Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 2031:1977 về Lò xo xoắn trụ nén và kéo bằng thép mặt cắt tròn - Yêu cầu kỹ thuật
TIÊU CHUẨN NHÀ NƯỚC
TCVN 2031 - 77
LÒ XO XOẮN TRỤ NÉN VÀ KÉO BẰNG THÉP MẶT CẮT TRÒN - YÊU CẦU KĨ THUẬT
Cylindrical helical compression (extension) springs made of round steel. Technical requirments.
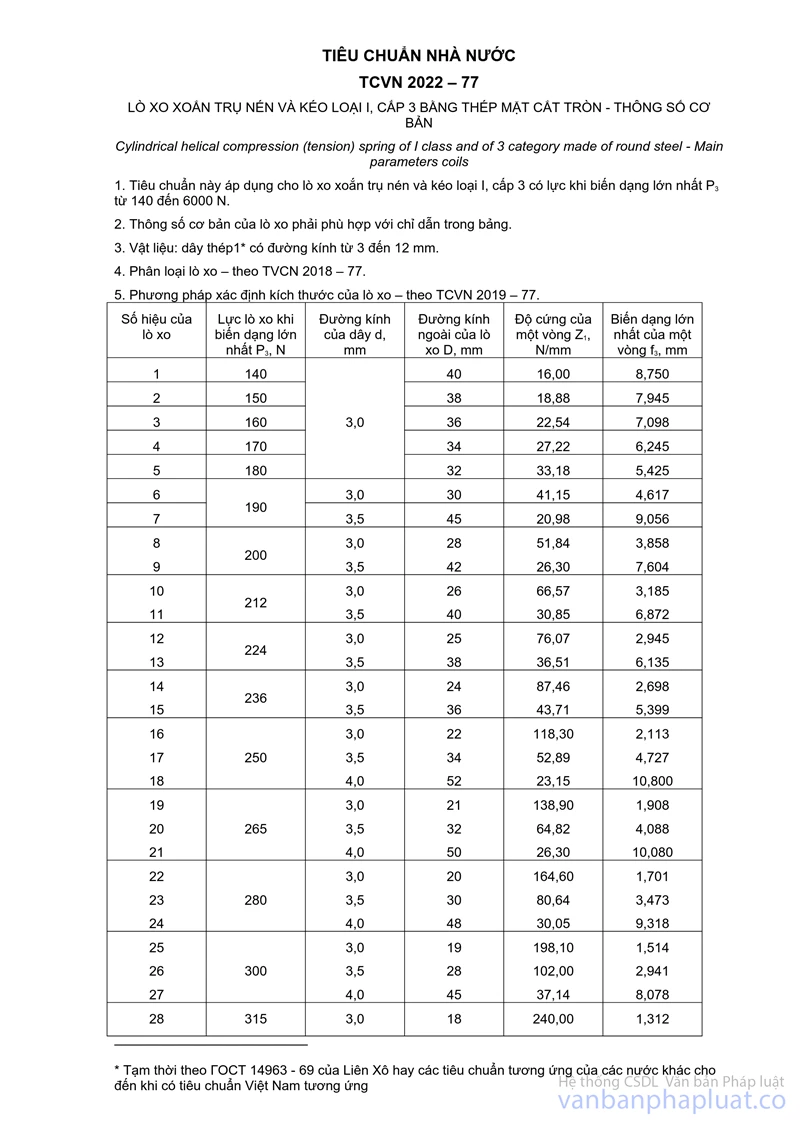
Tiêu chuẩn này áp dụng cho lò xo xoắn trụ nén và kéo bằng thép mặt cắt tròn phù hợp với các yêu cầu của TCVN 2018 - 77 ÷ TCVN 2030 - 77 và TCVN 14 - 74.
Tiêu chuẩn này không áp dụng cho lò xo dùng ở nhiệt độ nâng cao, cũng như trong các môi trường ăn mòn và các môi trường khác đòi hỏi phải chế tạo lò xo bằng vật liệu đặc biệt.
1. YÊU CẦU KỸ THUẬT
1.1. Lò xo phải được chế tạo phù hợp với các yêu cầu của tiêu chuẩn này trên cơ sở các tài liệu kỹ thuật đã được xét duyệt.
1.2. Yêu cầu đối với vật liệu và bề mặt của lò xo:
1.2.1. Phải có văn bản của xí nghiệp chế tạo chứng nhận chất lượng của vật liệu thỏa mãn các yêu cầu trong tiêu chuẩn. Cho phép kiểm tra vật liệu theo quy trình do bên đặt hàng và bên sản xuất thỏa thuận trước.
1.2.2. Lò xo được nghiệm thu phải sạch, không được còn vết muối, chì, dầu mỡ v.v… Không được làm sạch lò xo bằng cách tẩy axit.
Đối với lò xo được làm bền bề mặt và phủ lớp chống gỉ, phải tiến hành kiểm tra hình dạng bề ngoài của lò xo trước và sau các nguyên công đó.
1.2.3. Trên bề mặt lò xo không cho phép có vết nứt, vết rạn, vết xước, phân lớp, tróc vẩy, vết gỉ, vết ăn mòn do chì và muối gây ra, vết cháy điện và chỗ xoắn cục bộ.
Lò xo có chỗ xoắn cục bộ ở dây là phế phẩm. Những khuyết tật khác cho phép sửa lại. Đối với lò xo loại I, kích thước nhỏ nhất của mặt cắt dây tại chỗ làm sạch không được nhỏ hơn giới hạn cho phép nhỏ nhất của dây vật liệu.
Đối với lò xo loại II và III chiều dày lớp làm sạch không được lớn hơn một nửa miền dung sai của dây vật liệu tính theo kích thước thực tế. Khi đó kích thước thực tế của mặt cắt dây lò xo có thể nhỏ hơn kích thước nhỏ nhất của dây vật liệu trong giới hạn sau:
a) đến 0,5 miền dung sai của dây vật liệu - đối với lò xo làm bằng dây kéo nguội hoặc cán tinh;
b) đến 0,25 miền dung sai - đối với lò xo làm bằng thép cán nóng.
Bề mặt làm sạch không được chuyển gấp. Độ nhẵn của bề mặt làm sạch không được thô hơn Ñ5 theo TCVN 1063 - 71.
Chú thích: Đối với lò xo theo yêu cầu bản vẽ phải qua nguyên công nén bức hoặc kéo bức, phải tiến hành sửa các khuyết tật trước nguyên công đó.
1.2.4. Cho phép không cần sửa các vết xây sát, vết lõm, vết xước nhỏ và các vết do trục gá và dụng cụ gây ra, nếu những khuyết tật trên không sâu hơn một nửa miền dung sai của dây vật liệu. Trong trường hợp nghi ngờ tiến hành làm như điều 1.2.3.
1.2.5. Đối với lò xo được quấn ở trạng thái nóng cho phép có độ ô van ở mặt cắt dây. Hiệu giữa kích thước lớn nhất và nhỏ nhất trong mặt cắt của dây không được lớn hơn dung sai của đường kính dây. Khi đó kích thước thực nhỏ nhất ở mặt cắt dây có thể nhỏ hơn kích thước nhỏ nhất của dây vật liệu 0,25 miền dung sai.
1.2.6. Theo yêu cầu của khách hàng hoặc khi có các chỉ dẫn trên bản vẽ lò xo, cần tiến hành kiểm tra lớp thoát các bon. Đối với lò xo làm bằng thép tôi, độ sâu của lớp thoát các bon không được lớn hơn 25 % so với trị số ghi trong tiêu chuẩn tương ứng về vật liệu. Đối với lò xo không tôi, độ sâu lớp thoát các bon phải phù hợp với mức ghi trong tiêu chuẩn về dây dùng để chế tạo lò xo đó.
1.3. Yêu cầu đối với thông số và kích thước của lò xo:
1.3.1. Dựa vào lực hoặc biến dạng, tiêu chuẩn qui định ba nhóm chính xác của lò xo.
Nhóm một - gồm lo xo có sai lệch cho phép của lực hoặc biến dạng là ± 5 %. Áp dụng cho lò xo loại I và III làm bằng dây có đường kính 1,6 mm và lớn hơn.
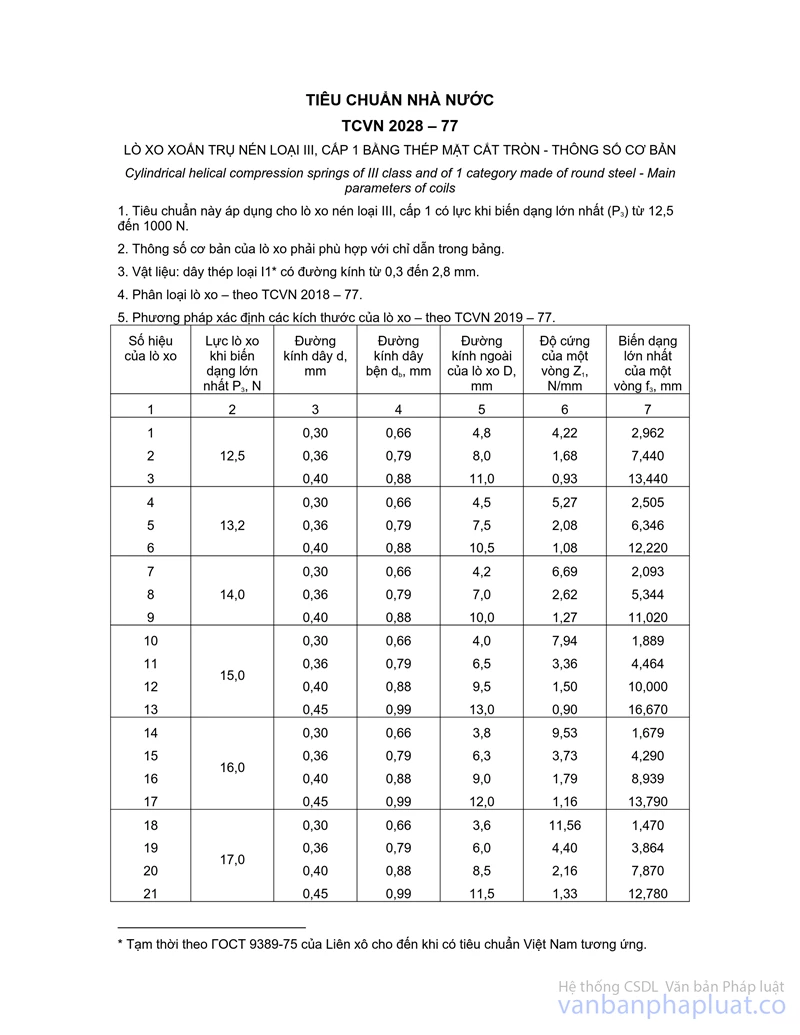
Nhóm hai - gồm lò xo có sai lệch cho phép của lực hoặc biến dạng là ± 10 %. Áp dụng cho lò xo tất cả các loại, trừ lò xo ba sợi (thông số cơ bản - theo TCVN 2028 - 77).
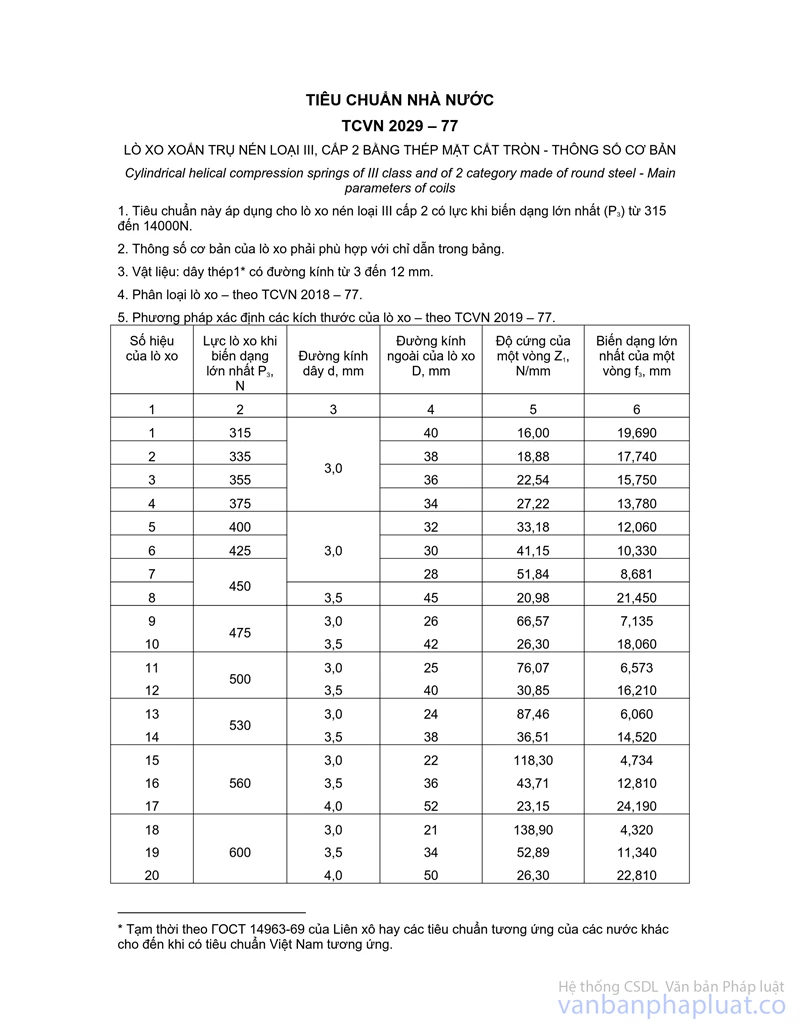
Nhóm ba - gồm lò xo có sai lệch cho phép của lực hoặc biến dạng là ± 20 %. Áp dụng cho lò xo tất cả các loại, trừ lò xo một sợi loại III (thông số cơ bản - theo TCVN 2029 - 77 và TCVN 2030 - 77).
Đối với một số lò xo cho phép không cần kiểm tra các thông số về lực.
1.3.2. Ký hiệu các thông số của lò xo được quy định trong TCVN 2019 - 77 và TCVN 14 - 74.
Đối với các sai lệch giới hạn của các thông số lò xo, ký hiệu quy ước được quy định như sau:
Sai lệch giới hạn của đường kính ngoài của lò xo… ΔD
Sai lệch giới hạn của đường kính trong của lò xo … ΔD1
Sai lệch giới hạn của đường kính dây … Δd
Sai lệch giới hạn của chiều cao lò xo nén ở trạng thái tự do … ΔHo
Sai lệch giới hạn của
chiều cao lò xo nén ở trạng thái tự do trên một vòng làm việc … ![]()
Sai lệch giới hạn của chiều cao lò xo kéo ở trạng thái tự do … ΔH’o
Sai lệch giới hạn của chiều dài móc … Δl
Sai lệch giới hạn về số lượng tất cả các vòng … Δn1
Sai lệch giới hạn về độ không vuông góc của các mặt mút đối với đường sinh của lò xo:
Theo chiều cao Ho … e1
Theo đường kính D … e2
Độ không đều của bước lò xo ở trạng thái tự do … e3
1.3.3. Phù hợp với ba nhóm chính xác được quy định theo lực hoặc biến dạng kể trên, tiêu chuẩn cũng quy định ba nhóm chính xác về thông số hình học. Sai lệch cho phép của thông số hình học phải phù hợp với các chỉ dẫn trong bảng 1 - 3 và phải tính theo các công thức 1 - 3.
Sai lệch giới hạn của lực hoặc biến dạng và sai lệch giới hạn của thông số hình học (ghi trong bảng 2 và 3) không nhất thiết phải thuộc cùng một nhóm chính xác của lò xo. Tức là, nếu cho lực hoặc biến dạng thuộc nhóm chính xác một, cho phép quy định các thông số hình học thuộc nhóm chính xác hai; nếu cho lực hoặc biến dạng thuộc nhóm chính xác hai, cho phép quy định các thông số hình học thuộc nhóm chính xác ba. Trong trường hợp cần thiết, theo sự thỏa thuận với xí nghiệp sản xuất cho phép các thông số hình học thuộc nhóm chính xác cao hơn nhóm chính xác đã quy định cho lực hoặc biến dạng.
Đối với lò xo không cần kiểm tra lực hoặc biến dạng, tất cả các sai lệch giới hạn của các thông số hình học được quy định thuộc một trong ba nhóm chính xác.
1.3.4. Tùy theo nhóm chính xác quy định theo lực hoặc biến dạng của lò xo, chọn vật liệu sao cho những sai lệch giới hạn tổng cộng của đường kính dây hoặc thanh trong tiêu chuẩn tương ứng không lớn hơn hoặc các trị số ghi trong bảng 1.
1.3.5. Sai lệch giới hạn của đường kính ngoài hoặc trong của lò xo ở trạng thái tự do không được lớn hơn các trị số ghi trong bảng 2. Không cho phép quy định đồng thời các sai lệch giới hạn của đường kính ngoài và đường kính trong của lò xo. Chỉ quy định sai lệch giới hạn của đường kính trong trường hợp cần thiết.
Khi sử dụng dây có sai lệch hai phía (± Δd), các sai lệch giới hạn của đường kính lò xo (± ΔD hoặc ± ΔD1) được quy định cho từng phía tỉ lệ với dung sai của dây. Khi đó dung sai tổng cộng của đường kính lò xo không được lớn hơn trị số ghi trong bảng 2. Nếu dây có sai lệch một phía (- Δd hoặc + Δd) thì sai lệch giới hạn của đường kính lò xo phải có dấu như của sai lệch dây (- ΔD hoặc + ΔD).
Nếu trên bản vẽ chỉ dẫn kiểm tra đường kính ngoài của lò xo bằng ống kiểm Dδ hoặc đường kính trong bằng thanh kiểm DT, hoặc kiểm tra đồng thời cả hai, thì khi quy định kích thước giới hạn của ống kiểm hoặc thanh kiểm phải tính cả sai lệch giới hạn của đường kính ngoài và trong của lò xo cho trong bảng 2. Khi đó, đường kính trong của ống kiểm Dδ phải lớn hơn 2 % đường kính ngoài lớn nhất của lò xo ở trạng thái tự do, còn đường kính của thanh kiểm DT phải nhỏ hơn 1% đường kính trong nhỏ nhất của lò xo.
Chú thích: Đường kính của lỗ đặt lò xo trong máy không được nhỏ hơn đường kính của ống kiểm, còn đường kính của thanh dẫn hướng - không được lớn hơn đường kính thanh kiểm.
1.3.6. Sai lệch giới hạn về số lượng tất cả các vòng của lò xo phải phù hợp với bảng 2, khi đó đối với lò xo loại III (thông số cơ bản theo TCVN 2028 - 77 ÷ TCVN 2030 - 77), sai lệch về số lượng tất cả các vòng phải mang dấu âm.
1.3.7. Sai lệch giới hạn của chiều cao lò xo nén ở trạng thái tự do xác định theo công thức:
![]() (1)
(1)
Sai lệch giới hạn của
chiều cao lò xo trên một vòng làm việc ![]() lấy trong bảng 2, có dấu ngược với dấu của sai lệch giới
hạn của đường kính dây (dương, nếu Δd mang dấu âm và ngược lại, âm, nếu Δd mang
dấu dương).
lấy trong bảng 2, có dấu ngược với dấu của sai lệch giới
hạn của đường kính dây (dương, nếu Δd mang dấu âm và ngược lại, âm, nếu Δd mang
dấu dương).
Trường hợp sử dụng
dây có sai lệch hai phía (± Δd), sai lệch giới hạn ![]() có dấu lấy như trên và quy định cho từng
phía tỷ lệ với dung sai của dây. Khi đó dung sai tổng cộng
có dấu lấy như trên và quy định cho từng
phía tỷ lệ với dung sai của dây. Khi đó dung sai tổng cộng ![]() không được lớn hơn trị số ghi trong bảng
2.
không được lớn hơn trị số ghi trong bảng
2.
Trường hợp khi sai lệch cho phép quy định cho hai hay nhiều lực hoặc biến dạng thì chiều cao của lò xo ở trạng thái tự do là kích thước tham khảo và không cần kiểm tra.
1.3.8. Sai lệch giới hạn của chiều cao (chiều dài) của lò xo kéo ở trạng thái tự do ΔHo’ được xác định theo công thức:
ΔHo’ = Δn1 (d + Δd) + (n1 + 1) Δd + 2Δl, (2)
Δn1 - lấy trong bảng 2.
- Sai lệch giới hạn của chiều dài móc Δl phụ thuộc vào kết cấu của móc và yêu cầu về độ chính xác của lò xo.
1.3.9. Chiều cao lớn nhất của lò xo ở trạng thái nén đến khi các vòng tiếp xúc với nhau được xác định theo công thức:
(H3)max = [n1 + Δn1 + 1 - (n3 - 0,1)] (d + Δd) (3)
n3 - số lượng vòng cần mài phẳng.
Đối với lò xo ba sợi:
(H3)max = (n1 + Δn1 + 1) dbΔ, (3a)
Δn1 - lấy trong bảng 2.
Δ - hệ số dát mỏng của dây bện lấy trong bảng 2 của TCVN 2019 - 77.
1.3.10. Các mặt phẳng mút của lò xo nén phải vuông góc với đường sinh của lò xo.
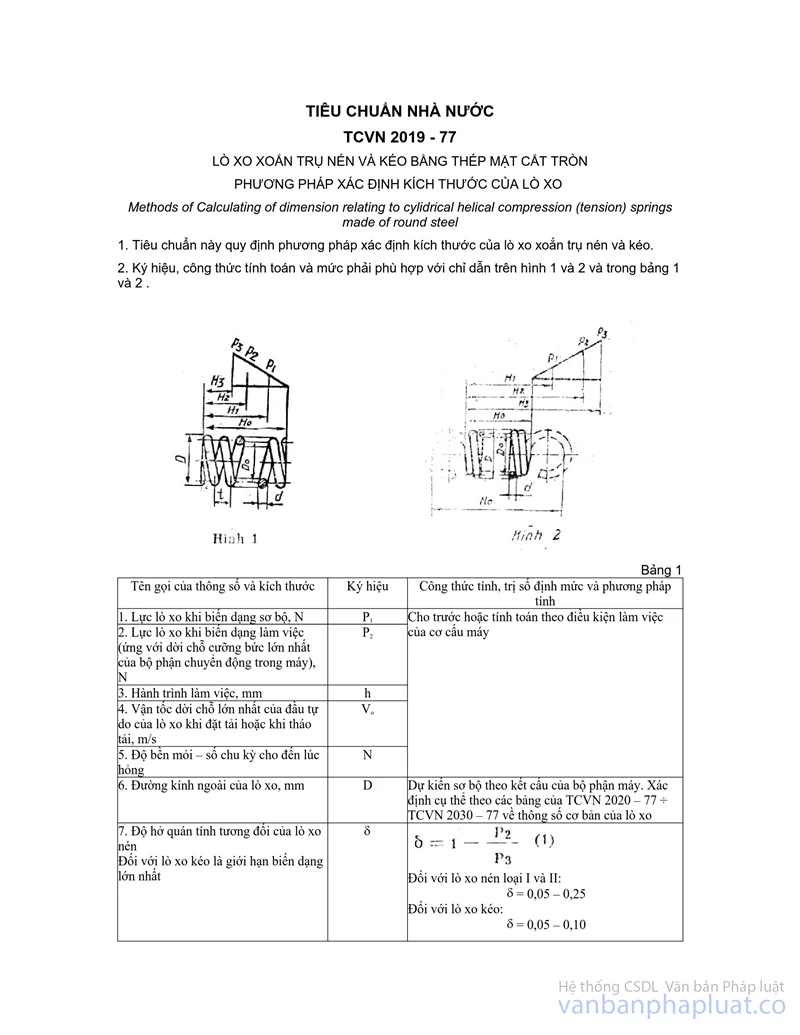
Độ không vuông góc cho phép e1 hoặc e2 (hình 1 và 2) ghi trong bảng 3.
Đối với lò xo có chiều dài lớn hơn ba lần đường kính, cho phép xác định độ không vuông góc trên một phần chiều dài lò xo, nhưng đoạn đó không ngắn hơn 3D.
1.3.11. Các vòng tựa của lò xo nhiều sợi (thông số cơ bản theo TCVN 2028 - 77), cũng như của lò xo một sợi làm bằng dây có đường kính 0,5 mm và nhỏ hơn, thì không mài phẳng và không kiểm tra độ không vuông góc.
Chú thích: Nếu trong kết cấu máy có lỗ đặc biệt để đặt lò xo, cũng như nếu các vòng tựa không mài mà không làm han chế khả năng làm việc của máy, thì không cần phải mài các vòng tựa, khi đó không phụ thuộc vào đường kính dây.

1.3.12. Bề mặt gia công của các vòng tựa của lò xo nén phải phẳng. Độ hở giữa mặt phẳng tựa và tấm kiểm không được lớn hơn 0,05d.
1.3.13. Độ nhẵn của mặt gia công của vòng tựa quy định trong bảng 3.
1.3.14. Bước của lò xo phải đều. Độ không đều của bước lò xo e3 quy định trong bảng 3.
1.3.15. Khi nén trên cả vòng tựa, đầu các vòng tựa của lò xo phải ép sát vào vòng làm việc. Độ hở cho phép ghi trong bảng 3.
1.3.16. Khi nén trên đoạn bằng 0,75 vòng tựa, phải có độ hở λ = 0,25 (t - d). Độ hở cho phép ghi trong bảng 3.
1.3.17. Chiều dày của đầu vòng tựa Sd của lò xo nén phải gần bằng 0,25d, chiều dài của đoạn gia công trên vòng tựa phải gần bằng 0,75ПD. Không cho phép chiều dày của vòng tựa nhỏ hơn 0,15d, và chiều dài của đoạn gia công nhỏ hơn 0,7 ПD.
Chú thích: Nếu theo điều kiện làm việc của máy phải nén trên đoạn nhỏ hơn 0,75 vòng từ một hoặc hai đầu, thì hình dạng các vòng tựa, λ, Sđ và chiều dài đoạn gia công quy định trong bản vẽ đặc biệt.
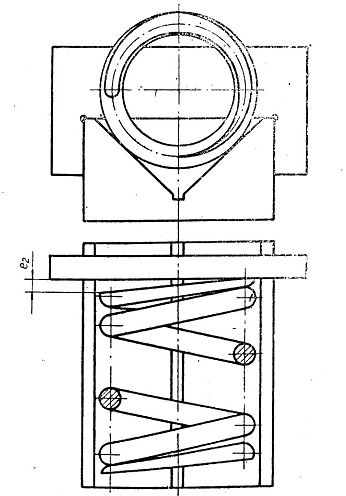
Hình 2
1.4. Yêu cầu khi chế tạo lò xo:
1.4.1. Tiến hành quấn lò xo ở trạng thái nguội. Đối với lò xo làm bằng dây tôi có đường kính 8 mm và lớn hơn, cho phép quấn ở trạng thái nóng.
1.4.2. Nén các vòng tựa nên tiến hành đồng thời cùng với quấn lò xo.
Phải làm cùn các cạnh sắc trên bề mặt gia công của vòng tựa ở lò xo làm bằng dây có đường kính 1 mm và lớn hơn.
1.4.3. Lò xo làm bằng dây kéo nguội chỉ tiến hành ram ở nhiệt độ thấp.
Lò xo làm bằng các mác thép tôi phải được tôi và ram; độ cứng phải phù hợp với chỉ dẫn trong bản vẽ trên cơ sở bảng 2 của TCVN 2018 - 77.
Cho phép tôi lại không quá một lần. Không hạn chế số lần ram lại.
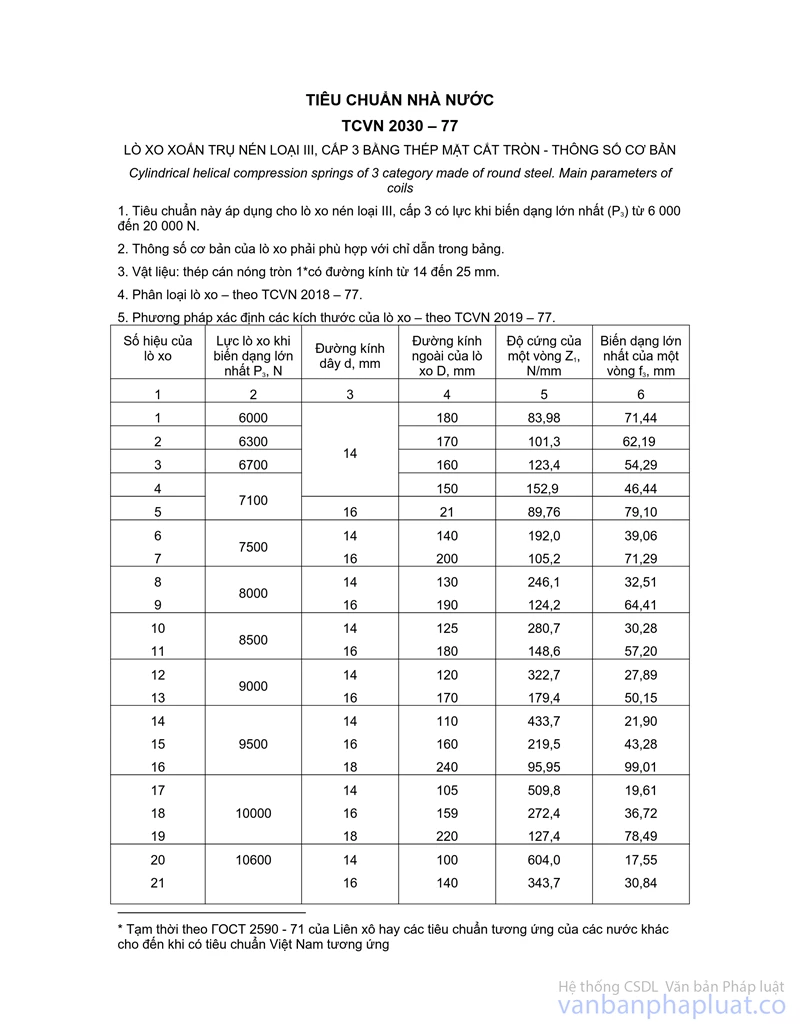
Bảng 1
mm
|
Đường kính dây |
Dung sai đối với lò xo nhóm chính xác |
||
|
Một |
Hai |
Ba |
|
|
0,2 - 0,3 |
̲ |
0,020 |
0,040 |
|
0,36 - 0,6 |
0,025 |
0,050 |
|
|
0,7 - 1,4 |
0,040 |
0,080 |
|
|
1,6 - 3,0 |
0,040 |
0,080 |
0,16 |
|
3,5 - 6,0 |
0,080 |
0,16 |
0,4 |
|
7,0 - 12 |
0,12 |
0,24 |
0,5 |
|
14 - 25 |
0,3 |
0,6 |
1,2 |
|
28 - 50 |
0,4 |
0,8 |
1,6 |
Bảng 2
Sai lệch giới hạn của đường kính ngoài và trong số lượng vòng và của chiều cao lò xo
|
Thông số của lò xo |
Đường kính của dây …, dây bên), mm |
||||||||||||||||||||
|
0,2 - 0,3 |
0,36 - 0,6 |
0,7 - 1,4 |
1,6 - 3,0 |
3,5 - 6,0 |
7,0 - 12 |
14 - 25 |
28 - 50 |
||||||||||||||
|
Nhóm chính xác |
|||||||||||||||||||||
|
hai |
ba |
hai |
ba |
hai |
ba |
một |
hai |
ba |
một |
hai |
ba |
một |
hai |
ba |
một |
hai |
ba |
một |
hai |
ba |
|
|
Tỷ số của lò xo |
Sai lệch giới hạn của đường kính ngoài hoặc trong của lò xo (ΔD hoặc ΔD1), mm |
||||||||||||||||||||
|
Đến 5 |
0,12 |
0,24 |
0,15 |
0,30 |
0,18 |
0,36 |
0,24 |
0,48 |
0,9 |
0,48 |
0,95 |
1,9 |
0,7 |
1,4 |
2,8 |
1,8 |
3,6 |
7,0 |
2,4 |
4,8 |
9,5 |
|
Lớn hơn 5 đến 6,3 |
0,15 |
0,30 |
0,19 |
0,38 |
0,22 |
0,45 |
0,30 |
0,60 |
1,2 |
0,60 |
1,2 |
2,4 |
0,9 |
1,8 |
3,6 |
2,2 |
4,5 |
9,0 |
3,0 |
6,0 |
12 |
|
Lớn hơn 6,3 đến 8 |
0,18 |
0,36 |
0,24 |
0,48 |
0,28 |
0,55 |
0,38 |
0,75 |
1,5 |
0,75 |
1,5 |
3,0 |
1,1 |
2,2 |
4,4 |
2,8 |
5,5 |
11 |
3,8 |
7,5 |
15 |
|
Lớn hơn 8 đến 10 |
0,24 |
0,48 |
0,30 |
0,60 |
0,36 |
0,70 |
0,48 |
0,96 |
1,9 |
0,95 |
1,9 |
3,8 |
1,4 |
2,8 |
5,5 |
3,6 |
7,0 |
14 |
4,8 |
9,5 |
19 |
|
Lớn hơn 10 |
0,30 |
0,60 |
0,36 |
0,70 |
0,45 |
0,90 |
0,60 |
1,2 |
2,4 |
0,2 |
2,4 |
4,8 |
1,7 |
3,4 |
7,0 |
4,5 |
9,0 |
18 |
6,0 |
11,5 |
24 |
|
Số lượng tất cả các vòng của lò xo n1 |
Sai lệch giới hạn về số lượng tất cả các vòng của lò xo (± Δn1), vòng |
||||||||||||||||||||
|
Đến 6,3 |
0,5 |
1,0 |
0,35 |
0,75 |
0,20 |
0,35 |
0,15 |
0,25 |
0,50 |
0,15 |
0,25 |
0,50 |
0,10 |
0,20 |
0,35 |
0,10 |
0,20 |
0,35 |
0,10 |
0,15 |
0,25 |
|
Lớn hơn 6,3 đến 10 |
0,75 |
1,75 |
0,50 |
1,0 |
0,30 |
0,50 |
0,20 |
0,50 |
0,75 |
0,20 |
0,50 |
0,75 |
0,15 |
0,30 |
0,50 |
0,15 |
0,30 |
0,50 |
0,10 |
0,20 |
0,50 |
|
Lớn hơn 10 đến 16 |
1,5 |
3,0 |
1,0 |
2,0 |
0,50 |
1,0 |
0,30 |
0,75 |
1,5 |
0,30 |
0,75 |
1,5 |
0,25 |
0,50 |
1,0 |
0,25 |
0,50 |
1,0 |
0,15 |
0,30 |
0,75 |
|
Lớn hơn 16 đến 25 |
2,25 |
4,5 |
1,5 |
3,0 |
0,75 |
1,5 |
0,50 |
1,0 |
2,25 |
0,50 |
1,0 |
2,25 |
0,35 |
0,75 |
1,5 |
0,35 |
0,75 |
1,55 |
0,25 |
0,50 |
1,0 |
|
Lớn hơn 25 |
0,10n1 |
0,20n1 |
0,07n1 |
0,14n1 |
0,04n1 |
0,07n1 |
0,025n1 |
0,05n1 |
0,10n1 |
0,25n1 |
0,05n1 |
0,10n1 |
0,02n1 |
0,04n1 |
0,07n1 |
0,02n1 |
0,04n1 |
0,07n1 |
0,015n1 |
0,025n1 |
0,05n1 |
|
Tỷ
số |
Sai
lệch giới hạn của chiều cao lò xo nén ở trạng thái tự do trên một vòng làm việc
|
||||||||||||||||||||
|
Đến 0,4 |
0,032 |
0,070 |
0,045 |
0,09 |
0,055 |
0,11 |
0,08 |
0,16 |
0,32 |
0,16 |
0,32 |
0,70 |
0,24 |
0,5 |
1,0 |
0,5 |
1,0 |
2,0 |
0,8 |
1,6 |
3,2 |
|
Lớn hơn 0,4 đến 0,63 |
0,036 |
0,075 |
0,052 |
0,10 |
0,065 |
0,13 |
0,09 |
0,18 |
0,36 |
0,18 |
0,36 |
0,75 |
0,28 |
0,6 |
1,1 |
0,6 |
1,1 |
2,2 |
0,9 |
1,8 |
3,6 |
|
Lớn hơn 0,63 đến 1,0 |
0,045 |
0,09 |
0,06 |
0,12 |
0,075 |
0,15 |
0,11 |
0,22 |
0,45 |
0,22 |
0,45 |
0,90 |
0,32 |
0,7 |
1,4 |
0,7 |
1,4 |
2,8 |
1,1 |
2,2 |
4,4 |
|
Lớn hơn 1,0 đến 1,6 |
0,055 |
0,12 |
0,08 |
0,16 |
0,095 |
0,19 |
0,13 |
0,26 |
0,55 |
0,26 |
0,55 |
1,20 |
0,40 |
0,9 |
1,8 |
0,9 |
1,8 |
3,6 |
1,3 |
2,6 |
5,2 |
|
Lớn hơn 1,6 đến 2,5 |
0,075 |
0,15 |
0,10 |
0,21 |
0,13 |
0,26 |
0,18 |
0,36 |
0,75 |
0,36 |
0,75 |
1,5 |
0,55 |
1,2 |
2,4 |
1,2 |
2,4 |
4,8 |
1,8 |
3,6 |
7,0 |
|
Lớn hơn 2,5 đến 4,0 |
0,10 |
0,21 |
0,15 |
0,30 |
0,18 |
0,36 |
0,25 |
0,50 |
1,0 |
0,50 |
1,0 |
2,0 |
0,75 |
1,6 |
3,2 |
1,6 |
3,2 |
6,4 |
2,5 |
5,0 |
10,0 |
|
Lớn hơn 4,0 |
0,15 |
0,30 |
0,21 |
0,42 |
0,26 |
0,52 |
0,36 |
0,70 |
1,5 |
0,70 |
1,5 |
3,0 |
1,1 |
2,4 |
4,8 |
2,4 |
4,8 |
9,5 |
3,6 |
7,0 |
14,0 |
Bảng 3
mm
|
Tên gọi hoặc ký hiệu của thông số lò xo |
Sai lệch giới hạn đối với lò xo nhóm chính xác |
||
|
một |
hai |
ba |
|
|
e1 và e2 |
0,02 |
0,04 |
0,08 |
|
e3 |
0,1f3 |
0,15f3 |
0,2f3 |
|
Độ hở giữa đầu vòng tựa và vòng làm việc kề bên khi nén trên cả vòng tựa λ |
0,1f3 |
0,15f3 |
0,2f3 |
|
Độ hở giữa đầu vòng tựa và vòng làm việc kề bên khi nén trên đoạn bằng 0,75 vòng tựa λ |
(0,25 - 0,1)f3 |
(0,25 - 0,15)f3 |
(0,25 - 0,2)f3 |
|
Độ nhẵn của mặt mút gia công của lò xo, không thô hơn |
Ñ5 |
Ñ4 |
Ñ3 |
Chú thích: Các yêu cầu cao hơn các chỉ tiêu cho nhóm một, có thể quy định theo sự thỏa thuận với nhà máy chế tạo.
1.4.4. Tùy theo chức năng của lò xo mà quy định và phải ghi vào bản vẽ các yêu cầu đặc biệt khi chế tạo lò xo (mạ bảo vệ, nung sau khi mạ để khử hyđrô, tăng bền, gia công nhiệt hóa v.v…), cũng như các dạng thử tĩnh và thử động (nén trong thời gian ngắn, nén bức hoặc kéo bức ở trạng thái nguội hoặc nóng, đập trên bàn hoặc trên máy thử, thử theo chu kỳ, v.v…) đồng thời cho phép có tài liệu chỉ dẫn về chế độ và định mức cho từng nguyên công tương ứng.
Nếu lò xo cần phải nén bức hoặc kéo bức, mà thời gian không ghi trong bản vẽ, thì phải theo đúng chỉ dẫn dưới đây:
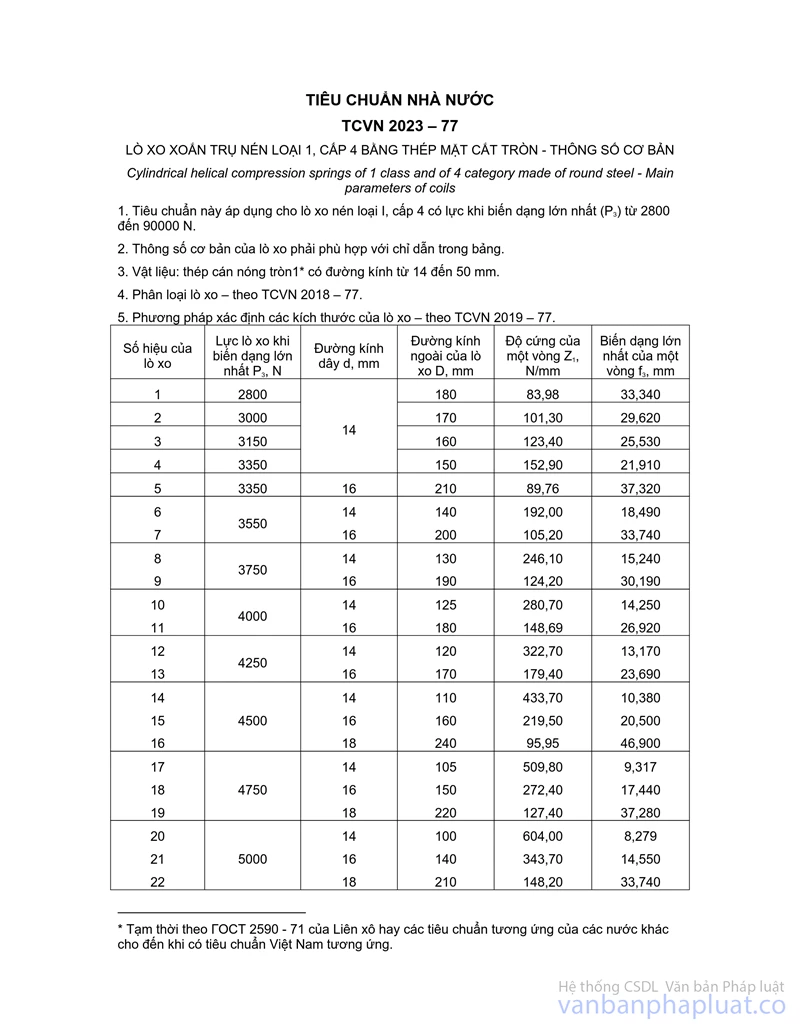
đối với lò xo loại I làm bằng các mác thép tôi (thông số cơ bản theo TCVN 2022 - 77 và TCVN 2023 - 77 … 6 h
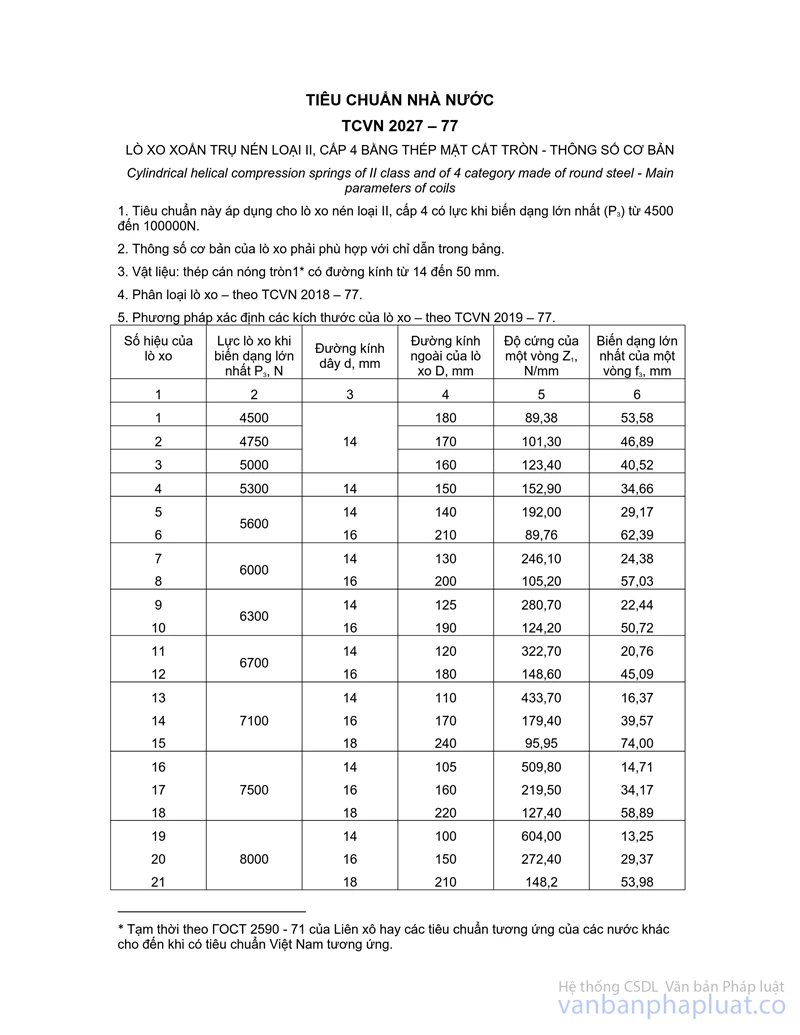
đối với lò xo loại II … 12 h
đối với lò xo loại III … 24 h
1.4.5. Các lò xo được mạ chống gỉ bằng phương pháp điện phân (crôm, niken, cađimi, kẽm, v.v…) phải được nung nóng để khử hyđrô và phải nén bức hoặc kéo bức trong thời gian không ít hơn 24h, mặc dù trước khi mạ lò xo đã qua hoặc không qua nguyên công nén bức hoặc kéo bức.
1.4.6. Khi sửa lò xo, không cho phép:
a) ép các vòng đối với lò xo nén và sửa hình dạng của móc đối với lò xo kéo làm bằng dây kéo nguội, ở nhiệt độ cao hơn nhiệt độ ram;
b) giãn dư ở lò xo nén và co hẹp dư ở lò xo kéo, nếu sau đó không nhiệt luyện và qua quá trình thử;
c) gia công cơ các vòng tựa của lò xo loại III sau công phun hạt;
d) nén nóng lò xo làm bằng dây biến cứng nguội ở nhiệt độ cao hơn nhiệt độ ram;
đ) nén nóng lò xo làm bằng thép tôi ở nhiệt độ thấp hơn nhiệt độ ram 30°;
e) điều chỉnh đặc tính về lực và kích thước của lò xo bằng phương pháp tẩy hóa học;
g) tôi lại các lò xo làm bằng thép tôi mà không qua ủ sơ bộ hoặc thường hóa.
1.4.7. Không quy định biến dạng dư ở bất kỳ giai đoạn nào trong quy trình công nghệ và trong khi thử. Lò xo xuất xưởng phải phù hợp với mọi yêu cầu trong bản vẽ và không được có biến dạng dư khi thử chịu tải tĩnh giới hạn.
2. QUY TẮC NGHIỆM THU
2.1. Các lò xo trước khi xuất xưởng phải qua bộ phận kiểm tra chất lượng của nhà máy chế tạo để nghiệm thu theo từng lô. Mỗi lô gồm lò xo được chế tạo theo một bản vẽ và cùng một quy trình công nghệ. Đối với lò xo chế tạo bằng dây thép, thì lô gồm các lò xo được chế tạo từ dây trong một bó; đối với lò xo chế tạo bằng thép tôi, thì lô gồm các lò xo được chế tạo bằng thép cùng một mẻ luyện.
Theo thỏa thuận với khách hàng, cho phép lô lò xo gồm những lò xo được chế tạo theo một bản vẽ và cùng một quy trình công nghệ và có thể không làm từ một bó dây hoặc thép cùng một mẻ luyện.
2.2. Số lượng lò xo cần kiểm theo từng thông số do xí nghiệp sản xuất quy định. Danh mục các thông số cần kiểm được quy định trong tài liệu kỹ thuật. Xí nghiệp sản xuất phải đảm bảo chất lượng của mỗi lò xo phù hợp với yêu cầu của tiêu chuẩn này.
Nếu trong số lò xo lấy ra trong lô để kiểm tra dù chỉ một lò xo có sai lệch của một hoặc một số thông số không đạt tiêu chuẩn thì phải kiểm tra cả lô lò xo theo những thông số không đạt đó.
Lò xo sau khi kiểm tra, cho phép sửa lại theo công nghệ của nhà máy. Khi kiểm tra lại, nếu lò xo không đạt yêu cầu trong bản vẽ thì lò xo đó là phế phẩm.
2.3. Khách hàng có quyền kiểm tra lại sự phù hợp của các lò xo với các yêu cầu của tiêu chuẩn này và của bản vẽ lò xo.
Khi phát hiện ra sai lệch không cho phép, khách hàng có thể trả lại cả lô lò xo cho xí nghiệp sản xuất để lựa bỏ.
Nếu trong lô gửi lại còn phát hiện ra các lò xo không đạt các yêu cầu trong bản vẽ và trong tiêu chuẩn này thì lô lò xo đó là phế phẩm.
3. PHƯƠNG PHÁP KIỂM TRA
3.1. Kiểm tra hình dạng bên ngoài của lò xo bằng mắt thường. Trong trường hợp khả nghi cần dùng kính lúp phóng đại năm lần.
Trong trường hợp khó xác định đặc tính của khuyết tật, cho phép ngâm lò xo vào bể chứa dầu hỏa, dầu mỡ, hoặc hỗn hợp của chúng được đun nóng trong khoảng 10 - 15 phút, sau đó làm sạch lò xo bằng phương pháp cơ học. Những chỗ có khuyết tật là chỗ có dầu hỏa hoặc dầu mỡ bám vào. Phải làm sạch lò xo không muộn hơn một giờ kể từ lúc lấy ra khỏi bể và phải kiểm tra không muộn hơn 3 giờ kể từ lúc làm sạch.
Theo thỏa thuận với xí nghiệp sản xuất, có thể thay phương pháp kiểm tra trên bằng phương pháp dò khuyết tật lý học.
Chú thích: Xí nghiệp sản xuất có quyền nén bức hoặc kéo bức để kiểm tra thêm chất lượng của lò xo.
3.2. Kiểm tra độ sâu lớp thoát các bon theo phương pháp trong tiêu chuẩn tương ứng.
3.3. Chỉ kiểm tra độ cứng đối với lò xo làm bằng thép tôi và tiến hành trên mẫu kèm theo lò xo. Mẫu thử phải làm từ thép cùng một mẻ luyện với thép để chế tạo lò xo và có các mặt cắt như của lò xo.
Sau khi nhiệt luyện, tiến hành mài các mặt phẳng song song với nhau trên mẫu thử. Sau đó kiểm tra độ cứng và đánh giá theo thang RC. Số lượng mẫu thử do nhà máy sản xuất quy định. Nhà máy phải bảo đảm độ cứng của từng lò xo phù hợp với yêu cầu trong bản vẽ tương ứng.
Đối với lò xo loại I và II làm bằng dây có đường kính 10 mm và lớn hơn, cho phép kiểm tra độ cứng trực tiếp trên bề mặt vòng tựa tại chỗ quy định trên bản vẽ.
3.4. Khi kiểm tra đường kính của lò xo, phải thực hiện những quy tắc sau:
a) kiểm tra đường kính ngoài và đường kính trong của lò xo ở trạng thái tự do bằng calíp lọt và calíp không lọt.
Khi kiểm tra bằng calíp, lò xo phải lọt qua tự do calíp lọt, và calíp lọt phải lọt qua tự do lỗ của lò xo chưa chịu tải. Chiều dài phần làm việc của calíp không được nhỏ hơn ba bước của lò xo.
Khi kiểm tra đường kính ngoài có thể sử dụng các dụng cu đo vạn năng, khi đó phải đo không ít hơn ba chỗ trên lò xo trong các hướng vuông góc với nhau;
b) kiểm tra đường kính ngoài của lò xo ở trạng thái nén giới hạn bằng ống kiểm. Chiều dài ống kiểm phải nhỏ hơn 10 % chiều dài lò xo ở trạng thái nén H3. Trong khi kiểm, đặt lò xo vào ống kiểm và nén đến khi các vòng tiếp xúc với nhau, khi đó ống kiểm phải dịch chuyển được tự do dọc theo lò xo;
c) kiểm tra đường kính trong của lò xo bằng thanh kiểm. Chiều dài thanh kiểm phải lớn hơn chiều dài lò xo không ít hơn 10 %. Thanh kiểm phải dịch chuyển được tự do trong lỗ của lò xo chưa chịu tải;
d) kích thước của calíp, ống kiểm và thanh kiểm phải có độ chính xác phù hợp với các tiêu chuẩn tương ứng.
3.5. Chiều cao của lò xo ở trạng thái tự do Ho được đo ở vị trí nằm hoặc đứng. Đối với lò xo có chiều cao không thay đổi do trọng lượng riêng của nó, thì cho phép đo ở vị trí đứng. Khi các mặt tựa của lò xo không song song với nhau thì chiều cao của lò xo là số đo được lớn nhất.
3.6. Xác định số lượng tất cả các vòng của lò xo bằng cách tính số vòng nguyên cộng với những phần vòng.
3.7. Kiểm tra chiều cao của lò xo ở trạng thái nén đến khi các vòng tiếp xúc với nhau bằng các dụng cuh đo vạn năng có thể độc lập hoặc đồng thời với việc đo lực.
Chiều cao H3 là khoảng cách giữa các mặt tựa của thiết bị nén lò xo. Khi đó cho phép các vòng tiếp xúc với nhau không trên toàn bộ chiều dài của vòng.
3.8. Đo chiều cao (chiều dài) của lò xo kéo khi biến dạng lớn nhất (H3 hoặc F3) bằng các dụng cụ đo vạn năng có thể độc lập hoặc đồng thời với việc đo lực.
Chiều cao H3 là khoảng cách giữa các mặt tựa của thiết bị kéo giãn lò xo (khoảng cách giữa các mặt trong của móc khi lò xo đang chịu tải).
Nếu trên hình vẽ không ghi các trị số F3 hoặc H3, thì tùy theo chiều cao, hoặc biến dạng làm việc mà quy định:
F3 = 1,05 F2
H3 = 1,05 H2
3.9. Xác định độ không vuông góc của các mặt tựa đối với đường sinh của lò xo bằng một trong những phương pháp chỉ dẫn trên hình 1 và 2. Dùng thước thẳng hoặc căn lá đo sai lệch. Cho phép dùng máy so hoặc máy chiếu để đo độ không vuông góc đó.
3.10. Tiến hành kiểm tra độ không phẳng dưới phụ tải không lớn hơn 0,02P3, nhưng không lớn hơn 300N. Dùng căn lá xác định độ không phẳng.
3.11. Dùng dụng cụ đo vạn năng để đo độ không đều của bước lò xo trên hai phía đối diện với số lần đo không ít hơn hai trên mỗi phía.
Sai lệch là hiệu giữa bước lớn nhất và nhỏ nhất của lò xo.
3.12. Kiểm tra kích thước và vị trí của kết cấu móc, đối với lò xo kéo, phải phù hợp với các chỉ dẫn đặc biệt trong bản vẽ (nếu có quy định sai lệch cho phép).
3.13. Phương pháp xác định lực hoặc biến dạng như sau:
Nén sơ bộ lò xo loại II và III đến khi các vòng tiếp xúc với nhau, sau đó tháo tải ra và lại nén đến khi lò xo có chiều cao hoặc biến dạng cho trước, xác định các lực tương ứng.
Nếu cần kiểm tra chiều cao hoặc biến dạng, thì sau khi nén sơ bộ đến khi các vòng tiếp xúc với nhau và tháo tải ra, nén lò xo với lực cho trước, xác định chiều cao hoặc biến dạng tương ứng.
Kéo giãn lò xo kéo (loại II) đến biến dạng lớn nhất phù hợp với điều 3.8, sau đó kiểm tra lực hoặc biến dạng.
Kiểm tra lò xo loại I theo phương pháp trên, nhưng không nhất thiết phải nén sơ bộ đến khi các vòng tiếp xúc với nhau (đối với lò xo nén) hoặc đến biến dạng lớn nhất (đối với lò xo kéo).
3.14. Thử nén bức - đối với lò xo nén hoặc kéo bức - đối với lò xo kéo như sau. Giữ lò xo nén ở trạng thái bị nén đến khi các vòng tiếp xúc với nhau và giữ lò xo kéo ở trạng thái bị kéo giãn lớn nhất, trong thời gian như ghi trong bản vẽ hoặc trong phiếu công nghệ.
Cho phép tiến hành nén bức hoặc kéo bức trên các bộ đồ gá một chỗ hoặc nhiều chỗ. Nếu khi nén bức hoặc kéo bức, số lò xo bị hỏng lớn hơn 10 % số lò xo trong lô, thì phải thử tất cả lò xo còn lại trong lô đó, khi đó thời gian giữ phải lâu gấp hai lần thời gian ghi trong bản vẽ.
Nếu trong lần thử sau dù chỉ một lò xo bị hỏng thì cả lô phải bỏ.
3.15. Thử nén trong thời gian ngắn tiến hành như sau: nén lò xo đến khi các vòng tiếp xúc với nhau (điều 3.7) từ 3 đến 10 lần (sau mỗi lần nén phải tháo tải hoàn toàn) - đối với lò xo nén; còn đối với lò xo kéo - kéo giãn lò xo đến khi biến dạng lớn nhất (điều 3.8) từ 3 đến 10 lần (sau mỗi lần kéo phải tháo tải hoàn toàn).
3.16. Đập trên bàn để ổn định thêm kích thước của lò xo loại III tiến hành như sau: đập các đầu lò xo với số lần đập ghi trong bản vẽ.
Trong bản vẽ phải ghi:
a) khối lượng quả nện và chiều cao thả quả nện;
b) khối lượng của thanh chịu lực đập của quả nện và nén lò xo cần thử;
c) chiều cao tương ứng với biến dạng sơ bộ và biến dạng làm việc.
Độ cứng của các bề mặt chịu lực đập trên thanh và quả nện phải nằm trong giới hạn HRC 40 - 45.
Phải thử tất cả lò xo trong lô.
Nếu trong khi thử đập, số lò xo hỏng lớn hơn 10 % số lượng lò xo trong lô, thì phải thử tất cả lò xo với số lần đập gấp đôi. Nếu trong lần thử sau dù chỉ một lò xo bị hỏng thì cả lô phải loại bỏ.
3.17. Thử đập trên máy thử để ổn định thêm kích thước của lò xo loại III tiến hành như sau: đặt tải theo quy luật chuyển động cho trước lên một đầu lò xo với số lần như ghi trong bản vẽ.
Phải thử tất cả lò xo trong lô.
Nếu trong khi thử, số lượng lò xo hỏng lớn hơn 10 % số lượng lò xo trong lô, thì phải thử lần thứ hai với số lượng chu kỳ đặt tải gấp đôi. Nếu trong lần thử sau dù chỉ một lò xo bị hỏng thì cả lô phải loại bỏ.
3.18. Thử chu kỳ (nếu có) tiến hành như sau: thử lò xo đến lúc hỏng hoặc sau một số lượng chu kỳ đặt tải nào đó tương ứng với độ bền mỏi cần thiết. Tiến hành thử trên bàn đập hoặc trên máy thử với chế độ đặt tải cho trước.
Trong bản vẽ hoặc trong tài liệu đã được xét duyệt phải ghi:
a) thời kỳ thử và quy tắc lấy mẫu cho từng lần thử;
b) chiều cao tương ứng với biến dạng sơ bộ và biến dạng làm việc;
c) quy luật đặt tải hoặc tháo tải (điều hòa; va đập; theo đường cong thay đổi vận tốc của đầu tự do của lò xo; tải điều hòa với tháo tải tự do và va đập của bộ phận chuyển động có khối lượng cho trước ở cuối lúc tháo tải, v.v…)
d) tần số và số lượng chu kỳ cần thiết khi thử;
đ) khối lượng và trình tự kiểm tra lò xo;
e) quy tắc nghiệm thu và loại bỏ lò xo theo kết quả thử.
Cho phép tiến hành thử trực tiếp trên các sản phẩm ở ngoài hoặc trong cụm máy. Trong các trường hợp đó, nội dung ghi trong các điều a - e không nêu trong bản vẽ hoặc trong tài liệu.
4. GHI NHÃN, BAO GÓI VÀ VẬN CHUYỂN
4.1. Các lò xo xuất xưởng phải có nhãn hiệu phù hợp với các yêu cầu trong bản vẽ.
4.2. Đối với lò xo làm từ dây có đường kính lớn hơn 5 mm thì ghi nhãn hiệu trên một trong những vòng tựa bằng phương pháp điện ký.
4.3. Đối với lò xo loại I và II làm từ thanh có đường kính 16 mm và lớn hơn, cho phép ghi nhãn hiệu bằng phương pháp cơ học trên một trong những vòng tựa của lò xo bằng dấu số và chữ.
4.4. Đối với lò xo làm từ dây có đường kính 5 mm và nhỏ hơn, và cũng như lò xo không cho phép hoặc không có lợi cho việc ghi nhãn về mặt kết cấu, thì tiến hành ghi nhãn trên nhãn bằng kim loại buộc kèm theo lò xo bằng dây, và đối với lò xo nhỏ - buộc vào chỗ bao gói.
4.5. Ghi nhãn với nội dung như sau:
a) dấu hiệu hàng hóa của xí nghiệp sản xuất;
b) tháng và năm xuất xưởng;
c) số thứ tự của lò xo (lô).
Theo sự thỏa thuận giữa bên đặt hàng và xí nghiệp chế tạo, nội dung trên của nhãn hiệu có thể thay đổi và cũng có thể thêm vào một số thông báo cần thiết khác.
4.6. Đối với mỗi lô lò xo đã qua thử nghiệm và được nghiệm thu, nhà máy chế tạo phải ghi lý lịch cho sản phẩm với nội dung như sau:
a) tên gọi của cơ quan cấp trên của nhà máy;
b) dấu hiệu hàng hóa và địa chỉ của nhà máy chế tạo;
c) số hiệu bản vẽ hoặc ký hiệu quy ước của lò xo;
d) mác thép đối với lò xo làm từ các mác thép tôi;
đ) số lượng lò xo trong lô;
g) kết quả của các lần kiểm tra và thử;
e) dấu hoặc chữ ký của bộ phận kiểm tra xác nhận đã nghiệm thu lò xo;
h) số hiệu của tiêu chuẩn này.
Theo thỏa thuận giữa bên đặt hàng và nhà máy chế tạo, có thể bổ sung vào nội dung của lý lịch một số thông báo cần thiết khác.
4.7. Chống gỉ cho các lò xo khi bảo quản và vận chuyển phải phù hợp với các yêu cầu trong tiêu chuẩn tương ứng.
4.8. Khi vận chuyển lò xo cho bên đặt hàng, các lò xo phải được đóng trong bao bì đảm bảo giữ được tốt và sử dụng được tốt các thiết bị vận tải.
Khối lượng kể cả bì không được lớn hơn 50 kg. Trong trường hợp khối lượng một lò xo đã lớn hơn 50 kg, cho phép khối lượng kể cả bì lớn hơn 50 kg.
4.9. Trên mặt bao bì dùng sơn chịu nước ghi:
a) dấu hiệu hàng hóa của nhà máy chế tạo;
b) ký hiệu qui ước của lò xo;
c) số hiệu của lý lịch;
d) khối lượng bao bì (khối lượng cả bì và khối lượng không kể bì).
4.10. Trong bao bì phải có nhãn hiệu với nội dung như chỉ dẫn trong điều 4.9.
4.11. Đại diện của bên đặt hàng có quyền đóng dấu của mình vào các lò xo đã bao gói để chuyển đi.