Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 257-2:2007 (ISO 6508-2 : 2005) về Vật liệu kim loại - Thử độ cứng Rockwell - Phần 2: Kiểm định và hiệu chuẩn máy thử (thang A, B, C, D, E, F, G, H, K, N, T)
TIÊU CHUẨN QUỐC GIA
TCVN 257-2 : 2007
VẬT LIỆU KIM LOẠI – THỬ ĐỘ CỨNG ROCKWELL –
PHẦN 2: KIỂM ĐỊNH VÀ HIỆU CHUẨN MÁY THỬ (THANG A, B, C, D, E, F, G, H, K, N, T)
Metalic materials – Rockwell hardness test –
Part 2: Verification and calibration of testing machines (scales A, B, C, D, E, F, G, H, K, N, T)
1. Phạm vi áp dụng
Tiêu chuẩn này qui định phương pháp kiểm định máy thử dùng để xác định độ cứng Rockwell (thang A, B, C, D, E, F, G, H, K, N, T) phù hợp với TCVN 257-1
Tiêu chuẩn này qui định phương pháp trực tiếp để kiểm tra các chức năng chính của máy thử và phương pháp gián tiếp thích hợp để kiểm tra toàn bộ hoạt động của máy thử. Phương pháp gián tiếp có thể được sử dụng để kiểm tra định kỳ hàng ngày hoạt động của máy trong khi vận hành.
Nếu như máy thử độ cứng này cũng dùng để thử độ cứng theo các phương pháp khác thì nó phải được kiểm định riêng cho từng phương pháp.
Tiêu chuẩn này cũng được áp dụng cho máy thử độ cứng xách tay.
2. Tài liệu viện dẫn
Các tài liệu dưới đây là rất cần thiết đối với việc áp dụng tiêu chuẩn này. Đối với tài liệu có ghi năm công bố, áp dụng phiên bản được nêu. Đối với tài liệu không có năm công bố, áp dụng phiên bản mới nhất (kể cả các sửa đổi).
TCVN 257-1 : 2007 (ISO 6508-1 : 2005) Vật liệu kim loại – Thử độ cứng Rockwell – Phần 1: Phương pháp thử (thang A, B, C, D, E, F, G, H, K, N, T).
TCVN 257-3 : 2007 (ISO 6508-3 : 2005) Vật liệu kim loại – Thử độ cứng Rockwell – Phần 3: Hiệu chuẩn tấm chuẩn (thang A, B, C, D, E, F, G, H, K, N, T).
TCVN 258-1 : 2007 (ISO 6507-1 : 2005) Vật liệu kim loại – Thử độ cứng Vickers – Phần 1: Phương pháp thử.
ISO 376 : 2004 Metallic materials – Calibration of force-proving instruments used for verification of uniaxial – testing machines (Vật liệu kim loại – Hiệu chuẩn các dụng cụ thử lực dùng để kiểm định máy thử đồng trục)
3. Các điều kiện chung
Trước khi máy thử độ cứng Rockwell được kiểm định, máy thử phải được kiểm tra để đảm bảo máy thử được lắp đặt hoàn chỉnh theo hướng dẫn của nhà chế tạo.
Đặc biệt máy phải được kiểm tra để đảm bảo:
a) Trục giữ mũi thử có khả năng trượt nhẹ nhàng theo đường dẫn hướng;
b) Bộ phận giữ mũi thử được lắp chắc chắn trong trục giữ;
c) Khi đặt và bỏ lực thử không được giật cục hoặc chấn động sao cho việc đọc số đo không bị ảnh hưởng;
Phải kiểm tra để đảm bảo rằng số đọc không bị ảnh hưởng do sự dịch chuyển của mẫu thử hoặc do biến dạng của khung máy. Khi cung cấp có dụng cụ giữ mẫu thử tỳ vào phần trên của khung máy, lực giữ phải lớn hơn lực thử tổng. Có thể kiểm tra ảnh hưởng của sự biến dạng bằng cách dùng trục có đỉnh cầu (đường kính không nhỏ hơn 10 mm) thay cho mũi thử, tỳ vào đe nhỏ thông qua miếng đệm và sử dụng thiết bị khoá giữ mẫu thử kể trên. Vật liệu trục giữ và miếng đệm phải có độ cứng không nhỏ hơn 60 HRC. Số đọc của thiết bị đo (với lực thử sơ bộ) trước khi đặt và sau khi bỏ lực chính sai lệch không được lớn hơn 1,5 đơn vị Rockwell (khi không có thiết bị khoá giữ) và 0,5 đơn vị Rockwell (khi có thiết bị giữ).
4. Kiểm định trực tiếp
4.1. Yêu cầu chung
4.1.1. Kiểm định trực tiếp được tiến hành ở nhiệt độ (23 ± 5) ºC. Nếu việc kiểm định được thực hiện ngoài khoảng nhiệt độ này, thì phải ghi vào báo cáo kiểm định.
4.1.2. Các dụng cụ dùng để kiểm định và hiệu chuẩn phải được liên kết với chuẩn quốc gia
4.1.3. Kiểm định trực tiếp bao gồm:
a) hiệu chuẩn lực thử;
b) kiểm định mũi thử;
c) hiệu chuẩn thiết bị đo độ sâu;
d) kiểm định chu trình thử.
4.2. Hiệu chuẩn lực thử
4.2.1. Phải đo lực thử sơ bộ Fo (xem 4.2.4) và từng lực thử tổng F được sử dụng (xem 4.2.5) và khi có thể đo ở không ít hơn ba vị trí của trục giữ được đặt cách nhau trong phạm vi chuyển động của nó khi thử. Phải duy trì lực thử sơ bộ ít nhất trong 2 s.
4.2.2. Phải đo 3 lần đối với mỗi lực thử tại một vị trí của trục giữ. Ngay trước khi tiến hành mỗi phép đo, trục giữ phải chuyển động trong cùng một chiều giống như trong khi thử nghiệm.
4.2.3. Lực thử phải được đo bằng một trong hai phương pháp sau:
- bằng lực kế cấp 1 của ISO 376 : 2004, hoặc
- bằng phương pháp cân bằng lực, độ chính xác ± 0,2 %, bằng các quả cân đã được hiệu chuẩn hoặc bằng phương pháp khác có độ chính xác tương đương.
4.2.4. Dung sai lực thử sơ bộ Fo (trước khi đặt và sau khi bỏ lực thử chính F1) phải là ± 2,0 %
4.2.5. Dung sai lực thử tổng F phải là ± 1,0 %. Từng trị số riêng của F phải nằm trong dung sai này.
4.3. Kiểm định mũi thử
4.3.1. Mũi thử bằng kim cương hình chóp nón (thang A, C, D, N)
Để kiểm định đặc tính xác thực của mũi thử bằng kim cương hình chóp nón phù hợp với tiêu chuẩn này phải tiến hành kiểm định trực tiếp và gián tiếp
4.3.1.1. Kiểm định trực tiếp
4.3.1.1.1. Bề mặt hình chóp nón kim cương và phần hình cầu ở đỉnh phải được đánh bóng đến độ sâu 0,3 mm và chúng phải tiếp xúc theo tiếp tuyến. Cả hai bề mặt phải không có khuyết tật bề mặt.
4.3.1.1.2. Kiểm định hình dạng mũi thử bằng cách đo trực tiếp hoặc bằng cách đo hình chiếu của nó trên màn hình. Phải tiến hành kiểm định ít nhất bốn mặt cắt cách đều nhau.
4.3.1.1.3. Hình chóp nón kim cương phải có góc đỉnh (120 ± 0,35)º.
Sai lệch độ thẳng của đường sinh hình chóp nón kim cương, liền kề chỗ chuyển tiếp, không lớn hơn 0,002 mm trên chiều dài nhỏ nhất là 0,4 mm.
4.3.1.1.4. Góc giữa đường trục hình chóp nón kim cương và đường tâm của trục giữ mũi thử (vuông góc với bề mặt tựa) không vượt quá 0,50.
4.3.1.1.5. Đỉnh của mũi thử phải là hình cầu. Bán kính hình cầu được xác định từ mỗi giá trị riêng, được đo trong mặt cắt ngang theo định nghĩa trong 4.3.1.1.2. Khoảng cách giữa các vòng tròn đồng tâm không được lớn hơn 0,004 mm. Từng giá trị phải nằm trong khoảng (0,2 ± 0,015) mm. Giá trị trung bình của ít nhất bốn giá trị riêng phải nằm trong khoảng (0,2 ± 0,01) mm.
CHÚ THÍCH 1: Bán kính này có thể nhận được bằng cách xác định đường giao nhau của hai hình viên phân đồng tâm.
CHÚ THÍCH 2: Giá trị riêng là giá trị trung bình của hai bán kính các đường tròn đồng tâm.
Cũng có thể đo bằng thiết bị ống chuẩn trực, Trong trường hợp này phép đo phải được tiến hành tại ít nhất bốn góc trung tâm và phải bao gồm góc trung tâm 120o
4.3.1.2. Kiểm định gián tiếp
Giá trị độ cứng do máy thử cung cấp phụ thuộc không chỉ vào kích thước cho trong 4.3.1.1.3 và 4.3.1.1.5 mà còn phụ thuộc vào độ nhám bề mặt và vị trí trục tinh thể kim cương và việc lắp đặt mũi kim cương vào giá giữ.
Để kiểm tra ảnh hưởng này, phải thực hiện kiểm định gián tiếp mũi thử trên bốm tấm chuẩn được hiệu chuẩn cho các mức độ cứng theo Bảng 1 hoặc trên các tấm chuẩn có chiều sâu vết lõm tổng tương đương.
Bảng 1 – Mức độ cứng đối với các thang khác nhau
|
Thang |
Độ cứng |
Khoảng |
|
HRC HRC HR45N HR15N |
23 55 43 91 |
20 đến 26 52 đến 58 40 đến 46 88 đến 94 |
Đối với từng tấm chuẩn, sự khác nhau giữa giá trị độ cứng trung bình của ba vết lõm được tạo thành khi sử dụng mũi thử được kiểm định và giá trị độ cứng trung bình của ba vết lõm nhận được bằng mũi thử đã được hiệu chuẩn phù hợp với 4.5 của TCVN 257-3 : 2007 không được lớn hơn ± 0,8 đơn vị Rockwell. Vết lõm do mũi thử được kiểm định và do mũi thử chuẩn tạo thành phải liền kề nhau.
CHÚ THÍCH: Việc này có thể thực hiện bằng máy hiệu chuẩn phù hợp với qui trình được mô tả trong Điều 5 của TCVN 257-3 : 2007.
Máy thử độ cứng dùng để kiểm định gián tiếp phải tuân theo dung sai dưới đây đối với lực thử:
Fo: ± 1,0 %
F: ± 0,5 %
Phép thử phải được thực hiện phù hợp với TCVN 257-1.
4.3.2. Mũi thử bằng bi (thang B, E, F, G, H, K, T)
4.3.2.1. Để kiểm định kích thước và độ cứng của bi thử, chọn ngẫu nhiên một bi trong lô thử. Bi được kiểm định độ cứng phải bị loại bỏ.
4.3.2.2. Bi phải được đánh bóng và không có khuyết tật bề mặt.
4.3.2.3. Người sử dụng phải đo bi thử để đảm bảo rằng chúng đáp ứng các yêu cầu dưới đây hoặc phải nhận bi từ người cung cấp đã được kiểm định đáp ứng các điều kiện dưới đây.
4.3.2.3.1. Đường kính được đo tại ít nhất ba vị trí, độ sai khác so với đường kính danh nghĩa không lớn hơn dung sai cho trong Bảng 2.
Bảng 2 – Dung sai đối với đường kính bi khác nhau
Tính bằng milimét
|
Thang độ cứng Rockwell |
Đường kính bi |
Dung sai |
|
B F G T |
1,5875 1,5875 1,5875 1,5875 |
± 0,0035 ± 0,0035 ± 0,0035 ± 0,0035 |
|
E H K |
3,175 3,175 3,175 |
± 0,004 ± 0,004 ± 0,004 |
4.3.2.3.2. Tính chất của bi hợp kim cứng như sau:
- độ cứng: độ cứng không nhỏ hơn 1500 HV, khi được xác định bằng cách sử dụng lực thử nhỏ nhất là 4,903 N phù hợp với TCVN 258-1. Có thể thử bi hợp kim cứng trực tiếp trên bề mặt cầu hoặc mặt cắt của bi và thử trên bề mặt bên trong bi. Ví dụ đối với HV 10 cho trong Bảng 3:
- khối lượng riêng: r = (14,8 ± 0,2) g/cm3.
CHÚ THÍCH: Khuyến nghị thành phần hóa học như sau:
- Cácbit vonfram (WC) còn lại
- Tổng cácbit khác 2,0 %
- Coban (Co) 5,0 % đến 7 %
4.3.2.3.3. Độ cứng của bi thép không được nhỏ hơn 750 HV khi được xác định bằng lực thử 98,07 N phù hợp với TCVN 258-1 (xem Bảng 3).
Bảng 3 – Giá trị đường chéo trung bình (HV10) để xác định độ cứng bi thử
Tính bằng milimét
|
Đường kính bi |
Giá trị đường chéo trung bình lớn nhất của vết lõm tạo thành trên bi bằng mũi thử Vicker ở 98,07 N (HV10) |
|
|
3,175 1,5875 |
Bi thép |
Bi hợp kim cứng |
|
0,153 0,150 |
0,109 0,107 |
|
4.4. Hiệu chuẩn thiết bị đo độ sâu
4.4.1. Thiết bị đo độ sâu phải được hiệu chuẩn không ít hơn ba khoảng, kể cả các khoảng tương ứng với độ cứng thấp nhất và độ cứng cao nhất mà thang đo thường được dùng, bằng cách dịch chuyển mũi thử theo hướng tăng dần độ cứng theo giá trị định trước.
4.4.2. Dụng cụ sử dụng để kiểm định thiết bị đo độ sâu phải có độ chính xác 0,0002 mm. Thiết bị đo độ sâu phải chỉ thị chính xác trong khoảng ± 0,001 mm đối với thang từ A đến K và trong khoảng ± 0,0005 mm đối với thang N và T, tức là trong khoảng ± 0,5 của đơn vị thang đo trên từng khoảng đo.
CHÚ THÍCH: Nếu không thể kiểm định trực tiếp thiết bị đo độ sâu, có thể thực hiện kiểm định gián tiếp bằng cách thử độ cứng bằng tấm chuẩn và mũi thử chuẩn và thực hiện hiệu chỉnh đối với sai lệch đã biết (xem 5.2)
4.5. Kiểm tra xác nhận chu trình thử
Chu trình thử phải phù hợp với TCVN 257-1 và thời gian sai lệch không quá ± 0,5 s.
5. Kiểm định gián tiếp
5.1. Yêu cầu chung
Kiểm định gián tiếp phải được tiến hành ở nhiệt độ (23 ± 5) ̊C bằng tấm chuẩn đã được hiệu chuẩn phù hợp với TCVN 257-3. Nếu việc kiểm định được tiến hành ngoài khoảng nhiệt độ này, thì phải ghi vào báo cáo kiểm định.
5.2. Qui trình
5.2.1. Phải áp dụng qui trình dưới đây để kiểm định gián tiếp máy thử.
Máy thử phải dược kiểm định đối với từng thang đo được sử dụng. Đối với từng thang đo được kiểm định phải sử dụng các tấm chuẩn từ ba khoảng độ cứng cho trong Bảng 4. Giá trị độ cứng của tấm chuẩn phải được lựa chọn xấp xỉ giới hạn dự định sử dụng.
5.2.2. Trên từng tấm chuẩn, phải phân bố đều 5 vết lõm trên bề mặt thử và từng trị số độ cứng nhận được tới 0,2 đơn vị thang đo. Trước khi tạo ra các vết lõm này, phải tạo ra ít nhất hai vết lõm sơ bộ để đảm bảo rằng máy thử hoạt động bình thường và tấm chuẩn, mũi thử và bàn đỡ được lắp đặt chính xác. Bỏ qua kết quả của các vết lõm sơ bộ. Phép thử phải được tiến hành phù hợp với TCVN 257-1.
Bảng 4 – Dải độ cứng đối với thang đo khác nhau
|
Thang độ cứng Rockwell |
Dải độ cứng của tấm chuẩn |
Thang độ cứng Rockwell |
Dải độ cứng của tấm chuẩn |
|
A |
20 HRA đến 40 HRA 45 HRA đến 75 HRA 80 HRA đến 88 HRA |
K
|
40 HRK đến 60 HRK 65 HRK đến 80 HRK 85 HRK đến 100 HRK |
|
B
|
20 HRB đến 50 HRB 60 HRB đến 80 HRB 85 HRB đến 100 HRB |
15N |
70 HR15N đến 77 HR15N 78 HR15N đến 88 HR15N 89 HR15N đến 91 HR15N |
|
C
|
20 HRC đến 30 HRC 35 HRC đến 55 HRC 60 HRC đến 70 HRC |
30N |
42 HR30N đến 54 HR30N 55 HR30N đến 73 HR30N 74 HR30N đến 80 HR30N |
|
D
|
40 HRD đến 47 HRD 55 HRD đến 63 HRD 70 HRD đến 77 HRD |
45N |
20 HR45N đến 31 HR45N 32 HR45N đến 61 HR45N 63 HR45N đến 70 HR45N |
|
E
|
70 HRE đến 77 HRE 84 HRE đến 90 HRE 93 HRE đến 100 HRE |
15T |
73 HR15T đến 80 HR15T 81 HR15T đến 87 HR15T 88 HR15T đến 93 0HR15T |
|
F
|
60 HRF đến 75 HRF 80 HRF đến 90 HRF 94 HRF đến 100 HRF |
30T |
43 HR30T đến 56 HR30T 57 HR30T đến 69 HR30T 70 HR30T đến 82 HR30T |
|
G
|
30 HRG đến 50 HRG 55 HRG đến 75 HRG 80 HRG đến 94 HRG |
45T |
12 HR45T đến 33 HR45T 34 HR45T đến 54 HR45T 55 HR45T đến 72 HR45T |
|
H
|
80 HRH đến 94 HRH 96 HRH đến 100 HRH |
|
|
5.3. Độ lặp lại
5.3.1. Đối với từng tấm chuẩn H1, H2, H3, H4, H5, là giá trị độ cứng đo được xếp theo thứ tự tăng dần.
Độ lặp lại của máy thử, r, trong điều kiện kiểm định đặc biệt được xác định bằng trị số sau:
r = H5 – H1 (1)
Độ cứng trung bình của
năm vết lõm ![]() được xác định như sau
được xác định như sau

Trong đó
H1, H2, H3, H4, H5 là trị số độ cứng tương ứng với năm vết lõm.
5.3.2. Độ lặp lại của máy thử được kiểm định được coi là đạt nếu nó đạt được các điều kiện cho trong Bảng 5. Độ lặp lại cho phép được thể hiện bằng đồ thị trên Hình A.1 và A.2.
Bảng 5 – Độ lặp lại và sai số cho phép của máy thử
|
Thang độ cứng Rockwell |
Dải độ cứng của tấm chuẩn |
Sai số cho phép theo đơn vị Rockwell |
Độ lặp lại cho phép của máy thửa) |
|
A
|
20 HRA đến ≤ 75 HRA > 75 HRA đến ≤ 88 HRA |
± 2 HRA ± 1,5 HRA |
≤
0,02 (100 - 0,8 đơn vị Rockwell b) |
|
B
|
20 HRB đến ≤ 45 HRB > 45 HRB đến ≤ 80 HRB > 80 HRB đến ≤ 100 HRB |
± 4 HRB ± 3 HRB ± 2 HRB |
≤
0,04 (130 - 1,2 đơn vị Rockwell b) |
|
C |
20 HRC đến ≤ 70 HRC |
± 1,5 HRC |
≤
0,02 (100 - 0,8 đơn vị Rockwell b) |
|
D
|
40 HRD đến ≤ 70 HRD >70 HRD đến ≤ 77 HRD |
± 2 HRD ± 1,5 HRD |
≤
0,02 (100 - 0,8 đơn vị Rockwell b) |
|
E
|
70 HRE đến ≤ 90 HRE >90 HRE đến ≤ 100 HRE |
± 2,5 HRE ± 2 HRE |
≤
0,04 (130 - 1,2 đơn vị Rockwell b) |
|
F
|
60 HRF đến ≤ 90 HRF >90 HRF đến ≤ 100 HRF |
± 3 HRF ± 2 HRF |
≤
0,04 (130 - 1,2 đơn vị Rockwell b) |
|
G
|
30 HRG đến ≤ 50 HRG >50 HRG đến ≤ 75 HRG >75 HRG đến ≤ 94 HRG |
± 6 HRG ± 4,5 HRG ± 3 HRG |
≤
0,04 (130 - 1,2 đơn vị Rockwell b) |
|
H |
80 HRH đến ≤ 100 HRH |
± 2 HRH |
≤
0,04 (130 - 1,2 đơn vị Rockwell b) |
|
K
|
40 HRK đến ≤ 60 HRK >60 HRK đến ≤ 80 HRK >80 HRK đến ≤ 100 HRK |
± 4 HRK ± 3 HRK ± 2 HRK |
≤
0,04 (130 - 1,2 đơn vị Rockwell b) |
|
N
|
- |
± 2 HRN |
≤
0,04 (100 - 1,2 đơn vị Rockwell b) |
|
T
|
- |
± 3 HRT |
≤
0,06 (100 - 2,4 đơn vị Rockwell b) |
|
a trong đó b lấy giá trị nào lớn hơn |
|||
5.4. Sai số
5.4.1. Sai số của máy thử, E, trong điều kiện kiểm định được thể bằng trị số sau:
E = ![]() - Hc (3)
- Hc (3)
Trong đó
![]() là trị số độ cứng trung bình;
là trị số độ cứng trung bình;
Hc là độ cứng qui định của tấm chuẩn được sử dụng.
5.4.2. Sai số của máy thử không được vượt quá giá trị cho trong Bảng 5.
5.5. Độ không đảm bảo đo
Xác định độ không đảm bảo đo của kết quả hiệu chuẩn máy thử độ cứng cho trong Phụ lục B.
6. Chu kỳ kiểm định
6.1. Kiểm định trực tiếp
Các yêu cầu đối với kiểm định trực tiếp máy thử độ cứng cho trong Bảng 6.
Kiểm định gián tiếp phải được thực hiện ít nhất 12 tháng một lần và sau khi kiểm định trực tiếp.
Bảng 6 – Kiểm định trực tiếp máy thử độ cứng
|
Yêu cầu kiểm định |
Lực |
Hệ thống đo |
Chu trình thử |
Mũi thử a |
|
Trước khi thực hiện phép thử đầu tiên |
x |
x |
x |
x |
|
Sau khi tháo dỡ và lắp đặt lại, nếu lực, hệ thống đo hoặc chu trình thử bị ảnh hưởng |
x |
x |
x |
|
|
Kiểm định gián tiếp không đạt b |
x |
x |
x |
|
|
Kiểm định gián tiếp quá 14 tháng |
x |
x |
x |
|
|
a Ngoài ra nên kiểm định trực tiếp mũi thử sau khi sử dụng hai năm b Kiểm định trực tiếp các thông số này có thể tiến hành liên tục (trừ khi máy đã đạt yêu cầu khi kiểm định trực tiếp) và không được yêu cầu nếu có thể chứng minh (nghĩa là bằng phép thử với mũi thử chuẩn) rằng mũi thử là nguyên nhân không đạt. |
||||
7. Báo cáo kiểm định / chứng chỉ hiệu chuẩn
Báo cáo kiểm định / chứng chỉ hiệu chuẩn phải bao gồm các thông tin sau:
a) viện dẫn số hiệu tiêu chuẩn này, TCVN 257-2 : 2007;
b) phương pháp kiểm định (trực tiếp và / hoặc gián tiếp);
c) số liệu nhận biết của máy thử độ cứng;
d) phương tiện để kiểm định (tấm chuẩn, thiết bị thử đàn hồi…);
e) thang độ cứng Rockwell được kiểm định;
f) nhiệt độ kiểm định;
g) kết quả đạt được;
h) ngày tháng năm hiệu chuẩn và chứng nhận của cơ quan kiểm định;
i) độ không đảm bảo đo của kết quả kiểm định.
Phụ lục A
(qui định)
Độ lặp lại của máy thử
Độ lặp lại cho phép của máy thử được thể hiện bằng đồ thị trên Hình A.1 và A.2
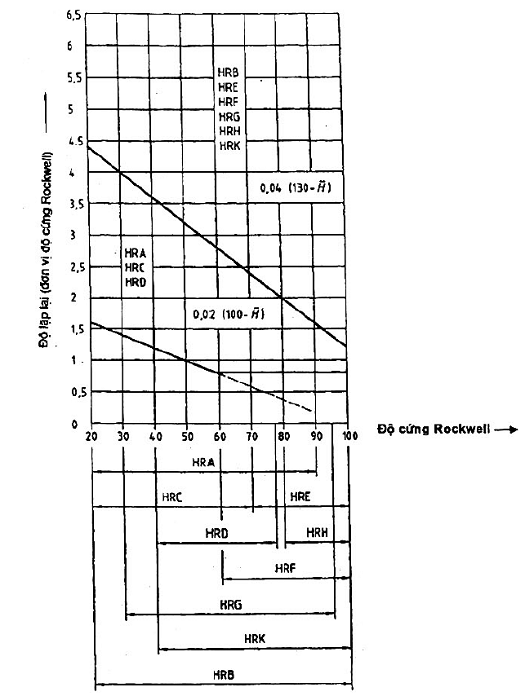
Hình A.1 – Độ cứng Rockwell (thang A, B, C, D, E, F, G, H và K)
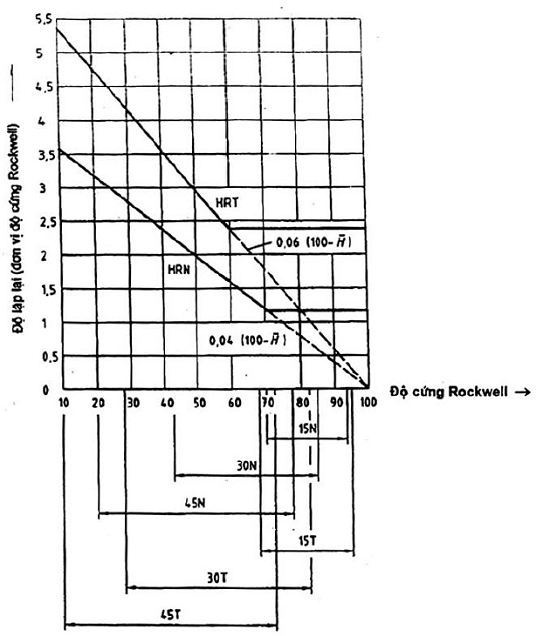
Hình A.2 – Độ cứng bề mặt Rockwell (thang N và T)
Phụ lục B
(tham khảo)
Độ không đảm bảo đo của kết quả hiệu chuẩn máy thử độ cứng
B.1. Hiệu chuẩn trực tiếp máy thử độ cứng
B.1.1. Hiệu chuẩn lực thử
Độ không đảm bảo đo tiêu chuẩn tương đối tổng hợp của việc hiệu chuẩn lực thử được tính theo công thức sau:
![]()
Trong đó:
uFRS là độ không đảm bảo đo tương đối của bộ chuyển đổi lực (từ chứng nhận hiệu chuẩn)
uFHTM là độ không đảm bảo đo tiêu chuẩn tương đối của lực thử do máy thử tạo ra.
Độ không đảm bảo đo của dụng cụ chuẩn, bộ chuyển đổi lực được chỉ ra trong chứng chỉ hiệu chuẩn tương ứng. Các tác nhân ảnh hưởng như là
- phụ thuộc nhiệt độ;
- độ ổn định lâu dài;
- phép nội suy sai lệch.
Cần được xem xét đối với việc áp dụng tới hạn. Tùy theo thiết kế của bộ chuyển đổi lực, vị trí quay của bộ chuyển đổi lực, liên quan tới trục của mũi thử máy thử độ cứng phải được xem xét.
CHÚ THÍCH: Chuỗi phép đo cần thiết để xác định và phân chia thang đo dộ cứng được chỉ ra trong Phụ lục G.1 của TCVN 257-1 : 2007.
VÍ DỤ:
Độ không đảm bảo đo của bộ chuyển đổi lực (từ chứng nhận hiệu chuẩn) uFRS = 0,12 % (k =2)
Giá trị hiệu chuẩn của bộ chuyển đổi lực FRS = 1471,0 N
Bảng B.1 – Kết quả hiệu chuẩn lực thử
|
Số vị trí độ cao đối với việc kiểm định lực thử |
Loạt 1 F1 N |
Loạt 2 F2 N |
Loạt 3 F3 N |
Giá trị trung bình
N |
Sai lệch tương đối ∆Frel % |
Độ không bảo đo tiêu chuẩn tương đối uFHTM % |
|
1 |
1471,5 |
1471,9 |
1471,7 |
1471,7 |
0,05 |
0,008 |
|
2 |
1472,1 |
1472,3 |
1472,7 |
1472,3 |
0,09 |
0,012 |
|
3 |
1472,2 |
1473,5 |
1471,3 |
1472,3 |
0,09 |
0,043 |
Trong đó

sFi là sai lệch tiêu chuẩn của giá trị lực thử chỉ thị ở vị trí độ cao i-th.
Trong Bảng B.2 sử dụng giá trị lớn nhất của uFHTM trong Bảng B.1
Bảng B.2 – Tính độ không đảm bảo đo của lực thử
|
Đại lượng Xi |
Giá trị ước lượng xi |
Giá trị giới hạn tương đối ai |
Kiểu phân bố |
Độ không đảm bảo đo tiêu chuẩn tương đối u(xi) |
Hệ số độ nhạy ci |
Sự cung cấp độ không đảm bảo đo tương đối Ui (H) |
|
uFRS |
1471,0 N |
|
Thông thường |
6,0 x 10-4 |
1 |
6,0 x 10-4 |
|
uFHTM |
1471,0 N |
|
Thông thường |
4,3 x 10-4 |
1 |
4,3 x 10-4 |
|
Độ không đảm bảo tiêu chuẩn tổng hợp tương đối uF |
7,4 x 10-4 |
|||||
|
Độ không đảm bảo đo mở rộng tương đối UF ( k = 2) |
1,5 x 10-3 |
|||||
Bảng B.3 – Tính sai số tương đối lớn nhất của lực thử kể cả độ không đảm bảo đo của dụng cụ chuẩn
|
Sai số tương đối của lực thử ∆Frel % |
Độ không đảm bảo đo tương đối mở rộng của lực thử UF % |
Sai số tương đối lớn nhất của lực thử kể cả độ không đảm bảo đo của dụng cụ chuẩn ∆Fmax % |
|
0,09 |
0,15 |
0,24 |
Trong Bảng B.3, ∆Fmax được tính như sau:
![]() (B.4)
(B.4)
Kết quả của ví dụ này có nghĩa là sai số của lực thử, kể cả độ không đảm bảo đo của dụng cụ chuẩn quy định trong 4.2 lên đến ± 1,0 % là tuân theo yêu cầu.
B.1.2. Hiệu chuẩn hệ thống đo độ sâu
Độ không đảm bảo đo tiêu chuẩn tương đối tổng hợp của dụng cụ chuẩn đối với hệ thống đo độ sâu được tính như sau:
UL
= ![]()
Trong đó
uLRS là độ không đảm bảo đo tương đối của thiết bị hiệu chuẩn độ sâu (tiêu chuẩn viện dẫn) của chứng chỉ hiệu chuẩn đối với k = 1;
ums là độ không đảm bảo đo tương đối theo khả năng phân giải của hệ thống đo;
uLHTM là độ không đảm bảo đo tiêu chuẩn tương đối của máy thử độ cứng.
Độ không đảm bảo đo của dụng cụ chuẩn đối với hệ thống đo độ sâu, thiết bị hiệu chuẩn độ sâu được chỉ ra trong chứng chỉ hiệu chuẩn tương ứng. Các tác nhân ảnh hưởng như là:
- phụ thuộc nhiệt độ;
- độ ổn định lâu dài;
- phép nội suy sai lệch.
Không gây ra các ảnh hưởng lớn đến độ không đảm bảo đo của thiết bị hiệu chuẩn độ sâu.
VÍ DỤ:
Độ không đảm bảo đo của thiết bị đo độ sâu: uLRS = 0,0002 mm (k = 2)
Khả năng phân giải của hệ thống đo: dms = 0,5 µm
Bảng B.4 – Kết quả hiệu chuẩn của hệ thống đo độ sâu
|
Giá trị chỉ thị của hệ thống đo độ sâu LRS mm |
Kiểu 1 L1 mm |
Kiểu 2 L2 mm |
Kiểu 3 L3 mm |
Giá trị trung bình
mm |
Sai số tương đối ∆Lrel % |
Độ không đảm bảo đo tiêu chuẩn tương đối uLHTM % |
|
0,060 |
0,0603 |
0,0602 |
0,0600 |
0,0602 |
0,33 |
0,15 |
|
0,080 |
0,0805 |
0,0803 |
0,0802 |
0,0803 |
0,38 |
0,11 |
|
0,100 |
0,1007 |
0,1002 |
0,1003 |
0,1004 |
0,40 |
0,15 |
|
0,120 |
0,1203 |
0,1205 |
0,1201 |
0,1203 |
0,25 |
0,10 |
|
0,140 |
0,1405 |
0,1406 |
0,1403 |
0,1405 |
0,33 |
0,06 |
|
0,160 |
0,1606 |
0,1603 |
0,1602 |
0,1604 |
0,23 |
0,07 |
trong đó:
![]() (B.6)
(B.6)
![]() (B.7)
(B.7)
SL,I là sai số tiêu chuẩn của giá trị độ dài chỉ dẫn đối với giá trị chỉ dẫn i-th của micromet.
Bảng B.5 – Tính độ không đảm bảo đo của hệ thống đo
|
Đại lượng Xi |
Giá trị ước lượng xi |
Giá trị qui định ai |
Kiểu phân bố |
Độ không đảm bảo đo tiêu chuẩn tương đối u(xi) |
Hệ số độ nhạy ci |
Sự cung cấp độ không đảm bảo đo tương đối ui(H) |
|
uLRS |
0 mm |
1,0 x 10-4 mm |
Thông thường |
1,0 x 10-4 |
1 |
1,0 x 10-4 |
|
ums |
0 mm |
0,5 x 10-4 mm |
Hình chữ nhật |
1,8 x 10-4 |
1 |
1,8 x 10-4 |
|
uLHTM |
0,06 mm |
0,15 % |
Thông thường |
9,6 x 10-4 |
1 |
9,6 x 10-4 |
|
Độ không đảm bảo tiêu chuẩn tổng hợp tương đối uL (liên quan tới 0,16 mm), % |
0,098 |
|||||
|
Độ không đảm bảo đo mở rộng tương đối UL (k = 2), % |
0,20 |
|||||
Bảng B.6 – Tính sự sai khác tương đối tối đa của hệ thống đo, bao gồm cả độ không đảm bảo đo của dụng cụ đo chiều dài chuẩn
|
Chiều dài thử LRS mm |
Sai khác tương đối của hệ thống đo ∆Lrel % |
Độ không đảm bảo đo tương đối mở rộng UL % |
Sai khác tương đối tối đa của hệ thống đo, bao gồm cả độ không đảm bảo đo của dụng cụ đo chiều dài chuẩn ∆Lmax % |
|
0,16 |
0,33 |
0,20 |
0,53 |
Trong bảng B.6:
![]()
Kết quả của ví dụ có nghĩa là sai số của hệ thống đo, kể cả độ không đảm bảo đo của dụng cụ chuẩn độ đã được qui định trong 4.4 lên đến ± 1,0 µm (LRS x ∆Lmax = 0,16 x 0,57% = 0,00091 mm là tuân theo yêu cầu).
B.1.3. Kiểm định mũi thử
Mũi thử bao gồm bi thử và đầu giữ bi thử không thể kiểm định và/ hoặc hiệu chuẩn tại chỗ được. Phải có chứng chỉ hiệu chuẩn còn hiệu lực của phòng thử nghiệm được công nhận bao gồm sai lệch hình học của mũi thử (xem 4.3).
B.1.4. Kiểm định chu trình thử
Trong 4.5, sai số cho phép đối với mỗi phần của chu trình thử được qui định là ± 0,5 s. Còn khi đo bằng dụng cụ đo thời gian thông thường (đồng hồ bấm giây), độ không đảm bảo đo có thể được chỉ thị là 0,1 s. Cho nên việc qui định độ không đảm bảo đo là không cần thiết.
B.2. Kiểm định giá tiếp máy thử độ cứng
CHÚ THÍCH: Trong phụ lục này, chỉ số CRM (vật liệu chuẩn được chứng nhận) có nghĩa là, theo định nghĩa của tiêu chuẩn thử độ cứng là “Tấm chuẩn độ cứng”.
Bằng cách kiểm định gián tiếp với tấm chuẩn độ cứng. Toàn bộ chức năng của máy thử độ cứng được kiểm tra và xác định được độ lặp lại như là sai lệch của máy thử độ cứng so với độ cứng thực.
Độ không đảm bảo đo của kiểm định gián tiếp máy thử độ cứng theo công thức sau:
![]()
Trong đó:
uCRM là độ không đảm bảo hiệu chuẩn của tấm chuẩn độ cứng theo chứng chỉ hiệu chuẩn đối với k = 1;
uCRM-D là sự thay đổi độ cứng của tấm chuẩn độ cứng kể từ khi hiệu chuẩn lần cuối do sai lệch (không đáng kể đối với việc sử dụng tấm chuẩn độ cứng theo tiêu chuẩn);
ums là độ không đảm bảo đo do việc lựa chọn máy thử độ cứng.
VÍ DỤ:
Tấm chuẩn độ cứng HCRM = 45,4 HRC
Độ không đảm bảo đo của tấm chuẩn độ cứng uCRM = ± 0,5 HRC
Độ phân giải của máy thử độ cứng dms = 0,1 µm
Bảng B.7 – Kết quả kiểm định gián tiếp
|
Số |
Giá trị độ cứng đo được, H HRC a |
|
1 |
46,4max |
|
2 |
46,1 |
|
3 |
45,3min |
|
4 |
45,7 |
|
5 |
45,8 |
|
Giá
trị trung bình, |
45,9 |
|
Sai lệch tiêu chuẩn, sH |
0,42 |
|
a HRC: Độ cứng Rockwell |
|
![]() =
= ![]() -
HCRM (B.10)
-
HCRM (B.10)
![]() = 45,9 – 45,4 = 0,5HRC
= 45,9 – 45,4 = 0,5HRC
![]()
Khi t = 1,14, n = 5 và sH = 0,42 HRC thì:
uH = 0,21 HRC
B.3. Thành phần độ không đảm bảo đo
Bảng B.8 – Thành phần độ không đảm bảo đo
|
Đại lượng Xi |
Giá trị ước lượng xi |
Độ không đảm bảo đo chuẩn u(xi) |
Kiểu phân bố |
Hệ số độ nhạy ci |
Sự phân bố độ không đảm bảo đo ui(H) |
|
uCRM |
45,4 HRC |
0,25 HRC |
Chuẩn |
1,0 |
0,25 HRC |
|
ums |
0 HRC |
0,29 HRC |
Hình chữ nhật |
1,0 |
0,029 HRC |
|
UH |
0 HRC |
0,21 HRC |
Chuẩn |
1,0 |
0,21 HRC |
|
uCRM-D |
0 HRC |
0 HRC |
Hình tam giác |
1,0 |
0 HRC |
|
Độ không đảm bảo đo tổng hợp uHTM |
0,33 HRC |
||||
|
Độ không đảm bảo đo mở rộng uHTM (k = 2) |
0,66 HRC |
||||
|
HRC: độ cứng Rockwell |
|||||
Bảng B.9 – Sai số lớn nhất của máy thử độ cứng kể cả độ không đảm bảo đo
|
Độ cứng đo được trên máy thử độ cứng H HRC |
Độ không đảm bảo đo mở rộng UHTM HRC
|
Sai số của máy thử độ cứng khi hiệu chuẩn với tấm chuẩn |b̅| HRC |
Sai số lớn nhất của máy thử độ cứng kể cả độ không đảm bảo đo ∆HHTMmax HRC |
|
45,1 |
0,66 |
0,5 |
1,12 |
|
HRC: Độ cứng Rockwell |
|||
Trong Bảng B.9:
∆HHTMmax = UHTM + |b̅| = 0,7 + 0,5 = 1,2 HRC (B.12)
Kết quả của ví dụ trên có nghĩa là sai số giới hạn cho phép của máy thử, kể cả độ không đảm bảo đo của máy thử qui định trong Điều 5 đến ± 1,5 HRC là đạt.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] A Sawla: Uncertainty of measurement in the vertification and calibration of the force measuring systems of testing machine. Proceedings of The Asia-Pacific sypomsium on measurement of force, mass and torque (APMF), Tsukuba, Japan, November 2000.
[2] A. Wehrstedt, I. Partkovszky: News in the field of standadization about vertification and calibration of material testing machines, May 2001, EMPA, Academy 2001.
[3] W. GABAUER: Manual of codes of practice for the determination of uncertainties in mechanical tests of metallic materials, The estimation of uncertainties in hardness measurement, Project, No. SMT4-CT97-2165, UNCERT COP 14: 2000.
[4] T.POLZIN, D.SCHWENK: Method for Uncertainty Determination of Hardness Testing; PC file for Determination, Materialprufung 44 (2002) 3, pp. 64-71.