó xử lý mẫu ẩm này theo phương pháp trình bày ở mục 8.3
8.2 Nguyên tắc chung
8.2.1 Thận trọng đối với việc tổn thất hàm lượng ẩm
Một trong các khó khăn chủ yếu để xác định hàm lượng ẩm toàn phần là tránh sự thay đổi về hàm lượng ẩm của mẫu trong quá trình xử lý cần thiết khi chuẩn bị mẫu cuối cùng. Do đó, phải thật cẩn thận tránh tổn thất ẩm do dùng các thùng chứa không thích hợp và do bay hơi trong quá trình xử lý, nhất là đối với than ẩm. Do đó toàn bộ mẫu ẩm phải được giữ trong những thùng chứa kín đặt ở nơi mát trước khi và sau khi chuẩn bị cũng như trong bất kỳ khoảng thời gian nào của các giai đoạn chuẩn bị mẫu.
Cũng phải chú ý tránh mất ẩm trong quá trình nghiền bằng cách sử dụng các thiết bị không có sự tăng nhiệt cũng như bằng cách giảm đến mức tối thiểu lượng không khí đi qua máy nghiền. Các máy nghiền theo nguyên lý đập thích hợp hơn là máy nghiền xay vì máy nghiền xay có khuynh hướng sản sinh ra nhiệt.
Mặt khác cần cẩn thận tránh mất ẩm khi tiến hành giản lược mẫu. Ở tất cả các động tác phải tiến hành càng nhanh càng tốt. Nếu than ướt rõ rệt và không nghiền thì các mẫu đơn phải thu thập từ một mẫu than san bằng, như vậy sẽ đỡ mất ẩm. Trong tất cả các trường hợp khác nên dùng các máy giản lược cơ khí để hạn chế không khí xâm nhập vào.
8.2.2 Các phương pháp
Phương pháp chuẩn bị mẫu phụ thuộc vào phương pháp phân tích sử dụng và phụ thuộc vào việc sấy khô không khí có cần hay không? Có ba phương pháp tương đương1) cho phép xác định độ ẩm toàn phần đối với than đá, mỗi phương pháp này có thể bắt đầu bằng sự sấy khô sơ bộ bằng không khí nếu thấy cần.
Phương pháp A - mẫu được nung nóng với tôluen.
Phương pháp B - mẫu được sấy khô trong một lò không khí nitơ.
Phương pháp C - mẫu được sấy khô trong một lò không khí.
Các phương pháp A và B có thể áp dụng được với tất cả các loại than đá và yêu cầu phải có một mẫu không nhỏ hơn 300g than cỡ hạt 3mm.
Phương pháp C chỉ thích hợp đối với loại than khó bị oxy hóa 2) và yêu cầu phải có một mẫu cỡ hạt từ 20 mm tới 3 mm với khối lượng 1kg đối với than 20mm; 0,6 kg đối với than 10mm; 0,3 kg với than 3mm.
Nếu than "ướt rõ rệt" thì dùng phương pháp một giai đoạn để xác định độ ẩm, thường dùng nghiền kín, nếu không có thể dùng phương pháp hai giai đoạn. Nếu than khô thì dùng phương pháp một giai đoạn.
8.3 Cách tiến hành
8.3.1 Cách bố trí sơ đồ
Cách tiến hành khác nhau tùy vào nguồn gốc của mẫu, cỡ hạt và khối lượng của mẫu được xử lý và tùy thuộc vào phương pháp sử dụng để xác định hàm lượng ẩm. Các sơ đồ có thể sử dụng trình bày ở hình 3 đối với phương pháp A và B, và trình bày ở hình 4 đối với phương pháp C. Hình 5 trình bầy cách thức lấy mẫu ẩm ra từ mẫu chung. Để tiện đối chiếu, các mẫu ban đầu được dán nhãn P, Q, R và S trong hình 3 và 4 và các chỉ dẫn tương ứng trình bầy trong phần lời của tài liệu.
Đối với phương pháp C cỡ hạt của mẫu ẩm phụ thuộc vào cỡ hạt của mẫu ban đầu, các thiết bị đang sử dụng, điều kiện phòng thí nghiệm và phụ thuộc vào mẫu có phải là mẫu lấy ra từ mẫu chung hay không. Ở trường hợp mẫu được lấy ra từ mẫu chung thì có thể xác định cỡ hạt bằng quá trình đã dùng để nghiền mẫu tro và cỡ hạt lúc giản lược mẫu đó. Nếu mẫu ban đầu có cỡ hạt trên 20 mm thì mẫu đó phải nghiền nhỏ.
Nếu mẫu được nghiền nhỏ đến 3m thì tốt nhất là nghiền trong máy nghiền kín, máy này nghiền nhỏ than có hàm lượng ẩm bất kỳ (tức là khô rõ rệt hoặc ướt rõ rệt) đến kích thước 3 mm mà không làm mất ẩm. Với các loại máy nghiền khác khó có thể nghiền mẫu đến 3mm.
Do đó, nếu không có sẵn máy nghiền kín thì mẫu phải được nghiền nhỏ đến 10 mm và giản lược đến 1 kg trước khi tiếp tục nghiền đến 3 mm. Trong trường hợp này, nếu mẫu "ẩm rõ rệt" thì trước hết phải sấy khô không khí và xác định độ giảm khối lượng, đó là giai đoạn thứ nhất của phương pháp hai giai đoạn
8.3.2 Mẫu dự phòng
Nên có một mẫu dự phòng để trong các trường hợp còn tranh cãi hoặc nếu kết quả của lần xác định thứ nhất không được chấp nhận hoặc không có giá trị thì mẫu dự phòng này sẽ được xem xét đến. Mẫu dự phòng phải được thu thập theo cùng phương pháp và cùng thời gian như mẫu cuối để xác định hàm lượng ẩm. Nếu dùng cách giản lược cơ khí thì phải dùng hai thùng chứa mẫu. Nếu không, phải lấy gấp đôi số mẫu đơn như qui định ở trên và lần lượt đặt vào thùng chứa một thùng cho mẫu ẩm và một thùng cho mẫu dự phòng.
Nếu cầu phải có số mẫu dự phòng lớn hơn một thì phải tiến hành các bước thích hợp để thu nhập đủ số mẫu đơn thêm vào.
8.3.3 Chuẩn bị mẫu để xác định độ ẩm một giai đoạn
Qui trình này được dùng đối với loại than "khô rõ rệt" và cũng dùng cho loại than "ướt rõ rệt" được chuẩn bị trong một máy nghiền kín
a) giản lược mẫu
Giản lược mẫu tốt nhất là dùng máy hoặc dùng máng dẫn. Các thiết bị giản lược mẫu cơ khi phù hợp và các màng trình bày ở phụ lục A.
Nếu không có sẵn các thiết bị giản lược mẫu thích hợp hoặc các mẫu quá ướt đến mức không thể dễ dàng chảy qua thiết bị chia thì dùng cách sau đây: Trộn cẩn thận mẫu tạo thành một hình nón và san bằng thành hình nón cụt, mẫu ẩm trích từ các vị trí phân bố đều đặn trên đống than đã san bằng. Ít nhất là 10 mẫu con có khối lượng bằng nhau, đủ để cung cấp khối lượng tổng cộng theo yêu cầu (xem bảng "khối lượng của mẫu ẩm", hình 3)
b) với phương pháp A và B (xem 8.2.2)
1) máy nghiền kín sẵn có
Máy nghiền kín phải được điều chỉnh bằng cách nghiền trong máy một ít than sẽ lấy mẫu. Sản phẩm nghiền này sẽ loại bỏ ra, sau đó cho toàn bộ mẫu ẩm qua máy và nghiền cỡ hạt 3mm.
Mẫu phải được giản lược đến 300 gam (xem hình 3, phần S). Cất 300 gam mẫu này vào lọ có nút đậy kín và dán nhãn ghi các chi tiết của mẫu.
2) máy nghiền kín không có sẵn.
Than "khô rõ rệt". Nếu cỡ hạt lớn nhất vượt quá 20 mm thì phải nghiền mẫu bằng đến kích thước hạt vừa bằng 10mm. Nếu than nhỏ hơn 20 mm thì không cần nghiền.
Sau đó mẫu được giản lược đến 1kg (xem phần 3, hình R).
Nghiền mẫu 1 kg này đến cỡ hạt 3 mm và sau đó giản lược đến 300g.
c) với phương pháp C (xem 8.2.2)
1) chuẩn bị mẫu than cỡ hạt 20 mm hoặc 10 mm
Nếu cỡ hạt lớn nhất của than vượt quá 20 mm thì phải nghiền mẫu bằng máy đến cỡ hạt 10 mm. Nếu than "ướt rõ rệt" thì dùng máy nghiền kín hoặc sấy khô than bằng không khí (xem 8.3.4).
Sau đó giản lược đến 600g.
Nếu cỡ hạt lớn nhất của than là 20 mm hoặc nhỏ hơn thì mẫu phải giản lược đến khối lượng (qui ra kilôgam) không nhỏ hơn 0,06 lần cỡ hạt lớn nhất (tính bằng milimet). Thùng chứa mẫu phải dán nhãn và ghi các chi tiết của mẫu.
2) chuẩn bị mẫu than 3mm
Nếu mẫu yêu cầu là than 3 mm thì phải chuẩn bị mẫu đó theo cùng phương pháp như trình bày đối với phương pháp A và B theo 8.3.3b.
8.3.4 Chuẩn bị mẫu để xác định độ ẩm hai giai đoạn
Mục nhỏ này được áp dụng nếu than "ướt rõ rệt" và không có sẵn máy nghiền kín, cần phải sấy khô sơ bộ bằng không khí. Đây là quá trình hai giai đoạn.
a) với phương pháp A và B (xem hình 8.2.2)
Mẫu phải được sấy khô bằng không khí như trình bày ở mục 8.4.2. Sau khi sấy khô bằng không khí, phải theo cách tiến hành như mục (8.3.3b.2) nhãn ở lọ chứa 300g mẫu phải ghi phần trăm mất mát ẩm vì sấy khô không khí.
b) với phương pháp C (xem 8.2.2)
Mẫu thử phải sấy khô như trình bày ở mục 8.4.2. Khi sấy khô bằng không khí phải theo cách thức trình bày ở 8.3.3 c) và nhãn dán trên lọ chứa mẫu cuối cùng phải ghi số phần trăm tổn thất ẩm do sấy khô bằng không khí.
8.4 Các phương pháp
8.4.1 Trích mẫu ấm từ mẫu chung
Mục nhỏ này áp dụng với mẫu chung và mẫu ẩm được lấy ra từ mẫu chung đó. Điều này có thể tiến hành trước hoặc sau khi nghiền nhỏ nếu lúc nào thấy tiện lợi. Khi than được nghiền nhỏ trước khi lấy mẫu ra thì việc nghiền nhỏ này là phần đầu tiên đối với mẫu phân tích chung (theo mục 9) cũng như đối với việc chuẩn bị mẫu ẩm. Dù là than có được nghiền nhỏ hay không, phần còn lại sau khi lấy mẫu ẩm vẫn được xử lý để làm mẫu tro theo mục 9 và quá trình tiếp theo có thể giản lược hoặc tiếp tục nghiền thêm.
Cách tiến hành này sẽ cho một mẫu để xác định hàm lượng ẩm và một mẫu thứ hai để phân tích chung. Thông thường đây là cách thuận lợi nhất.
Tuy nhiên khi có máy nghiền kín và thực hiện được việc nghiền nhỏ đến 3 mm thì tốt nhất là chỉ lấy một mẫu, đồng thời để xác định độ ẩm và phân tích chung (xem mục c dưới đây).
a) trích mẫu ẩm trước khi nghiền nhỏ.
Không trộn trước, trút mẫu cơ sở lên một mặt phẳng để tạo thành hình nón và sau đó san phẳng. Mẫu ẩm (xem hình 3, phần P và hình 4, phần P) được trích ra bằng cách lấy 10 mẫu đơn, mỗi mẫu đơn ấy được lấy từ một vị trí khác nhau và các vị trí ấy phải bố trí đều trên đống than đã san.
Điểm chủ yếu của công việc này phải được tiến hành nhanh để tránh tổn thất ẩm. Khối lượng của mỗi mẫu đơn tùy thuộc vào cỡ hạt lớn nhất của than như sau:
Với than đến 25 mm - 0,5 kg
Với than đến 50 mm - 1 kg
Với than đến 80 mm - 1,5 kg
Với than trên 80 mm - 5 kg
Với than trên 80 mm thì 50 kg mẫu đem nghiền nhỏ đến 80 mm, trộn và tạo nón, san phẳng. Sau đó đem giản lược mẫu này đến 15 kg. Số còn lại của 50 kg mẫu đưa trở lại mẫu ban đầu.
Nếu không tiến hành ngay việc sấy khô bằng không khí hoặc nghiền nhỏ tiếp theo thì thùng chứa phải được gắn xi kín.
b) trích mẫu ẩm sau khi nghiền
Khi có máy nghiền kín có thể nghiền đến 3 mm thì toàn bộ mẫu chung - có thể là"ướt rõ rệt" hoặc "khô rõ rệt" - được nghiền đến cỡ hạt này, sau đó trích ra một mẫu ẩm 300g, như trình bày ở 8.3.3b/1 (xem hình 3 phần R và hình 4 phần S).
Nếu như không có máy nghiền kín, các loại than "ướt rõ rệt" phải sấy khô bằng không khí như trình bày ở 8.4.2, sau đó xử lý như mẫu than "khô rõ rệt" như sau:
Các loại than "khô rõ rệt" có thể nghiền đến 10 mm trước khi trích lấy mẫu ẩm. Nếu mẫu thử phải để ở lại 10 mm đối với phương pháp C, thì cần có 600g than (xem hình 4, phần Q), nếu mẫu phải tiếp tục nghiền nhỏ đến 3 mm đối với phương pháp A, B hoặc C thì cần 1kg (xem hình 3, phần R và hình 4 phần R).
c) trích một mẫu để phân tích hàm lượng ẩm và phân tích chung.
Nếu mẫu chung được nghiền nhỏ đến 3 mm trong máy nghiền kín, thì có thể lấy một mẫu để phân tích hàm lượng ẩm và phân tích chung. Tuy nhiên trong trường hợp này phải tăng khối lượng còn lại để làm hai mẫu thử cho phòng thí nghiệm (mỗi mẫu đến 100g) để xác định hàm lượng ẩm và số than còn lại đủ để đáp ứng các yêu cầu của mục 9. Như vậy cần có các khối lượng như sau (ngoài ra xem mục 9.1.1)
Điều kiện A
300 g cho mẫu tro + 200 g cho mẫu ẩm = 500g;
Điều kiện B
2 kg cho mẫu tro + 200g cho mẫu ẩm = 2,2 kg;
8.4.2 Xác định độ mất mát ẩm khi sấy khô bằng không khí
Sấy khô bằng không khí được tiến hành ở nhiệt độ không lớn hơn 100C đến 150C trên mức nhiệt độ khí quyển. Tại nơi khí hậu nóng nhiệt độ lúc sấy khô có thể tiến hành không được vượt qua 450C. Cần cho không khí di chuyển tự do trên các mẫu nhưng phải loại bụi bẩn. Cách sấy khô bằng không khí khác nhau thì tùy thuộc vào dạng than đưa vào
Phương pháp a)
Nếu tiến hành sấy khô bằng không khí ngay sau một giai đoạn trong quá trình chuẩn bị mẫu kín thì phải cần một khay khô (m1) và than để sấy khô bằng không khí được đặt trực tiếp vào khay đó. Dải đều than thành một lớp không lớn hơn 20 mm (trừ khi có các cục than lớn hơn kích thước đó). Sau đó cân khay và than (m2). Than được đưa vào sấy khô bằng không khí cho đến khi độ biến đổi về khối lượng của khay và than sau 1 giờ là nhỏ hơn 0,1% khối lượng than ban đầu (m2 - m1). Ghi lại khối lượng cuối cùng của khay và than đã sấy khô bằng không khí (m3).
Tính kết quả:
Phần trăm mất mát ẩm khi sấy khô bằng không khí M được tính theo công thức:
M = x 100
trong đó
m1 là khối lượng của khay khô, tính bằng gam;
m2 là khối lượng của khay và than, tính bằng gam;
m3 là khối lượng của khay và than sau khi đã sấy khô bằng không khí, tính bằng gam.
Phương pháp b)
Nếu mẫu được giao đến đựng trong một hộp gắn xi kín và yêu cầu phải qua sấy khô bằng không khí thì phải cần hộp chứa và than như khi nhận mẫu, trước lúc mở hộp ra. Sau khi cân, than phải được chuyển sang một khay khô và dải đều thành một lớp không lớn hơn 20 mm, trừ khi có các cục than lớn hơn kích thước này. Cân khay và than. Hộp chứa, nắp hộp chứa và than được đưa vào sấy khô bằng không khí cho đến khi độ biến đổi về khối lượng của khay và than trong 1 giờ là nhỏ hơn 0,1% khối lượng than ban đầu. Than khô đã được quét sạch khỏi hộp và nắp hộp - vào khay, cân lại hộp rỗng và nắp khô. Than ở khay được đưa trở lại vào nắp hộp chứa, đậy nắp vào và cân lại toàn bộ.
Tính toán kết quả:
Phần trăm mất mát độ ẩm khi sấy khô bằng không khí M được tính theo công thức sau:
M = x 100
trong đó
m1 là khối lượng của hộp chứa kín và than trước khi sấy khô, tính bằng gam;
m2 là khối lượng của hộp rỗng và nắp, tính bằng gam;
m3 là khối lượng của hộp chứa kín và than sau khi sấy khô bằng không khí, tính bằng gam.
8.4.3 Nghiền nhỏ cỡ hạt
Nếu dùng máy nghiền kín phải nghiền một ít than mà từ đó thu nhập mẫu cơ sở để điều hòa trạng thái bề mặt bên trong trước khi nghiền chính bản thân mẫu ẩm.
Hướng dẫn về các thiết bị và dụng cụ trình bày trong phụ lục A
9. Chuẩn bị mẫu cho phân tích chung
9.1 Nguyên tắc chung
Nội dung chuẩn bị mẫu là lấy một mẫu nhỏ, từ mẫu ban đầu, có thể gửi cho phòng thử nghiệm để phân tích. Mẫu phân tích này gồm than đã được nghiền đến cỡ hạt lớn nhất không quá 200 mm. Khối lượng của mẫu phân tích tùy thuộc vào cách phân tích yêu cầu. Thông thường thì 60g đến 150g là đủ, nhưng ở một số trường hợp chỉ 30g cũng thích hợp. Tuy nhiên cần phải có một khối lượng lớn hơn nếu phải tiến hành các thí nghiệm thử kết dính.
Quá trình chuẩn bị mẫu bao gồm nhiều công việc khác nhau, đôi khi phải chuẩn bị trước khi sấy khô:
a) giảm độ hạt bằng cách nghiền, có khi gọi tắt là "nghiền hạt" hoặc "nghiền";
b) trộn đến mức đồng nhất;
c) giảm khối lượng của mẫu bằng cách chia mẫu thành hàng hoặc nhiều phần, có khi gọi tắt là "giản lược".
Hình 6 trình bày cách tiến hành
Nghiền bao giờ cũng tiến hành trước khi giản lược. Các công việc trên hợp thành một giai đoạn chuẩn bị mẫu, kết thúc giai đoạn này thể hiện ở quá trình "giản lược"
Có thể xuất hiện hai loại sai số trong quá trình chuẩn bị mẫu:
a) sai số hệ thống
b) sai số giản lược mẫu.
Sai số hệ thống gây nên sai lệch về kết quả thông thường là cùng dấu. Các sai số giản lược mẫu có tính chất ngẫu nhiên và có thể lúc dương, lúc âm, lớn hơn hoặc nhiều hơn.
Các sai số hệ thống sinh ra do vật liệu bên ngoài đưa vào mẫu, hoặc ngược lại do một số vật liệu của mẫu bị mất đi - như vụi hoặc ẩm chẳng hạn, các sai số như vậy có thể tránh được bằng cách thật cẩn thận khi xử lý và bằng cách thao tác công việc đúng như các hướng dẫn. Thí dụ - bằng cách dùng các thiết bị phù hợp trong phòng chuẩn bị mẫu thích hợp.
Các sai số giản được mẫu xuất hiện vì một phần mẫu thì giữ lại và phần mẫu thì loại bỏ; nói chung các sai số này sẽ tăng lên khi tỷ lệ giữ lại càng nhỏ và ngược lại. Về nguyên tắc, muốn giảm các sai số ngẫu nhiên thì ở mỗi bước nên giữ lại một khối lượng than càng nhiều càng tốt. Nhưng trong thực tiễn ngẫu nhiên thì ở mỗi bước nên giữ lại một khối lượng than càng nhiều càng tốt. Nhưng trong thực tiễn để giảm số lượng phải xử lý thì giữ lại càng ít càng tốt. Các giai đoạn chuẩn bị mẫu do đó phải được lựa chọn sao cho có được độ biến thiên chuẩn bị mẫu đủ nhỏ mà không phải giữ lại một khối lượng quá lớn.
Lượng than giữ lại sau khi giản lược mẫu phụ thuộc vào cỡ hạt lớn nhất của than khi giản lược, phụ thuộc vào hàm lượng tro và độ chính xác yêu cầu đối với quá trình chuẩn bị mẫu. Tốt nhất là tất cả các giai đoạn chuẩn bị mẫu đều tiến hành bằng phương pháp cơ khí.
9.1.1 Chuẩn bị hai giai đoạn:
Trong quá trình chuẩn bị mẫu có thể sử dụng hai giai đoạn (trừ phần đã quy định ở 9.1.2). Ở giai đoạn thứ nhất than được nghiền từ cỡ hạt ban đầu đến cỡ hạt trung gian; ở giai đoạn thứ hai than được nghiền thêm từ cỡ hạt trung gian xuống cỡ hạt cuối cùng 200 mm cần cho phân tích. Như vậy chỉ cần chọn một cỡ hạt trung gian giữa kích thước ban đầu và kích thước cỡ hạt cuối cùng. Thông thường cỡ hạt trung gian là 10 mm hoặc 3mm.
Ở giai đoạn thứ nhất mẫu cơ sở được nghiền đến cỡ hạt trung gian đã lựa chọn, sau đó đem giản lược đến một khối lượng hợp lý; Ở giai đoạn thứ hai mẫu được nghiền đến 200 mm. Sau đó đem giản lược đến một khối lượng cuối cùng cần thiết cho mẫu phân tích đại cương.
Điều chủ yếu là lượng mẫu được giữ lại ở cỡ hạt trung gian phải đủ lớn để đảm bảo độ biến thiên chuẩn bị mẫu như đã yêu cầu và các khối lượng tương ứng đối với một số cỡ hạt được trình bày ở bảng 10. Người ta quy định hai điều kiện:
Điều kiện A áp dụng đối với than sạch có hàm lượng tro nhỏ hơn 10%.
Điều kiện B áp dụng đối với tất cả các trường hợp khác.
Bảng 10 - Khối lượng nhỏ nhất của mẫu giữ lại sau giản lược khi chuẩn bị hai giai đoạn
|
Kích thước lớn nhất của than * sau khi nghiền ** |
Khối lượng nhỏ nhất của mẫu giữ lại |
|
|
Điều kiện A |
Điều kiện B |
|
|
mm |
kg |
kg |
|
10 |
1,5 |
10 |
|
3 |
0,3 |
2 |
|
1 |
0,15 |
0,6 |
Chú thích cho bảng 10
* Kích thước này là kích thước danh nghĩa sao cho 99 % than lọt sàng.
** Các cỡ hạt trung gian ít dùng nhưng nếu cần thì có thể nội suy từ bảng 10.
Điều kiện A cho phép khối lượng phải giữ lại nhỏ hơn điều kiện B, có thể dùng với than đặc biệt nếu chúng được hướng dẫn cách tiến hành ở phụ lục D để có độ biến động chuẩn bị mẫu đủ thấp.
Các sai số giản lược mẫu tại cỡ hạt 0,2 mm thì nhỏ và có thể bỏ qua miễn là mẫu được trộn cẩn thận. Mẫu có thể được nghiền nhỏ từ kích thước trung gian đã chọn đến cỡ hạt 1mm và được giản lược đến khối lượng thích hợp nêu ở bảng 10. Sau đó mẫu được nghiền nhỏ đến 0,2 mm, trộn và giản lược để khối lượng yêu cầu để làm mẫu thí nghiệm.
Cách tiến hành trình bầy ở hình 6.
9.1.2 Chuẩn bị ba giai đoạn
Chỉ dùng nếu cỡ hạt ban đầu của than là 120 mm hoặc lớn hơn. Trong trường hợp này có thể chọn hai cỡ hạt trung gian ở bảng 10. Tuy nhiên nếu việc chuẩn bị mẫu tiến hành theo ba giai đoạn thì sai số tổng cộng sẽ tương đối cao và sẽ vượt quá giá trị số dự kiến nếu ở mỗi giai đoạn không lấy các khối lượng lớn hơn. Với cách tính xấp xỉ lần đầu, độ biến động là tỷ lệ nghịch với khối lượng của mẫu lấy ở mỗi giai đoạn, miễn là than phải đồng đều. Như vậy khối lượng gần đúng trình bầy ở bảng 10 phải tăng lên khoảng 50% (xem bảng 11).
Khi thu thập mẫu chung , phải tuân thủ đúng các quy định hướng dẫn 8.2.
Bảng 11 - Khối lượng mẫu nhỏ nhất giữ lại sau khi giản lược khi chuẩn bị mẫu ba giai đoạn
|
Kích thước lớn nhất của than * sau khi nghiền ** |
Khối lượng nhỏ nhất của mẫu giữ lại |
|
|
Điều kiện A |
Điều kiện B |
|
|
mm |
kg |
kg |
|
10 |
2,5 |
15 |
|
3 |
0,45 |
3 |
|
1 |
0,25 |
1 |
Chú thích cho bảng 11.
* Kích thước này là kích thước danh nghĩa sao cho 99% than lọt sàng.
** Các cỡ hạt trung gian ít dùng nhưng nếu cần thì có thể nội suy từ bảng 10.
9.2 Cách tiến hành
9.2.1 Bố trí sơ đồ
Như hướng dẫn ở 9.1.1 việc chuẩn bị mẫu thường tiến hành theo hai giai đoạn, mỗi giai đoạn gồm có sấy khô (nếu cần), nghiền nhỏ cỡ hạt, trộn (nếu cần) và giản lược mẫu.
Việc chọn cỡ hạt trung gian dùng để giản lược ở cuối giai đoạn thứ nhất, tốt nhất là lấy cỡ hạt 3mm.
Ở giai đoạn thứ hai cho phép dùng hai phương án, phương án thứ nhất hay dùng hơn:
a) nghiền mẫu đến cỡ hạt 0,2 mm, sau đó giản lược mẫu đến khối lượng cần thiết cho mỗi phòng thí nghiệm.
hoặc cách khác
b) nghiền mẫu đến 1 mm, sau đó giản lược mẫu đến khối lượng phù hợp với bảng 10. Tiếp tục nghiền nhỏ đến cỡ hạt 200 mm, trộn kỹ1) và giản lược mẫu đến khối lượng cần cho mẫu phòng thí nghiệm.
Sơ đồ chuẩn bị mẫu có thể như trình bầy ở hình 6.
9.2.2 Chú ý
Nơi dành riêng để xử lý mẫu phải có tường bao quanh, phải lợp mái và tránh mọi hiện tượng hút nước. Sau khi lấy mẫu, phải xử lấy mẫu càng sớm càng tốt. Nếu không thể xử lý ngay được thì phải lưu mẫu ở các điều kiện khí quyển, môi trường không khác nhiều so với ở buồng chuẩn bị mẫu. Tất cả các bề mặt tiếp xúc với mẫu phải thật sạch và phải làm bằng vật liệu không làm nhiễm bẩn mẫu. Cẩn thận không làm mất mẫu nhất là khi xử lý than mịn - Than mịn dễ bị thổi bay. Thiết bị hút bụi trong phòng để duy trì tiêu chuẩn về bảo vệ sức khỏe và tiêu chuẩn độ sạch, nhất là trường hợp công nhân phải làm việc liên tục ở đó.
9.2.3 Trích mẫu ẩm
Nếu mẫu ẩm phải trích từ mẫu chung, thì dùng các phương pháp trình bày ở 8.4.1 để có mẫu ẩm trước hoặc sau trong khi chuẩn bị mẫu tro.
9.2.4 Sấy khô
Nếu ở mỗi giai đoạn nào đó than ẩm quá đến mức khó qua được thiết bị thì phải sấy mẫu như trình bầy ở 9.3.1. Nếu tránh được sấy mẫu ở giai đoạn thì quá trình sẽ đơn giản hơn.
9.2.5 Giai đoạn thứ nhất chuẩn bị mẫu
Toàn bộ mẫu cơ sở phải cho qua máy nghiền thứ nhất. Nếu cần có thể dùng máy đập trục hoặc búa lớn để đập vỡ các cục than lớn trước khi cho than vào máy nghiền, không được dùng hình thức làm nhỏ bằng tay nào khác (xem 9.3.2).
Cần cẩn thận để đảm bảo rằng than đủ khô để qua được thiết bị nghiền và dụng cụ giản lược đang sử dụng (xem 9.2.4). Thiết bị phải được điều chỉnh bằng một phần mẫu đang dung để tránh tổn thất ẩm sau này.
Nếu có thể phải nghiền than trong máy nghiền đến 3mm ở giai đoạn thứ nhất để giảm khối lượng của mẫu giữ lại cho giai đoạn tiếp theo và giảm sai số đến mức tối thiểu do giản lược mẫu.
Khối lượng mẫu đối với than độ hạt lớn hơn 10 mm phải khá lớn để chỉ dùng một lần ghiền nhỏ đến cỡ hạt lớn hơn 10 mm trong các trường hợp đặc biệt.
Sau khi nghiền, mẫu phải được giản lược theo hướng dẫn ở 9.3.4 bằng một máy giản lược mẫu thích hợp, giản lược đến khối lượng ứng với cỡ hạt đã chọn nêu ở bảng 10.
9.2.6 Giai đoạn thứ hai chuẩn bị mẫu
Ở giai đoạn thứ hai chuẩn bị mẫu, mẫu được nghiền đến cỡ hạt như trình bày ở 9.3.2 đến 1 mm hoặc 200 µm.
Sau khi nghiền mẫu được giản lược đến khối lượng yêu cầu là 60g hay 150g hoặc lớn hơn như trình bày ở 9.3.4 bằng cách dùng một máy giản lược cơ khí hoặc bằng cách trộn, rồi sau đó chia bằng một máng chia cho cả hai thao tác đó.
9.2.7 Giai đoạn cuối chuẩn bị mẫu tro
Mẫu nhận được ở phòng thí nghiệm phải được nghiền như trình bày ở 9.3.2 sao cho mẫu qua được mặt sang 200 µm1).
Sau đó đặt mẫu vào một hộp kín, rồi gắn xi lại. Dán nhãn vào hộp chứa trong đó ghi đầy đủ các chi tiết của mẫu ban đầu và phương pháp xử lý tiếp theo.
9.3 Các phương pháp
9.3.1 Các phương pháp sấy
Mục đích sấy mẫu tro là để mẫu qua máy nghiền và thiết bị giản lược mẫu được dễ dàng, không tổn hao và không bị nhiễm bẩn.
Sấy có thể tiến hành ở bất kỳ giai đoạn nào trong quá trình chuẩn bị mẫu thấy là cần thiết. Cần cẩn thận để mẫu không bị oxy hóa trong khi sấy hoặc không bị tác dụng của nhiệt cũng như tránh để máy nghiền quá nóng khi nghiền. Các mẫu được sấy khô đến khi than khô rõ rệt. Nhiệt độ và thời gian sấy ghi trong bảng 12 là đủ để sấy mẫu, nhưng nếu cần có thể để thời gian sấy lâu hơn.
Bảng 12 - Thời gian sấy
|
Nhiệt độ |
Thời gian giờ |
|
15oC cao hơn nhiệt độ môi trường nhưng không vượt quá 25oC |
Tốt nhất là không quá 24 giờ |
|
30oC |
6 |
|
45oC(*) |
3 |
|
1050C(*) (chỉ dùng với các loại than cao cấp)** |
1 |
Chú thích bảng 12
* Nếu phải tiến hành thí nghiệm tính kết dính hoặc độ trương nở đối với mẫu than thì không được sấy ở nhiệt độ trên 30oC, trừ khi có kinh nghiệm về loại than đang xem xét, là cách sấy khô không gây ảnh hưởng đối với kết quả của phép thử.
** trong phạm vi tiêu chuẩn này các loại than biến tính cao được xác định là loại than trong các mục 0 đến 5 của phân loại quốc tế về phân loại than đá do Ủy ban kinh tế LHQ và Châu Âu đề ra.
Để đạt được nhiệt độ này có thể dùng một buồng hoặc một lò và tốc độ gió thay đổi (tốc độ thay đổi của không khí) phải nhỏ hơn 1 lần trong một phút. Các mẫu được dải thành một lớp đồng đều để có mật độ không lớn hơn 1g/cm2.
Nếu lấy một mẫu chung để cho mẫu tro và mẫu ẩm thì việc sấy khô là một phần của việc xác định hàm lượng ẩm toàn phần. Trong trường hợp này phương pháp sấy khô bằng không khí được quy định theo 8.4.2, với các chi tiết để tính toán cần thiết.
Nếu dùng máy nghiền kín để tránh mất ẩm thì không cần sấy khô mẫu trong giai đoạn đầu chuẩn bị mẫu.
Nếu tiến hành sấy khô trong giai đoạn thứ hai thì không cần chú ý đến tổn thất nào về khối lượng vì mẫu ẩm sẽ được lấy đi từ trước.
9.3.2 Các phương pháp giảm cỡ hạt
Cỡ hạt phải được nghiền nhỏ bằng phương pháp cơ khí, dùng các máy nghiền như mô tả ở mục 6.1 phụ lục A. Trong giai đoạn chuẩn bị thứ hai phải dùng các máy nghiền chạy điện, tốt nhất là loại tốc độ cao.
Các chú ý cần thiết đối với máy nghiền tốc độ cao được trình bày ở mục A.6.1 phụ lục A.
Không được sàng các mẫu dự kiến để phân tích - để lấy đi các hạt trên sàng cho nghiền lại. Điều này là một thực tế xấu vì vật liệu khó nghiền thì thông thường là loại than phiến và không thể trộn lại với than đã nghiền.
Vì như đã nói ở trên, các sai số giản lược mẫu tăng lên do sự có mặt của than kẹp. Để phù hợp, tốt nhất là dùng mức lọt sàng 99% để kiểm tra các máy nghiền (xem 9.3.5).
Các máy nghiền phải làm sạch cẩn thận theo định kỳ đều đặn và sau mỗi lần nghiền một loại than khác. Dùng dòng khí nén hoặc kiểu máy làm sạch chân không công nghiệp là thích hợp.
Nghiền bằng tay với trục đập hoặc báu lớn chỉ dùng để đập vỡ các hạt quá cỡ, để cấp liệu lớn nhất cho máy nghiền trong buồng chuẩn bị mẫu, hoặc chỉ dùng trong trường hợp ngoại lệ (thí dụ, ở ngoài trời, mặc dù nên dùng các máy nghiền xách tay).
9.3.3 Các phương pháp trộn
Các sai số giản lược mẫu có thể giảm được nhiều nếu trộn kỹ mẫu trước khi giản lược. Trộn mẫu có thể tiến hành theo một trong các phương pháp sau đây:
a) cho mẫu liên tiếp qua máng chia ba lần và gộp lại hai phần sau mỗi lần chia;
b) dùng các thiết bị trộn cơ khí (dùng cho giai đoạn thứ hai giản lược mẫu);
c) trong một thiết bị giản lược kiểu quay, một đợt trộn có thể đạt được bằng cách lấy thùng ghép ra và thay thế bằng một thùng chứa hình trụ. Tuy nhiên trộn mẫu bằng thiết bị giản lược mẫu cơ khí là thích hợp và không cần phải thêm lần trộn nào khác nữa.
Các phương pháp trộn bằng tay không nên dùng. Đặc biệt là các phương pháp bao gồm cả việc tạo mẫu thành một đống hình nón, thường dẫn đến việc phân tầng hơn là trộn đều. Trộn bằng tay vật liệu mịn cỡ hạt lớn nhất nhỏ hơn 2mm rất khó vì sấy khô và mịn nên vật liệu có khuynh hướng phân tầng và tổn hao dạng bụi.
9.3.4 Các phương pháp giản lược mẫu
Giản lược mẫu là quy trình để lấy ra một mẫu có khối lượng yêu cầu từ một mẫu than có khối lượng lớn hơn mà không phải thay đổi cỡ hạt. Việc giản lược mẫu có thể tiến hành bằng máy giản lược mẫu hoặc dùng một máng chia. Cả hai trường hợp này mẫu đều được thu trộn lại bằng cách lấy một số lớn các mẫu đơn nhỏ.
Không nên giản lược bằng cách tạo nón và chia tư.
Mỗi công đoạn giản lược mẫu có thể tiến hành theo nhiều đợt (thí dụ, khi dùng máng chia nên qua 3 đợt để giản lược mẫu đến một phần tám) hoặc chỉ một đợt giản lược mẫu (thí dụ, khi dùng một máy giản lược mẫu kiểu quay, mỗi lần có thể lấy một phần hai bốn). Nếu dung lượng chung của hộp mẫu ở máy giản lược mẫu nhỏ hơn khối lượng mẫu thô thì mỗi đợt phải tiến hành theo một loạt bước. Như vậy một đợt là một lần qua máy giản lược mẫu của tất cả mẫu và một bước là một lần qua mẫu chia của một phần vật liệu.
Than "ướt rõ rệt" không thể qua một cách dễ dàng hoặc có khuynh hướng dính vào thành thùng chứa của máy giản lược mẫu được máng chia. Trong trường hợp như vậy cần phải sấy khô mẫu như trình bầy ở 9.3.1 trước khi giản lược mẫu.
a) Giản lược bằng thiết bị cơ khí
Điều lợi chủ yếu của máy giản lược mẫu cơ khí là các máy này trích ra một phần than với một số lớn các mẫu con. Nếu máy giản lược mẫu lấy ra một số ít hơn khoảng 15 mẫu con thì độ chính xác sẽ giảm rõ rệt, như vậy phần được thu thập phải không quá nhỏ. Trong các trường hợp này tốt hơn là tiến hành giản lược mẫu làm hai đợt.
b) Giản lược bằng máng giản lược
Với một máng giản lược mẫu, mẫu được chia thành hai phần có khối lượng xấp xỉ nhau. Một phần dùng để giản lược tiếp, một phần có thể loại. Có thể tiến hành chia nhỏ đến khối lượng bất kỳ theo yêu cầu bằng cách bước liên tiếp.
Than từ thùng chứa được cấp ổn định vào máng giản lược với điều kiện là than được phân bố đều trên toàn bộ các máng. Than phải được rơi tự do, tức là không hướng về một phía của máng giản lược và tốc độ cấp liệu phải được không chế sao cho các máng không bao giờ bị tắc. Khi một giai đoạn giản lược mẫu yêu cầu phải có hai hoặc nhiều bước hoặc đợt, mẫu phụ giữ lại ở mỗi bước hoặc đợt phải lấy lần lượt từ mỗi bên của máng giản lược.
Phải cẩn thận để không xảy ra mất ẩm khi tiến hành giản lược mẫu ẩm từ máng giản lược. Có thể dùng máng giản lược kiểu kín để giản lược các mẫu ẩm hoặc giản lược than khô để tránh mất bụi.
9.3.5 Phương pháp kiểm tra máy nghiền
Cần phải chắc chắn rằng máy nghiền phải nghiền được than đủ nhỏ. Như vậy các máy nghiền đang sử dụng phải kiểm tra định kỳ, chẳng hạn mỗi tuần một lần. Tốt nhất là bằng cách đưa qua máy nghiền một mẫu than "khó nhất" được xử lý tại phòng thử nghiệm.
Than phải được xử lý theo cách bình thường và sau đó than đã nghiền phải đưa sàng trên sàng 100Cm để chắc chắn rằng 99% khối lượng than lọt sàng.
9.4 Thiết bị
Thiết bị cần thiết để nghiền nhỏ cỡ hạt, trộn giản lược là máy nghiền, máy trộn, máy giản lược cơ khí và máng giản lược. Mô tả chi tiết các thiết bị này trình bầy ở phụ lục A.
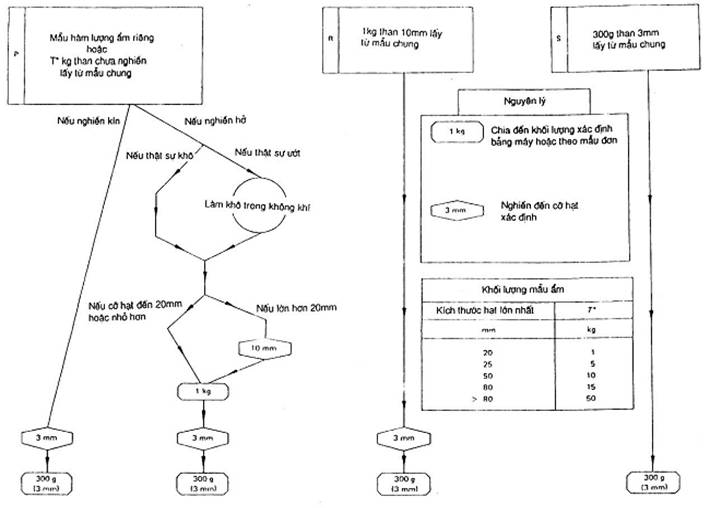
Hình 3 - Xác định hàm lượng ẩm theo phương pháp A hoặc B
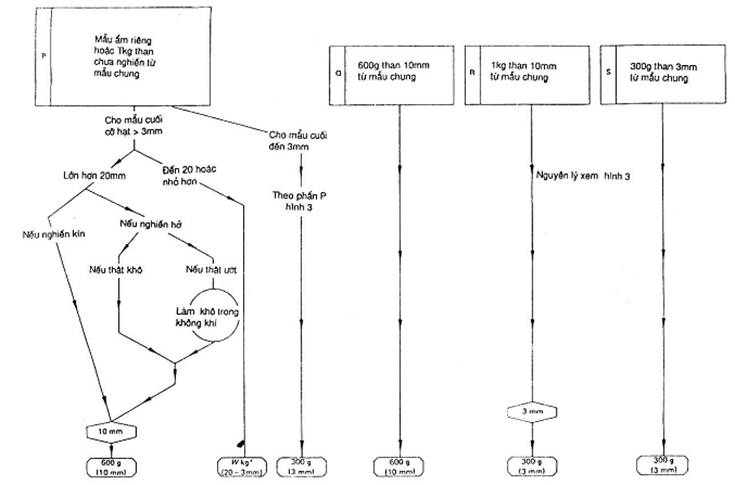
Hình 4 - Xác định hàm lượng ẩm theo phương pháp C (chỉ áp dụng đối với than không dễ oxy hóa)
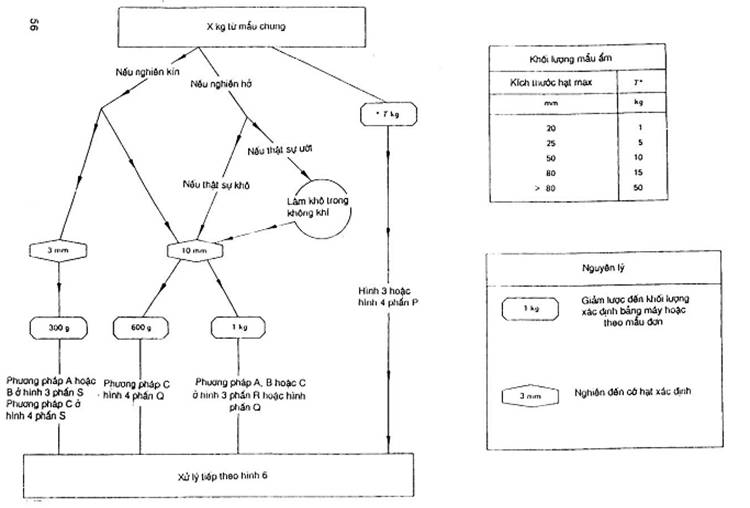
Hình 5 - Xử lý mẫu chung
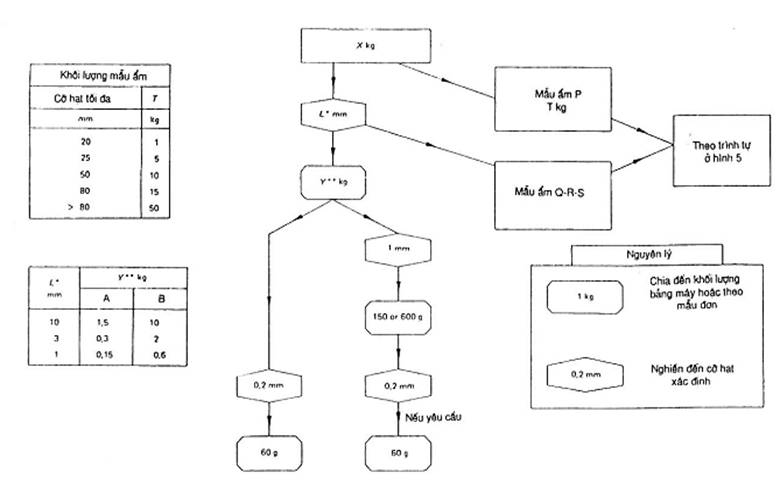
Hình 6 - Chuẩn bị mẫu phân tích chung
Phụ lục A
Thiết bị lấy mẫu
Mục lục
A.1 Đối tượng
A.2 Mở đầu
A.3 Các yêu cầu chung
A.3.1 Cách lấy mẫu
A.3.2 Chuẩn bị mẫu
A.4 Dụng cụ bằng tay thu thập mẫu đơn
A.4.1 Khoan
A.4.2 Hộp
A.4.3 Xẻng
A.4.4 Vòng thử
A.4.5 Khung mẫu
A.4.6 Xông lấy mẫu
A.5 Thiết bị chạy điện thu thập mẫu đơn
A.5.1 Dòng than đang rơi - Máng phân nhánh
A.5.2 Dòng than đang rơi - Thùng có khe
A.5.3 Dòng than đang rơi - Tay đòn lắc
A.5.4 Dòng than đang rơi - Gần đẩy
A.5.5 Băng tải chuyển động - Cánh tay cào
A.5.6 Máy nâng gầu - Xe hộp hay ngăn rút
A.6 Thiết bị chuẩn bị mẫu
A.6.1 Thiết bị giảm cỡ hạt
A.6.2 Thiết bị trộn mẫu
A.6.2.1 Thùng trộn hai côn đối với than cỡ 1,0 ¸ 200m
A.6.2.2 Máng giản lược
A.6.3 Thiết bị giản lược mẫu
A.6.3.1 Các máng giản lược mẫu
A.6.3.2 Thiết bị giản lược mẫu cơ khí
a) Thiết bị giản lược mẫu hai côn
b) Thiết bị giản lược mẫu kiểu quay
A.7 Thiết bị chung
A.7.1 Máy cân
A.7.2 Buồng sấy không khí
A.7.3 Thùng chứa mẫu
A.8 Thiết bị lấy mẫu trọn bộ
A.8.1 Dòng than đang rơi - Van quay
A.8.2 Dòng than đang rơi (than cám) - Lỗ di động
A.8.3 Dòng than đang rơi - Nắp dao động
A.8.4 Dòng than đang rơi - Gầu di động
A.8.5 Dòng than đang rơi - Hộp lấy mẫu có khe
A.8.6 Toa xe - Các ống lấy mẫu
A.9 Thiết bị liên hợp nghiền và chia
A.9.1 Máy để chuẩn bị các mẫu 3 mm
A.9.2 Máy để chuẩn bị các mẫu 200 mm.
A.1 Đối tượng
Phụ lục này trình bầy các thí dụ điển hình về thiết bị dùng để thu thập mẫu than, vận chuyển mẫu và chuẩn bị mẫu cho phân tích.
A.2 Mở đầu
Phụ lục này gồm nhiều mục, mỗi mục trình bầy khái quát một kiểu thiết bị, đồng thời có các hình vẽ minh họa nguyên lý.
A.3 Các yêu cầu
A.3.1 Lấy mẫu
Tùy theo các điều kiện mà tại đó có thể thu thập các mẫu than, các thiết bị lấy mẫu nhằm đạt các mục đích sau đây:
a) thu thập mẫu từ một dòng than đang rơi;
b) thu thập mẫu từ các băng tải;
c) thu thập mẫu từ than được bốc xếp trong toa xe hoặc phương tiện vận chuyển khác hoặc tại kho than.
Thiết bị tổng hợp là máy lấy mẫu thích hợp và máy chuẩn bị mẫu kết hợp lại thành một bộ duy nhất để có thể thu thập và chuẩn bị các mẫu đơn thành các mẫu trong một dây liên tục nhiều động tác công việc.
Thiết bị lấy mẫu dùng được phải là thiết bị lấy được mẫu đại diện và phải đáp ứng đầy đủ các yêu cầu sau:
a) dung tích của thùng chứa mẫu đơn phải sao cho khi thu thập một mẫu đơn thì các thùng đó không được đầy đến ba phần tư dung tích của chúng;
b) chiều dài thùng gom mẫu của thiết bị đưa ngang qua phải đảm bảo quét hết được toàn bộ chiều rộng của dòng than;
c) chiều rộng của miệng thùng gom mẫu phải không được nhỏ hơn 2,5 lần cỡ hạt của than hoặc khoảng 30 mm trở lên;
d) trong quá trình thu thập mẫu đơn, các cục than lớn và rắn hoặc đá cục hoặc đá phiến không được đẩy sang bên cạnh;
e) không được để hư hao than đã thu thập vào mẫu khi lấy mẫu ra;
f) thiết bị lấy mẫu phải không bị tắc vì than ẩm trong khi thu thập mẫu.
A.3.2 Chuẩn bị mẫu
Các máy chuẩn bị mẫu cần cho;
a) chuẩn bị mẫu cơ sở thành mẫu thử nghiệm;
b) chuẩn bị mẫu phân tích từ mẫu thử nghiệm;
c) chuẩn bị mẫu phân tích từ các mẫu cơ sở.
Tính năng của máy nghiền mẫu và chia mẫu phải đạt được yêu cầu là các mẫu giữ được tính đại diện, tức là khối lượng và hàm lượng ẩm không được mất mát, và các mẫu không bị nhiễm bẩn.
Các máy chuẩn bị mẫu phải sau:
a) khi chuẩn bị mẫu thử nghiệm từ các mẫu lớn: đảm bảo giảm cỡ hạt đến dưới 3 mm và giản lược mẫu đến số mẫu thử nghiệm cần có với khối lượng nhất định;
b) khi chuẩn bị mẫu phân tích từ các mẫu thử nghiệm: giảm cỡ hạt đến dưới 200 mm và có được số lượng cần thiết các mẫu phân tích với khối lượng yêu cầu;
c) khi chuẩn bị các mẫu phân tích từ các mẫu cơ sở giảm cỡ hạt đến dưới 200 mm và có được một số lượng cần thiết với khối lượng yêu cầu.
A.4 Thiết bị cầm tay để thu thập mẫu đơn
Thiết bị này bao gồm các dụng cụ lấy mẫu bằng tay, không gồm các dụng cụ cần một nguồn động lực để vận hành.
A.4.1 Các mũi khoan (xem hình A.1)
Các mũi khoan được dùng lấy mẫu các loại than nhỏ đã tuyển cỡ hạt đến 25 mm trong toa xe hoặc tại kho chứa than. Một mũi khoan gồm hai lưỡi khoan lắp cố định trên một chi tiết vặn chéo gắn vào một cán nhôm hoặc thép dài 1m. Hai lưỡi khoan này tạo với nhau một phần hình nón, phân nhánh và xoắn lại ở đầu dẫn; mũi khoan được đưa sâu vào trong lớp than nhờ chuyển động xoáy.
A.4.2 Hộp1) (xem hình A.2)
Một kiểu hộp thích hợp để lấy mẫu dòng than đang rơi được trình bầy ở hình vẽ. Miệng hộp ít nhất phải bằng 2,5 lần cỡ hạt lớn nhất của than đang lấy mẫu; các hộp không thích hợp đối với việc lấy mẫu dòng than đang chuyển động cỡ hạt lớn hơn 80 mm.
A.4.3 Xẻng (xem hình A.3)
Các kiểu xẻng thích hợp dùng tại các băng tải hoặc dùng với than tĩnh được trình bày ở hình vẽ. Miệng xẻng phải ít nhất bằng 2,5 cỡ hạt than lớn nhất trong than đang lấy mẫu; các xẻng không phù hợp để lấy mẫu tại các dòng than đang chuyển động có cỡ hạt lớn hơn 80 mm.
A.4.4 Vòng thử
Một vòng đường kính 150 mm lắp vào một cán, giúp cho người lấy mẫu xác định được tỷ lệ các cục than theo cỡ hạt khi lấy mẫu than lớn.
A.4.5 Khung lấy mẫu (xem hình A.4)
Đây là dụng cụ để phụ giúp lấy mẫu than trên băng tải đã dừng lại. Khung lấy mẫu được đưa sâu vào than cho đến khi tiếp xúc với băng tải theo suốt chiều rộng của băng, các mẫu đơn thu thập bằng cách vét toàn bộ than nằm giữa các mặt bên của khung.
Bất kỳ cục than lớn nào bị khung lấy mẫu chặn lên, phần bên trái được đẩy vào mẫu, và các cục ở phần bên phải thì đẩy ra ngoài mẫu, hoặc ngược lại.
Khoảng cách giữa các bên của khung lấy mẫu ít nhất phải bằng 2,5 lần cỡ hạt lớn nhất. Chiều cao của khung lấy mẫu phải lớn hơn chiều dầy của lớp than trên băng tải.
A.4.6 Các xông lấy mẫu [xem các hình A.5.a) đến A.5.d)]
Các xông lấy mẫu được dùng để lấy mẫu than có cỡ hạt nhỏ đến 25 mm - theo toàn bộ chiều sâu đống than mà không cần đảo lộn toàn bộ đống than; thí dụ, một toa đầy than có thể được lấy mẫu theo cách này mà không cần phải rỡ than khỏi toa xe. Các xông lấy mẫu có dạng trụ để đưa sâu thẳng đứng - hoặc nghiêng một góc nhỏ - để đưa sâu vào than cho đến khi xông lấy mẫu chạm đáy của đống than.
Dùng xông lấy mẫu đôi khi đưa sâu vào trong than và thường có xu hướng trút lại than khi rút ống ra. Đường kính trong của xông lấy mẫu ít nhất phải là 2,5d, trong đó d là cỡ hạt lớn nhất của than đang lấy mẫu. Khi mở xông thì mẫu có thể phân thành từng lớp, như vậy ta có được thành phần của mẫu và ghi lại đầy đủ sự không đồng nhất của than.
Để lấy mẫu than bụi khô có thể dùng các loại xông như trên nhưng cần trang bị thêm một dụng cụ để có thể phun một tia nước tại đáy của xông trước khi rút ra.
Dưới đây trình bầy 4 loại xông:
a) xông lấy mẫu gồm hai nửa ống làm bằng thép cán nguội, được thiết kế để hai nửa ống đó trượt được với nhau tạo thành một hình trụ khép kín. Các xông lấy mẫu loại này có chiều dài khác nhau, đến 3,5m, các xông lấy mẫu dài dễ sử dụng nhất là đối với than có cỡ hạt nhỏ hơn 1,5mm.
b) xông lấy mẫu gồm một ống hình trụ hơi côn một chút dọc theo trục, để phần côn giữ được vật liệu chứa trong ống. Nếu dùng tay cầm thì có thể tạo cho xông một chuyển động quay, mục đích để xông đưa sâu vào than.
c) xông lấy mẫu gồm một lòng máng, hai cạnh lòng máng có rãnh và một tấm có thể trượt dọc theo rãnh. Máng được mở khi đưa các tấm trược dọc theo các rãnh và toàn bộ thiết bị được rút ra.
d) xông lấy mẫu là một ống có mặt cắt ngang hình tròn, có các lỗ như trình bầy trên hình vẽ. Ống xông này được đẩy vào trong than sau đó xoắn để tác động xoắn làm cho ống được đầy than. Điều nguy hại là ống mẫu có thể tạo một lỗ hình bầu dục, khi xoắn có thể tránh được điều này bằng cách dùng một que gỗ lồng vào trong ống mẫu và làm kín các lỗ lại. Khi xông chạm tới đáy của than thì rút que gỗ ra, bằng cách đó lúc xoắn ống mẫu ta vẫn có tiếp xúc giữa các lỗ và than, và ống mẫu được điều đầy dần dần. Trong kiểu này không cần thiết kiểm tra mức độ không đồng nhất của than.
A.5 Thiết bị hoạt động bằng điện để thu thập mẫu đơn
Có rất nhiều loại thiết bị lấy mẫu tự động chạy điện. Ở đây chỉ trình bầy một số sơ đồ nguyên lý đại cương các kiểu khác nhau. Các máy lấy mẫu tự động có thể kèm theo hệ thống đập và giản lược để giảm khối lượng của các mẫu đơn có cỡ hạt lớn. Điều quan trọng là mẫu phải được bảo quản trong các thùng chứa kín.
Tất cả các thiết bị lấy mẫu tự động hoặc cơ khí đều phải kiểm tra bằng cách so sánh các mẫu có được các mẫu lấy bằng thủ công do các nhân viên lấy mẫu lành nghề thu thập, để đảm bảo tránh khỏi sai lệch lấy mẫu.
Các loại máy lấy mẫu được phân loại theo hệ thống lấy mẫu có liên quan.
Các máy lấy mẫu từ các dòng than đang rơi phải có gầu mà chiều rộng bằng toàn bộ chiều rộng của dòng than và cắt qua dòng theo hướng song song hoặc thẳng góc với chiều chuyển động của băng tải. Điều cần thiết là gầu đi qua dòng than với tốc độ đều và chiều rộng của gầu phải liên quan chặt chẽ với cỡ hạt than. Mặt khác kiểu máy lấy mẫu này thường đi qua dòng than hai lần để thu thập một mẫu đơn (từ trước ra sau và ngược lại) và gầu chứa mẫu phải có kích thước sao cho đến cuối hành trình vẫn không đầy than. Thay đổi hướng ở cuối dòng phải thực hiện ở chỗ không có than rơi. Gầu bị nghiêng ở cuối mỗi chuyển động kép và mẫu được trút ra. Cách khác gầu có thể điền đầy ở một chuyển động và sau đó đổ ra hoặc đóng lại theo lượt về.
A.5.1 Dòng than đang rơi, máng phân nhánh (hình A.6)
Dụng cụ này lấy các mẫu đơn từ một dòng than đang rơi bằng cách làm lệch hướng toàn bộ dòng than trong nhánh này hoặc nhánh khác của một máng hai nhanh, chuyển động của nắp che hướng chảy, thông thường phải khống chế thời gian và tỷ lệ khối lượng của mẫu với khối lượng của lô hàng, phụ thuộc vào thời kỳ nắp được duy trì ở các vị trí luân phiên của nó. Nếu tốc độ dòng than thất thường thì cần phải điều khiển thiết bị theo số lượng được chuyển đi (thí dụ dùng một cân băng tải).
Nắp phải truyền động với một tác động "bản lề" nhanh để thời gian nắp qua dòng than là không đáng kể so với thời gian toàn bộ dòng than đổi hướng. Tác động như thế có thể tạo ra bằng máy nén khí, hoặc đối với than nhỏ, bằng tác động điện từ.
A.5.2 Dòng than đang rơi, hộp có khe (hình A.7)
Một hộp có lỗ dạng khe chữ nhật được kéo qua một dòng than đang rơi để lấy mẫu. Hộp hứng này được bố trí thẳng góc với hướng của băng tải. Hộp có khe đi ngang qua toàn bộ chiều rộng của dòng than và một "dải" liên tục vật liệu sẽ thu thập được. Chiều rộng của khe ít nhất phải bằng 2,5 lần cỡ hạt lớn nhất của than, nếu không than có thể bị mắc lại, do đó thường không sử dụng loại thiết bị này lấy mẫu than có cỡ hạt lớn hơn 20 mm.
Khối lượng mẫu đơn tùy thuộc vào chuyển đi trong một đơn vị thời gian và tốc độ của hộp có khê đi qua dòng than đang rơi. Thể tích của hộp có khe phải đủ lớn để không đầy tràn than khi lớp than trên băng tải là lớn nhất.
A.5.3 Dòng than đang rơi, tay đòn lắc (xem hình A.8.a và A.8.b)
Thiết bị lấy mẫu kiểu tay đòn lắc được thiết kế để lấy mẫu tại đầu rỡ tải của một băng chuyền và dùng thích hợp đối với các vị trí mà độ cao thẳng đứng ở một giới hạn nhất định.
a) theo cách bố trí của thiết bị, một gầu nặng được đung đưa một lần, giống như một con lắc qua toàn bộ chiều rộng của dòng vật liệu. Mẫu đơn thu được sẽ được trút vào một bun ke chứa mẫu. Năng lượng để vận hành thiết bị này đôi khi được trích từ tang quay của băng chyền và cũng có thể vận hành tự động sau khoảng thời gian bằng nhau hoặc sau khi vượt quá khối lượng quy định nếu ở thiết bị có lắp một thiết bị cân bằng tải.
b) một loại thiết bị lấy mẫu nữa gồm khung hình chữ nhật có khoan một số lỗ với kích thước đủ lớn ở mặt trên. Cánh tay đu đưa qua toàn bộ chiều rộng của dòng than và than qua các lỗ mà rơi và một băng chuyền nhỏ lắp trong khung. Băng chuyền này trút tải vào một máng hoặc vào một phễu chứa.
A.5.4 Dòng than đang rơi, gầu đẩy (hình A.9)
Thiết bị này để lấy mẫu từ một dòng than đang rơi. Thiết bị thu thập mẫu là một gầu chuyển động qua toàn bộ chiều rộng của dòng than, có đáy tháo rời được. Gầu được đẩy bằng một cần và ở vị trí trung gian thì không có dòng than rơi. Khi cần đẩy hoạt động gầu mở đáy được đẩy qua dòng than từ phía trước ra phía sau. Sau đó đáy được đóng lại và gầu được kéo về bằng cần đẩy để gầu đi qua dòng than đang rơi và thu thập mẫu. Khi gầu trở về "vị trí ban đầu" cuối hành trình "lên" thì đáy tự động mở để lượng than chứa bên trong roi vào phễu góp. Từ phễu này than được chuyển đến một máy đập và sau đó đến một bộ phận nạp liệu, từ đó sẽ thu thập được một mẫu thứ hai nhờ một lỗ quay, phần than còn lại thì thải bỏ. Sau đó có thể nạp than vào máy tiếp theo nhờ máy giản lược mẫu tiếp theo cho đến khi chuẩn bị xong mẫu phòng thí nghiệm cuối cùng. Cần đẩy có thể vận hành bằng khí nén, thủy lực hoặc cơ khí. Thiết bị có thể lắp ở đầu một băng tải mà không cần sửa đổi gì lớn.
A.5.5 Băng chuyển động, cánh tay cào (xem hình A.10)
Cánh tay cào vận hành bằng cách vét các mẫu đơn qua chiều rộng của băng tải. Vì chuyển động của băng tải làm cho các hạt than mịn bị phân tầng xuống đáy lớp liệu trên băng tải nên phải điều chỉnh thiết bị lấy mẫu phù hợp với độ cong của băng theo chiều rộng của nó, nhằm tránh sai lệch mẫu. Hình dáng của gầu cào cũng quan trọng vì khi quét qua dòng than sẽ tạo nên một "sóng lượng hình cung" ở trước nó, chiều hướng là đẩy các cục than lớn sang bên cạnh và loại chúng ra ngoài. Tốc độ cũng phải hiệu chỉnh cẩn thận. Khi được hiệu chỉnh đúng gầu cào sẽ đáp ứng tốt với than có cỡ hạt đến 50 mm.
Khối lượng của mẫu đơn phụ thuộc vào tải lượng trên băng chuyền và chiều rộng của gầu cào. Thiết bị có thể vận hành tự động theo các khoảng thời gian bằng nhau, hoặc theo các khối lượng vượt qua các khối lượng quy định nếu có lắp một cân băng tải.
A.5.6 Gầu nâng, xe hộp hoặc ngăn rút (hình A.11)
Thiết bị này thích hợp để đặt điểm trút tải của một gầu nâng và gồm một thùng chứa để giữa lượng than ít nhất của một gầu hoặc đôi khi hai gầu. Thiết bị này không nhạy đối với hiện tượng phân tầng và dùng được với tất cả cỡ hạt nhưng vận hành hiệu quả và độ chính xác của mẫu phụ thuộc vào mức độ dầy đều của gầu. Thiết bị vận hành theo các khoảng thời gian bằng nhau hoặc sau mỗi lần đạt được số gầu quy định. Một tấm dẫn để hướng lượng than của các gầu lựa chọn chẩy vào xe.
Dùng một xe hộp nối với các máng hai nhánh.
A.6 Thiết bị chuẩn bị mẫu
Thiết bị chuẩn bị mẫu (không kể thiết bị sấy mẫu), có thể chia làm 3 loại:
a) thiết bị giảm cỡ hạt;
b) thiết bị trộn mẫu;
c) thiết bị giản lược mẫu.
A.6.1 Thiết bị giảm cỡ hạt
Thiết bị giảm cỡ hạt là các thiết bị cơ khí và các máy gọi là "máy nghiền" theo mục đích của tiêu chuẩn này. Các máy nghiền tốc độ cao để đảm bảo cho sản phẩm có được cỡ hạt quy định thậm chí sản phẩm đó là loại than đã có hàm lượng tro cao, hoặc loại than có đá kẹp.
Các máy nghiền có nhiều loại, máy nghiền hàm, nghiền trục, máy nghiền đĩa và máy nghiền chấn động tốc độ cao - máy này đặc biệt thích hợp để nghiền mịn (đến 200mm).
Tất cả các loại máy nghiền đều phải chế tạo bằng loại vật liệu chịu nhiệt. Các chi tiết của máy nghiền tiếp xúc với than đều phải làm bằng vật liệu chịu mòn để tránh nhiễm bẩn mẫu và để tránh quá nhiệt có thể gây oxy hóa than hoặc làm mất độ ẩm của than.
Các máy nghiền phải dễ làm sạch. Máy nghiền tốc độ cao thường có khuynh hướng bị nóng lên và các mẫu không được giữ lâu trong máy đó vì có thể bị ảnh hưởng. Nếu dùng một máy nghiền cho một loạt mẫu thì phải được làm nguội sau mỗi mẫu để tránh hiện tượng oxy hóa và làm mất ẩm của các mẫu tiếp theo.
Các máy nghiền tốc độ cao hiện đại có thể bị hư hại nghiêm trọng do sắt từ ngoài đưa vào hoặc các vật liệu có sắt khác ở trong mẫu. Một máy phân ly từ đặt trên máng dẫn tới máy là điều kiện an toàn thuận tiện để chống hiện tượng đó.
Hiệu quả của máy nghiền mịn đến 200 mm, phải đảm bảo có ít nhất 99% mẫu đạt được cỡ hạt đó.
Mặc dù máy nghiền chấn động tốc độ cao là hiệu quả nhất với các loại than, các thiết bị này đưa không khí vào cùng với mẫu do tác động giống quạt gió của máy búa quay; để tránh mất than mịn hoặc bụi than, cần phải giảm luồng không khí thổi qua máy nghiền bằng cách dùng các hộp chứa có cửa vào và cửa ra kín hoặc bằng cách lắp vào cửa ra của máy nghiền một túi hút.
Kiểu máy nghiền mới loại hình côn kín tốc độ thấp, đặc biệt đáng chú ý ở chỗ máy này nghiền mẫu giữa tang quay hình nón bằng vật liệu cacbit vonfram và một vỏ cố định để lắp liền với một máy giản lược mẫu kín loại kiểu quay (xem A.6.3). Một ưu điểm là sản phẩm ra có cỡ hạt đồng đều và không quá vụn.
Các máy nghiền phải được định kỳ làm sạch và luôn phải làm sạch trước khi dùng với loại than khác. Nên dùng một luồng khí nén hoặc một thiết bị làm sạch công nghiệp kiểu chân không là thích hợp.
A.6.2 Thiết bị trộn mẫu
Thiết bị trộn mẫu phải không làm vỡ than, không sinh ra bụi, không làm ẩm mẫu. Máy trộn phải được điều chỉnh điều kiện làm việc bằng loại than đang dùng hoặc bằng loại than khác có hàm lượng ẩm tương tự.
Có hai loại máy trộn thích hợp là: Máy trộn kiểu cánh quay, máy trộn tay quay và máy trộn hai côn.
A.6.2.1 Máy trộn hai côn dùng cho than cỡ hạt 1,0 mm đến 200 mm (xem hình A.12)
Máy trộn hai côn thích hợp với việc trộn phần than còn lại ở giai đoạn thứ nhất của giản lược mẫu. Máy gồm một đoạn hình trụ ngắn, một vách ngăn nghiêng và một nắp đậy kín ở hai đầu có tai hông. Một trục đi qua tâm của máy trên và quay trong các ổ đỡ lắp trên một gối đỡ thích hợp. Máy trộn được quay bằng tay với tốc độ 60 vòng/phút
Với khối lượng từ 0,25 kg trở xuống thì cần trộn một phút là đủ, với lượng than lớn hơn cần phải trộn trong 4 phút.
A.6.2.2 Có thể dùng máng giản lược để trộn mẫu (xem A.6.3.1)
A.6.3 Thiết bị giản lược mẫu
Giản lược mẫu có thể tiến hành bằng máng giản lược hoặc bằng máy giản lược kiểu quay chạy điện. Máy giản lược mẫu kiểu quay chạy điện có ưu điểm là có thể nhận một số lớn mẫu đơn mà thực sự không cần phải trộn - trừ trường hợp trước khi lấy mẫu phân tích, vì việc trộn được tiến hành trước giai đoạn cuối khi giản lược mẫu than có hàm lượng tro cao, hoặc khi yêu cầu có sai số nhỏ khi giản lược mẫu.
Các máy giản lược mẫu phải được điều chỉnh điều kiện làm việc bằng than đang dùng hoặc bằng một loại than khác có hàm lượng ẩm tương tự.
A.6.3.1 Máng giản lược mẫu (xem hình A.13)
Máng giản lược là một dụng cụ giản lược mẫu không cơ khí, dùng dụng cụ này thì than đưa vào được chia thành hai nửa, một nửa được giữ lại một nữa được loại bỏ, thí dụ bằng cách cho than rơi qua một tấm ngăn có khe song song chiều rộng như nhau.
Các rãnh cấp liệu cho các thùng chứa đối diện. Dụng cụ này mang xách được và khi giản lược mẫu thường cấp liệu bằng tay.
Máng giản lược mẫu phải có tính đối xứng (để có thể lấy phần mẫu từ bất kỳ bên nào). Tất cả các bề mặt mà than có thể lưu lại trên đó phải nghiêng không quá 30o so với phương thẳng đứng. Thùng thu nhận phải vừa khít với thân máng giản lược để giảm mất mát bụi than đến mức thấp nhất. Cần phải dùng máng giản lược thích hợp với cỡ hạt trên của than đưa giản lược vì sẽ có thể xuất hiện sai số nghiêm trọng nếu rãnh trong máng chia quá rộng hoặc quá nhỏ; hoặc nếu số rãnh với mỗi loại cỡ hạt không đủ số lần giản lược thích hợp đối với mỗi nửa phần của mẫu. Nói chung, chiều rộng rãnh phải khoảng 2,5 lần cỡ hạt trên của than, chiều rộng rãnh thích hợp với cỡ hạt cỡ hạt đến 10 mm là 25 mm và đối với cỡ hạt đến 3 mm thì chiều rộng rãnh thích hợp là 10 mm. Số rãnh với mỗi nửa máng phải ít nhất là 8 và có thể hiểu là nhiều hơn. Muốn máng giản lược đạt hiệu quả thì cho toàn bộ than qua máng giản lược 3 lần trước khi giản lược đến mẫu nhỏ.
A.6.3.2 Thiết bị giản lược mẫu cơ khí
Phần lớn thiết bị giản lược mẫu cơ khí thuộc loại quay, trong đó phễu nhận đặt trên bàn quay để chắn dòng than rơi từ một phễu chứa lên một đỉnh côn. Khe máy để than từ phễu chứa đi qua ít nhất là 2,5 lần cỡ hạt trên.
Có thể dùng các máy giản lược mẫu cơ khí khác miễn là phải thu thập được mẫu một cách hiệu quả với một số lớn các mẫu đơn và không để xuất hiện sự sai lệch.
a) Máy giản lược mẫu hai côn (xem hình A.14.a)
Một dòng than từ phễu chứa được rơi vào một côn đang quay; một hoặc hai rãnh trên hình côn cho phép dòng than rơi trực tiếp vào thùng thu mẫu với một phần của mỗi vòng quay. Chiều rộng của các rãnh thay đổi được để có thể điều chỉnh phần mẫu giữ lại khoảng 1/5 đến 1/10 nhưng bao giờ chiều rộng này cũng phải ít nhất bằng 2,5 lần cỡ hạt trên của than. Máy giản lược mẫu quay với vận tốc khoảng 60 vòng/phút. Máy này phù hợp với loại than cỡ hạt từ 10mm trở xuống.
b/ Máy giản lược mẫu kiểu quay (xem hình A.14.b)
Máy giản lược mẫu kiểu quay gồm một số (thí dụ 12) ngăn chứa có dạng hình quạt trên một bàn quay, vận tốc quay khoảng 60 vòng/phút. Mép đáy của ngăn chứa phải đủ lớn để tránh than chặn ngang cửa ra. Kích thước nhỏ nhất của cửa tại điểm chặn than phải ít nhất bằng 2,5 lần cỡ hạt trên của than. Như vậy số mỗi mẫu đơn riêng biệt được thu thập ở mỗi vòng quay và tỷ lệ phần mẫu giữ lại bằng số các ngăn chứa thích hợp; thí dụ: nếu có 12 hình quạt thì mỗi ngăn chứa giữ lại được 1/12, hai ngăn chứa được 1/6.v.v...
Có các loại máy thích hợp với các loại than cỡ hạt không lớn hơn 15 mm, 6 mm hoặc 10 mm, cũng có thể dùng loại nhỏ hơn để giản lược mẫu cỡ hạt 200 mm.
A.7 Các thiết bị chung
A.7.1 Các loại cân
Loại cân có độ chính xác 0,1% so với tải trọng lớn nhất của nó sẽ thỏa mãn khả năng cân lớn nhất không lớn hơn trọng lượng thông thường phải cân. Nên dùng các cân bàn trị số đọc trên mặt đồng hồ. Với các mẫu than lớn dùng loại cân 100kg có vạch chia 100g là thích hợp. Khi mẫu có trọng lượng trung bình, nên dùng cân 25 kg vạch chia đến 25 kg; đối với mẫu nhỏ nên dùng cân 10 kg với vạch chia 10g.
A.7.2 Buồng sấy kiểu không khí (xem hình A.15)
Nguyên tắc của buồng sấy không khí được trình bầy trên hình vẽ, một dòng khí đi qua một số ngăn trong đó than được rải thành các lớp mỏng. Không khí vào phải được nung nóng, trong trường hợp này phải khống chế nhiệt độ.
A.7.3 các thùng chứa mẫu (xem hình A.16)
Các thùng chứa dùng cho mẫu ẩm hoặc mẫu chung phải làm bằng loại vật liệu không thấm ướt, không ăn mòn, có chiều dài thích hợp và có nắp kín khít. Các thùng chứa bằng kim loại hoặc chất dẻo là thích hợp. Các thùng có lớp đệm cao su và được bắt chặt vào thân thùng bằng các đòn hoặc ren.
A.8 Thiết bị lấy mẫu liên hoàn
Mục này trình bày chi tiết một số thiết bị lấy mẫu liên hoàn. Với thiết bị liên hoàn này có thể tiến hành lấy mẫu than, giản lược mẫu than để có mẫu phân tích. Nghiền nhỏ cỡ hạt cũng có thể gồm cả trong hệ thống thiết bị này.
A.8.1 Dòng than đang rơi - Van quay (xem hình A.17)
Bộ thiết bị này gồm thiết bị lấy mẫu kèm theo thiết bị nghiền nhỏ và giản lược mẫu. Than chẩy xuống một máng nghiêng vừa khít với van tự động đặt trên cửa gom liệu. Cửa này có thể làm chệch hướng rơi của than theo phương thẳng đứng. Van được mở theo chu kỳ (mỗi chu kỳ khoảng 7 phút) trong thời gian 4 đến 5 giây nhờ một xi lanh khí nén. Sau đó mẫu đơn được chuyển đến băng tải lấy mẫu với tốc độ 80 mm/giây trên một tang quay từ tính, tại đây sắt lẫn vào sẽ được loại bỏ. Một van tự động kế đó gạt một phần than rơi vào máng khác dẫn đến một máy nghiền. Mẫu đi qua máy nghiền và sau đó được giản lược bằng cách tiếp tục cho đi qua một lưới, như vậy có được một tỷ lệ mẫu nhất định ở điều kiện đã được nghiền, trong thùng thu mẫu. Cách khác có thể dùng van tay để cấp than vào thùng thu mẫu ở điều kiện chưa nghiền.
Cách bố trí như vậy - như ở hình vẽ là để các liệu thừa và sắt vụn lấy khỏi băng tải mẫu được trở lại dòng ban đầu.
A.8.2 Dòng than đang rơi (than nhỏ) - lỗ di động (xem hình A.18)
Dụng cụ này có lắp thêm một hộp di động có khe hở để qua đó tháo đi than cám nhờ một cần vẹt. Hộp chuyển động ngang qua dòng than theo các khoảng thời gian định trước là 15 phút và lấy một tiết diện ngang dòng than.
Liệu được cấp vào một hộp, lượng than chứa trong hộp được chui qua ống côn. Dưới ống côn vát này người ta bố trí một cặp ống quay tròn để một phần mẫu được lấy vào trong thùng chứa mẫu khi các ống gom mẫu quay đúng vị trí dưới ống côn.
Phần than còn lại được đưa trở lại dòng chính. Thiết bị này không được dùng với than ướt kể cả than bùn.
A.8.3 Dòng than đang rơi - Nắp dao động (xem hình A.19)
Loại thiết bị này có thể dùng để thu thập các mẫu đơn từ một dòng than đang rơi cỡ hạt từ 50 mm trở xuống và để chuẩn bị các mẫu cơ sở thành các mẫu thí nghiệm, mỗi mẫu có khối lượng 0,5 kg. Cỡ hạt của các mẫu thí nghiệm nhỏ hơn 3 mm.
Thiết bị gồm van (3), bình thu mẫu đơn có thể dùng đưa qua lại qua dòng than, cơ cấu (2) để vận hành dụng cụ thu mẫu, một phần để tích chứa các mẫu đơn thu được, máy nghiền búa (8) để nghiền nhỏ cỡ hạt ban đầu của mẫu cơ sở đến 3 mm và máy giản lược mẫu hai cấp để giảm khối lượng mẫu cơ sở. Nếu cần thì phải lắp dài thêm một bộ phận cấp liệu vít giữa phễu (7) và máy nghiền (8).
Dụng cụ thu mẫu (3) đưa ngang theo chu kỳ qua toàn bộ chiều rộng của dòng than đang rơi và trút các mẫu than thu được vào máng (4) qua máng này than sẽ rơi vào phễu (7).
Mẫu cơ sở được nghiền đến 3 mm trong máy nghiền (8) và được chuẩn bị để có được từ 1 đến 8 mẫu phòng thí nghiệm trong ngăn chứa mẫu hai cấp.
A.8.4 Dòng than đang rơi, gầu di động (hình A.20)
Loại máy lấy mẫu kiểu này để thu thập các mẫu than từ một dòng than đang rơi.
Máy gồm một động cơ điện (4), hộp giảm tốc (8) một đĩa xích (7), đĩa xích không tải (6), hai xích vô tận (2) gầu (1), công tác giới hạn (5) và khung máy (3) trên đó lắp toàn bộ chi tiết của thiết bị.
Máy này dùng với than có cỡ hạt từ 200 mm trở xuống, độ ẩm đến 8%, trong dòng than lưu lượng đến 500 tấn/giờ.
Máng này dài 4 đến 5m và rộng khoảng 1mm đến 2m.
A.8.5 Dòng than đang rơi - Hộp có rãnh (hình A.21)
Loại máy lấy mẫu kiểu này dùng để thu thập các mẫu than trực tiếp từ băng tải.
Thiết bị gồm một động cơ điện (5), hộp giảm tốc (6), bánh xích chủ động (5), bánh xích không tải (2), hộp thu mẫu kiểu cào (3), tấm chắn giới hạn (8), một phễu (9), trong đó sẽ chứa các mẫu đã thu được vào khung máy (7), trên đó lắp toàn bộ các chi tiết của thiết bị. Thiết bị dùng cho loại than có cỡ hạt đến 200 mm có hàm lượng ẩm đến 14%, trong một dòng than lưu lượng đến 450 tấn/giờ.
Chiều rộng của băng tải khoảng 0,8 mm đến 1,0m và thiết bị có chiều dài khoảng 1,2m, rộng khoảng 2,4m.
A.8.6 Lấy mẫu tại các toa xe - Các ống lấy mẫu (xem hình A.22)
Dụng cụ lấy mẫu toa xe tự động gồm một hoặc nhiều ống thép lắp ở thành một thùng trút than (hoặc thành một toa lật) mà tại đó than sẽ rơi xuống.
Các ống rải ra một khoảng cách nhất định bên thành toa xe và các ống lỗ nghiêng hướng về phía tâm của toa xe đặt trong khung giữ toa. Khi nghiêng toa xe thì than rơi trên các ống lấy mẫu và một bộ phận của dòng than sẽ chẩy vào các lỗ ở phần nghiêng của các ống vẽ trên hình 28. Khi toa xe trút than lật lại vị trí ban đầu của nó thì than chảy xuống ống vào một thùng chứa, từ đó có thể tháo than ra hoặc có thể cấp vào máy nghiền và máy giản lược.
Tiết diện của toa than đã lấy mẫu được xác định theo góc của ống, vị trí các lỗ trong ống so với đỉnh của toa xe và đặc điểm chảy của than khi đổ xuống.
A.9 Thiết bị nghiền và giản lược mẫu
A.9.1 Máy chuẩn bị các mẫu 3mm (xem hình A.23)
Máy này dùng chuẩn bị mẫu than bằng cách nghiền nhỏ cỡ hạt đến 3 mm và chia mẫu thành các mẫu thí nghiệm với các khối lượng cần có.
Máy gồm phễu chứa (2), để gom mẫu, cấp liệu băng tải (1), máy nghiền búa (3), máy giản lược mẫu kiểu tang trống có gần (4), và máng giản lược (6), để tạo ra hai mẫu thí nghiệm. Cũng có một guồng tải xoắn (5), để loại bỏ phần mẫu ban đầu không cần có, và các thiết bị điện cần thiết. Thiết bị này dùng cho than đến cỡ hạt đến 150 mm hàm lượng ẩm đến 12% và sẽ cho mẫu cuối cùng cỡ hạt 3 mm. Khối lượng mẫu thí nghiệm nhận được không nhỏ hơn 500 gam và máy nghiền có công suất khoảng 2 tấn/giờ, kích thước bao của máy khoảng 3m dài và 3m rộng.
A.9.2 Máy chuẩn bị các mẫu 200 mm (xem hình A.24)
Máy này dùng để chuẩn bị mẫu than có cỡ hạt đến 150 mm và tự động xác định hàm lượng ẩm của mẫu.
Máy gồm máy nghiền búa (3), máng giản lược (2), và buồng sấy (4), để sấy khô mẫu thí nghiệm, máy nghiền búa (5), để nghiền mẫu thí nghiệm đến cỡ hạt yêu cầu cho các mẫu phân tích và máng giản lược (6), dùng cho các mẫu phân tích.
Quá trình chuẩn bị mẫu gồm các động tác sau: Nghiền mẫu đến cỡ hạt 3mm sau đó giản lược đến khối lượng khoảng 0,5 đến 0,85 kg, sấy khô mẫu đã giản lược có cỡ hạt 3mm trong điều kiện sấy bằng không khí và nghiền mẫu 3mm đó đến mẫu phân tích có cỡ hạt 200 mm. Với máy này có thể lắp một thiết bị tự động để xác định và ghi lại hàm lượng ẩm của mẫu đã nghiền, bằng thiết bị điện.
Thiết bị này dùng cho than có cỡ hạt đến 150mm và hàm lượng ẩm đến 15%, một mẫu khối lượng 150 kg có thể hoàn thành trong 25 phút. Chiều dài máy khoảng 2m, chiều rộng 1,5m.
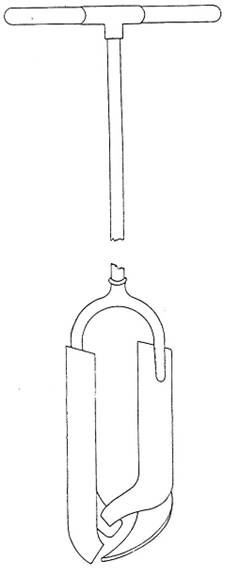
Hình A.1 - Khoan tay
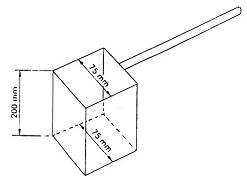
Hình A.2 - Hộp lấy mẫu than cám đến 25 mm
Kích thước tính bằng mm
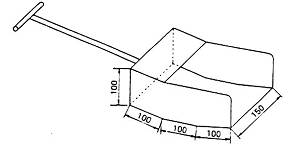
Hình A.3 - Xẻng lấy mẫu (phù hợp với than lớn nhất đến 50 mm)
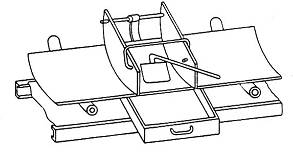
Hình A.4 - Khung lấy mẫu
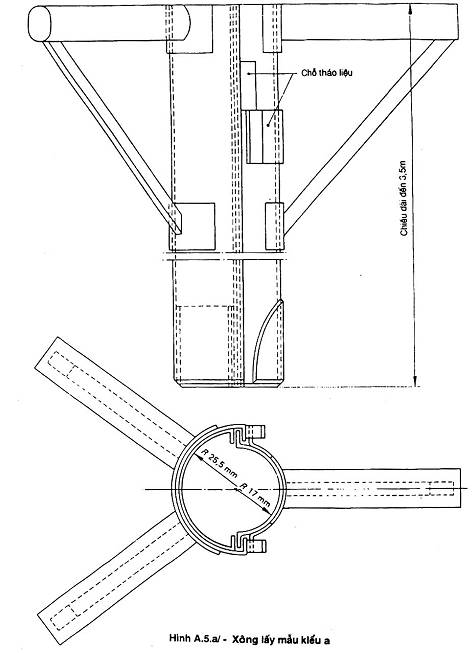
Kích thước tính bằng mm
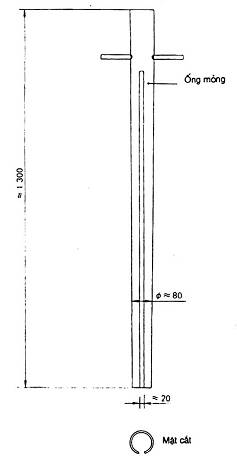
Hình A.5.b/ - Xông lấy mẫu kiểu b
Kích thước tính bằng mm
Hình A.5.c/ - Xông lấy mẫu kiểu c
Kích thước tính bằng mm
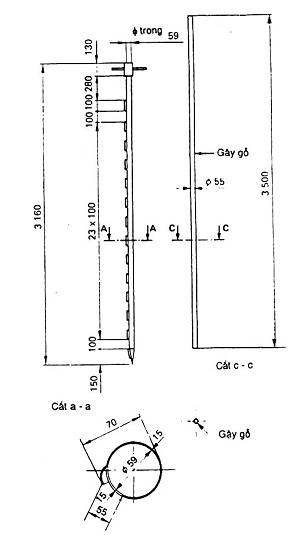
Hình A.5.d/ - Xông lấy mẫu có khe dọc thân kiểu d
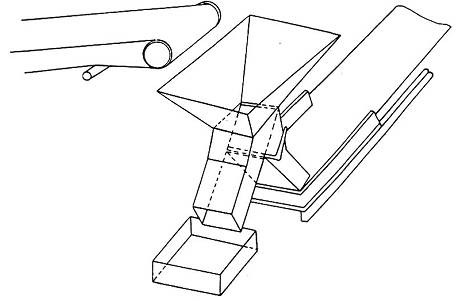
Hình A.6 - Dòng than đang rơi - Máng phân nhánh
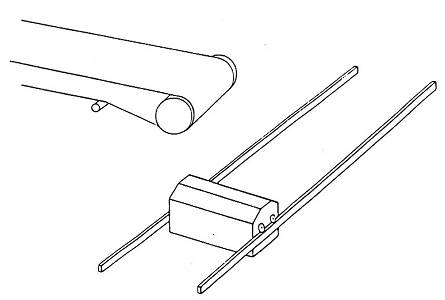
Hình A.7 - Dòng than đang rơi - Hộp lấy mẫu có khe
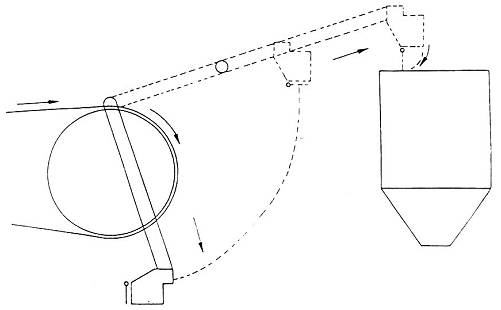
Hình A.8.a/ - Dòng than đang rơi - Tay đòn lắc
Kích thước tính bằng mm
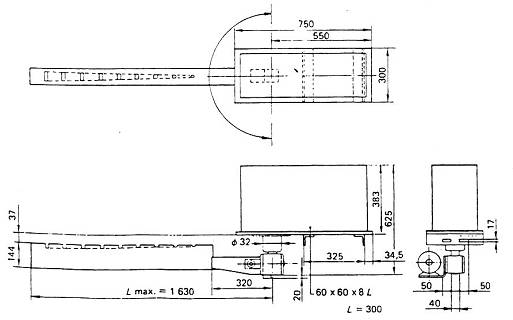
Hình A.8.b/ - Dòng than đang rơi - Tay đòn lắc
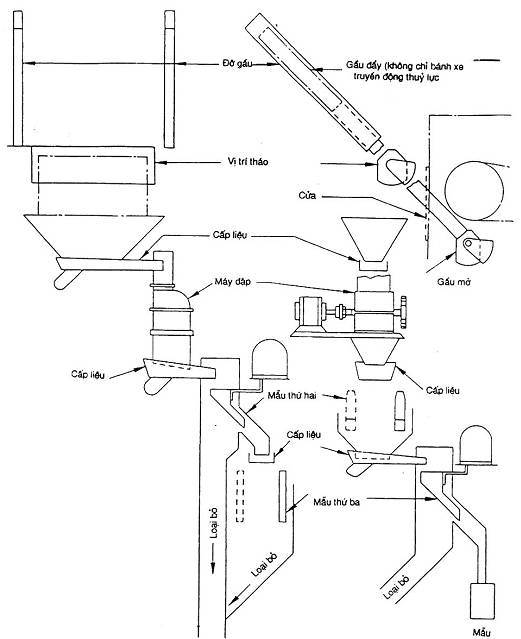
Hình A.9 - Dòng than đang rơi - Gầu đẩy
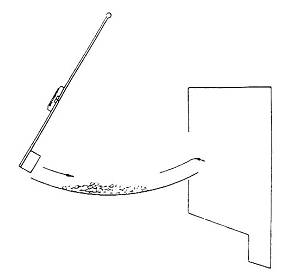
Hình A.10 - Băng tải hoạt động - Cánh tay cào
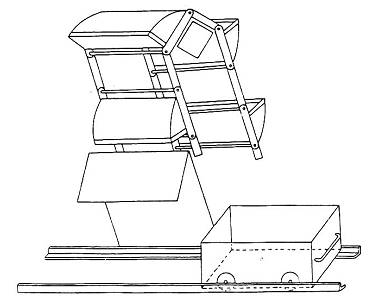
Hình A.11 - Gầu nâng - Xe hộp hoặc ngăn rút
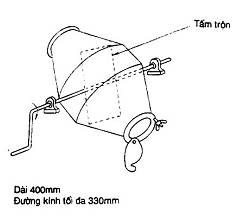
Hình A.12 - Máy trộn hai đầu hình côn
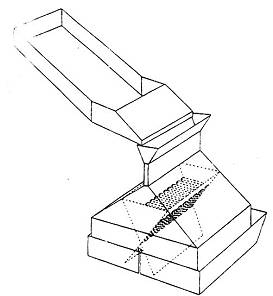
Hình A.13 - Máng giản lược
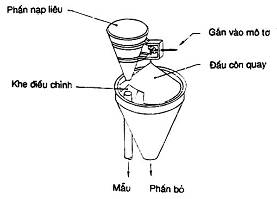
Hình A.14.a/ - Máy giản lược mẫu hai hình côn
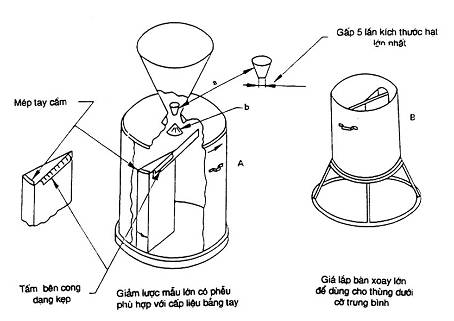
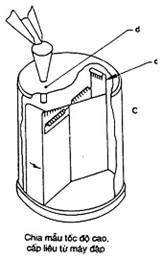
|
Loại |
Năng xuất kg |
Thùng chứa |
Chiều cao Ngăn chứa mm |
|
|
Chiều cao mm |
Đường kính mm |
|||
|
A |
35 |
450 |
450 |
400 |
|
B |
7 |
280 |
300 |
190 |
|
C |
1 |
150 |
130 |
150 |
Ký hiệu
a/ Lỗ thoát
b/ Khu vực giản lược mẫu
c/ Ngăn thu nhận mẫu
d/ Ống liệu vào
Hình A.14.b/ - Các loại máy giản lược mẫu kiểu quay
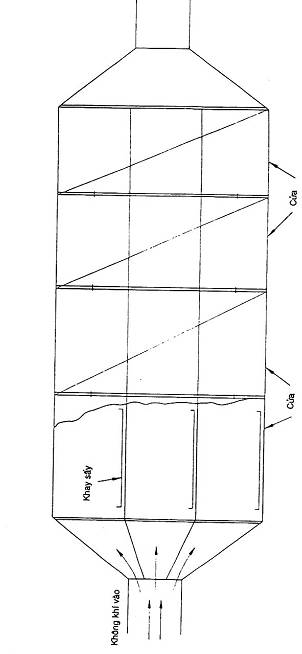
Hình A.15 - Thùng sấy mẫu trong không khí
Kích thước tính bằng mm
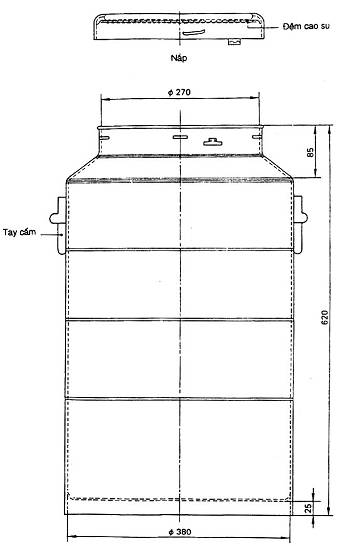
Hình A.16 - Thùng chứa mẫu (thép mạ)
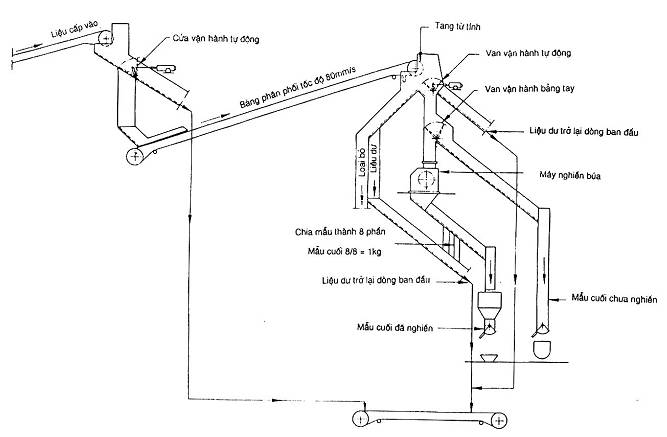
Hình A.17 - Dòng than đang rơi - Van quay
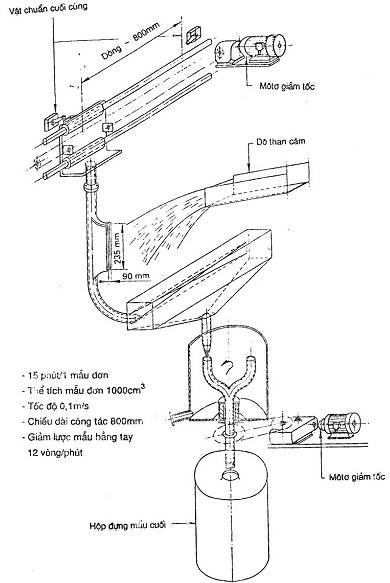
Hình A.18 - Dòng than đang rơi (than nhỏ) - Lỗ hứng di động
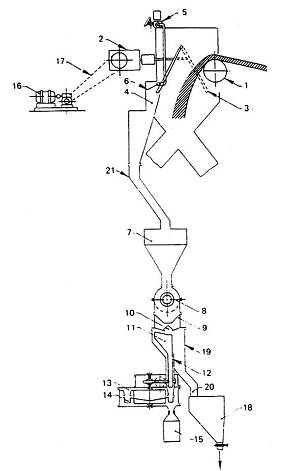
Dụng cụ thu gom mẫu đơn (3)
L Chiều dài thiết bị gom mẫu
B Chiều rộng cửa vào
X Tay đòn thiết bị gom mẫu
Ký hiệu chi tiết
1 Tang trống băng cấp liệu
2 Cơ cấu vận hành
3 Thiết bị gom mẫu
4 Phễu máng
5 Thiết bị mở phễu máng
6 Nắp phễu máng
7 Phễu
8 Máy nghiền
9 Ống tháo liệu
10 Chóp phân chia
11 Ngăn giảm lược mẫu
12 Trục
13 Bộ phận tháo liệu của ngăn chia mẫu
14 Bình chứa
15 Thùng chứa
16 Môtơ điện và giảm tốc
17 Truyền động xích
18 Thùng chứa trung gian
19 Phễu chứa giai đoạn 1 của máy
20 Máng tháo giai đoạn 1 của máy giản lược mẫu
21 Máng dẫn
Hình A.19 - Dòng than đang rơi - Nắp dao động
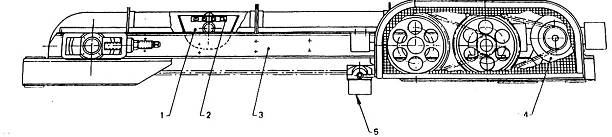
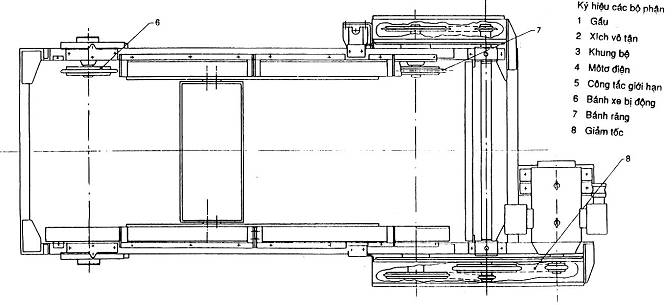
Hình A.20 - Dòng than rơi - Gầu di động
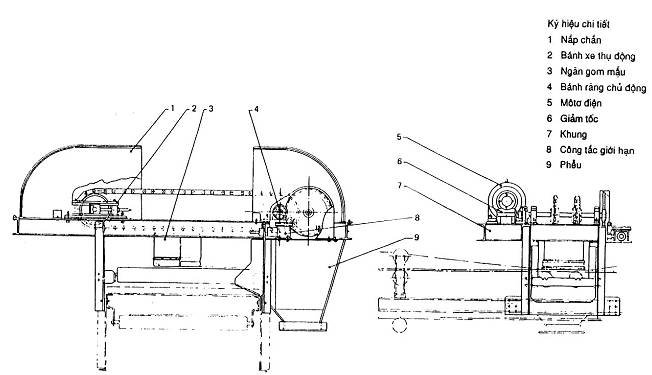
Hình A.21 - Dòng than đang rơi - Hộp lấy mẫu có khe
Kích thước tính bằng mm
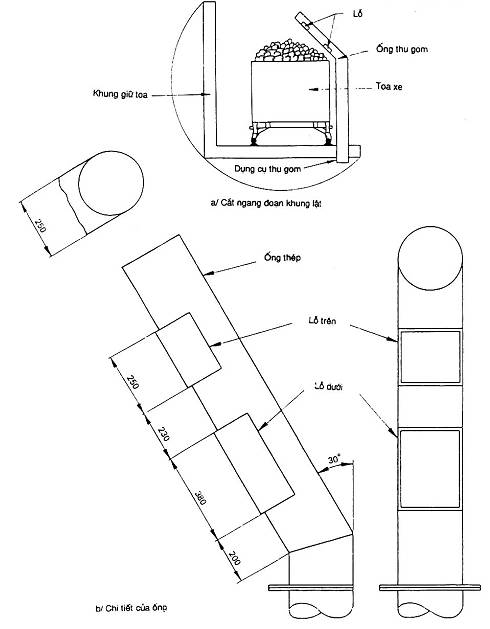
Hình A.22 - Toa xe - Ống lấy mẫu
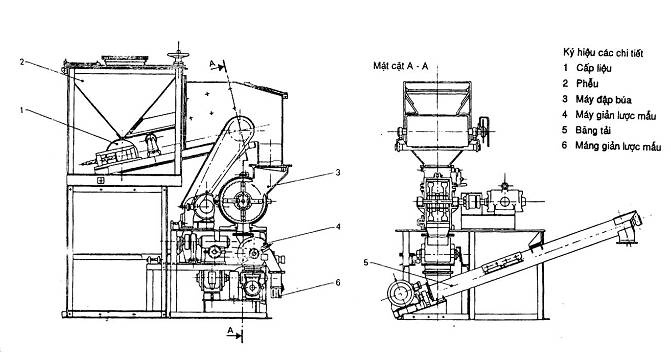
Hình A.23 - Máy chuẩn bị mẫu 3mm
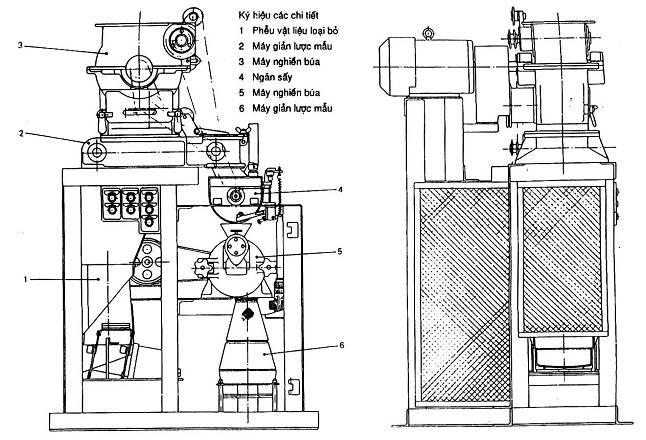
Hình A.24 - Máy chuẩn bị mẫu 200 mm
Phụ lục B
Các thí dụ hướng dẫn người lấy mẫu
B.1 Thí dụ 1 - Dòng than đang rơi
a) mẫu yêu cầu cho chạy nồi hơi
b) than là loại than nhỏ đã rửa có cỡ hạt dưới 25 mm và cho rằng độ tro 12% (trên cơ sở khô);
c) các phân tích phải làm là hàm lượng ẩm, phân tích gần đúng, phân tích cơ bản và nhiệt trị;
d) yêu cầu có một mẫu ẩm riêng biệt;
e) mẫu phải lấy từ một dòng than đang rơi;
f) cỡ của lô hàng gửi đến là khoảng 800 tấn mỗi lô;
g) độ tro xác định phải chính xác đến ± 0,5% nhưng hàm lượng ẩm thì theo tiêu chuẩn qui định về hàm lượng ẩm: phải lấy mẫu lặp, lấy 6 mẫu phụ.
Quá trình tiến hành như sau:
1) Lấy 128 mẫu đơn (32 cho mẫu riêng, 96 = 16 x 6 cho phân tích chung theo cách tính ở 3.2.4 và bảng 5);
2) Khối lượng nhỏ nhất của mỗi mẫu đơn là 1,5 kg;
3) Đặt 96 mẫu đơn vào 6 thùng sao cho mỗi thùng chứa được 16 mẫu đơn, để tạo nên 6 mẫu phụ dùng cho phân tích chung, từ thùng thứ 7 có dung tích ghi vạch theo khối lượng mẫu đơn, chứa được 32 mẫu đơn (đại diện cho toàn lô hàng) sẽ lấy mẫu ẩm riêng;
4) Sử dụng hộp lấy mẫu với chiều rộng ít nhất bằng 65 mm;
5) Việc lấy mẫu được tiến hành tại các điểm rót của than;
6) Phải ghi nhãn cụ thể cho thùng chứa mẫu đó;
7) Lập biên bản lấy mẫu.
B.2 Thí dụ 2 - Than ở các toa xe
a) lấy mẫu theo yêu cầu kiểm tra hàng ngày;
b) than là loại than cám khô chưa tuyển có độ hạt dưới 15 mm và khoảng 25% tro (trên cơ sở khô) đã xác định các số liệu trước;
c) các phân tích yêu cầu là hàm lượng ẩm "khi tiếp nhận" và tro;
d) phải có một mẫu chung;
e) cỡ của lô hàng gửi đến là 1800 tấn, chứa trong 33 toa xe, 3 chuyến, mỗi toa có chiều rộng 3m dài 5m, than sâu 1,75m; mỗi chuyến phải lấy mẫu riêng rẽ;
f) hàm lượng tro của than phải chính xác để một phần mười so với hàm lượng tro thực, phải lấy mẫu lặp.
Cách tiến hành đối với mỗi chuyến như sau:
1) Lấy 48 mẫu đơn (bảng 3);
2) Khối lượng ít nhất của mỗi mẫu đơn phải là 0,9 kg (hoặc 1kg) (xem 3.3.2);
3) Công việc lấy mẫu phải tiến hành từ đỉnh toa xe bằng cách dùng xông lấy mẫu đưa sâu vào trong than;
4) Lấy 2 mẫu đơn từ 15 toa và 1 mẫu đơn từ mỗi toa xe khác. Cách chọn 15 toa xe như sau: lấy 2 hộp P và Q. Trong trường hợp P đặt bộ thẻ đánh số từ 1 đến 33. Rồi lấy một thẻ, ghi lại số và đặt thẻ đó vào trong hộp Q. Tiếp tục làm như vậy cho đến khi 15 số trong 33 số chọn xong. Số các toa xe đánh dấu bằng phấn và lấy ra hai mẫu đơn từ các toa có các số đã chọn;
5) Chia mặt trên của mỗi toa xe thành 15 ô như sau:
|
1 |
4 |
7 |
10 |
13 |
|
2 |
5 |
8 |
11 |
14 |
|
3 |
6 |
9 |
12 |
15 |
6) Lấy một hoặc hai mẫu đơn ở mỗi toa xe tại các vị trí từ 1 đến 15 chọn theo cách ngẫu nhiên như đã trình bày ở trên bằng cách dùng các thẻ đánh số từ 1 đến 15 trong hộp P, mỗi thẻ phải bỏ vào hộp Q cho đến khi dùng hết 15 toa, sau đó bắt đầu lại;
7) Đặt các mẫu đơn xen kẽ lần lượt vào các thùng chứa mẫu dán nhãn A và B;
8) Lặp lại toàn bộ quá trình trên đối với mỗi chuyến;
9) Chuẩn bị báo cáo lấy mẫu.
B.3 Thí dụ - Lấy mẫu ở xà lan
a) mẫu dùng vào mục đích thương mại;
b) than là loại than cám đã rửa, cỡ hạt đến 10 mm, hàm lượng tro dưới 10%, hàm lượng ẩm 8% đến 10%;
c) các phân tích phải có là hàm lượng ẩm "khi tiếp nhận than", hàm lượng tro, chất bốc và nhiệt trị;
d) yêu cầu có một mẫu chung;
e) cỡ của lô hàng là 400 tấn, chia theo 8 khoang của một xà lan, trong đó than được chất cao xấp xỉ 3m;
f) hàm lượng tro phải xác định theo tiêu chuẩn qui định là một phần mười trị số thực.
Cách tiến hành như sau:
1) Lấy 36 mẫu đơn (số ít nhất là 32, bảng 3);
2) Khối lượng ít nhất của mỗi mẫu đơn phải là 0,5 kg;
3) Thu thập các mẫu đơn nhờ xông lấy mẫu ngắn (xem phụ lục A) và lưu giữ các mẫu đơn ấy trong một thùng chứa kín;
4) Lấy mẫu các khoang từng đôi một sau khi các khoang đã được bốc rỡ đến mức trông thấy đáy;
5) Lấy 12 mẫu đơn ở mỗi trong 3 mức 0,2m; 1,5m; 2,8m lần lượt kể từ đáy, tức là lấy 9 mẫu đơn ở mỗi cặp khoang, 3 mẫu ở mỗi mức;
6) Dán nhãn, gắn kín thùng chứa, ghi ngày tháng và địa điểm lấy mẫu, điểm xuất phát và các đặc tính hàng chở (qui mô), và tên của xà lan;
7) Làm một báo cáo lấy mẫu, nêu các chi tiết về than, cách lấy mẫu đã dùng, số và khối lượng các mẫu, v.v...
B.4 Thí dụ 4 - Lấy mẫu than ở tàu biển
a) mẫu yêu cầu để kiểm tra xem lô hàng gửi đến có chất lượng như đã đảm bảo không;
b) lô hàng là than nguyên khai có cỡ hạt dưới 80 mm và độ tro khoảng 15% (cơ sở khô);
c) các phân tích yêu cầu phải có là hàm lượng ẩm, tro, chất độc và nhiệt năng;
d) yêu cầu có một mẫu chung;
e) cỡ lô hàng gửi đến 10.800 tấn chia theo 5 hầm chứa. Hầm 1 chứa khoảng 1 200 tấn, hầm 2 chứa khoảng 2400 tấn, hầm 3 chứa khoảng 3200 tấn, hầm 4 chứa khoảng 2400 tấn, hầm năm chứa khoảng 1600 tấn. Độ sâu hầm khoảng 12 mét;
f) độ chính xác yêu cầu là ± 1% tro.
Cách tiến hành như sau:
1) lấy 675 mẫu đơn (số thực tế được tính theo
![]()
xem 3.2.3 và 3.2.4 và bảng 3; số 675 là sát hợp và có thể phân bố dễ dàng hơn);
2) Chia các mẫu đơn các hầm như sau:
|
Hầm 1: 75 mẫu đơn Hầm 2: 150 mẫu đơn Hầm 3: 200 mẫu đơn Hầm 4: 150 mẫu đơn Hầm 5: 100 mẫu đơn |
|
Cộng: 675 mẫu đơn |
3) Khối lượng tối thiểu của mỗi mẫu đơn là 5 kg;
4) Thu thập các mẫu đơn bằng xẻng, ít nhất rộng 200 mm và giữ các mẫu đơn trong một thùng chứa kín;
5) Lấy mẫu mỗi hầm theo 3 giai đoạn (xem hình 2) và lấy một phần ba số mẫu đơn ở mỗi giai đoạn;
6) Dán nhãn các thùng, ghi ngày tháng và địa điểm lấy mẫu, nguồn gốc và các đặc điểm của hàng gửi đến, tên con tàu. Làm một báo cáo lấy mẫu nêu chi tiết của than, phương pháp lấy mẫu đã dùng, số và khối lượng các mẫu đơn, v.v...
B.5 Thí dụ 5 - Lấy mẫu than ở các xà lan
a) mẫu yêu cầu phải xác định chính xác để thử nghiệm;
b) than có cỡ hạt dưới 12 mm;
c) than là hỗn hợp của 6 loại than đã rửa, than chưa rửa và than trung gian có hàm lượng tro từ 6 đến 35% - ở đây coi hàm lượng than là 25%;
d) các phân tích yêu cầu là hàm lượng ẩm "khi tiếp nhận than" và tro;
e) cần có một mẫu chung;
f) có 12 xà lan, mỗi xà lan gồm 4 hầm chứa than và mỗi xà lan chứa khoảng 100 tấn than, độ sâu của than là khoảng 2,5m, mỗi xà lan được lấy mẫu riêng biệt;
g) hàm lượng ẩm và tro phải xác định theo qui định của các tiêu chuẩn chính xác về hàm lượng ẩm; phải dùng mẫu lặp.
Trình tự tiến hành như sau:
1) Khối lượng tối thiểu của mỗi mẫu đơn phải là 0,75 kg;
2) Giả sử rằng mỗi hầm được đánh dấu thành 6 phần theo chiều dài của hầm và 6 phần theo chiều rộng làm thành 36 ô vuông (xem hình B.1);
3) Trong mỗi hầm có 36 hình ô vuông ấy, dùng xông lấy mẫu đưa sâu vào 6 lần đến tận đáy của xà lan đối với mẫu A và cũng như vậy đối với mẫu B, dùng kiểu 1 hình B.1;
4) Đặt nhóm gồm 6 mẫu đơn lấy ở hầm thứ nhất vào thùng chứa nhãn A. Sau đó, nhóm 6 mẫu đơn thứ hai lấy từ hầm chứa này đặt vào thùng chứa nhãn B. Lặp lại quá trình đối với 3 thùng chứa khác của cùng xa lan đó. Như vậy, mỗi thùng chứa có 24 mẫu đơn: 48 mẫu đơn sẽ được lấy ở toàn bộ xà lan;
5) Phân tích các mẫu A và B ở xà lan thứ nhất riêng rẽ từng loại để xác định ẩm và tro. Như vậy có được hai số liệu về ẩm và hai số liệu về tro;
6) Lặp lại quá trình đối với xà lan thứ hai - dùng kiểu 2 trình bày ở hình B.1;
7) Lặp lại quá trình đối với xà lan khác bằng cách lấy các mẫu đơn từ xà lan kế tiếp tại các vị trí ghi trên các kiểu tiếp trình bày ở hình 31;
8) Dán nhãn cho mỗi thùng chứa mẫu ghi địa chỉ rõ ràng là mẫu A hoặc mẫu B và được lấy từ xà lan nào;
9) Báo cáo số liệu đối với các phân tích thống kê.
Tại mỗi xà lan có 64 ô trung tâm và 80 ô ngoại vi, như vậy là 45% và 55%. Như thế tại mỗi hầm chứa có cùng tỷ lệ mẫu đơn được lấy ra từ các ô vuông, chung quanh mép của hầm và từ các ô ở trung tâm của hầm. Như thế từ các ô trung tâm trung bình phải lấy 11 mẫu đơn A hoặc B và từ các ô ngoại vi trung bình phải lấy 13 mẫu đơn, cộng lại là 24 mẫu đơn.
Lưu ý rằng trong mỗi hệ thống 6 x 6 mỗi hàng ngang chứa một vị trí đối với mẫu đơn A và một vị trí đối với mẫu đơn B; tương tự như vậy đối với mỗi cột trong số 6 cột dọc.
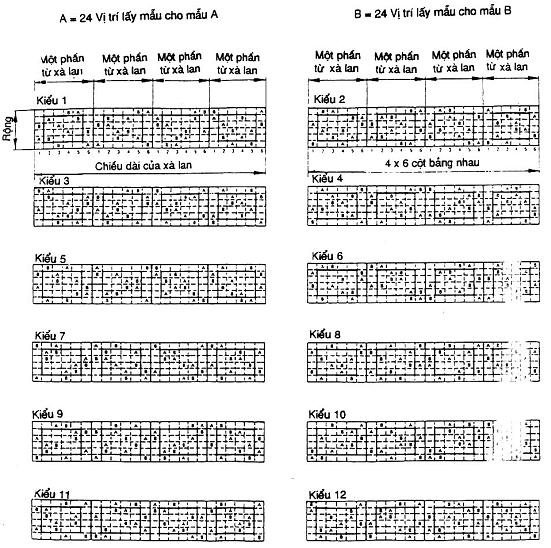
Hình B.1 - Sơ đồ lấy mẫu từ xà lan sử dụng 12 kiểu lấy mẫu ngẫu nhiên theo mạng lưới
Phụ lục C
Các phương pháp kiểm tra độ chính xác bằng cách lấy mẫu lặp
C.1 Mở đầu
Việc đánh giá độ chính xác lấy mẫu dù không có độ sai lệch lấy mẫu, có thể thực hiện được bằng cách lấy mẫu tại một số phần (lấy mẫu lặp) và so sánh các kết quả thu được ở các phần này.
Mục 3.5 trình bày cách thu thập mẫu tại một số phần và phụ lục này trình bày cách xử lý các kết quả.
C.2 Lấy mẫu liên tục
C.2.1 Đại cương về cách tiến hành
Độ chính xác đạt được cần được kiểm tra bằng cách so sánh hiệu số trung bình giữa các mẫu đôi ở 10 cặp mẫu đôi liên tiếp với trị số lý thuyết có được nếu như muốn đạt được độ chính xác mong muốn. Trường hợp cần thiết, số lượng mẫu đơn phải lấy cho các mẫu tiếp theo đối với cùng loại than có thể phải hiệu chỉnh.
C.2.2 Ghi chép các kết quả
Ghi lại các kết quả như bảng 13 và với mỗi mẫu, tính trị số trung bình và hiệu số trung bình giữa các mẫu đôi. Khi đã có kết quả của 10 cặp mẫu đôi thì tính độ lệch trung bình d giữa các mẫu đôi.
C.2.3 Các kết quả "hỏng"
Một kết quả "hỏng" là kết quả khác hẳn với các kết quả khác có được từ cùng một loại than, là kết quả khiến người ta nghi ngờ rằng có một sai lầm gì đó trong cách lấy mẫu hoặc cách chuẩn bị mẫu. Phải dùng cùng sau đây để quyết định xem có loại bỏ kết quả đó không.
Trường hợp hiệu số giữa các mẫu đôi lớn hơn 3,5 lần thì loại bỏ hiệu số đó và lấy mẫu đôi tiếp theo trước khi phân tích kết quả. Trong phiên bản bất kỳ một kết quả nào coi là "hỏng" đều phải được ghi lại.
C.2.4 Kiểm tra các kết quả
Khi đã lấy 10 mẫu thì tiến hành khảo sát các kết quả. Độ lệch trung bình quan sát được giữa các mẫu đôi d được đem so sánh với trị số lý thuyết D, nếu thỏa mãn thì có nghĩa là đạt được độ chính xác muốn có. Trị số thích hợp của D lấy theo bảng 14.
Tính tỷ số:
![]() =
=
Tỷ số này được dùng để kiểm tra xem cách lấy mẫu có đạt yêu cầu hay không, cách thực hiện:
a) nếu tỷ số D/d lớn hơn 2,0 - đã lấy quá nhiều mẫu đơn;
b) nếu tỷ số D/d nằm trong khoảng 2,0 và 0,67 - thì chưa chắc số mẫu đơn là sai;
c) nếu tỷ số D/d nhỏ hơn 0,67 - đã lấy quá ít mẫu đơn.
C.2.5 Cách hiệu chỉnh
Nếu gặp điều kiện b) thì lấy một loạt tiếp theo 10 mỗi đôi; nếu đã lấy quá nhiều hoặc quá ít mẫu đơn thì phải hiệu chỉnh số mẫu đơn theo bảng 15 và lấy một loạt tiếp theo 10 mẫu đôi. Tiếp tục lấy mẫu nếu cần theo số mẫu đơn đã điều chỉnh cho đến khi hai nhóm liên tiếp 10 kết quả có được giá trị tỷ số D/d nằm trong phạm vi từ 2 đến 0,67.
C.2.6 Trình tự phúc tra
Sau đó có thể tiến hành lấy mẫu đôi để phúc tra. Không nhất thiết phải lấy mỗi mẫu hai lần; thí dụ một mẫu trong 5 mẫu có thể lấy gấp hai lần hoặc cách khác, một nhóm 10 mẫu đôi lấy theo chu kỳ. Khi đã lấy 10 mẫu đôi thì kiểm tra kết quả như trình bày ở C.2.2 đến C.2.4. Đề làm việc này có thể bỏ qua các mẫu đã không được lấy gấp hai lần.
Nếu với bất kỳ một nhóm 10 mẫu đôi nào mà tỷ số D/d nằm ngoài giới hạn 2,0 và 0,67 thì phải hiệu chỉnh số mẫu đơn và lấy lại toàn bộ các mẫu đôi đến khi có được hai nhóm liên tiếp 10 mẫu mà tỷ số D/d nằm trong phạm vi 2,0 và 0,67. Sau đó tổng hợp việc lấy mẫu phúc tra.
C.2.7 Áp dụng các đặc tính khác
Có thể sử dụng bảng 14 và cách kiểm tra đối với một đặc tính bất kỳ. Để thuận lợi độ chính xác nêu lên là độ chính xác thường gặp phải khi tiến hành xác định phần trăm của một thành phần nào đó trong than nguyên khai. Tuy nhiên, trị số D đối với một số mẫu nhất định, tỷ lệ thuận với độ chính xác yêu cầu. Chẳng hạn, để có được trị số than đến ± 50calo thì đọc cột của bảng 14, cột này cho giá trị với độ chính xác là ± 0,5 và nhân trị số với 100. Như vậy nếu muốn xác định nhiệt trị đến độ chính xác ± 50 cho mỗi đơn vị, thì trị số thích hợp của D là 40. Nếu yêu cầu nhiệt trị trung bình của 15 đơn vị than nằm trong phạm vi ± 25 calo thì trị số D là 77.
Chú thích - Độ chính xác lấy mẫu được kiểm tra sau khi đã có 10 mẫu đôi, bất kể là độ chính xác của từng mẫu hoặc độ chính xác trung bình của một số mẫu yêu cầu là bao nhiêu.
C.2.8 Thí dụ
Than nhận vào tại một nhà máy mà tại đây yêu cầu phải cân bằng nhiệt hàng tháng; Trị số hàm lượng tro trung bình hàng tháng yêu cầu chính xác trong phạm vi ± 0,5%. Mỗi ngày đều phải lấy mẫu đôi ở than đưa vào lò và độ lệch trung bình giữa các mẫu đôi trong 10 ngày cho biết là 0,48%.
Từ bảng 14 thấy rằng, nếu trị số trung bình của 25 mẫu yêu cầu đến độ chính xác ± 0,5% thì trị số D = 2,0. Như vậy D/d = 4,2 và thế là lấy mẫu quá nhiều mẫu đơn ở mỗi đơn vị lấy mẫu. Do đó mẫu đơn cần lấy ở các mẫu tiếp theo cần rút đi một nữa, theo như bảng 15 và tiếp tục lấy mẫu đôi.
Đối với hai nhóm 10 mẫu tiếp theo, thấy rằng d = 1,2% và 2,2% là có giá trị D/d lần lượt là 1,7 và 0,9. Do đó, có thể tiếp tục lấy mẫu ở mức này. Tại nhà máy này giả sử qui định là phải duy trì kiểm tra độ chính xác bằng cách lấy mẫu đôi một ngày mỗi tuần. Cần lưu ý rằng 10 mẫu hàng ngày đã đủ nói lên trị số trung bình ở cuối tháng đã chính xác hơn nhiều so với yêu cầu và có thể giảm số mẫu đơn xuống.
C.3 Cách lấy mẫu gián đoạn
(Phần này chỉ thích hợp với một số trường hợp nhất định khi lấy mẫu từ một dòng than hoặc từ các toa xe).
C.3.1 Đại cương về cách tiến hành
Độ chính xác liên quan đến một giai đoạn chịu ảnh hưởng bởi các yếu tố sau đây:
a) số đơn vị được lấy mẫu trong giai đoạn đó;
b) số mẫu đơn trong mẫu được lấy ra từ mỗi đơn vị.
Sự biến động trong phạm vi các giá trị của đơn vị lấy mẫu đều ảnh hưởng đến sự biến động chung toàn bộ. Như vậy nếu giữ các đơn vị có sự biến động quá lớn thì việc lấy một số lớn các mẫu từ mỗi đơn vị (để xác định trị số đơn vị ở mức chính xác cao) sẽ không có ý nghĩa. Do đó số đơn vị được lấu mẫu phải qua kiểm tra để đảm bảo rằng độ chính xác mong muốn là đạt được và sau đó số mẫu đơn ở mỗi mẫu phải qua kiểm tra để đảm bảo rằng số mẫu đơn lấy từ mỗi đơn vị là đúng. Hai yếu tố trên phải được kiểm tra riêng biệt và mỗi yếu tố cần được hiệu chỉnh cho thích hợp.
C.3.2 Ghi chép các kết quả
Ghi lại các kết quả như trình bày ở bảng 16; tính giá trị trung bình và các hiệu số giữa mỗi cặp mẫu đôi. Tính hiệu số trung bình giữa mẫu đôi d và độ rộng c giữa các giá trị mẫu trung bình tức là hiệu số giữa giá trị lớn nhất và nhỏ nhất.
C.3.3 Các kết quả "hỏng"
Dùng các cách thử sau đây để quyết định xem một kết quả có phải là "hỏng" và phải loại hay không:
a) nếu một hiệu số giữa các mẫu đôi lớn hơn 3,5 lần hiệu số trung bình d có được bằng cách loại bỏ hiệu số này, thì bỏ hiệu số ấy và lấy một mẫu đôi tiếp theo trước khi phân tích các kết quả;
b) nếu trị số c giảm đi một nửa so với trị số ban đầu của nó bằng cách bỏ qua một giá trị mẫu trung bình nào đó thì loại trị số mẫu này và lấy một mẫu đôi tiếp theo trước khi phân tích các kết quả.
C.3.4 Thử lại các kết quả - Số đơn vị lấy mẫu
Khi đã lấy 10 mẫu đôi, thì thử các kết quả bằng cách so sánh khoảng dao động c quan sát được với trị số C lý thuyết, trị số C này có được nếu số đơn vị lấy là đúng đắn. Tính C theo công thức:
C = kA
trong đó
A là độ chuẩn xác yêu cầu và trị số k lấy theo bảng 17.
Tính tỷ số C/c:
a) trường hợp C/c nhỏ hơn 0,6 tức là đã lấy mẫu một số đơn vị quá ít;
b) trường hợp C/c nằm trong khoảng 0,6 và 0,8 thì chưa chắc chắn rằng số các đơn vị được lấy mẫu là sai;
c) trường hợp C/c lớn hơn 1,8 thì đã lấy mẫu quá nhiều đơn vị.
Phải khẳng định rằng các kết quả của 10 mẫu bất kể là có muốn biết độ chính xác cao của mỗi mẫu riêng biệt hoặc bất kể giá trị trung bình của số đơn vị lấy mẫu là bao nhiêu.
Nếu gặp điều kiện b) thì kiểm tra số mẫu đơn bằng cách theo phương pháp đã tiến hành ở C.3.6.
Khi kiểm tra số các đơn vị lấy mẫu, nhưng không lấy mẫu đôi, thì quá trình cũng giống như trên chỉ trừ một điều là phải dùng 10 trị số mẫu đầu tiên thay cho 10 trị số trung bình của mẫu đôi.
C.3.5 Số các đơn vị, cách hiệu chỉnh
Nếu gặp điều kiện a) hoặc c) thì phải lấy số lượng mẫu nhiều hoặc ít hơn và vấn đề điều chỉnh mẫu đơn là không có ý nghĩa; việc điều chỉnh số đơn vị là phải phù hợp với bảng 18. Nếu hiệu chỉnh số đơn vị chỉ ra rằng phải lấy mẫu ở tất cả các đơn vị, thì lấy mẫu theo phương pháp liên tục. Tiếp tục cách thức kiểm tra này để kiểm tra số các đơn vị và sau đó nếu thấy cần thiết thì kiểm tra số mẫu đơn cho đến khi có hai nhóm liên tiếp 10 mẫu đáp ứng đầy đủ các điều kiện của C.3.4 b) và C.3.6 b).
C.3.6 Kiểm tra các kết quả, số mẫu đơn
Theo hướng dẫn ở C.3.4 d), hãy kiểm tra các kết quả của 10 mẫu đôi và tính toán chỉ số C/d. Điều này được dùng để kiểm tra xem số mẫu đơn đã lấy ra từ mỗi đơn vị có đúng hay không, cách thức như sau:
a) trường hợp chỉ số c/d nằm trong khoảng 9.3, thì đã lấy quá nhiều số mẫu đơn ở mỗi đơn vị lấy mẫu;
b) trường hợp tỷ số c/d lớn hơn 9,3 và 2,3 thì không chắc chắn rằng số mẫu đơn lấy từ mỗi đơn vị là sai;
c) trường hợp chỉ số c/d nhỏ hơn 2,3 đã lấy quá ít mẫu đơn từ mỗi đơn vị.
C.3.7 Số mẫu đơn - Cách hiệu chỉnh
Nếu rơi vào điều kiện b), thì lấy một loạt tiếp theo gồm 10 mẫu đôi; nếu rơi vào trường hợp a) hoặc c) thì hiệu chỉnh số mẫu đơn theo bảng 19 và lấy một loạt tiếp theo gồm 10 mẫu đôi. Tiếp tục lấy mẫu đôi cho đến khi có hai nhóm liên tiếp 10 mẫu có giá trị tỉ số c/d nằm trong khoảng 2,3 và 9,3 và cũng thỏa mãn điều kiện C.3.4 b). Có thể tiến hành lấy mẫu đôi để kiểm tra như đã trình bày ở C.3.8.
C.3.8 Cách thử kiểm tra
Sau giai đoạn đầu, các giá trị của tất cả các mẫu đều phải liệt kê ra và khoảng dao động c phải tính cho mỗi nhóm 10 mẫu liên tiếp. Nếu một số mẫu đã được lấy theo cách lấy mẫu đôi thì giá trị trung bình của các giá trị mẫu đôi coi như giá trị của mẫu.
Với mỗi nhóm, so sánh khoảng dao động c với hiệu số trung bình cuối (d) của 10 mẫu lặp liên tiếp. Nếu c/d nằm ngoài giới hạn qui định 2,3 và 9,3 thì hiệu chỉnh số mẫu đơn và lại bắt đầu lấy mẫu đôi toàn bộ cho đến khi toàn bộ nhóm mẫu liên tiếp gồm 10 mẫu đôi cho các giá trị c/d trong phạm vi 2,3 đến 9,3.
Nếu c/d thỏa mãn, thì so sánh c với C. Nếu C/c nằm ngoài giới hạn 0,6 và 1,8 thì so sánh c với trị số trước của c. Nếu trị số này khác trị số trước một hệ số là 3 hoặc lớn hơn, thì có khả năng độ biến động tự nhiên của than đã thay đổi. Trong trường hợp như vậy dùng bảng 18 để tính số các đơn vị phải lấy mẫu.
Mặt khác nếu c khác với trị số trước một hệ số nhỏ hơn 3 thì phải lấy trung bình một trị số c cuối cùng trước khi tính số đơn vị phải lấy mẫu.
Nếu chỉ có một số đơn vị thay đổi, chứ không phải số mẫu đơn, thì không cần thiết phải trở lại lấy mẫu đôi toàn bộ. Khi đã thu thập được 10 giá trị mẫu đôi thì tính một trị số mới đối với d và so sánh nó với trị số cuối cùng của c. Nếu tỷ số c/d nằm trong giới hạn 2,3 và 9,3 thì trị số mới của d có thể dùng để kiểm tra.
C.3.9 Lấy mẫu gián đoạn của than đá
Nếu trong khi nghiên cứu hàm lượng tro của một nhóm 10 mẫu đôi thấy rằng khoảng dao động c nhỏ hơn 3% thì không nên dùng tỷ số c/d mà nên dùng tiêu chuẩn độ chính xác qui định đối với mẫu đang nghiên cứu. Để thuận lợi có thể ấn định ở mức ± 1% để có thể dùng được phép thử D/d trong mẫu liên tục (C.2.4) với D = 0,8.
C.3.10 Áp dụng với các tính chất khác
Có thể dùng phép thử trình bày ở C.3.4 và C.3.6 đối với bất kỳ tính chất nào ở bảng 17 không được thay đổi.
C.3.11 Thí dụ 1
Một loại than đang được lấy mẫu ở một mỏ mỗi tuần một lần, các mẫu gồm 24 mẫu đơn được lấy từ các đơn vị xấp xỉ 20 tấn. Sản lượng tổng cộng hàng ngày là 250 tấn, tức là tỷ số các đơn vị được lấy mẫu mỗi tuần là:
= 0,013
Trị số hàm lượng tro hàng quí yêu cầu nằm trong phạm vị ± 0,5%.
Các kết quả của 10 mẫu đôi đầu tiên được lấy sao cho đại diện được mỗi ngày của tuần và mỗi lần của ngày, trình bày ở bảng 16.
Với 15 mẫu/quí và với tỷ lệ 0,013 của các đơn vị được lấy mẫu, thì trị số k (bảng 17) phải là 6,0 như vậy C = 3,0% tro và C/c = 0,29. Điều này chứng tỏ rằng lấy mẫu ở một số lượng quá ít. Do đó phải tăng số đơn vị được lấy lên 50% (bảng 18). Để thuận tiện cần bố trí để lấy mẫu vào 2 ngày mỗi tuần.
Một nhóm 10 mẫu đôi thứ hai được lấy ra, hai mẫu mỗi tuần và mỗi mẫu gồm 24 mẫu đơn. Các kết quả của nhóm 10 mẫu đôi này thể hiện rằng số đơn vị mới được lấy mẫu sau này là thỏa mãn, nhưng cũng chứng tỏ rằng đã lấy quá nhiều mẫu đơn ở mỗi đơn vị. Do đó, số mẫu đơn trong mỗi mẫu phải giảm xuống còn 16. Các kết quả của hai nhóm 10 mẫu đơn tiếp theo được đem kiểm tra và thấy rằng hệ thống này (hai mẫu mỗi tuần, 16 mẫu đơn cho mỗi mẫu) là thỏa mãn yêu cầu.
C.3.12 Thí dụ 2
Trong thí dụ trình bày ở C.2.8 cách lấy mẫu liên tục tiến hành ở một nhà máy để có độ chính xác là ± 0,5% tro ở cuối mỗi tháng.
Người ta coi rằng cách lấy mẫu liên tục đã choán hết thời gian của một người là không cần thiết và người ta quyết định rằng một mẫu phải được thu thập trong thời gian 1 giờ - hai lần mỗi ngày - có nghĩa là khoảng 1/4 chu kỳ than và mỗi mẫu phải gồm 1/2 số các mẫu đơn đã lấy cho mẫu của cả một ngày trước đó. Cách này được tiến hành thí nghiệm trong hai tuần lễ, sẽ thu được các kết quả sau đây (10 mẫu được lấy mỗi tuần, sao cho đại diện được mỗi phần của ca làm việc).
|
Tuần thứ nhất c = 3,5% tro d = 1,3% tro c/d = 2,6 k = 12,6 c = 6,3% tro C/c = 1,8 |
Tuần thứ hai c = 5,0% tro d = 0,8% tro c/d = 6,2 k = 12,6 c = 6,3% tro C/c = 1,3 |
Trị số trình bày ở bảng 17 ứng với 50 mẫu trong mỗi tháng và một tỷ lệ là 0,3 số đơn vị được lấy mẫu (số liệu này là gần nhất với điều kiện thực tế, tức là 40 mẫu/tháng và một tỷ lệ là 0,25; một trị số nội suy với một điều kiện thực tế là 11,0).
Ta thấy rằng trị số C/c lớn hơn 0,6 cả hai trường hợp để độ chính xác cuối cùng có thể giả thiết là ± 0,5% tro hoặc tốt hơn.
Cũng có thể cả hai trị số c/d đều ở phạm vi các giới hạn, như vậy là lấy hai mẫu một ngày trong thời gian 1 giờ đã có được chính xác yêu cầu. Mặt khác điều này cũng thể hiện là không cần thiết phải thu thập tổng khối lượng mẫu lớn hơn nếu tiến hành lấy mẫu liên tục.
C.4 Lô hàng duy nhất
C.4.1 Đại cương về phương pháp tiến hành
Việc đánh giá độ chính xác đạt được bằng cách lấy mẫu một lô hàng duy nhất có thể thực hiện được miễn là phải lấy ít nhất 6 mẫu lặp phụ. Khoảng dao động giữa các giá trị mẫu lặp cao nhất và thấp nhất phải được tính toán. Sau đó đem hiệu số quan sát được này so sánh với trị số lý thuyết - trị số lý thuyết này có được với độ chính xác đúng - để có thể nói rằng độ chính xác đúng có đạt được hay không. Nói cách khác có thể tính toán độ chính xác thực đã đạt được.
C.4.2 Ghi chép các kết quả
Ghi lại các kết quả như bảng 20 và tính khoảng dao động w, hiệu số giữa các giá trị cao nhất và thấp nhất của các mẫu phụ. Không cần tính bình phương các giá trị trừ khi phải dùng phương pháp ở C.4.4.
C.4.3 Kiểm tra các kết quả
So sánh độ dao động w với các trị số cao nhất và thấp nhất có đạt độ chính xác mong muốn hay không. Các giá trị giới hạn WL và WU này được xác định theo phương trình:
WL = g1A
WU = g2A
trong đó
A là độ chính xác mong muốn;
g1 và g2 là hằng số phụ thuộc vào số mẫu lặp phụ đã lấy. Các giá trị g1 và g2 lấy ở bảng 21.
a) nếu w thấp hơn giới hạn WL thì có thể coi rằng đã có một độ chính xác cao hơn độ chính xác mong muốn điều này không đòi hỏi gì về thời gian nhưng nếu một lô hàng cùng loại than nhận được muộn hơn thì có thể lấy số mẫu đơn ít hơn. Số mẫu đơn được lấy ban đầu phải giảm đi 33%.
b) nếu w nằm trong phạm vi hai giới hạn thì có thể coi là đã có độ chính xác mong muốn và không cần thiết phải làm gì thêm;
c) nếu w lớn hơn giới hạn trên Wu thì không đạt được độ chính xác mong muốn và độ chính xác thực tế có thể đánh giá bằng phương pháp ở C.4.4. Nếu lại nhận được than cùng loại thì cần phải tăng số mẫu đơn và số mẫu lấy ban đầu phải tăng lên 50%.
C.4.4 Cách xác định độ chính xác đạt được
Tính bình phương các giá trị mẫu phụ và tổng lại như đã trình bày ở thí dụ của bảng 20. Tính độ lệch tiêu chuẩn S của giá trị trung bình theo công thức:
S = 
trong đó
n là số các mẫu lặp phụ:
M là tổng các giá trị mẫu phụ;
G là tổng bình phương giá trị mẫu phụ.
Độ chính xác của trị số trung bình ± tS trong đó t lấy ở bảng 22 bằng cách dùng f = (n-1).
Trong trường hợp đặc biệt có 6 mẫu phụ, độ chính xác viết thành:
±
0,47 ![]()
C.4.5 So sánh hai phương pháp tính toán
Có thể dùng các phương pháp ở C.4.4 trong việc giải quyết tranh chấp hoặc trong các trường hợp đặc biệt khác, khi các phương pháp ở C.4.3 không đạt được độ chính xác yêu cầu. Tuy nhiên ở phần lớn các trường hợp, các phương pháp nêu ở C.4.3 vẫn thích hợp.
C.4.6 Áp dụng với các tàu thủy
Có thể dùng các cách kiểm tra này khi nhiều hầm chứa của một tàu được lấy mẫu riêng rẽ. Tuy nhiên, điều cần thiết là các số liệu được dùng để kiểm tra hoặc đánh giá độ chính xác phải ít nhất là từ 6 giá trị mẫu riêng rẽ.
C.4.7 Thí dụ
Một lô hàng gửi đến gồm than nhỏ đã rửa, trong một tàu thủy, thông thường có 16% tro, phải được lấy mẫu bằng cách lấy 6 mẫu, mỗi mẫu 64 mẫu đơn. Các kết quả trình bày ở bảng 20.
Độ chính xác yêu cầu là ± 0,5%, trị số g có được trên bảng 21 là g1 = 1,2; g2= 4,9 và do đó WU = 2,45 và WL = 0,60, khoảng dao động w là 1,9 và như vậy là nằm trong phạm vi các giới hạn 2,45 và 0,6. Do đó ta coi rằng mẫu đã được thu thập đến độ chính xác yêu cầu là ± 0,5%.
Mặt khác, nếu ta không dùng số liệu về độ chính xác mong muốn thì độ chính xác của giá trị trung bình được tính toán như sau:
±
0,47 ![]()
= ±
0,47 ![]()
= ± 0,8
Độ chính xác ± 0,8% như vậy là kém thua ± 0,5% như đã giả thuyết theo quan điểm trên. Nếu không có số liệu gì thêm, con số ± 0,8% sẽ được lấy, nhưng cách tính gần đúng đầu tiên chứng tỏ rằng độ chính xác ± 0,8% là không sai khác nhiều so với độ chính xác mong muốn là ± 0,5%, đủ để coi rằng độ chính xác mong muốn là không đạt được. Như vậy giữa các phương pháp tính gần đúng không có mâu thuẫn. Các khó khăn hiển nhiên thuộc loại này là không tránh khỏi, khi dựa trên các cơ sở đánh giá các sai số với một số ít các bậc tự do như vậy.
C.5 Tính toán trực tiếp độ chính xác
Một số trường hợp khi cần phải đánh giá độ chính xác đạt được tốt hơn cách so sánh nó với một giá trị mong muốn; thí dụ, để xác định độ tin cậy toàn diện của một quá trình lấy mẫu chẳng hạn. Các kết quả yêu cầu phải ít nhất từ 10 cặp mẫu đôi có các đặc tính lấy mẫu như nhau. Độ sai lệch chuẩn của từng kết quả được tính theo công thức:
S = 
trong đó
S là độ lệch chuẩn của từng kết quả;
d là hiệu số giữa các cặp mẫu đôi;
n là số các cặp.
Độ chính xác của từng kết quả được tính theo công thức:
A = ± tS
trong đó
A là độ chính xác của mẫu riêng;
t là hệ số Student, các giá trị bằng số của t ở mức xác suất 95% trình bày ở bảng 22.
Bảng 13 - Các kết quả lấy mẫu đôi liên tục
|
No mẫu |
Giá trị mẫu đôi |
Giá trị mẫu trung bình |
Hiệu số giữa các mẫu đôi |
|
|
cao |
thấp |
|||
|
1 |
11,1 |
10,5 |
10,8 |
0,6 |
|
2 |
12,4 |
11,9 |
12,1 |
0,5 |
|
3 |
12,5 |
12,2 |
12,4 |
0,3 |
|
4 |
10,6 |
10,3 |
10,4 |
0,3 |
|
5 |
12,5 |
11,6 |
12,1 |
0,9 |
|
6 |
12,0 |
11,8 |
11,9 |
0,2 |
|
7 |
12,2 |
11,8 |
12,0 |
0,4 |
|
8 |
10,8 |
10,0 |
10,4 |
0,8 |
|
9 |
8,2 |
7,9 |
8,1 |
0,3 |
|
10 |
10,8 |
10,3 |
10,5 |
0,5 |
|
Cộng |
P = 113,1 |
Q = 108,3 |
R = 110,7 |
T = 4,8 |
Trung bình = R/10 = 11,1
Hiệu số trung bình giữa các mẫu đôi d = T/10 = 0,48
Có thể tiến hành kiểm tra về tính toán: vì P - Q = T = 4,8 và P + Q = 2R = 221,4
Bảng 14 - Lấy mẫu liên tục - Các trị số D
|
Độ chính xác yêu cầu |
Số đơn vị cần có để đạt độ chính xác qui định |
||||||||||
|
1 |
2 |
3 |
4 |
5 |
10 |
15 |
20 |
25 |
30 |
50 |
|
|
± 0,25 |
0,2 |
0,28 |
0,35 |
0,40 |
0,45 |
0,63 |
0,77 |
0,89 |
1,00 |
1,10 |
1,40 |
|
± 0,50 |
0,4 |
0,60 |
0,70 |
0,80 |
0,90 |
1,30 |
1,50 |
1,80 |
2,00 |
2,20 |
2,80 |
|
± 0,75 |
0,6 |
0,80 |
1,00 |
1,20 |
1,30 |
1,90 |
2,30 |
2,70 |
3,00 |
3,30 |
4,20 |
|
± 1,00 |
0,8 |
1,10 |
1,40 |
1,60 |
1,80 |
2,50 |
3,10 |
3,60 |
4,00 |
4,40 |
5,60 |
|
± 1,50 |
1,2 |
1,70 |
2,10 |
2,40 |
2,70 |
3,80 |
4,60 |
5,40 |
6,00 |
6,60 |
8,50 |
|
± 2,00 |
1,6 |
2,30 |
2,80 |
3,20 |
3,60 |
5,00 |
6,20 |
7,10 |
8,00 |
8,80 |
11,3 |
Bảng 15 - Lấy mẫu liên tục - Hiệu chỉnh số mẫu đơn
|
D/d lớn hơn 2,0 |
D/d lớn hơn 0,67 |
||
|
D/d giảm số mẫu đơn đi |
D/d tăng số mẫu đơn lên |
||
|
2,0 đến 2,6 > 2,6% |
33% 50% |
0,67 đến 0,50 < 0,50% |
50% 100% |
Bảng 16 - Các kết quả lấy mẫu đôi gián đoạn - Hàm lượng tro
|
Mẫu số |
Giá trị mẫu đôi |
Giá trị mẫu trung bình |
Hiệu số giữa các mẫu đôi |
|
|
Cao |
Thấp |
|||
|
1 |
11,0 |
10,8 |
10,9 |
0,2 |
|
2 |
10,4 |
10,0 |
10,2 |
0,4 |
|
3 |
20,0 |
19,8 |
19,9 |
0,2 |
|
4 |
15,5 |
15,3 |
15,4 |
0,2 |
|
5 |
15,1 |
14,9 |
15,0 |
0,2 |
|
6 |
18,6 |
16,2 |
17,4 |
2,4 |
|
7 |
16,6 |
14,2 |
15,4 |
2,4 |
|
8 |
19,7 |
18,0 |
18,9 |
1,7 |
|
9 |
17,1 |
14,4 |
15,7 |
2,7 |
|
10 |
9,7 |
9,2 |
9,5 |
0,5 |
|
Tổng |
153,7(H) |
142,8 (L) |
148,3 (M) |
10,9 (K) |
Trung bình = M/10 = 14,8%
Khoảng các trị số c = 19,9 – 9,5 = 10,4%
Hiệu số trung bình giữa các mẫu đôi d = K/10 = 1,09%
(có thể tiến hành kiểm tra tính toán với H - L = K và H + L = 2M).
Bảng 17 - Giá trị K
|
Tỷ lệ các đơn vị được lấy mẫu |
Số các đơn vị được lấy mẫu ở giai đoạn đang xem xét |
||||||||||
|
1 |
2 |
3 |
4 |
5 |
10 |
15 |
20 |
25 |
30 |
50 |
|
|
0,05 |
1,5 |
2,2 |
2,7 |
3,1 |
3,4 |
4,9 |
6,0 |
6,9 |
7,7 |
8,4 |
10,9 |
|
0,10 |
1,6 |
2,3 |
2,8 |
3,2 |
3,6 |
5,1 |
6,2 |
7,2 |
8,0 |
8,8 |
11,4 |
|
0,30 |
1,8 |
2,5 |
3,1 |
3,6 |
4,0 |
5,6 |
6,9 |
8,0 |
8,9 |
9,8 |
12,6 |
|
0,50 |
2,0 |
2,8 |
3,5 |
4,0 |
4,5 |
6,4 |
7,8 |
9,0 |
10,1 |
11,0 |
14,2 |
|
0,60 |
2,2 |
3,1 |
3,8 |
4,4 |
4,9 |
6,9 |
8,4 |
9,7 |
10,9 |
11,9 |
15,4 |
|
0,70 |
2,4 |
3,4 |
4,1 |
4,8 |
5,3 |
7,5 |
9,2 |
10,7 |
11,9 |
13,1 |
16,9 |
|
0,80 |
2,7 |
3,8 |
4,6 |
5,3 |
6,0 |
8,4 |
10,3 |
11,9 |
13,3 |
14,6 |
18,8 |
|
0,90 |
3,1 |
4,4 |
5,3 |
6,2 |
6,9 |
9,7 |
11,9 |
13,8 |
15,4 |
16,9 |
21,8 |
Bảng 18 - Lấy mẫu gián đoạn - Hiệu chỉnh số đơn vị
|
C/c > 1,8 |
Giảm số đơn vị đi 33% |
C/c < 0,6 |
Tăng số đơn vị lên 50% |
Bảng 19 - Lấy mẫu gián đoạn - Hiệu chỉnh số mẫu đơn
|
c/d > 9,3 |
c/d < 2,3 |
||
|
c/d |
Giảm số mẫu đơn đi |
c/d |
Tăng số mẫu đơn lên |
|
< 11,2 |
33% |
> 1,8 |
50% |
|
³ 11,2 |
50% |
£ 1,8 |
100% |
Bảng 20 - Các kết quả lấy mẫu lô hàng - Hàm lượng tro
|
Mẫu phụ No |
Trị số mẫu phụ |
(Trị số mẫu phụ)2 |
|
1 |
15,3 |
234,09 |
|
2 |
17,1 |
292,41 |
|
3 |
16,5 |
272,25 |
|
4 |
17,2 |
295,84 |
|
5 |
15,8 |
249,64 |
|
6 |
16,4 |
268,95 |
|
Cộng |
M = 98,3 |
G = 1613,19 |
Giá trị trung bình = M/n = 16,4
Khoảng dao động các giá trị mẫu phụ, w = 17,2 - 15,3 = 1,9%
Tổng số các giá trị mẫu phụ M = 98,3
Tổng bình phương các giá trị mẫu phụ g = 1613,19
Bảng 21 - Trị số g
|
n |
6 |
7 |
8 |
9 |
10 |
|
g1 |
1,2 |
1,5 |
1,8 |
2,1 |
2,4 |
|
g2 |
4,9 |
5,4 |
5,9 |
6,4 |
6,9 |
Bảng 22 - Trị số t
|
f |
5 |
6 |
7 |
8 |
9 |
10 |
15 |
20 |
25 |
50 |
¥ |
|
t |
2,57 |
2,45 |
2,37 |
2,31 |
2,26 |
2,23 |
2,13 |
2,09 |
2,06 |
2,01 |
1,96 |
Phụ lục D
Các phương pháp kiểm tra sai số chuẩn bị mẫu
D.1 Mở đầu
Như đã trình bày ở điều 9, việc chuẩn bị mẫu phải tiến hành làm hai (hoặc ba) giai đoạn, mỗi giai đoạn gồm việc nghiền nhỏ cỡ hạt, trộn và giản lược mẫu thành hai phần, một phần giữ lại một phần loại bỏ. Tất cả các sai số xuất hiện trong hai lần giản lược chia đôi, trong lần lựa chọn 1g hoặc 2g mẫu cuối cùng cỡ hạt 200 mm và trong lúc xác định hàm lượng tro của phần này. Các lưu ý này cũng áp dụng với lượng tro. Hơn nữa, nếu độ biến động thỏa mãn với hàm lượng tro thì thông thường cũng thỏa mãn với các đặc tính khác. Sai số của hàm lượng ẩm và nhiệt năng, mặc dù vậy vẫn cần phải kiểm tra tất cả các đặc tính có thể kiểm tra được nếu thấy cần.
Phương pháp kiểm tra độ chính xác chuẩn bị mẫu ở đây là để đánh giá các sai số ngẫu nhiên xuất hiện ở các giai đoạn khác nhau trong quá trình chuẩn bị mẫu. Cách tiến hành ở đây là dễ thực hiện, và kết quả dễ dàng phân tích, nhưng đó không phải là cách tốt nhất, cách tốt nhất được trình bày ở hình 34 tuy phân tích khó khăn và rất phức tạp; nếu cần phải áp dụng hệ thống này thì phải có hướng dẫn của cán bộ thống kê.
Giả sử rằng, mẫu ban đầu cân được X kg. Mẫu được nghiền đến Lmm. Sau đó chia thành Y kg. Đó là giai đoạn thứ nhất. Mẫu sau đó được nghiền tới 200 mm và được giản lược thành 60 g và 150 g là giai đoạn thứ hai. Sơ đồ tiến hành trình bày ở hình D.1.
D.2 Trị số yêu cầu về độ biến động chuẩn bị mẫu và phân tích
Các phương pháp chuẩn bị mẫu hướng dẫn ở điều 9 bằng cách dùng các khối lượng qui định, đối với các loại than hay biến động nhất phải đạt được độ biến động chuẩn bị mẫu là 0,04A2 hoặc nhỏ hơn, đối với mẫu phân tích cho phép độ biến động là 0,01A2, trong đó A là độ chính xác chung cho lấy mẫu, chuẩn bị mẫu và phân tích. Như vậy độ biến động toàn phần là 0,05A2.
D.3 Kiểm tra toàn bộ quá trình
Bước thứ nhất là kiểm tra xem tổng độ biến động toàn phần chuẩn bị và phân tích có vượt quá giá trị 0,05A2 như qui định của tiêu chuẩn này không. Giá trị đúng 0,05A2 sẽ không có được và phương pháp qui định một phép thử kiểm tra về hiệu số giữa giá trị xác định được và giá trị 0,05A2 mới là có ý nghĩa.
Điều này được thực hiện bằng cách lấy hai phần ở lần giản lược mẫu đầu tiên. Sau đó đem xử lý các phần này một cách hoàn toàn riêng biệt để có được hai mẫu phân tích (hình D.1). Hai mẫu này cho phép đánh giá không thiên lệch về độ biến động chuẩn bị mẫu và phân tích. Cần có 10 đôi mẫu phân tích theo cách này.
Gọi hiệu số trung bình giữa 10 cặp kết quả là h, và h như thế phải nằm trong phạm vi 0,37A và 0,13A.
Miễn là có hai nhóm liên tiếp 10 mẫu đôi nằm trong khoảng giới hạn trên và dưới này, có thể coi như quá trình lấy mẫu ấy và đạt yêu cầu.
Nếu hiệu số thấp dưới 0,13 A, độ biến động là thấp, nhưng không cần thiết phải tiến hành hiệu chỉnh vì bao giờ người ta cũng muốn độ biến động càng thấp càng tốt.
Nếu hiệu số trung bình lớn hơn 0,37A, độ biến động là cao và các giá trị được ghi trong bảng 10 (khối lượng của mẫu được giữ lại ở các giai đoạn khác nhau trong quá trình chuẩn bị mẫu) sẽ không dùng được. Do đó, độ biến động các sai số xuất hiện ở mỗi giai đoạn phải được đánh giá như sẽ trình bày dưới đây, cho các bước có thể thực hiện, để cải thiện các quá trình chuẩn bị mẫu được đưa ra là cần thiết.
D.4 Kiểm tra các giai đoạn riêng biệt
D.4.1 Cách tiến hành
Phải dùng phương pháp sau đây để đo các sai số tại các giai đoạn khác nhau nếu cách kiểm tra trình bày ở mục D.3 cho biết rằng độ biến động của toàn bộ quá trình là quá cao. Có thể dùng cùng một phương pháp để đo các sai số ở các giai đoạn khác nhau khi lắp đặt một chi tiết mới của thiết bị hoặc khi xét áp dụng một phương pháp mới. Cần đặc biệt chú ý đến giải trình các kết quả, nhất khi đánh giá các sai số tại mỗi giai đoạn giản lược mẫu.
Các sai số xuất hiện có thể chia như sau:
a) các sai số khi lấy Y kg trong số X kg - độ biến động V1;
b) các sai số khi lấy 60 đến 150g trong số Y kg - độ biến động V2;
c) các sai số phân tích - gồm cả sai số khi lấy 1g từ lọ than đã nghiền đến 200 mm - độ biến động V3.
Tổng biến động của quá trình V được tính như sau:
V = V1 + V2 + V3
Tại giai đoạn giản lược đầu tiên, hai mẫu (A và B xem hình D.2), mỗi mẫu có khối lượng Y kg được lấy ra như trình bày ở mục D.5 (khối lượng từ 60 đến 150g). Ở bước giản lược thứ hai, mỗi mẫu trong số này được tiếp tục xử lý để có được mẫu phân tích.
Ba mẫu thí nghiệm này (hai mẫu lấy từ A và một mẫu lấy từ B), để thuận tiện sẽ đánh số A1; A2 và B, sau đó tiến hành xác định hàm lượng tro hai lần ở mỗi mẫu trong ba mẫu đó. Cần xử lý 10 mẫu theo cách đó, để có được 6 nhóm mỗi nhóm 10 kết quả.
D.4.2 Cách tính toán
Với mỗi mẫu trong số 10 mẫu có 6 phép phân tích ghi chú bằng cách ký hiệu (1) đến (6) (xem hình D.2).
![]()
a) với mỗi mẫu, ta tính hiệu số giữa các đôi
(xem chú thích) tức là ![]() ,
, ![]() ,
,
![]() gọi các hiệu số này là g;
gọi các hiệu số này là g;
b) tính
Vp = ![]()
![]()
c) với mẫu A, tính hiệu số giữa A1 và A2 tức là:
-
gọi các hiệu số này là h:
d) tính
Vq = ![]()
![]()
e) với mẫu thô, tính hiệu số giữa A và B, tức là:
-
gọi các hiệu số này là k
f) tính
Vq = ![]()
![]()
g) tính V3 = 0,5Vp
V2 = 1/2 (Vq - Vp/2) = 0,5Vq - 0,25Vp
V1 = 1/2 [(Vr - (3/8)Vp - (3/4) (Vq - Vp/2)] = 0,5Vr - 0,575Vq
Chú thích - Ký hiệu | | chỉ là modun hoặc trị tuyệt đối, tức là hiệu số giữa các số không kể dấu.
D.4.3 Lý giải kết quả
Như đã giải thích ở trên, giả sử rằng không vượt quá độ biến động toàn phần là 0,05A2 và việc đánh giá xem độ biến động tại một giai đoạn riêng biệt nào đó là quá lớn không có liên quan đến độ biến động toàn phần. Như vậy, các độ biến động 0,02 A2; 0,02A2 và 0,01A2 là kỳ vọng đối với 3 cấu tử.
Thật khó khăn khi đánh giá các độ biến động loại này một cách chính xác, vì chỉ tiến hành một số ít lần kiểm tra, mỗi độ biến động có được đều có một giới hạn sai số đáng kể. Nếu độ biến động của bất kỳ giai đoạn nào là quá lớn thì khẳng định rằng sai số là cao và phải gắng sức để giảm các sai số xuống. Nhưng nếu độ biến động mà thấp thì tốt nhất là không coi các kết quả là thỏa mãn để có thể buông lỏng phương pháp thực hiện.
Các số liệu có được từ quá trình trên phải được nghiên cứu và kết luận với số liệu nào là lớn nhất và cần phải chú ý. Nói chung, đây là giai đoạn của quá trình sẽ cho giá trị lớn nhất của các độ biến động V1; V2, V3 có được theo cách tính toán ở trên.
Nếu độ biến động phân tích là quá cao cần phải xem xét thiết bị cẩn thận, nhất là độ chính xác của quá trình trộn, các thiết bị cân và kiểm tra nhiệt độ ở các trường hợp cần thiết. Cũng có thể phải kiểm tra cẩn thận phương pháp đang dùng theo các đặc tính phù hợp.
Nếu độ biến động quá lớn xuất hiện ở một giai đoạn chuẩn bị mẫu thì cách tiến hành giai đoạn ấy phải được xem xét cẩn thận để chắc chắn là phù hợp với tiêu chuẩn này. Đặc biệt sự phân tích cỡ hạt sau khi nghiền nhỏ cần phải được kiểm tra. Nếu các lần kiểm tra này không phát hiện được một sai số nào thì phải tiếp tục quá trình bằng cách theo một hoặc hai cách sau đây:
a) nghiền than đến cỡ hạt nhỏ hơn;
b) giữ lại một khối lượng than lớn hơn cho giai đoạn tiếp theo.
Sau đó lặp lại cách kiểm tra đại cương như trình bày ở D.3 để xác định xem lúc này toàn bộ quá trình có thỏa mãn không. Nếu không, cần phải lặp lại cách kiểm tra chi tiết ở mục D.4. Chu trình kiểm tra như vậy phải tiếp tục.
Khi cần, cho đến khi hiệu số trung bình của 10 cặp kết quả nằm trong khoảng 0,37A và 0,13A đối với hai nhóm liên tiếp 10 mẫu.
Cách kiểm tra chi tiết của mục D.4 sẽ không được lặp lại ngay sau khi có sự thay đổi, vì cách tiến hành này khá phức tạp, tuy nhiên do giới hạn sai số như đã kể trên, khó mà nói rằng một trị số nhỏ hơn về độ biến động ở một giai đoạn riêng nào đó có đặc trưng cho sự tiến bộ đáng kể hay không.
D.5 Cách tiến hành để có được hai mẫu ở mỗi giai đoạn
Cách tiến hành thực tế để có được mẫu đôi có thể thực hiện như sau:
D.5.1 Dùng máng giản lược
Tiến hành trộn với máng giản lược, sau đó tiếp tục làm như cách thông thường để có được mẫu A.
Thu thập tất cả các phần còn lại và lặp lại toàn bộ quá trình, để có được một mẫu thứ hai B. Chú ý rằng không được giản lược chia đôi ở lần giản lược thứ nhất.
D.5.2 Dùng máy giản lược mẫu cơ khí
a) lấy máy giản lược mẫu sao cho hai bình đựng luôn sẵn có để lấy hai mẫu có cỡ hạt thích hợp, sau đó, trút toàn bộ phần còn lại;
b) nếu máy chia mẫu thuộc loại mà một lần lấy chỉ được một mẫu, thì lấy một mẫu có kích thước hạt thích hợp. Sau đó, trút toàn bộ phần đã loại vào bình chứa và lấy một mẫu thứ hai có cùng cỡ hạt.
D.6 Thí dụ
Một nhà máy quyết định kiểm tra quá trình chuẩn bị mẫu của mình đối với loại than có hàm lượng tro khoảng 25%, với tiêu chuẩn độ chính xác qui định là ± 2%. Tiến hành công việc lấy mẫu theo cách thông thường và xử lý 10 mẫu liên tiếp như trình bày ở mục D.3, sao cho từ mỗi mẫu có được một cặp kết quả. Như vậy sẽ có được 10 cặp mẫu đôi phân tích và sẽ được xác định hàm lượng tro của mỗi mẫu phân tích.
Các trị số này của mẫu được lập thành bảng như ở hai cột đầu của bảng 23 (các giá trị trong toàn bảng là % tro khô). Hiệu số giữa mỗi cặp được tính và ta có được hiệu số trung bình, điều này được trình bày ở cột 3, bảng 23.
Hiệu số trung bình là 0,61. Mặc dù trị số này không vượt quá giới hạn trên 0,37A (0,74% trong đó A là ± 2%), độ biến động chuẩn bị mẫu vẫn là cao và do đó cần tiến hành thử nghiệm như đã trình bày ở mục D.4 để có thể đánh giá được độ biến động về sai số xuất hiện tại mỗi giai đoạn. Các kết quả có được trình bày ở bảng 24.
Các hiệu số g giữa các mẫu A1(1)
và A1(2) được tính ra và lập bảng như trong bảng 25. Tương tự như
vậy cũng tính hiệu số và lập bảng đối với A2(3); A2(4); B5
và B6. Sau đó, từ các trị số này tính ra ![]() (xem
D.4.2.b) giữa các kết quả trung bình, lập thành bảng như bảng 26 và tính
(xem
D.4.2.b) giữa các kết quả trung bình, lập thành bảng như bảng 26 và tính ![]() . Cuối cùng lập bảng cho trị số k (xem
D.4.2.c) như bảng 27 và tính
. Cuối cùng lập bảng cho trị số k (xem
D.4.2.c) như bảng 27 và tính![]() .
.
Như vậy Vp; Vq; Vr được tính như sau:
Vp = 1/30![]() =
0,04866
=
0,04866
Vq = 1/10 ![]() =
0,09700
=
0,09700
Vr = 1/10 ![]() =
0,47927
=
0,47927
Sau đó V3; V2; V1 được xác định như sau:
V3 = Vp/2 = 0,02433 = 0,02 đúng đến hai số thập phân
V2 = 0,5Vq - 0,25Vp = 0,03633 = 0,04 đúng đến hai số thập phân
V1 = 0,5Vr - 0,375Vq = 0,20326 = 0,20 đúng đến hai số thập phân.
Các giới hạn trên đối với V1; V2; V3 là 0,08; 0,08 và 0,02 (xem D.4.3). Như vậy rõ ràng rằng V1 quá lớn và các sai số xuất hiện ở giai đoạn đầu chia mẫu cần phải khảo sát lại.
Bảng 23 - Kiểm tra chung toàn bộ cục sai số chuẩn bị mẫu
|
Mẫu |
Mẫu phân tích A |
Mẫu phân tích B |
Hiệu số |A - B| |
|
1 |
25,7 |
25,0 |
0,7 |
|
2 |
24,3 |
25,1 |
0,8 |
|
3 |
25,6 |
25,3 |
0,3 |
|
4 |
28,1 |
27,6 |
0,5 |
|
5 |
27,8 |
28,7 |
0,9 |
|
6 |
25,1 |
25,5 |
0,4 |
|
7 |
25,6 |
25,4 |
0,2 |
|
8 |
24,4 |
25,0 |
0,6 |
|
9 |
27,8 |
27,1 |
0,7 |
|
10 |
26,3 |
27,3 |
1,0 |
|
Cộng Trung bình |
6,1 0,61 |
||
Các giá trị đối với V2 và V3 chỉ ra rằng các mức sai số trong giai đoạn giản lược mẫu thứ hai và trong phân tích là chấp nhận được.
Quá trình cải thiện giai đoạn đầu có thể sơ bộ đánh giá bằng cách kiểm tra toàn bộ quá trình theo như trình bày ở mục D.3.
Bảng 24 - Kiểm tra chi tiết các sai số chuẩn bị mẫu
|
Mẫu |
A1 |
A2 |
A3 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
1 |
26,8 |
26,6 |
26,1 |
26,6 |
25,3 |
25,2 |
|
2 |
26,5 |
26,6 |
26,5 |
26,5 |
25,4 |
25,5 |
|
3 |
25,4 |
25,3 |
25,4 |
25,3 |
25,2 |
25,3 |
|
4 |
28,8 |
28,5 |
28,7 |
28,6 |
28,3 |
28,2 |
|
5 |
29,4 |
30,1 |
30,1 |
29,8 |
28,7 |
28,7 |
|
6 |
25,7 |
25,3 |
25,7 |
25,7 |
25,2 |
25,3 |
|
7 |
24,5 |
24,4 |
24,3 |
24,4 |
24,6 |
24,7 |
|
8 |
26,1 |
25,9 |
26,6 |
26,3 |
25,7 |
25,8 |
|
9 |
23,1 |
23,2 |
23,5 |
23,3 |
23,1 |
25,1 |
|
10 |
31,5 |
31,6 |
30,8 |
30,9 |
30,8 |
30,9 |
Bảng 25 - Các giá trị của g
|
Mẫu |
A1 |
A2 |
A3 |
|
|(1) - (2)| |
|(3) - (4)| |
|(5) - (6)| |
|
|
1 |
0,2 |
0,5 |
0,1 |
|
2 |
0,1 |
0 |
0,1 |
|
3 |
0,1 |
0,1 |
0,1 |
|
4 |
0,3 |
0,1 |
0,1 |
|
5 |
0,7 |
0,3 |
0 |
|
6 |
0,4 |
0 |
0,1 |
|
7 |
0,1 |
0,1 |
0,1 |
|
8 |
0,2 |
0,3 |
0,1 |
|
9 |
0,1 |
0,2 |
0 |
|
10 |
0,1 |
1 |
0,1 |
![]()
Bảng 26 - Các giá trị của h
|
Mẫu số |
A1 |
A2 |
|A1 - A2| |
|
|
|
|
|
|
1 |
26,70 |
26,35 |
0,35 |
|
2 |
26,55 |
26,50 |
0,05 |
|
3 |
25,35 |
25,35 |
0 |
|
4 |
28,65 |
28,65 |
0 |
|
5 |
29,75 |
29,95 |
0,70 |
|
6 |
25,50 |
23,70 |
0,20 |
|
7 |
24,45 |
24,35 |
0,10 |
|
8 |
26,00 |
26,45 |
0,45 |
|
9 |
23,15 |
23,40 |
0,25 |
|
10 |
31,55 |
30,85 |
0,70 |
∑ h2 = 0,970
Bảng 27 - Các giá trị của k
|
Mẫu số |
|
|
|
|
1 |
26,52 |
25,25 |
1,27 |
|
2 |
25,12 |
25,45 |
1,07 |
|
3 |
25,35 |
25,75 |
0,10 |
|
4 |
28,05 |
28,25 |
0,40 |
|
5 |
29,65 |
28,70 |
1,15 |
|
6 |
25,60 |
25,75 |
0,35 |
|
7 |
24,40 |
24,65 |
0,25 |
|
8 |
26,73 |
25,75 |
0,48 |
|
9 |
23,28 |
23,10 |
0,18 |
|
10 |
31,20 |
30,85 |
0,35 |
![]()
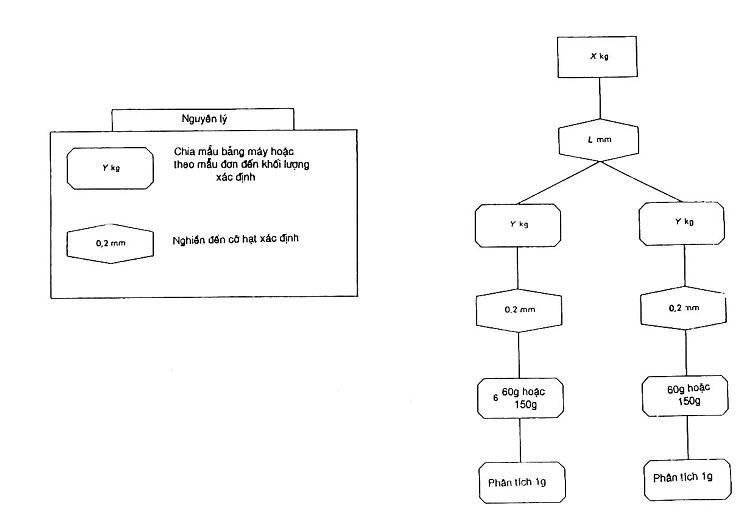
Hình D.1 - Kiểm tra khái quát trình tự chuẩn bị mẫu
"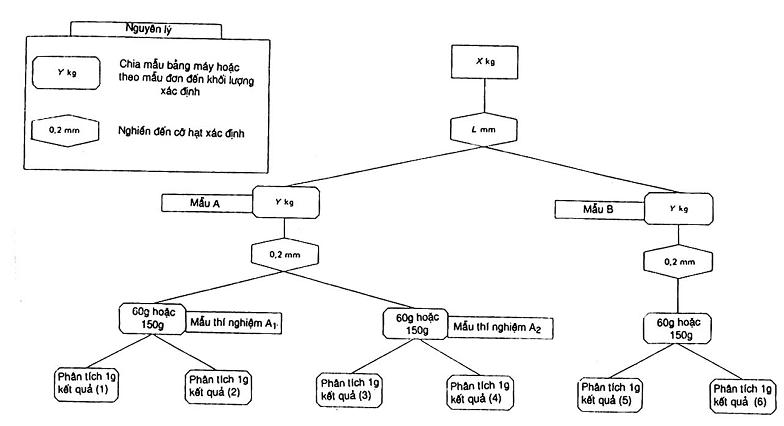
Hình D.2 - Kiểm tra chi tiết trình tự chuẩn bị mẫu
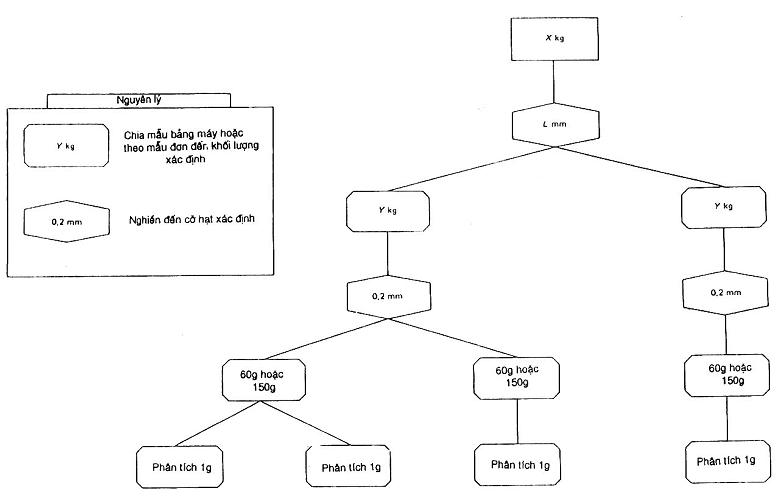
Hình D.3 - Sơ đồ tự chọn để kiểm tra sai số chuẩn bị mẫu
Phụ lục E
Phương pháp kiểm tra độ sai lệch
E.1 Mở đầu
Không thể đề ra một phương pháp thực nghiệm tiêu chuẩn để kiểm tra sai lệch đối với quá trình lấy mẫu, vì các phương pháp chi tiết không thể tránh khỏi bị ảnh hưởng của các điều kiện địa phương. Tuy nhiên, có đề ra nguyên tắc đối với một số trường hợp nhất định và đó là nội dung của phụ lục này. Vì các phép kiểm tra loại này là một quá trình không lý thú và tốn kém nên cần tham khảo ý kiến của các nhà thống kê và hệ thống kiểm tra có hiệu quả nhất và kinh tế nhất.
E.2 Nguyên lý
Phương pháp lấy mẫu đang khảo sát phải được kiểm tra với một hoặc nhiều phương pháp so sánh. Phụ lục này trình bày một cách so sánh giữa hai phương pháp. Lấy mẫu đơn (hoặc một số mẫu) cho mỗi phương pháp từ cùng loại than. Hiệu số giữa các kết quả nhận được từ các phương pháp khác nhau đó được đem ra khảo sát.
E.3 Đại cương về cách tiến hành
Phương pháp lấy mẫu để so sánh với phương pháp đang xem xét phải lựa chọn (xem E.5 và E.6 và phải quyết định so sánh các mẫu đơn riêng biệt hoặc các mẫu (xem E.7).
Các mẫu đơn hoặc các mẫu phù hợp phải được lấy ra từ cùng một đơn vị than, mẫu đơn hoặc các mẫu rải ra ít nhất là 3 lô hàng gửi đến (cách lấy mẫu có thể thay đổi trong phạm vi các lô hàng đó). Trường hợp độ chính xác của mỗi phương pháp cũng như độ sai lệch giữa chúng phải xác định thì lấy ít nhất là 20 cặp kết quả và khảo sát các kết quả này theo phương pháp trình bày ở E.8.
E.4 Cách lựa chọn phương pháp so sánh
Phương pháp lấy mẫu muốn khảo sát phải được kiểm tra so với phương pháp chuẩn đã biết là thực chất không có sai số, chẳng hạn, bằng cách lấy các mẫu đơn là mặt cắt ngang từ băng tải đã dừng. Thường thì không thể dừng băng tải để làm việc do đó thực tế hơn là kiểm tra một điểm lấy mẫu đặc biệt về độ sai lệch so với một điểm hoặc nhiều điểm khác. Nếu chỉ có thể dùng một phương pháp so sánh thì nhất thiết phải chọn lựa kỹ khi một cách kiểm tra mà trong đó thể hiện hai phương pháp như nhau, nhưng không thể kết luận được là hai phương pháp đó có sai số khác nhau hay không.
E.5. Chọn thông số để kiểm tra
Cách kiểm tra độ sai lệch có thể tiến hành đối với hàm lượng tro, ẩm hoặc bất kỳ một tính chất yêu cầu nào khác, nhưng thường chỉ kiểm tra đối với hàm lượng tro và ẩm là đủ. Mặc dầu sai lệch về hàm lượng tro (hoặc ẩm) phần lớn là do sai lệch về phân bố cỡ hạt của mẫu thu thập được, nhưng thông thường kiểm tra về cỡ hạt lại không thích hợp, lý do là kiểm tra như vậy sẽ có thể dẫn đến các sai lạc khi có hiện tượng gẫy, vỡ xuất hiện giữa các điểm lấy mẫu hoặc trong khi thu thập mẫu.
E.6. Độ sai lệch tối thiểu cần phát hiện
Như đã giải thích ở mục 2.5, không thể có một hệ thống nào về lấy mẫu, phân tích mẫu, chuẩn bị mẫu lại có thể thu được kết quả đúng ở mọi trường hợp. Mỗi một phương pháp trong số hai hoặc nhiều phương pháp lấy mẫu so sánh đều phải chịu một sai số. Vì lý do đó không thể thiết lập một cách kiểm tra thống kê nào lại không có sai lệch, nhưng có điều là có thể không tồn tại một độ sai lệch lớn hơn một mức độ nhất định. Mức độ này tức là lượng sai lệch nhỏ nhất phát hiện ra - cần được chọn trước khi bắt đầu kiểm tra.
E.7 Chọn mẫu đơn hoặc mẫu
Có thể so sánh các mẫu đơn riêng lẻ hoặc các mẫu gồm một số mẫu đơn.
Nếu các điểm lấy mẫu là gần nhau về thời gian và không gian thì nên so sánh các mẫu đơn riêng. Việc định giờ lấy mẫu từ các điểm khác nhau phải đồng bộ để các mẫu đơn tương ứng lấy ra ở cùng một phần của dòng than.
Nếu không thể lấy các mẫu đơn tương ứng từ cùng một khối than, thì phải so sánh các mẫu cùng đại diện được ở cùng một đơn vị than. Số mẫu đơn cần có trong mỗi mẫu có thể lựa chọn ở mức độ nào đó, mặc dù là số mẫu đơn trong một mẫu càng lớn thì số mẫu cần có càng ít. Việc lấy mẫu đơn trong một mẫu sao cho độ chính xác của một mẫu riêng là ± 1%.
E.8 Tính toán các kết quả
E.8.1 Số mẫu (hoặc mẫu đơn) cần có:
Số mẫu hoặc mẫu đơn cần có phụ thuộc vào độ chính xác của các phương pháp lấy mẫu, biến động của than và độ sai lệch cần phải phát hiện. Thông thường thì mỗi phương pháp nên lấy tối thiểu 20 mẫu hoặc mẫu đơn. Sau đó tổng số cần có theo yêu cầu được xác định theo bảng 28 (A được tính theo mục E.8.2) và số các mẫu tiếp theo sẽ lấy cho phù hợp. Nếu các mẫu đã được bố trí để có được một độ chính xác là ± 1% (tức n = 1) thì có thể đọc trực tiếp trị số n ở bảng 28.
E.8.2 Cách xác định A
Nếu Zr là hiệu số (chú ý đến cả dấu) giữa các trị số mẫu (mẫu đơn) đối với đôi mẫu (hay đôi mẫu đơn) thứ r thì:
A = 
Bảng 28 - Số mẫu cần có từ mỗi điểm để kiểm tra độ sai lệch
|
B/A |
0,1 |
0,2 |
0,3 |
0,4 |
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
1,0 |
|
n |
650 |
163 |
72 |
42 |
28 |
20 |
16 |
13 |
10 |
9 |
trong đó
B là độ sai lệch phải phát hiện;
A là độ chính xác của mẫu riêng (hoặc mẫu đơn);
n là số mẫu tối thiểu (hoặc số mẫu đơn) cần có tại mỗi điểm.
E.8.3 Kiểm tra độ sai lệch
Tính hiệu số trung bình giữa hai phương pháp , Z theo hệ thức:
![]()
Tính độ biến động của Z:
Và độ chính xác của nó:
![]()
trong đó
t lấy theo bảng 22 ứng với f = (n - 1);
Z là độ sai lệch tính được và có ý nghĩa khi
| Z | lớn hơn ![]() , nói chính xác hơn là độ
sai lệch phải nằm trong khoảng Z +
, nói chính xác hơn là độ
sai lệch phải nằm trong khoảng Z +![]() và Z -
và Z -![]() .
.
E.9 Thí dụ
Tại một mỏ than, cần phải biết xem phương pháp lấy mẫu từ một băng tải đang chuyển động có làm tăng số mẫu lấy sai lệch không? Giả dụ điểm lấy mẫu đang dùng đã được đo độ sai lệch ít nhất là ± 1% tro. Do đó cần phát hiện độ sai lệch ở mức độ đó nếu có tồn tại độ sai lệch này.
Không thể dùng một băng tải đã dừng lại như phương pháp chuẩn, nhưng cũng có thể so sánh phương pháp đang dùng với các mẫu lấy ở một dòng than đang rơi. Mật độ của dòng than phải sao cho có thể lấy được toàn bộ mặt cắt ngang ở cả băng tải và dòng than đang rơi. Ta khẳng định rằng thông thường lấy mẫu từ băng tải thì có các mẫu có độ chính xác đến ± 1%.(A). Các mẫu có độ chính xác tương tự được lấy ra trên cùng đơn vị than ở vị trí dòng than đang rơi - vị trí này cách điểm lấy mẫu trên băng tải một khoảng đáng kể. Việc kiểm tra được tiến hành trên 3 lô hàng (mỗi lô hàng lấy 3 lần) do đó từ bảng 28, n=9. Các kết quả được phân tích như sau:
Bảng 29 - Thí dụ về kiểm tra sai lệch
|
Mẫu số |
Băng tải |
Dòng đang rơi |
Zr |
|
1 |
28,0 |
26,1 |
1,9 |
|
2 |
25,4 |
24,4 |
1,0 |
|
3 |
27,3 |
26,8 |
0,5 |
|
4 |
26,8 |
26,1 |
0,7 |
|
5 |
24,5 |
22,8 |
1,7 |
|
6 |
24,6 |
24,1 |
0,5 |
|
7 |
25,6 |
25,6 |
0,0 |
|
8 |
26,0 |
25,3 |
0,7 |
|
9 |
27,0 |
27,7 |
-0,7 |
|
Cộng |
6,3 |
||
Do đó
Z = 0,7
Vz = 0,63 và
![]() = 0,6 (t = 2,31 lấy
từ bảng 22 với f = 8).
= 0,6 (t = 2,31 lấy
từ bảng 22 với f = 8).
Vì Z lớn hơn ![]() ,
ta có được một độ sai lệch có ý nghĩa. Ở giới hạn sai lệch là 0,7 ± 0,6% tại mức xác suất 95%, tức là nằm
trong khoảng 0,1% và 1,3%. Như vậy có thể nói rằng giả thuyết ban đầu với độ
sai lệch 1% là đúng, song để có được một đánh giá về độ sai lệch chính xác hơn
cần phải khảo sát các mẫu thêm nữa.
,
ta có được một độ sai lệch có ý nghĩa. Ở giới hạn sai lệch là 0,7 ± 0,6% tại mức xác suất 95%, tức là nằm
trong khoảng 0,1% và 1,3%. Như vậy có thể nói rằng giả thuyết ban đầu với độ
sai lệch 1% là đúng, song để có được một đánh giá về độ sai lệch chính xác hơn
cần phải khảo sát các mẫu thêm nữa.
Phụ lục F
Lý thuyết tính toán số mẫu đơn từ các số liệu thực nghiệm
F.1 Mở đầu
Mục đích của bản phụ lục này là trình bày cách tính số mẫu đơn cần thiết để có độ chính xác quy định, khi có các số liệu thực nghiệm là sự biến động của mẫu đơn này sang mẫu đơn khác hoặc biết hiệu số giữa các mẫu lặp phụ.
Độ biến động về mật độ ban đầu của một đơn vị than là một trị số lý thuyết xuất phát từ độ biến động của toàn bộ mẫu đơn có cùng khối lượng có thể lấy ra ở đơn vị đó, nó được xác định trên cơ sở khảo sát một số lớn các mẫu đơn như trình bày ở F.2.
Độ biến động về bất kỳ một mẫu nào được lấy ra từ đơn vị đó hoặc từ các đơn vị của cùng loại than có cùng đặc tính lấy mẫu, được xác định từ số mẫu đơn này, có cùng khối lượng như khối lượng đã sử dụng để tính độ biến động của tập hợp ban đầu. Ngược lại số mẫu đơn phải lấy để tạo thành một mẫu có độ biến động quy định cũng có thể phải xác định. Các phương pháp tính toán số mẫu đơn cần có trình bày ở F.3.
F.2 Xác định độ biến động của tập hợp ban đầu
Chọn lựa một số mẫu đơn có cùng khối lượng từ một đơn vị lấy mẫu theo cách chọn ngẫu nhiên. Mỗi mẫu đơn trong số các mẫu đơn đó được chuẩn bị và phân tích riêng biệt. Trường hợp kết quả phân tích của mẫu thứ i là xi, thì độ biến động Vo của tập hợp ban đầu được xác định theo phương trình:
 (1)
(1)
trong đó
N là số mẫu đơn đang khảo sát
Để có được một trị số Vo đáng tin cậy thì ít nhất phải phân tích 30 và tốt nhất là khoảng 100 mẫu đơn. Nếu có thể, thì nên thu thập các số liệu từ một số nhất định k các đơn vị lấy mẫu đang nghiên cứu hơn là chỉ lấy ở một đơn vị than. Khi đó Vo có thể có được bằng cách dùng phương trình sau:
 (2)
(2)
trong đó
Vj là trị số biến động của đơn vị thứ j, từ đơn vị thứ j ấy đã lấy ra Nj mẫu đơn, tính theo phương trình (1).
F.3 Phương pháp xác định số mẫu đơn
F.3.1 Lý thuyết về lấy mẫu ngẫu nhiên
Độ biến động các giá trị trung bình của toàn bộ các mẫu lấy ra từ một đơn vị lấy mẫu của than bao gồm n mẫu đơn có cùng khối lượng như các mẫu đơn đã dùng để xác định Vo theo phương trình (1) hoặc (2), được tính theo phương trình:
![]() (3)
(3)
trong đó P là độ biến động chuẩn bị mẫu và phân tích.
Theo phương trình (3) nếu các mẫu có khối lượng khác nhau lần lượt gồm n1 và n2 mẫu đơn (mỗi mẫu đơn có cùng khối lượng như các mẫu đơn đã dùng xác định Vo) được lấy ra ở cùng một đơn vị mẫu, ta sẽ có:
Và
và như vậy

Nếu ± A là độ chính xác yêu cầu với mức tin cậy 95%, ta có:
![]()
Và như vậy
![]()
Như vậy nếu n1 mẫu đơn có được độ chính xác là ± A1, thì có thể có được độ chính xác ± A2 với n2 mẫu đơn theo phương trình sau:
![]()
Như vậy, chẳng hạn nếu độ biến động Vo của mật độ ban đầu được xác định bằng phương trình (1) thì số mẫu đơn (n) cần đạt tới độ chính xác ± A được tính theo cách sau:
![]()
và
![]()
và như vậy
![]()
Nếu dùng cách lấy mẫu lặp để lấy mẫu một số đơn vị, và nếu đã lấy một tổng số là r mẫu phụ thì phương trình (3) về độ biến động các trị số trung bình của mẫu không hề thay đổi về hình thức song độ biến động về chuẩn bị mẫu và phân tích phải chia cho r (vì kết quả cuối cùng là trung bình của giá trị r mẫu phụ, mỗi mẫu phụ này được chuẩn bị và phân tích riêng biệt):
![]()
Như vậy, nếu một độ chính xác là ±A1 đạt được bằng cách thu nhập n1 mẫu đơn và r1 mẫu phụ (r1 có thể bằng 1), thì cũng có thể đạt được một độ chính xác A2 với n2 mẫu đơn và r2 mẫu phụ, miễn là khối lượng các mẫu đơn phải giữ không đổi, theo phương trình sau:
![]() (6)
(6)
Khi muốn một độ chính xác khác độ chính xác tiêu chuẩn, thí dụ ± 1,5% tro chứ không phải ± 1,0% đối với loại than có 10% tro thì số các mẫu đơn ban đầu phải nhân với hệ số:
![]()
trong đó
A1 là độ chính xác chuẩn;
A2 là độ chính xác muốn có.
Có thể có được một độ chính xác tốt hơn bằng cách phân tán ảnh hưởng của việc lấy mẫu lên số mẫu đơn lớn hơn do vậy giảm ảnh hưởng của mẫu lên độ chính xác đạt được. Tuy nhiên tăng số mẫu đơn có thể sẽ cao đến mức không đúng và không hợp lý nếu như không đồng thời giảm các sai số do chuẩn bị mẫu và phân tích mẫu. Kết quả này có thể đạt được bằng cách nhóm các mẫu đơn - số mẫu này càng nhiều nếu muốn đạt được độ chính xác cao hơn độ chính xác chuẩn, thành các mẫu phụ - mỗi mẫu phụ chứa cùng một số các mẫu đơn ( và như vậy có khối lượng bằng nhau) và bằng cách chuẩn bị và phân tích mỗi mẫu trong số các mẫu phụ đó theo cách riêng rẽ.
Trong trường hợp này hệ số trên có thể thay đổi bằng hệ số sau đây:
![]()
trong đó r là các mẫu số phụ
Với 6 mẫu phụ hệ số này viết thành
![]()
Các hệ số này dùng để thay đổi chính xác từ A1 đến A2 có thể được hiệu chỉnh như sau:
Gọi
Vo là độ biến động thu nhập mẫu của một đơn vị than;
P là độ biến động chuẩn bị và phân tích mẫu;
n1 là số mẫu đơn trong trường hợp dùng độ chính xác chuẩn A1;
n2 là số mẫu đơn thu thập để có được độ chính xác mới A2.
Theo định nghĩa
 ...
(7)
...
(7)
 ... (8)
... (8)
![]() ...
(9)
...
(9)
Giả sử rằng P không đổi trong cả hai trường hợp.
Mặt khác, bằng cách cho P một giá trị lớn nhất (xem 2.6);
P = 
Thay thế vào vế thứ hai của phương trình này
giá trị của  từ phương trình (7):
từ phương trình (7):
![]()
Thay P bằng trị số này phương trình (9) sẽ có
![]()
đây là hệ số thứ nhất đã nói ở trên.
Nếu trong trường hợp có n2 mẫu đơn, thì chia các mẫu này thành r mẫu phụ có khối lượng bằng nhau - các mẫu phụ này được chuẩn bị và phân tích riêng biệt; khi lấy trung bình cộng của r lần phân tích này để có kết quả lấy mẫu thì rõ ràng độ biến động chuẩn bị mẫu và phân tích mẫu phải chia cho r.
Do đó trong trường hợp này phương trình (9) thành ra:

Nếu thay thế P trong mọi trường hợp bằng trị số của nó ta sẽ có
![]()
đây là hệ số thứ 2 đã nói ở trên
F.3.2 Lấy mẫu hệ thống
Trong thực tế, thông thường lấy mẫu một cách hệ thống, tức là các mẫu đơn được lấy đều đặn ở các vị trí trên toàn đơn vị mẫu, không phải lấy ngẫu nhiên các mẫu đơn.
Trong các điều kiện như vậy, độ biến động thực của giá trị trung bình của các mẫu có thể không tính được một cách dễ dàng, nhưng nó có thể nhỏ hơn chút ít so với con số tính theo phương trình (3)1). Như vậy, nói chung hệ thức này xác định các sai số và thường dùng khi lấy nhiều mẫu đơn hơn mức cần thiết. Tuy nhiên vì hệ thức này đánh giá lại các sai số nên không thể có các lỗi nghiêm trọng khi sử dụng nó2).
F.3.3 Tính số mẫu đơn từ cách lấy mẫu lặp
Cũng như khi khảo sát các mẫu đơn riêng biệt, các số liệu về độ chính xác lấy mẫu có thể rút ra từ cách so sánh các mẫu lặp phụ lấy ra từ một đơn vị lấy mẫu của cùng một loại than.
Hệ thống đơn giản nhất thuộc loại này là cách
lấy mẫu đôi, trong đó mỗi mẫu thô bao gồm hai mẫu phụ và bản thân các mẫu phụ gồm
một số mẫu đơn được lấy xen kẽ - tức là mỗi mẫu phụ bao gồm ![]() mẫu đơn nếu như tổng số mẫu phải lấy
là n1.
mẫu đơn nếu như tổng số mẫu phải lấy
là n1.
Nếu q đơn vị than đang khảo sát được lấy mẫu theo cách này, mỗi lần lấy n1 mẫu đơn, thì sẽ có q cặp mẫu phụ. Nếu hiệu số giữa cặp mẫu phụ tạo thành mẫu thứ i là di, thì cách xác định độ biến động của mật độ gồm tất cả các mẫu đôi phụ - các mẫu này được lấy ra từ tất cả q đơn vị (thành những cặp có cùng cỡ như thường lấy trong thực tế) - được tính theo công thức:
![]()
và độ biến động các trị số trung bình của các mẫu đôi lặp được lấy ra từ một tập hợp q đơn vị được tính theo công thức:
![]() ... (10)
... (10)
Độ biến động các trị số trung bình của các mẫu đôi gồm n2 mẫu đơn, mỗi mẫu có cùng khối lượng như khối lượng của n1 mẫu đơn, được tính theo công thức:
 ... (11)
... (11)
F.4 Xác định độ biến động chuẩn bị và phân tích mẫu
Các phương pháp trình bày ở trên yêu cầu phải biết trị số P, độ biến động chuẩn bị và phân tích mẫu, thông tin này phụ thuộc vào quá trình được sử dụng trong phòng thí nghiệm đang thực hiện và mặt khác cũng phụ thuộc vào các đặc tính của than đang nghiên cứu. Cách tốt nhất để đánh giá thông tin này là lấy hai mẫu cục bộ ở lần chia mẫu thứ nhất (thí dụ sau khi qua máng đãi lần đầu) sau đó xử lý riêng biệt các mẫu cục bộ này. Lấy hiệu số giữa các kết quả ở một cặp mẫu cục bộ và gọi nó là Pi, xác định P theo q lần thực nghiệm loại này (ít nhất là 30), theo công thức:
 ...
(12)
...
(12)
Toàn bộ quá trình được trình bày đầy đủ trong phụ lục D và lý thuyết nêu trong phụ lục H.
F.5 So sánh các phương pháp
Trên thực tế, như đã trình bày ở trên, người ta ít dùng cách lấy mẫu ngẫu nhiên đơn thuần. Các phương pháp lấy mẫu sử dụng trong thực tế thông thường là lấy mẫu hệ thống; các phương pháp này dễ giải thích cho nhân viên lấy mẫu, dễ giám sát và dễ lấy đôi hoặc mẫu lặp.
Tuy nhiên, các công thức về lấy mẫu ngẫu nhiên thông thường được áp dụng đối với cách lấy mẫu hệ thống vì các lý do trình bày trong mục F.3.2; các phương pháp này rất đơn giản, cho các kết quả có giá trị trong thực tế và cho một giới hạn an toàn vì có xác định lại các sai số. Tuy nhiên lấy mẫu hệ giá trị trong thực tế và cho một giới hạn an toàn vì có xác định lại các sai số. Tuy nhiên lấy mẫu hệ thống có thể cho các kết quả sai nếu như tính chất phải khảo sát trong loại than được lấy mẫu thay đổi theo không gian hoặc thời gian với một chu kỳ bằng khoảng cách giữa các mẫu đơn hoặc bằng một phần (thí dụ 1/2, 1/3, 1/5) của chu kỳ đó. Điều này ít xảy ra, và nếu than thể hiện tính biến đổi có chu kỳ thì thời gian một chu kỳ thường là dài hơn nhiều so với khoảng cách giữa hai mẫu đơn, nhưng nên lưu ý rằng vẫn có khả năng đó xuất hiện và nếu cần thì phải đối phó bằng cách thay đổi tần số lấy mẫu.
Rõ ràng là tất cả các công thức tính toán số mẫu đơn phải lấy để có được một độ chính xác lấy mẫu theo yêu cầu chỉ có giá trị nếu than được lấy mẫu là cùng loại than mà ta tiến hành xác định độ biến động của tập hợp, và nếu quá trình lấy mẫu được tiến hành dưới những điều kiện như nhau, đặc biệt khối lượng mẫu phải duy trì trên mức tối thiểu qui định ở mục 3.3.
Tuy nhiên, phương pháp đã dùng để đánh giá số mẫu đơn phù hợp với tình huống đã nêu, việc lấy mẫu đúp vẫn phải áp dụng để xác minh rằng độ chính xác yêu cầu đã đạt được trong thực tế.
Phụ lục G
Lý thuyết về lấy mẫu than
G.1 Mở đầu
Mục đích của phụ phụ này là cung cấp các tài liệu cơ sở về các mối quan hệ mà các cách kiểm tra và các bảng tiêu chuẩn này đã dựa vào. Muốn vậy cần phải thích mội số khái niệm thống kê đã dùng ở đây. Tuy nhiên phần này không phải là một tài liệu giảng về thống kê mà chỉ nghiên cứu các vấn đề riêng đề cập đến trong tiêu chuẩn này.
G.2 Các khái niệm về thống kê cơ bản
Nếu tiến hành xác định thực nghiệm nhiều lần với cùng một mẫu than, hoặc nếu đã lấy một số mẫu từ cùng một đơn vị than, thì các kết quả sẽ không hoàn toàn như nhau. Trong phạm vi các giá trị thu được, một số các giá trị có khuynh hướng xuất hiện nhiều hơn các giá trị khác.
Phương pháp tốt nhất để tính toán độ chính xác các số liệu bằng cách lấy mẫu là đem so sánh các số liệu ấy với giá trị thực. Có điều không may là khi lấy mẫu than, cũng như trong vấn đề thực tiễn khác, ta không có được tất cả các giá trị của tập hợp để nghiên cứu mà ta phải suy diễn lấy các số liệu thực trên cơ sở các giá trị thực nghiệm.
Sai số được đo bằng độ biến động và có thể cùng các số đo khác nhau để biểu thị độ biến động.
G.2.1 Phương sai (độ biến động)
Phương sai là chỉ số thích hợp nhất đối với độ biến thiên toán học do nó có đặc tính bổ sung. Như vậy, phương sai của tổng hoặc hiệu giữa hai biến số độc lập x và y được tính như sau:
V(x+y) = V(x-y) = V(x) + v(y)
Nếu các bộ phận của một quá trình phức tạp có phương sai độc lập Va, Vb,..., thì phương sai của toàn bộ quá trình được tính như sau:
V = Va + Vb + ...
Ta có thể rút ra một kết luận rằng nếu Vs là phương sai do lấy mẫu và Vp là phương sai do chuẩn bị mẫu và phân tích thì phương sai toàn phần VT là Vs + Vp
Một hệ thức có ích khác có thể suy ra từ hệ thức trên là phương sai của trung bình n trị số độc lập được tính bằng phương sai của các trị số riêng chia cho n. Ta có thể viết:
![]()
Nếu n kết quả x1, x2 ... xn có được bởi quá trình lấy mẫu, thì cách xác định phương sai trung bình của các đơn vị lấy mẫu V' như sau:
V' = ![]()
trong đó ![]() là
trung bình của các kết quả. Để thuận tiện thường viết dưới dạng qui ước:
là
trung bình của các kết quả. Để thuận tiện thường viết dưới dạng qui ước:
V' = ![]()
Để tính toán cho dễ có thể sắp xếp lại như sau
![]()
trong đó ![]() có
ý nghĩa là ta đặt lần lượt x bằng x1, x2, ... , xn và
tổng lại mỗi số hạng có được như vậy. Một dạng phương trình cuối cùng thuận hơn
luôn luôn được dùng để tính toán phương sai trong thực tế là phương trình sau:
có
ý nghĩa là ta đặt lần lượt x bằng x1, x2, ... , xn và
tổng lại mỗi số hạng có được như vậy. Một dạng phương trình cuối cùng thuận hơn
luôn luôn được dùng để tính toán phương sai trong thực tế là phương trình sau:
G.2.2 Độ lệch tiêu chuẩn
Tuy nhiên, phương sai là một số đo không
thuận tiện để biểu thị độ biến động của các kết quả vì phương sai có thứ nguyên
là bình phương của các biến số đo được, như vậy, nếu các sai số của một phương
sai sẽ có tỷ số là 4:1. Rõ ràng rằng là biểu thị đồ thị biến đổi các kết quả
bằng thứ nguyên của các biến số được đo là có lợi hơn. Thông số độ lệch tiêu
chuẩn được sử dụng ở đây ![]() , là căn bậc hai
của phương sai
, là căn bậc hai
của phương sai
![]() phương sai
phương sai
Trong tiêu chuẩn này độ biến động một kết quả được biểu thị bằng độ chính xác. Độ chính xác của một kết quả và độ lệch tiêu chuẩn (hoặc phương sai) có quan hệ như sau:
= ±t
![]()
= ±
t ![]()
trong đó t là một hằng số lấy ở bảng 22 tùy theo số bậc tự do f (xem G.3) và tùy theo mức xác suất qui định. Tiêu chuẩn này lấy mức xác suất là 95% còn các giá trị tương ứng với mức này đối với xác giá trị f khác nhau trình bày ở bảng 22. Khi f lớn hơn 30, với các trường hợp thực tế:
= ±
2 ![]() = ±
2
= ±
2![]()
G.2.3 Miền biến thiên (độ rộng)
Để đo độ biến đổi cũng có thể xác định hiệu số giữa các giá trị lớn nhất và nhỏ nhất trong một nhóm quan sát, hiệu số này gọi là miền. Cần phải lấy một số các nhóm như vậy (ít nhất là 10 nhóm, trong mỗi nhóm chỉ có hai quan sát như trong trường hợp lấy mẫu đôi) và xác định độ biến đổi từ miền biến thiên trung bình của chúng.
Theo các nghiên cứu lý thuyết miền trung bình
W được tính từ các giá trị riêng đối với miền xác định theo các nhóm, mỗi nhóm
gồm r mẫu lấy ra từ cùng một tập hợp có độ phân bố bình thường W có quan hệ với
độ lệch tiêu chuẩn của tập hợp ![]() theo đẳng thức
sau:
theo đẳng thức
sau:
![]() = War
= War
Hay W = ![]() /ar ...
(13)
/ar ...
(13)
trong đó các trị số ar, trình bày trong bảng 30 ứng với số trong mỗi nhóm:
Bảng 30 - Các trị số của ar
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
ar |
0,886 |
0,591 |
0,486 |
0,430 |
0,395 |
0,370 |
0,351 |
0,337 |
0,325 |
|
1/ar |
1,128 |
1,692 |
2,059 |
2,326 |
2,534 |
2,704 |
2,847 |
2,970 |
3,078 |
Cách xác định độ lệch tiêu chuẩn theo phương
trình (13) sẽ không đúng như cách xác định bằng phương pháp tính trực tiếp
nhưng cả hai kết quả đều là ước lượng không sai số độ lệch tiêu chuẩn của tập
hợp ![]() . Vì độ lớn của miền phụ thuộc vào số
các kết quả trong mẫu, luôn luôn có thể di chuyển miền thành độ lệch tiêu chuẩn
hoặc số đo tiêu chuẩn nào khác tùy theo mục đích báo cáo.
. Vì độ lớn của miền phụ thuộc vào số
các kết quả trong mẫu, luôn luôn có thể di chuyển miền thành độ lệch tiêu chuẩn
hoặc số đo tiêu chuẩn nào khác tùy theo mục đích báo cáo.
G.3 Độ chính xác của các đại lượng biến thiên
Thông thường phải tính được độ biến thiên từ miền trung bình khi tổng số các lần quan sát nhỏ hơn 10. Dù đại lượng biến thiên nào chăng nữa đều cần phải dựa trên số kết quả thí nghiệm giới hạn và việc xem xét sai số. Hiển nhiên, sai số sẽ giảm xuống nếu sử dụng càng nhiều phép đo để tính toán. Song độ chính xác của việc tính toán cũng phụ thuộc vào chính phương pháp được sử dụng.
Thông số cơ bản được sử dụng để tính toán độ chính xác của đánh giá sự biến thiên, như đã biết là bậc số tự do "f". Nếu sự biến thiên dựa trên mẫu tạo bởi n giá trị, số bậc tự do f sẽ bằng:
f = n - 1
G.3.1 Các giới hạn phương sai
Nếu độ biến thiên thực là V thì phương sai tính toán V' dựa trên bậc tự do f có thể nằm đâu đó (95%) giữa giới hạn cho bằng 31.
Như vậy nếu phương sai được tính toán từ một
mẫu đơn trong 10 mẫu, thì như vậy có 9 bậc tự do, phương sai tìm được có thể
nằm giữa 0,30V và 2,14V, có nghĩa là, nó có thể trong sai số lớn hơn 100%. Mặt
khác, nếu phương sai tính toán V', được nhân lên theo sự nghịch đảo của các hệ
số cho trong bảng 31, thì xác suất là 95% đảm bảo rằng, phương sai thực V sẽ
nằm trong giới hạn thu được. Do vậy, thí dụ, nếu có 10 quan sát, tức là có 9
bậc tự do, các giới hạn này sẽ là: ![]() và
và ![]()
G.3.2 Các giới hạn độ lệch tiêu chuẩn
Các giới hạn độ lệch tiêu chuẩn tương ứng được cho ở bảng 32.
Bảng 31 - Các giới hạn phương sai
|
f |
5 |
6 |
7 |
8 |
9 |
10 |
15 |
20 |
25 |
50 |
|
Giới hạn trên |
2,57V |
2,41V |
2,29V |
2,19V |
2,11V |
2,05V |
1,83V |
1,71V |
1,62V |
1,43V |
|
Giới hạn dưới |
0,17V |
0,21V |
0,24V |
0,27V |
0,30V |
0,32V |
0,42V |
0,48V |
0,52V |
0,64V |
Bảng 32 - Các giới hạn độ lệch tiêu chuẩn
|
f |
5 |
6 |
7 |
8 |
9 |
10 |
15 |
20 |
25 |
50 |
|
Giới hạn trên |
1,16s |
1,55s |
1,51s |
1,48s |
1,45s |
1,43s |
1,35s |
1,31s |
1,27s |
1,20s |
|
Giới hạn dưới |
0,41s |
0,46s |
0,49s |
0,52s |
0,55s |
0,57s |
0,65s |
0,69s |
0,72s |
0,80s |
Như vậy nếu ta tính toán độ lệch tiêu chuẩn
từ một trong 10 mẫu thì trị số quan sát có thể nằm tại bất kỳ điểm nào trong
phạm vi 0,55![]() và 1,45
và 1,45![]() tức
là nó có thể sai số đến 50%.
tức
là nó có thể sai số đến 50%.
Ngược lại, nếu độ lệch tiêu chuẩn ![]() được nhân với số nghịch đảo của các
hệ số trong bảng 32 thì có xác suất 95% là độ lệch tiêu chuẩn thực
được nhân với số nghịch đảo của các
hệ số trong bảng 32 thì có xác suất 95% là độ lệch tiêu chuẩn thực ![]() sẽ nằm trong phạm vi các giới hạn có
được. Như vậy, chẳng hạn có 10 quan sát - tức là có 9 bậc tự do thì các giới
hạn đó là:
sẽ nằm trong phạm vi các giới hạn có
được. Như vậy, chẳng hạn có 10 quan sát - tức là có 9 bậc tự do thì các giới
hạn đó là:
![]() và
và ![]()
Ta sẽ thấy rằng - tính toán độ chính xác hoặc độ biến động dựa trên cơ sở số ít bậc tự do có thể dẫn đến hầu hết sai lầm. Từ đó tốt nhất là khảo sát xem độ chính xác có sai khác nhiều với độ chính xác mong muốn hay không, hơn là đánh giá trực tiếp độ chính xác. Như vậy sẽ bớt nguy hiểm đối với việc quyết định gián tiếp hoặc với các quyết định ngược lại. Các pháp thử phù hợp trình bày trong tiêu chuẩn này và đang dùng các phép thử đó để đảm bảo được là không làm thay đổi chương trình lấy mẫu trừ khi độ chính xác sai khác nhiều so với độ chính yêu cầu. Trong trường hợp đã đánh giá độ chính xác như vậy thì cần phải đánh giá số bậc tự do đã đưa vào để đánh giá độ chính xác đó.
G.4 Áp dụng vào lấy mẫu liên tục
G.4.1 Đánh giá độ chính xác
Nếu số mẫu được lấy theo cặp và hiệu số trung bình giữa các mẫu đôi, d, được tính toán, thì từ phương trình (13)
![]() = 0,886d ...
(14)
= 0,886d ...
(14)
Độ chính xác đạt được với xác suất 95% sau đó
được tính toán bằng ±2![]() .
.
Tuy vậy, sự đánh giá độ chính xác dựa trên giới hạn các kết quả kép có thể có sai số lớn. Vì vậy, kết quả nhận được phải kiểm tra lại xem có đạt được độ chính xác mong muốn hay không.
G.4.2 Cách kiểm tra độ chính xác
Có thể chứng minh một cách lý thuyết rằng
hiệu số giữa các cặp mẫu lấy ngẫu nhiên từ một tập hợp chuẩn có giá trị trung
bình là 1,128![]() với độ lệch tiêu chuẩn là 0,8525
với độ lệch tiêu chuẩn là 0,8525![]() , ở đây
, ở đây ![]() độ
lệch tiêu chuẩn của tập hợp. Như vậy, phân bố hiệu số trung bình d của 10 cặp
mẫu sẽ có một giá trị trung bình là 1,128
độ
lệch tiêu chuẩn của tập hợp. Như vậy, phân bố hiệu số trung bình d của 10 cặp
mẫu sẽ có một giá trị trung bình là 1,128![]() và
độ lệch tiêu chuẩn là:
và
độ lệch tiêu chuẩn là: ![]() hoặc 0,27
hoặc 0,27![]() .
.
Phân bố cuối cùng này có thể coi là chuẩn để
95% phân phối nằm trong phạm vi các giới hạn là 2x 0,27![]() ,
từ giá trị trung bình là 1,13
,
từ giá trị trung bình là 1,13![]() tức là giữa 0,59
tức là giữa 0,59![]() và 1,6
và 1,6![]() .
Do đó phần lớn các giá trị riêng của d là nằm trong phạm vi giới hạn 0,59
.
Do đó phần lớn các giá trị riêng của d là nằm trong phạm vi giới hạn 0,59![]() và 1,67
và 1,67![]() với
một giá trị trung bình D là 1,13
với
một giá trị trung bình D là 1,13![]() . Vì
. Vì ![]() = D/1,13 nên giới hạn có thể viết
thành 0,52D và 1,48D hoặc, xấp xỉ D/2 và 3D/2. Do đó, nếu D/d nằm ngoài khoảng
2 đến 2/3 thì có khả năng là độ chính xác đạt được cao hơn hoặc thấp hơn độ
chính xác yêu cầu.
= D/1,13 nên giới hạn có thể viết
thành 0,52D và 1,48D hoặc, xấp xỉ D/2 và 3D/2. Do đó, nếu D/d nằm ngoài khoảng
2 đến 2/3 thì có khả năng là độ chính xác đạt được cao hơn hoặc thấp hơn độ
chính xác yêu cầu.
Điều này có nghĩa là số các mẫu đơn phải thu thập sẽ thay đổi. Tuy nhiên, như đã giải thích ở trên tính toán độ biến động dựa trên cơ sở một số giới hạn các kết quả mẫu đôi phải có một sai số đáng kể. Do đó số mẫu đơn không được thay đổi do một hệ số quá lớn hoặc một giao động có thể đưa ra, theo đó kết quả có thể tốt hơn hoặc tồi hơn so với độ chính xác dự kiến. Do đó, số các mẫu đơn được tăng lên hoặc giảm đi xung quanh các hệ số là 3/2 hay 2/1, các hệ số này nhỏ hơn các hệ số cần thiết như lý thuyết. Lấy tiếp tục các loạt mẫu đôi để kiểm tra xem có sự thay đổi nào thích hợp. Đó là cơ sở của bảng 15.
Nếu hai phép thử liên tiếp, mỗi phép thử dựa trên 10 mẫu đôi, không chỉ ra được bất kỳ một sai khác đáng kể nào so với độ chính xác mong muốn thì có thể là độ chính xác có được không khác nhiều so với độ chính xác yêu cầu.
G.5 Áp dụng vào lấy mẫu gián đoạn
G.5.1 Lý thuyết đại cương
Phương sai lấy mẫu là một số đo tính chính xác, nhờ nó mà một kết quả mẫu riêng biệt đại diện được cho đơn vị lấy mẫu mà từ đó thu nhập các mẫu đơn
Trong trường hợp lấy mẫu gián đoạn, có một vài đơn vị được lấy mẫu nhưng có những đơn vị khác cũng nằm trong quá trình lấy mẫu nhưng không được lấy mẫu. Tuy nhiên, ta muốn biết chắc số lượng than chuyển đến và chất lượng được đánh giá từ các đơn vị thực tế được lấy mẫu, nhưng tính chính xác của cách đánh giá này hiện còn chịu ảnh hưởng của độ chính xác lấy mẫu và cả của sự biến động về chất lượng giữa các đơn vị riêng lẻ, mà một số đơn vị trong đó lại không lấy mẫu. Như vậy, phải tính đến cả phương sai lấy mẫu và phương sai giữa các đơn vị.
G.5.2 Quan hệ giữa phương sai lấy mẫu và phương sai toàn phần
Nếu phương sai giữa các đơn vị lớn thì phương sai lấy mẫu sẽ làm cho phương sai toàn phần khác chút ít. Như vậy có một giới hạn mà quá giới hạn này thì việc giảm bớt phương sai lấy mẫu sẽ không có ý nghĩa và muốn chứng minh điều này tốt nhất là dùng phương pháp toán học.
Gọi
Vs là phương sai lấy mẫu (tức là phương sai các sai số khi lấy mẫu ra từ một đơn vị);
Vu là phương sai giữa các đơn vị;
VT là phương sai giữa các mẫu được lấy ra từ các đơn vị khác nhau.
Như vậy VT = Vs + Vu
Khi số các mẫu đơn trong một mẫu tăng lên Vs giảm xuống Vu cần giữ không đổi. Ta xét ảnh hưởng của việc khử hoàn toàn sai số lấy mẫu khi đó VT1 = Vu. Trong tiêu chuẩn này ta coi rằng việc lấy mẫu được thỏa mãn nếu như các sai số tổng cộng không lớn hơn 10% trên mức tối thiểu hoặc phương sai không lớn hơn 20% trên mức tối thiểu. Điều đó có nghĩa là VT không lớn hơn 1,2 VT1.
Mức chuẩn của độ chính xác lấy mẫu do đó bằng:
VT = 1,2 VT1
= 1,2 (VT - VS)
Từ đó 1,2 VS = 0,2 VT
hoặc VS = VT/6 ... (15)
Như vậy ta có được mộ chuẩn về độ chính xác lấy mẫu để sử dụng trong việc kiểm tra này.
G.5.3 Số mẫu đơn
Có thể tính phương sai VS và VT theo cách quy ước và so sánh, nhưng có một phép thử dễ dàng hơn dựa trên cơ sở dùng các khoảng cách biến thiên c và d để ước lượng phương sai.P.B.Patnai K (Biometrika, tháng 6 - 1950, 37-78) đã trình bày phép thử này.
Ta dùng các ký hiệu sau - c là khoảng cách biến thiên, tức hiệu số giữa các giá trị mẫu cao nhất và thấp nhất, và cho một ước lượng là VT; d là hiệu số trung bình giữa các mẫu đôi và cho một ước lượng là Vs. Phân phối chính xác của tỷ số c/d thì không biểu thị được một cách thật chính xác.
Như vậy phải dùng cách như sau, giá trị trung
bình của các khoảng biến thiên với k mẫu, mỗi mẫu gồm n quan sát từ một tập hợp
chuẩn có phương sai chung ![]() 2 được
phân phối (xem E.S Pearsen, 1952) như
2 được
phân phối (xem E.S Pearsen, 1952) như ![]() trong
đó hệ số c' và bậc tự do tương đương v là hàm số của n và k1). Các
hàm số này được trình bày trong bảng 30 của Biometrika table for statistisians,
cuốn 1, Pearson và Hartley.C.U.P Luân Đôn đối với n = 2 (1) 10, k=1(1)5, 10 (và
trong
đó hệ số c' và bậc tự do tương đương v là hàm số của n và k1). Các
hàm số này được trình bày trong bảng 30 của Biometrika table for statistisians,
cuốn 1, Pearson và Hartley.C.U.P Luân Đôn đối với n = 2 (1) 10, k=1(1)5, 10 (và
![]() đối với c').
đối với c').
Chữ c được dùng trong các bảng Biometricka.
Hiệu số trung bình giữa các mẫu đôi d có liên
quan với phương sai lấy mẫu Vs nhưng vì Vs = VT/6, khoảng biến thiên
liên quan đến phương sai tổng số VT là ![]() .
.
Khoảng biến thiên c là hiệu số giữa các giá trị mẫu cao nhất và thấp nhất cho một ước lượng VT1). Ta tính tỉ số:
q = cc' ![]() ...
(16)
...
(16)
Vì các ước lượng VT ở trên và dưới phân số là độc lập, biểu thức q của phương trình (16) được phân bố xấp xỉ gần đúng như khoảng biến thiên "student" đối với kích thước mẫu k (thay thế cho n trong bảng 29) và có bậc tự do tương đương v, của bảng 30A để xác định Vs.
Nếu ta thay thế phương trình (16) và dùng bảng 30A (n = 2, k = 10) ta sẽ có khoảng cách biến thiên "student hóa".
![]()
0,5% các giới hạn trên và dưới của khoảng biến thiên "student" là 6,2 và 1,5
Do đó các giới hạn của c/d là 6,2/0,668 và 1,5/0,668 tức là lần lượt bằng 9,3 và 22,5.
Đây là cơ sở của bảng 19
G.5.4 Số các đơn vị phải lấy mẫu
G.5.4.1 Mở đầu
Các đơn vị thường được lựa chọn một cách hệ thống (thí dụ các toa thứ 5 của một lô hàng gửi đến) và có chiều hướng hệ thống từ đơn vị này sang đơn vị khác; như vậy toa đầu tiên và toa cuối cùng có thể chứa than mà hàm lượng tro thấp hơn ở các toa giữa. Trong các điều kiện như vậy, tính độ chính xác trung bình của tất cả các mẫu không dễ dàng, nhưng phần lớn các trường hợp độ chính xác thấp hơn VT/N chút ít. Như vậy nói chung hệ thức này sẽ ước lượng quá cao các sai số và thường dùng hệ thức này trong trường hợp lấy mẫu nhiều đơn vị hơn so với số thực sự cần thiết. Tuy nhiên, vì hệ thức này đánh giá quá cao các sai số nên khi dùng nó sẽ gây ra các sai sót nghiêm trọng.
G.5.4.2 Các mẫu lấy theo một tỷ lệ nhỏ trong số các đơn vị
Nếu ta giả thuyết rằng tỷ số VT/N cố định và lấy mẫu N đơn vị trong một giai đoạn để trị số trung bình của giai đoạn đạt độ chính xác A, ta có
![]() hoặc
hoặc ![]() ...
(17)
...
(17)
Không cần thu thập N mẫu để ước lượng VT. Thực vậy nếu ta lấy các mẫu ít hơn N đơn vị có hàm lượng tro là x1 ... xk thì VT được tính như phương sai của các giá trị mẫu. Số đơn vị mong muốn N như vậy để có thể tính theo phương trình (16).
G.5.4.3 Lấy mẫu theo tỷ lệ đúng trong các đơn vị
Nếu lấy mẫu theo một tỷ lệ thích hợp trong tất cả các đơn vị thì phương trình (17) không còn thích hợp nữa và ta phải viết:
![]() ...
(18)
...
(18)
trong đó Vu là phương sai giữa các đơn vị, j là tỉ lệ các đơn vị lấy mẫu; Vs là phương sai lấy mẫu; N là số các đơn vị được lấy.
Vì VT = Vs + Vu phương trình (18) thành ra
![]() ...
(19)
...
(19)
Muốn dùng hệ thức này cần thiết phải biết cả VT và Vs. Nếu ta coi rằng Vs = VT/6 như ở phương trình (15), mục G.5.2 ta có thể viết:
 ...
(20)
...
(20)
Phương trình này sẽ rút về phương trình (17) khi j nhỏ. Sau đó tính số các đơn vị như sau:
![]() ...
(21)
...
(21)
VT có thể tính theo như đã trình bày ở trên.
G.5.4.4 Kiểm tra đối với tần suất lấy mẫu
Tuy nhiên, nên lưu ý rằng cách xác định phương sai dùng trong phương trình (21) là có sai số lớn. Như vậy bảng 31 nêu lên rằng ít nhất phải lấy 25 mẫu để đảm bảo có được một ước lượng phương sai, và như vậy, đảm bảo số mẫu mong muốn N nằm trong phạm vi 50% giá trị đúng. Khi thu thập 25 mẫu hoặc nhiều hơn cần phải có nhiều thời gian, nên cần kiểm tra với số lượng mẫu ít hơn. Có thể đạt yêu cầu sau khi lấy 10 mẫu. Nếu C là khoảng biến thiên mong muốn của 10 giá trị mẫu ấy thì dùng bảng 30 ta có:
VT = (0,325C)2
Từ phương trình (21) ta có:
N = (0,325C)2(1
- j) hoặc C = 1,54A ... (22)
... (22)
Đấy là cơ sở của bảng 17, trong đó việc đánh
giá hệ số k được tính theo k = 1,54
Bất kỳ một giá trị quan sát nào của C cũng sẽ khác so với giá trị mong muốn cho bởi phương trình (22) ngay cả khi tiến hành lấy mẫu tại các tần suất đúng và cần thiết phải biết các độ biến động về trị số của C mà ta mong muốn có trong thực tế. Điều này có thể thực hiện được bằng cách tham khảo bảng 33, bảng này nêu lên rằng, khi C là khoảng biến thiên thực tế của 10 giá trị mẫu các giá trị của c nằm trong phạm vi 1,56C và 0,54C là giá trị mong muốn. Như vậy, C/c phải nằm trong khoảng giới hạn 1,00/1,56 và 1,00/0,54 hoặc 0,6 và 1,8. Do đó nếu các giá trị của C/c nằm ngoài các giới hạn này thì có thể kết luận rằng tần suất lấy mẫu không cho được độ chính xác yêu cầu và số các đơn vị lấy mẫu phải tăng lên hoặc giảm xuống cho phù hợp. Đó là cơ sở của bảng 18.
G.6 Áp dụng đối với lô hàng đơn lẻ
G.6.1 Đại cương
Độ chính xác được đánh giá bằng cách lấy một số mẫu lặp phụ và so sánh các kết quả với nhau. Có thể dùng hai phương pháp thực hiện. Theo phương pháp thứ nhất cần tiến hành kiểm tra độ chính xác mong muốn. Phương pháp thứ hai, để tính độ chính xác của các giá trị trung bình đối với lô hàng.
G.6.2 Kiểm tra độ chính xác mong muốn.
Độ chính xác A của một mẫu gồm n mẫu đơn được cho bởi công thức:
![]()
trong đó
Vs là phương sai của một mẫu đơn đơn thuần;
P là phương sai chuẩn bị và phân tích mẫu.
Nếu mẫu được thu thập theo cách thu nhập một loạt mẫu phụ và r là số mẫu phụ thì phương sai của một mẫu phụ đơn thuần là:
![]()
Trị số lý thuyết đối với r mẫu phụ là

Trong đó các giá trị đối với ar ghi trong bảng 30
Giả sử rằng đối với một mẫu gồm n mẫu đơn, phương sai, Pn sẽ bằng một phần năm của phương sai tổng và như vậy Pn = A2/20 và trị số lý thuyết đối với r mẫu phụ viết thành:
![]()
Các giới hạn 95% của giá trị viết thành:
![]() x DL và
x DL và ![]() x DU
x DU
trong đó DL và DU có giá trị ghi trong bảng 33.
Bảng 33 - Đo độ lớn của khoảng biến thiên
|
r |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
DL |
0,04 |
0,18 |
0,29 |
0,37 |
0,42 |
0,46 |
0,50 |
0,52 |
0,54 |
|
DU |
2,81 |
2,17 |
1,93 |
1,81 |
1,72 |
1,66 |
1,62 |
1,58 |
1,56 |
Với 6 mẫu lặp số lượng nhỏ nhất để đánh giá độ chính xác đạt được trong lô hàng đơn thuần các giới hạn 95% trở thành:
![]() và
và ![]()
tức là 1,2A và 4,9A.
Các giá trị đối với g1 và g2 cho ở bảng 21 được tính theo cách cũng như vậy đối với các mẫu lặp phụ khác.
G.6.3 Tính độ chính xác đạt được
Phương sai của một mẫu phụ đơn thuần là + P
Phương sai trung bình của r mẫu phụ S2 tính theo công thức
S2 = +
Mặt khác, độ chính xác A của kết quả về một mẫu gồm n mẫu đơn là:
![]()
Từ hai phương trình này, ta có
![]()
Và nếu mẫu đã biết ở trên P = ![]() thì
thì ![]()
Phụ lục H
Lý thuyết về kiểm tra sai số chuẩn bị mẫu
H.1 Kiểm tra toàn bộ quá trình
Giả sử rằng các kết quả có được tên cơ sở phân tích một gam mẫu của một tập hợp chuẩn có độ lệch tiêu chuẩn s.
Phân bố của một hiệu số giữa các mẫu đôi lấy ra từ một tập hợp như vậy có trị số trung bình là 1,13s và một độ lệch tiêu chuẩn là 0,8525s.
Phân phối của giá trị trung bình của 10 hiệu
số h sao cho 95% các giá trị của h nằm trong phạm vi các giới hạn (1,13 ± ![]() )s = (1,13 ± 0,54)s tức là khoảng 0,59s
và 1,67s.
)s = (1,13 ± 0,54)s tức là khoảng 0,59s
và 1,67s.
Tiêu chuẩn này giả thiết rằng phương sai
chuẩn bị mẫu không lớn hơn 0,05A2. Nếu đạt được phương sai này, ta
có thể hy vọng có được các giá trị của h nằm tại bất kỳ điểm nào giữa 0,59 A x ![]() và 1,67A x
và 1,67A x ![]() tức
là giữa 0,13 A và 0,37 A phải khảo sát thêm (xem phụ lục D).
tức
là giữa 0,13 A và 0,37 A phải khảo sát thêm (xem phụ lục D).
H.2 Kiểm tra riêng rẽ từng giai đoạn chuẩn bị
Cách tính toán dựa trên các cơ sở sau đây:
a) Nếu một quá trình gồm một số các giai đoạn mỗi gian đoạn có một nguồn gốc sai số độc lập có phương sai Vi, thì phương sai V của sai số tổng tính theo công thức:
V = v1 + v2 + ... + vn ... (23)
= ![]()
b) Ta cũng có
V(x+y) = Vx + Vy ... (24)
V(x-y) = Vx - Vy ... (25)
phương sai của n lần phân tích, mỗi phân tích có phương sai V, tính theo công thức:
V ![]() ...
(26)
...
(26)
Nếu các phương sai khác nhau
V ![]()
c) Các phương sai của các giai đoạn chuẩn bị mẫu riêng biệt là:
V1 là phương sai do lấy Ykg từ Xkg;
V2 là phương sai do lấy Zkg từ Ykg;
V3 là phương sai do phân tích (gồm phương sai do lấy 1g từ Zkg ra).
Với mỗi mẫu trong 10 mẫu có 6 kết quả:

H.3 Cách tính phương sai
Từ các số liệu này ta tìm 3 phương sai
a) Vp phương sai của hiệu số giữa các phân tích mẫu đôi [thí dụ giữa (1) và (2)]. Có 30 hiệu số như vậy (ký hiệu bằng g):
Vp = ![]()
b) Vq phương sai của các hiệu số giữa các trung bình các phân tích đôi trên cùng một mẫu thí nghiệm (thí dụ giữa A1 và A2). Có 10 hiệu số như vậy (ký hiệu bằng h)
Vq = ![]()
c) Vr phương sai của hiệu số giữa trung bình của 4 phân tích đối với mẫu A và trung bình của 2 phân tích đối với mẫu B. Có 10 hiệu số như vậy (ký hiệu bằng k)
Vr = ![]()
Ta dùng các phương trình (25) và (26) để tách các thành phần Vp, Vq, Vr.
H.3.1 Các thành phần của Vp
Vp là phương sai của hiệu số giữa hai phân tích, chỉ nguồn gốc sai số độc lập của nó là do phân tích. Từ phương trình (25) có
Vp = 2V3 ...(27)
H.3.2 Các thành phần của Vq
Từ phương trình (26) phương sai của trung bình hai phân tích đối với cùng mẫu thí nghiệm là V2 + V3/2. Vq là phương sai của hiệu số giữa hai phân tích như vậy. Do đó từ phương trình (25).
Vq = 2V2 + V3 ... (28)
H.3.3 Các thành phần của Vr
Một lần nữa áp dụng phương trình (26). Phương sai của trung bình 4 phân tích đối với mẫu A là
![]()
Phương sai của trung bình của hai phân tích đối với mẫu B là V1 + V2 + 1/2 + V4.
Vr là phương sai của hiệu số giữa các trung bình này.
Do đó, từ phương trình (25)
Vr = 2V1 + ![]() ... (29)
... (29)
H.3.4 Các cách biểu thị đối với V3, V2 và V1
Sắp xếp lại các phương trình (27), (28) và (29), ta biểu thị V2, V3 và V1 bằng Vp, Vq và Vr và đã tính ra:
V3 = 0,5Vp
V2 = 0,5 Vq - 0,25VP
V1 = 0,5Vr - 0,375 Vq
Xác định các thành phần của phương sai dựa trên cơ sở một số giới hạn các kết quả có thể dẫn đến sai số lớn và do đó đối với một trong các phương sai tính toán có thể không có giá trị. Nếu hiện tượng này xảy ra thì phương sai phải được giả thuyết là khá nhỏ đối với mọi trường hợp thực tế.
MỤC LỤC
1 Phạm vi áp dụng
2 Mở đầu
3 Nguyên tác cơ bản về lấy mẫu
4 Lấy mẫu từ dòng than
5 Lấy mẫu từ toa xe
6 Lấy mẫu than từ tầu biển
7 Lấy mẫu kho than
8 Chuẩn bị mẫu để xác định độ ẩm toàn phần
9 Chuẩn bị mẫu cho phân tích đại cương
Phụ lục A - Thiết bị lấy mẫu
Phụ lục B - Các thí dụ hướng dẫn người lấy mẫu
Phụ lục C - Các phương pháp kiểm tra độ chính xác bằng cách lấy mẫu lặp
Phụ lục D - Các phương pháp kiểm tra sai số chuẩn bị mẫu
Phụ lục E - Phương pháp kiểm tra độ thiên sai
Phụ lục F - Lý thuyết về tính toán số mẫu đơn trên cơ sở các số liệu thực nghiệm
Phụ lục G - Lý thuyết về lấy mẫu than
Phụ lục H - Lý thuyết về kiểm tra sai số chuẩn bị mẫu
1) Ở các phần dưới đây của tiêu chuẩn này, một mẫu được thu thập để chuẩn bị mẫu phân tích chung, được quy về như một mẫu tro và các mẫu khác được quy về như một mẫu ẩm. Nếu một mẫu được lấy để xác định cả tro lẫn ẩm là mẫu chung.
1) Trong tiêu chuẩn này các hướng dẫn về hàm lượng tro là dựa trên cơ sở tro "khô".
1) Kích thước sàng lỗ vuông phải sao cho không có hơn 5% than trên sàng.
2) Cách tiến hành này không thích hợp đối với trường hợp lấy mẫu bằng phương tiện cơ giới.
1) Trình bày trong ISO 589. Than đá - xác định hàm lượng ẩm toàn phần bị oxy hóa.
2) Với các mục đích của tiêu chuẩn này các loại than như vậy được coi là than nằm trong các mục từ 0 đến 5 của bảng phân loại quốc tế về các loại than đã do Ủy ban kinh tế LHQ và Châu Âu đề ra.
1) Mẫu phải được nghiền sao cho ít nhất 99% qua được sang 200 cm (xem 9.3.5).
1) Hộp - chính là ngăn chứa mẫu mà phía trên hở, xẻng là cái chứa mẫu có một bên cạnh hở.
1) Theo G.Cochran "Độ chính xác của mẫu hệ thống và các mẫu ngẫu nhiên xếp thành đối với một loại tập hợp nhất định" - An. Stat.Math (1946) 17.164. Bản báo cáo này chỉ ra rằng đối với các mật độ không phân bố một cách ngẫu nhiên và các mật độ có khuynh hướng thuộc loại gặp thấy ở một số trường hợp (như các mật độ tương quan đồ thị có một nhân lõm hướng lên trên) thì lấy mẫu hệ thống có độ chính xác cao hơn so với lấy mẫu ngẫu nhiên theo lớp, mặt khác cách lấy mẫu ngẫu nhiên theo lớp lại có độ chính xác tốt hơn hoặc ít nhất cũng bằng so với cách lấy ngẫu nhiên đơn thuần.
2) (**) Xem BS 1017 - Lấy mẫu than và cốc, phần 1 - Cách lấy mẫu than B.6.1
1) Do đó ký hiệu C' dùng ở đây để phân biệt với ký hệu chữ c.
1) ELORD Cách dùng khoảng biến thiên thay thế cho độ lệch chuẩn trong phép thử Biometricka 1947, 34.41