Tiêu chuẩn Việt Nam TCVN 6016:1995 về xi măng - phương pháp thử - xác định độ bền đã được thay thế bởi Tiêu chuẩn Việt Nam TCVN 6016:2011 (ISO 679:2009) về Xi măng - Phương pháp thử - Xác định cường độ .
Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 6016:1995 về xi măng - phương pháp thử - xác định độ bền
TIÊU CHUẨN VIỆT NAM
TCVN 6016 : 1995
XI MĂNG - PHƯƠNG PHÁP THỬ - XÁC ĐỊNH ĐỘ BỀN
Cements - Test methods - Determination of strength
1. Phạm vi áp dụng
Tiêu chuẩn này quy định phương pháp xác định độ bền uốn và nén của vữa xi măng.
2. Tiêu chuẩn trích dẫn
TCVN 5884: 1995 (ISO 409 - 1: 1982) , Vật liệu kim loại - thử độ cứng - Bảng các trị số độ cứng vicker sử dụng khi thử trên mặt phẳng - Phần 1: từ HV5 đến HV 100.
ISO 565: 1983, Sàng thí nghiệm – Lưới đan bằng dây kim loại, rây đĩa và lá tạo hình bằng điện - kích thước thông thường của lỗ. ISO 1101: 1983 Bản vẽ kỹ thuật - Dung sai hình học - Dung sai hình dạng, hướng, vị trí và sản phẩm cuối cùng. Đại cương, định nghĩa, ký hiệu, chỉ dẫn trên bản vẽ.
lSO 1302: 1978 Bản vẽ xây dựng - phương pháp chỉ dẫn cấu tạo bề mặt trên bản vẽ. ISO 2591: 1973 Sàng thí nghiệm.
ISO S310 - 1: 1982 Sàng thí nghiệm - Yêu cầu kỹ thuật và phương pháp thử – Phần 1: Sàng thí nghiệm có lưới sàng kim loại.
ISO 4200: 1985 ống thép đầu trơn có hàn và không mối nối - Bảng chung về kích thước và khối lượng theo chiều dài đơn vị.
TCVN 5888: 1995 (ISO 65071: 1982), Vật liệu kim loại - Thử độ cứng - Thử Vicker - Phần 1: từ HV5 đến HVl00
3. Các đặc điểm chính của phương pháp
Phương pháp bao gồm cách xác định độ bền nén và độ bền uốn tương ứng của các mẫu thử hình lăng trụ có kích thước 40mm x 40mm x 160mm.
Các mẫu này được đúc từ một mẻ vừa dẻo, chứa một phần xi măng và ba phần cát tiêu chuẩn theo khối lượng với tỉ lệ nước/xi măng là 0,5. Cát tiêu chuẩn từ những nguồn khác nhau đều có thể được sử dụng miễn là kết quả độ bền của xi măng khi sử dụng cát đó không sai khác đáng kể, so với kết quả độ bền xi măng đó khi sử dụng cát chuẩn theo ISO (xem điều ll).
Vữa được trộn bằng máy và lèn chặt trong một khuôn nhờ sử dụng máy dằn.
Thiết bị và kĩ thuật lèn chặt khác cũng có thể dùng nhưng kết quả không được sai khác so với việc dùng thiết bị dằn chuẩn (xem điều 11).
Các mẫu trong khuôn được bảo dưỡng nơi không khí ầm 24 giờ và sau đó các mẫu được tháo khuôn rồi được ngâm ngập trong nước cho đến khi đem ra thử độ bền.
Đến dộ tuổi yêu cầu, mẫu được vớt ra khỏi nơi bảo dưỡng, sau khi thử uốn mẫu bị bẻ gãy thành hai nửa và mỗi nửa mẫu gãy được dùng để thử độ bền nén.
4. Phòng thí nghiệm và thiết bị
4.1. Phòng thí nghiệm
Phòng thí nghiệm nơi chế tạo mẫu thử được duy trì ở nhiệt độ 270C ± 20C ẩm tương đối không thấp hơn 50%.
Phòng để bảo dưỡng mẫu còn trong khuôn được duy trì liên tục ở nhiệt độ 270C ±10C và độ ẩm tương đối không thấp hơn 90%.
Nhiệt độ của nước để ngâm máu duy trì liên tục ở nhiệt độ 270C ±10C.
Nhiệt dộ và độ ẩm tương đối của không khí trong phòng thí nghiệm và nhiệt độ nước ngâm mẫu được ghi lại ít nhất một lấn mỗi ngày trong giờ làm việc.
Nhiệt độ và độ ẩm tương đối của phòng bảo dưỡng ẩm được ghi lại ít nhất 4 giờ một lần.
Khi có dãy nhiệt độ thì nhiệt độ cần thiết cho kiểm tra sẽ là giá trị trung bình của dãy.
4.2. Thiết bị
4.2.1. Quy định chumg
Dung sai nêu trong các bản vẽ rất quan trọng cho sự vận hành đúng đắn của thiết bị khi thử nghiệm. Khi đo kiểm tra bình thường mà dung sai không đáp ứng thiết bị đó phải loại ra hoặc điều chỉnh lại, hay sửa chữa nếu có thể. Cần lưu giữ các số liệu những lần đo kiểm tra.
Khi nghiệm thu thiết bị mới cần đo kiểm tra: khối lượng, thể tích và các kích thước như quy định của tiêu chuẩn này, đặc biệt chú ý tới các kích thước tới hạn của dung sai yêu cầu.
Trong các trường hợp mà vật liệu của thiết bị có thể ảnh hưởng đến kết quả vật liệu ấy phải được ghi rõ.
4.2.2. Sàng thử nghiệm
Sàng thử nghiệm là loại sàng lưới đan bằng dâykim loại, phù hợp với yêu cầu cuả ISO 2591 và ISO 8310-1. Kích thước danh nghĩa của lỗ sàng theo ISO 565 quy định trong bảng 1 (loại R20).
Bảng 1
Loại | Kích thước danh nghĩa của sàng, mm |
R20 | 2 1,6 1 0,5 0,16 0,08 |
4.2.3. Máy trộn
Máy trộn (xem hình 1) chủ yếu gồm:
a) Một cối bằng thép không gỉ, có dung tích khoảng 5l, có hình dạng chung và kích thước như trong hình 1, cối được gắn vào khung máy trộn sao cho trong suốt thời gian trộn độ an toàn được đảm bảo, chiều cao của cối tương xứng với cánh trộn và trong một chừng mực nào đó khoảng cách giữa cánh quay và cối có thể vi chỉnh và cố định được.
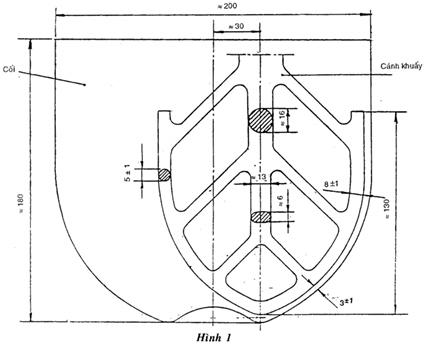
b) Một cánh trộn bằng thép không gỉ có hình dạng chung, kích thước và dung sai chỉ rõ trong hình l. Cánh trộn quay xung quanh trục quay của nó và chuyển động kiểu hành tinh quanh trục cối do một động cơ điện có tần số quay kiểm soát được Hai chiều quay sẽ ngược nhau và trị số giữa hai tần sồ quay sẽ phải là một số nguyên.
Khi sử dụng nhiều máy trộn, các cối và các cánh trộn sẽ được làm thành bộ và không được sử dụng lẫn lộn.
Khoảng cách giữa cánh trộn và cối trên hình l, được kiểm tra hàng tháng.
Chú thích: Khoảng cách (3mm r 1mm) trong hình 1 là vị trí khi cánh trộn trong cối rong và được chỉnh sát vào thành cối. Dụng cụ đo dung sai đơn giản là “dụng cụ đo khe" và được dùng ở những chỗ khó đo trực tiếp.
Máy trộn vận hành với các tồc độ quy định trên bảng 2.
Bảng 2 - Tốc độ của cánh trộn trong máy trộn
Giá trị tính bằng vòng/phút
Tốc độ | Chuyển động quay quanh trục | Chuyển động hành tinh |
Thấp Cao | 140 ±r 5 285 ± 10 | 62 ± 5 125 ± 10 |
4.2.4. Khuôn
Khuôn (hình 2) gồm có 3 ngăn nằm ngang sao cho ba mẫu hình lăng trụ có tiết diện 40mm x 40mm và dài 160mm có thể được chế tạo cùng một lúc.
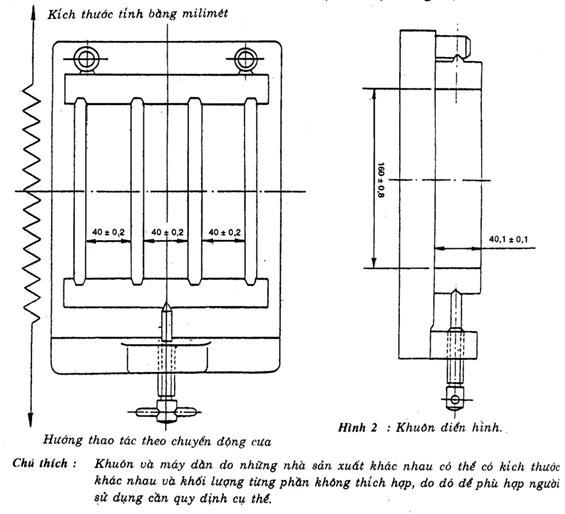
Khuôn phải được làm bằng thép có thành dày ít nhất 10mm. Độ cứng Vicker trên bề mặt của mặt trong khuôn phải đạt ít nhất HV200 (xem ISO 409 - 1 và ISO 6507 - 1).
Chú thích: - Giá trị độ cứng Vicker tối thiểu HV400 là thích hợp.
Khuôn phải được chế tạo sao cho việc tháo mẫu khỏi khuôn được dễ dàng và không gây hư hại. Mỗi khuôn phải có một tấm để phẳng bằng gang hoặc bằng thép.
Khi lắp ráp lại khuôn phải khít chặt và cố định vào tấm đế. Việc lắp ráp không được gây ra vênh hoặc khe hở. Tấm đế phải tiếp giáp hoàn toàn và chắc chắn với mặt bàn của máy dằn để không gây giao động phụ. Mỗi bộ phận của khuôn phải được đánh số để tiện việc lắp ráp và để đảm bảo độ phù hợp với các dung sai đã quy định. Các bộ phận giống nhau của các bộ khuôn khác nhau không được đổi lẫn cho nhau.
Khuôn đã lắp ráp phải phù hợp các yêu cầu sau:
a) Kích thước bên trong và dung sai của mỗi ngăn khuôn theo bốn số đo đối xứng phải đảm bảo các trị số sau:
Chiều dài: 160mm ± 0,8mm.
Chiều rộng: 40mm ± 0,2mm.
Chiều sâu: 40,lmm ± 0,1mm.
b) Dung sai phẳng (xem ISO 1101) trên toàn bộ mỗi mặt trong phải đảm bảo 0,03mm;
c) Dung sai về độ vuông góc (xem ISO 1101) của mỗi mật trong so với mật đáy khuôn và mặt kể phía trong làm mặt chuẩn là 0,2mm;
d) Cấu tạo bề mặt của từng mặt phía trong sẽ là N8 hoậc nhỏ hơn (xem ISO 1302).
Khuôn phải được thay khi bất kỳ một dung sai nào đã quy định bị vượt quá. Khối lượng của khuôn phải phù hợp với yêu cầu về khối lượng tổng hợp trong 4.2.5. Khi lắp ráp khuôn đã làm sạch để chuẩn bị dùng, cần dùng một loại matit thích hợp để trám kín các mối nối phỉa ngoài khuôn. Mặt trong của khuôn cần được bôi một lớp mỏng dầu khuôn.
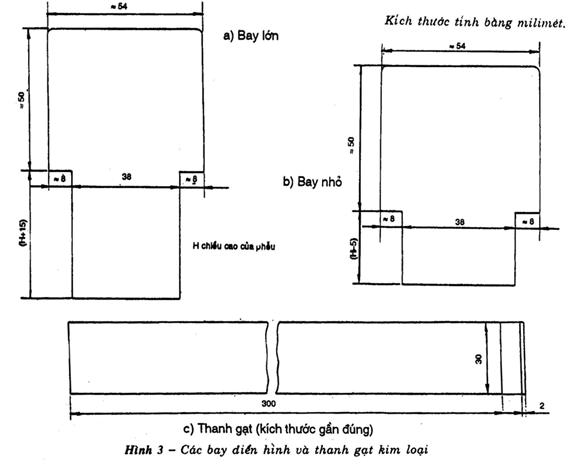
Để đổ khuôn được dễ dàng cần có một phễu rót bằng kim loại có thành cao từ 20mm đến 40mm. Khi nhìn vào sơ đồ, thành phễu nghiêng so với thành khuôn không quá lmm.
Thành ngoài của phễu phải có cách định vị để đảm bảo rót đúng vào khuôn.
Để rải và gạt bớt vữa cần có hai bay và một thanh gạt bằng kim loại với hình dạng như hình 3.
4.2.5. Máy dằn
Máy dằn chuẩn (xem hình 4) được làm theo các yêu cầu sau:
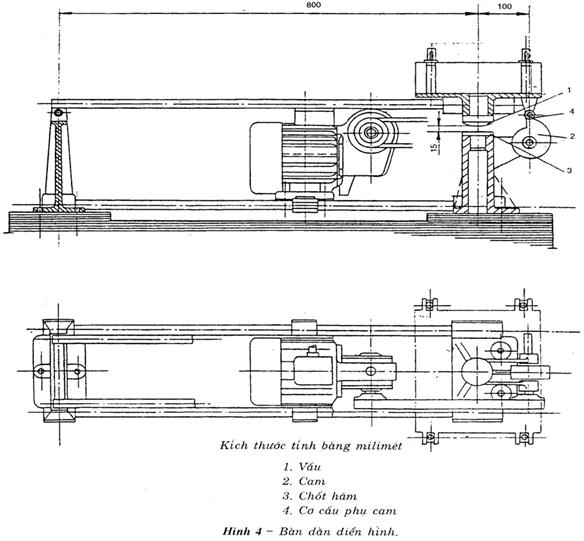
Máy gồm chủ yếu một bàn hình chữ nhật được gắn bằng hai tay đòn nhẹ vào một trục quay cách tâm là 800mm. Bàn được gắn ở tâm mặt dưới một vấu nổi mặt tròn. Bên dưới vấu nổi này phải có một chốt hãm nhỏ có mặt trên ở vị trí nghỉ, đường thẳng góc chung qua các điểm tiếp xúc giữa vấu và chốt hãm phải thẳng đứng. Khi vấu nổi tỳ lên chốt hãm thì mặt đỉnh của bàn phải nằm ngang sao cho cao trình của một trong bốn góc bất kì không chênh quá độ cao trung bình là 1mm. Bàn phải có kích thước bằng hoặc lớn hơn kích thước của tấm đế khuôn và mặt trên bàn phải được bào máy. Cần dùng kẹp để gắn chặt khuôn với bàn.
Tổng lượng của bàn, kể cả tay đòn, khuôn rỗng, phễu và nẹp là 20kg ± 0,5kg.
Các tay đòn nối liền với bộ láp ráp bàn vào trục quay phải đủ cứng và làm bằng ống tròn có đường kính ngoài từ 17mm đến 22mm, và được chọn từ các kích thước ống theo quy định của ISO 4200. Tổng khối lượng của cả hai tay đòn kể cả liên kết ngang là 2,25kg ± 0,25kg. Các gối của trụ quay phải là loại hình cầu hoặc loại con lăn và phải được bảo vệ tránh xâm nhập của cát và hụi. Sự dịch chuyển ngang khỏi tâm bàn do hoạt động của trục quay không được vượt quá 1mm.
Vấu và chốt hãm phải làm bằng thép tôi có trị số độ cứng Vicker ít nhất bằng HV500 (xem ISO 409 - 1). Độ vênh của vấu khoảng 0,01mm-1.
Khi vận hành bàn sẽ được nâng lên bởi một cam và được rơi tự do từ độ cao 15mm ± 0,3mm trước khi vấu đập vào chốt hãm.
Cam phải làm bằng thép có trị số độ cứng Vicker ít nhất bằng HV 400 và trục của nó phải được lắp trên gối bi và được chế tạo sao cho khi rơi từ độ cao 15mm ± 0,3mm luôn giữ được ở trị số này. Cơ cấu phụ của cam phải đảm bảo cho cam ít bị mòn nhất. Cam được quay bởi một động cơ điện khoảng 250W nhờ một hộp giảm tốc với tốc độ đều 1 vòng/giây. Để đảm bảo mỗi chu kỳ dằn là 60 giây ± 3 giây và chính xác 60 lần dằn, cần có một bộ phận cơ khí kiểm tra và một thiết bị đếm.
Vị trí của khuôn trên bàn phải được đặt sao cho chiều dài của các ngăn khuôn thẳng hàng với chiều dài của tay đòn và vuông góc với trục quay của cam. Để dễ dàng định vị được khuôn sao cho tâm điểm của ngăn giữa khuôn vừa đúng nằm trên điểm đập, cần phải có các dấu hiệu nhận biết thích hợp.
Máy được lắp ráp chắc chắn trên móng bê tông có khối lượng khoảng 600kg và thể tích khoảng 0,25m3 và có kích thước đảm bảo chiều cao làm việc thích hợp cho khuôn.
Toàn bộ đế của tấm bê tông được đặt trên một đệm đàn hồi, thí dụ: đệm bằng cao su tự nhiên, có độ cách ly hữu hiệu để ngăn được các dao động bên ngoài ảnh hưởng đến độ chắc đặc.
Bệ của máy sê được gắn vào đế bê tông bằng các bu lông neo và một lớp vữa mỏng sẽ được rải vào giữa lớp đề máy và để bê tông để đảm bảo mặt tiếp giáp tránh các dao động tự do và các ảnh hưởng khác.
4.2.6. Máy thử độ bền uốn
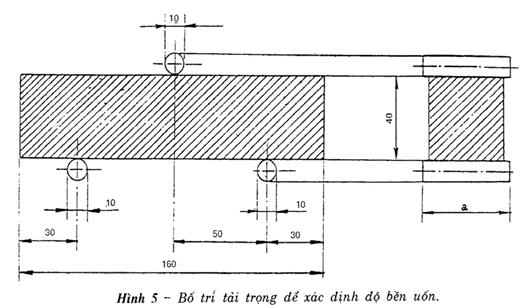
Máy thử để xác định độ bền uốn phải chịu được tải trọng đến 10KN với độ chính xác: r l% của tải trọng được ghi nằm ở khoảng bốn phần năm phía trên của dải đang dùng và với tốc độ tăng tải 50N/s r l0N/s. Máy có hai gối tựa dạng con lăn làm bằng thép chịu lực đường kính l0mm r 0,5mm, đặt cách nhau 100mm ± 0,5mm và một con lăn chịu tai thứ ba bằng thép có đường kính cũng như trên và được đặt chính giữa hai con lăn kia. Chiều dài của các con lăn khoảng từ 45mm đến 50mm.
Sự bố trí tải trọng được chỉ rõ trong hình 5.
Ba mặt thẳng đứng xuyên qua trục của ba con lăn phải có vị trí song song với nhau và phải duy trì được tính song song, cách đều nhau và cùng vuông góc với chiều nằm của mẫu trong lúc thử. Một trong các con lăn gối tựa và con lăn tải trọng phải có độ côn chút ít để đảm bảo sự phân bố đồng đều của tải trên cả chiền rộng của mẫu mà không gây ra ứng suất xoắn.
Để xác định độ bền uốn có thể sử dụng máy thử độ bền nén (xem 4.2.7). Trong trường hợp này cần có một thiết bị phù hợp với yêu cầu đã cho trên.
4.2.7. Máy thử độ bền nén.
Máy dùng để xác định độ bền nén phải có khả năng thích hợp cho việc thử nghiệm:máy phải có độ chính xác 15% tải trọng được ghi nằm ở khoảng bốn phần năm phía trên của dẫy tải đang dùng và phải đảm bảo được tốc độ tăng tải là 2400N/s ± 200N/s. Máy phải được nối với một bộ phận chỉ kế, bộ phận này được chế tạo sao cho số báo khi mẫu bị phá huỷ vẫn được ghi lại trên mặt số sau khi máy đã được dỡ tải. Việc này có thể thực hiện bằng cách dùng dụng cụ chỉ kế tối đa dựa trên cách đo áp suất hoặc một bộ nhớ trên màn hiện số. Các thiết bị
thử thao tác bằng tay phải được lắp một dụng cụ đo tốc độ để dễ dàng kiểm tra mức tăng tải.
Trục thẳng đứng của bộ phận nén phải trùng với trục thẳng đứng của bộ phận máy và trong thời gian nén tải, chiều di chuyển của bộ phận nén phải theo phương của trục máy. Mặt khác hợp lực phải đi qua tâm của mẫu. Bề mặt của tấm ép dưới của máy phải vuông góc với trục máy và giữ nguyên vị trí vuông góc suốt thời gian chất tải.
Tâm gối cầu của tấm ép trên phải nằm ở giao điểm của trục thẳng đứng của máy với bề mặt dưới của tấm ép trên của máy với dung sai r 1mm. Tấm ép trên có thể để tự do và thẳng tỳ theo sự tiếp xúc với mẫu, nhưng trong thời gian chất tải vị trí của tấm ép trên và dưới của máy phải được giữ cố định.
Các tấm ép của máy được làm bằng thép cứng với độ cứng Vicker (xem ISO 409- 1) ít nhất là HV600, hay tốt nhất là vonfam cacbit. Các tấm ép này phải dày ít nhất 10mm và rộng 40mm - 0,1mm và dài ít nhất 40mm. Dung sai độ phẳng cho toàn bộ diện tích tiếp xúc với mẫu là 0,01mm (xem ISO 1101). Cấu tạo bề mặt phải lớn hơn N3 và nhỏ hơn N6 (xem ISO 1302).
Cũng có thể dừng hai đĩa phụ bằng thép cứng, tốt nhất bằng vonfam cacbit, dày ít nhất 10mm và phù hợp với yêu cầu về các tấm ép. Tâm của các đĩa phụ phải tương xứng với trục của hệ thống truyền tải và không sai lệch quá r 0,5mm.
Trường hợp máy thử không có goi cầu, hoặc gối cầu bị kẹt hay đường kính gối cầu lớn hơn 120mm thì phải cần một gá định vị theo 4.2.8.
Chú thích:
1. Thiết bị thử có thể có hai hay nhiều chất tải trọng. Giá trị cao nhất của cấp tải trọng dưới phải xấp xỉ bằng một phần năm giá trị cao nhất của cấp tải trong trên kế cận.
2. Thiết bị thử tốt nhất là có thao tác tự động điều chỉnh tốc độ tăng tải với bộ phận ghi kết quả.
3. Gối cầu của máy cần được tra dầu để dễ điều chỉnh tiếp xúc với mẫu nhưng cũng chỉ trong chừng mực không để xảy ra chuyển dịch của tấm ép khi gia tải trọng quá trình thử nghiệm, không nên dùng loại dầu nhờn bị ảnh hưởng dưới áp suất cao.
4. Các thuật ngữ "thẳng đứng", "dưới", "trên" là dùng cho các thiết bị thử quy ước. Tuy nhiên, thiết bị có trục không thẳng đứng cũng vẫn dùng được, miễn là thiết bị này đáp ứng được quy trình thử chấp nhận tương ứng quy định trong 11.7 và miễn là các yêu cầu khác đều được đáp ứng.
4.2.8. Gá định vị mẫu của máy thử cường độ nén
Nếu cần dùng đến một gá định vị (hình 6) thì nó phải được đặt vào giữa các tấm ép của máy để truyền tải từ máy sang bề mặt nén của mẫu vữa.
Gá định vị có một má ép dưới và má ép được gắn với tấm ép dưới của máy. Má ép trên nhận tải từ tấm ép trên của máy qua một gối cầu trung gian. Gối này là một phần của toàn bộ cơ cấu và có thể trượt theo chiều thẳng đứng mà không gây ma sát đáng kể trong gá định vị theo hướng chuyển động của nó. Gá định vị cần phải được giữ gìn sạch sẽ và gối cầu phải quay được dễ dàng sao cho tấm ép khớp với khuôn mẫu và sau đó được cố định trong suốt thời gian thử. Khi phải sử dụng gá định vị, cần đảm bảo các yêu cầu quy định trong 4.2.7.
Chú thích:
1. Gối cầu của gá định vị có thể được tra dầu nhưng chỉ vừa phải để tránh sự chuyển dịch của các tấm ép khi gia tải, trong suốt thời gian thử. Không nên dùng loại dầu nhờn bị ảnh hưởng dưới áp suất cao.
2. Tốt nhất là toàn bộ cơ cấu phải tự động trở về được vị trí ban đầu sau khi đã phá hỏng mẫu.
5. Thành phần vữa
5.1. Cát
5.1.1. Quy định chung
Cát tiêu chuẩn ISO để xác định độ bền của xi măng phải phù hợp với các vêu cầu theo điều 5.l.3. Cát tiêu chuẩn phải được tổ chức tiêu chuẩn hoá quốc gia chứng nhận đạt tiêu chuẩn ISO. Mặt khác tổ chức này phải đảm bảo rằng cát tiêu chuẩn ISO trong các lần sản xuất tiếp theo vẫn được giám sát liên tục để phù hợp với tiêu chuẩn này.
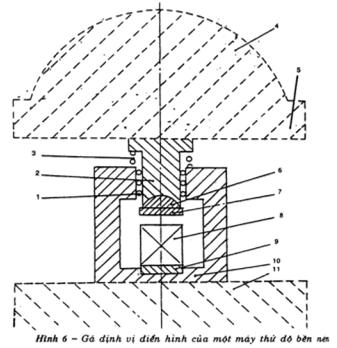
1. vòng bi
2. Cơ cấu trượt thẳng đứng
3. Lò xo trả về
4. Gối cầu của tấm ép trên
5. Tấm ép trên của máy
6. Gối cầu của gá định vị
7. Má ép trên của gá định vị
8. Mẫu thử
9. Má ép dưới
10. Mặt dưới của gá định vị
11. Tấm ép dưới của máy
Do khó khăn trong việc quy định cát tiêu chuẩn ISO một cách đầy đủ và rõ ràng nên khi chứng nhận và thử kiểm tra chất lượng cần tiêu chuẩn hoá cát dựa vào cát mẫu của ISO. Cát mẫu ISO được mô tả trong điều 5.1.2.
5.1.2. Cát mẫu của ISO
Cát mẫu của ISO là cát thiên nhiên giàu silic, gồm tốt nhất là các hạt tròn cạnh và có hàm lượng silic dioxit không ít hơn 98%.
Cấp phối hạt nằm trong các giới hạn quy định ở bảng 3.
Bảng 3 – Cấp phối hạt của cát mẫu ISO
Kích thước lỗ vuông mm | Phần còn lại trên sàng % |
2 1,6 1 0,5 0,16 0,08 | 0 7 ± 5 33 ± 5 67 ± 5 87 ± 5 99 ± 1 |
Việc phân tích sàng cho cát được thực hiện trên một mầu đại diện. Tiền hành sàng liên tục cho đến khi lượng cát lọt qua mỗi sàng nhỏ hơn 0,5g/phút.
Hàm lượng ẩm nhỏ hơn 0,2%, được xác định theo khối lượng hao hụt của mẫu cát đại diện sau 2 giờ sấy khô ở nhiệt độ từ 1050C đến 1100C và được biểu thị bằng tỷ lệ phần trăm khối lượng của mẫu đã sấy khô.
5.1.3. Cát tiêu chuẩn ISO
Cát tiêu chuẩn ISO phải phù hợp với các quy định về cầp phối và hàm lượng ẩm như điều 5.1.2. Trong sản xuất cát, sự xác định này phải được tiến hành ít nhất mỗi ngày một lần. Tuy vậy các yêu cầu này vẫn chưa đủ để đảm bảo cho cát tiêu chuẩn tương đương với cát mẫu. Sự tương đương đó được đảm bảo qua một chương trình thử công nhận bao gồm việc so sánh cát tiêu chuẩn với cát của mẫu ISO.
Chương trình này và cách tính toán được mô tả trong điều 11.6.
Cát tiêu chuẩn ISO có thể được giao nhận theo từng cấp phối riêng biệt hay được trộn sẵn theo từng túi plastic với khối lượng 1350 g ± 5 g, loại vật liệu dùng làm ao bì không được gây ảnh hưởng đến kết quả thử cường độ.
5.2. Xi măng
Xi măng để thử nghiệm nếu phải để lâu hơn 24 giờ kể từ lúc lấy mẫu đến lúc tiến hành thử, thì phải được lưu giữ toàn bộ trong thùng kín, loại thùng không gây phản ứng xi măng.
5.3. Nước
Nước cất được sử dụng cho các phép thử công nhận. Còn đối với các thử nghiệm khác, sử dụng nước uống.
6. Chế tạo vữa
6.1. Thành phần
Tỷ lệ khối lượng bao gồm một phần xi măng (5.2), ba phần cát tiêu chuẩn (5. 1) và một nửa phần là nước (5.3) (tỷ lệ nước/xi măng =0,5).
Mỗi mẻ cho ba mẫu thử sẽ gồm: 450g ± 2g xi măng, 1350g ± 5g cát, và 225g ± 1g nước.
6.2. Định lượng mẻ trộn
Xi măng, cát, nước và thiết bị có cùng nhiệt độ phòng thí nghiệm (xem 4.1). Xi măng và cát được cân bằng cân có độ chính xác đến r lg. Khi thêm nước, dùng ống đong tự động 225ml , có độ chính xác r 1ml.
6.3. Trộn
Dùng máy trộn (4,2,3,) để trộn mỗi mẻ vữa. Máy trộn khi đá ở vị trí thao tác, cần tiến hành như sau.
Đổ nước vào cối và thêm xi măng.
Khởi động máy trộn ngay và cho chạy ở tốc độ thấp (xem bảng 2), sau 30 giây thêm cát từ từ trong suốt 30 giây11. Khi dùng các nhóm hạt cát riêng biệt, cho thêm số lượng cần thiết của từng nhóm hạt bằng cách bắt đầu tuần tự từ nhóm hạt lớn nhất.
Bật máy trộn và cho chạy ở tốc độ cao (xem bảng 2), tiếp tục trộn thêm 30 giây.
Dừng máy trộn 90 giây. Trong vòng 15 giây đầu dùng bay cao su cào vữa bám ở thành cối, ở đáy cối và vun vào giữa cối.
Tiếp tục trộn ở tốc độ cao trong 60 giây nữa.
Thời gian của mỗi giai đoạn trộn khác nhau có thể được tính chính xác đến r 1 giây.
7. Chế tạo mẫu thử
7.1. Hình dạng và kích thước
Mẫu thử hình lăng trụ có kích thước 40mm x 40mm x 160mm
7.2. Đúc mẫu
Tiến hành đúc mẫu ngay sau khi chuẩn bị xong vữa. Khuôn và phễu được kẹp chặt vào bàn dằn. Dùng một xẻng nhỏ thích hợp, xúc một hoặc hai lần để rải lớp vữa đầu tiên cho mỗi ngăn khuôn sao cho mỗi ngăn trải thành hai lớp thì đầy (mỗi lần xúc khoảng 300g) và lấy trực tiếp từ máy trộn, Dùng bay lớn (hình 3) để rải đồng đều bay được giữ thẳng đứng so với vai của nó và tiếp xúc với đinh phễu và được đẩy lên phía trước, phía sau dọc theo mỗi ngăn khuôn. Sau đó lèn lớp vữa đầu bằng cách dằn 60 cái. Đổ thêm lớp vữa thứ hai, dùng bay nhỏ (hình 3) dàn đều mặt vữa rồi lèn lớp vữa này bằng cách dằn thêm 60 cái.
Nhẹ nhàng nhấc khuôn khỏi bàn dằn và tháo phễu ra. Gạt bỏ vứa thừa bằng một thanh gạt kim loại (hình 3) thanh này được giữ thắng đứng và chuyển động từ từ theo kiểu ca ngang (hình 2) mỗi chiều một lần. Cũng dùng thanh gạt trên gạt bằng mặt vữa.
Ghi nhãn hoặc đánh dấu các khuôn để nhận biết mẫu và vị trí tương đối của chúng so với bàn dằn.
1 Có thể sử dụng thiết bị đo thời gian và thiết bị tự động kiểm tra cho thao tác này.
8. Bảo dưỡng mẫu thử.
8.1. Xử lí và cất giữ mẫu trước khi tháo khuôn
Gạt bỏ vữa thừa trên rìa khuôn coi như một phần của việc tháo dỡ. Đặt một tấm kính kích thước 210mm x 185mm và dày 6mm lên khuôn. Cũng có thể dùng một tấm thép hoặc vật liệu không thấm khác có cùng kích thước.
Chú thích: Để đảm bảo an toàn cần dùng các tầm kính có cạnh đã được vuốt tròn.
Đặt ngay các khuôn đã đánh dấu lên giá nằm ngang trong phòng không khí ẩm hoặc trong tủ (xem 4.1).
Hơi ẩm phải tiếp xúc được với các mặt bên của khuôn. Khuôn không được chống chất lên nhau. Mỗi khuôn sẽ được lấy khỏi nơi cất giữ vào thời điểm thích.
việc tháo khuôn.
8.2. Tháo dỡ khuôn
Việc tháo dỡ khuôn phải rất thận trọng.
Đối với các phép thử 24 giờ, việc tháo dỡ khuôn mẫu không được quá 20 phút trước khi mẫu được thử.
Đối với các phép thử có tuổi mẫu lớn hơn 24 giờ, việc tháo dỡ khuôn tiến hành từ 20 giờ đến 24 giờ sau khi dổ khuôn.
Chú thích: Việc tháo dỡ khuôn cũng có thể được chậm lại 24 giờ nếu như vữa chưa có đủ cường độ yêu cầu để tránh hư hỏng mẫu. Cần ghi lại việc tháo khuôn muộn trong báo cáo thí nghiệm.
Mẫu đã tháo khỏi khuôn và được chọn để thử vào 24 giờ (hoặc vào 48 giờ nếu dỡ khuôn muộn), được phủ bằng khăn ẩm cho tới lúc thử.
Đánh dấu các mẫu đã chọn để ngâm trong nước và tiện phân biệt mẫu sau này, đánh dấu bằng mực chịu nước hoặc bằng bút chì.
8.3. Bảo dưỡng trong nước
Các mẫu đã đánh dấu được nhận chìm ngay trong nước (để nằm ngang hoặc để thẳng đứng, tùy theo cách nào thuận tiện) ở nhiệt độ 270C r 20C trong các bể chứa thích hợp (xem 4.1). Nểu ngâm mẫu nằm ngang thì để các mặt thẳng đứng theo đúng hướng thẳng đứng và mặt gạt vữa lên trên.
Đặt mẫu lên trên lưới không bị ăn mòn và cách xa nhau sao cho nước có thể vào được cả sáu mặt mẫu. Trong suốt thời gian ngâm mẫu, không lúc nào khoảng cách giữa các mẫu hay độ sâu của nước trên bề mặt mẫu lại nhỏ hơn 5 mm.
Chú thích – Lưới bằng gỗ là không thích hợp.
ở mỗi bể chứa , chỉ ngâm những mẫu có xi măng cùng thành phần hoá học.
Dùng nước máy để đổ đầy bể lần đầu và thỉnh thoảng thêm nước để giữ cho mực nước không thay đổi. Trong thời gian ngâm mẫu không được phép thay hết nước.
Lấy mẫu cần thử ở bất kỳ tuổi nào (ngoài 24 giờ hoặc 48 giờ khi tháo khuôn muộn) ra khỏi nước không được quá 15 phút trước khi tiến hành thử. Dùng vải ẩm phủ lên mẫu cho tới lúc thử.
8.4. Tuổi của mẫu để thử độ bền
Tính tuổi của mẫu thử từ lúc bắt đầu trộn xi măng và nước.
Khi thử độ bền theo yêu cầu ở các tuổi khác nhau, cần đảm bảo giới hạn sau:
24 giờ ± 15 phút
48 giờ ± 30 phút
72 giờ ± 45 phút
7 ngày ± 2 giờ
Bằng và lớn hơn 28 ngày ± 8 giờ
9. Tiến hành thử
9.1. Quy định chung
Dùng phương pháp tải trọng tập trung để xác định độ bền uốn bằng thiết bị quy định trong điều 4.2.6.
Nửa lăng trụ gẫy sau khi thử uốn được đem thử nén lên mặt bên phía tiếp xúc với thành khuôn với diện tích 40mm x 40mm.
Khi không yêu cầu giá trị độ bền uốn thì phép thử này có thể huỷ bỏ, nhưng các thử nghiệm xác định độ bền nén vẫn được tiến hành trên hai nửa lăng trụ bị gẫy nhờ biện pháp thích hợp mà không gây ứng suất có hại cho các nửa lăng trụ.
9.2. Xác định độ bền uốn
Đặt mẫu lăng trụ vào máy thử (4.2.6) với một mặt bên tựa trên các con lăn gối tựa và trục dọc của mẫu vuông góc với các gối tựa. Đặt tải trọng theo chiều thẳng đứng bằng con lăn tải trọng vào mặt đối diện của lăng trụ và tăng tải trọng dần dần tốc độ 50N/s ± 10N/s cho đến khi mẫu gẫy.
Cần giữ ẩm cho các nửa lăng trụ cho đển khi đem thử độ bền nén.
Tính độ bền uốn, Ru, bằng Newtons trên milimet vuông (N/mm2), theo công thức sau:

Trong đó:
Fu: Là tải trọng đặt lên giữa lăng trụ khi mẫu bị gãy, tính bằng Newtons;
l: Là khoảng cách giữa các gối tựa, tính bằng milimet;
b: Là cạnh của tiết diện vuông của lăng trụ, tính bằng milimet.
9.3. Xác định độ bền nén
Thử độ bền nén các nửa lăng trụ trên các mặt bên phía tiếp xúc với thành khuôn bằng thiết bị quy định ở điều 4.2.7 và điều 4.2.8.
Đặt mặt bên các nửa lăng trụ vào chính giữa các tấm ép với sai lệch không quá ± 0,5mm, và đặt nằm ngang sao cho mặt cuối của lăng trụ nhô ra ngoài tấm ép hoặc má ép khoảng 10mm.
Tăng tải trọng từ từ với tốc dộ 2400N/s ± 200N/s trong suốt quá trình cho đến khi mẫu bị phá hoại.
Nếu tăng tải trọng bằng tay thì cần điều chỉnh để chống lại khuynh hướng giảm tốc độ tăng tải khi gần tới tải trọng phá huỷ.
Tính độ bền nén, Rn bằng newtons trên milimet vuông (N/mm2), theo công thức sau:
![]()
Trong đó:
F: Là tải trọng tối đa lúc mẫu bị phá hoại, tính bằng Newtons;
A: Là diện tích tấm ép hoặc má ép, tính bằng milimet vuông (40mm x 40mm =1600mm2)
10. Thử tính thích hợp đối với xi măng
10.1. Quy định chung
Phương pháp xác định độ bền xi măng bao gồm hai mục đích áp dụng chính, đó là thử sự phù hợp và thử chấp nhận.
Mục này mô tả việc thử sự phù hợp bằng cách đánh giá xi măng theo yêu cầu về độ bền nén.
Thử để chấp nhận được quy định ở mục 11.
10.2. Định nghĩa kết quả thử
Kết quả thử là giá trị trung bình số học của sáu lần xác định độ bền nén trên một bộ ba mẫu lăng trụ.
Nếu một kết quả trong số sáu lần xác định vượt r l0% so với giá trị trung bình thì loại bỏ kết quả đó và chỉ tính giá trị trung bình của năm kết quả còn lại. Nếu một trong số năm kết quả này vượt quá r l0% giá trị trung bình của chúng thì loại bỏ toàn bộ kết quả.
10.3. Tính toán kết quả thử.
Từ các kết quả độ bền riêng biệt thu được qua các nửa lăng trụ, lấy chính xác đến 0,1N/mm2, tính giá trị trung bình theo điều 10.2 và lấy chính xác đến 0,1N/mm2
10.4. Biên bản thử
Ghi lại tất cả các kết quả riêng biệt. Báo cáo giá trị trung bình tính toán và bất kỳ một kết quả loại bỏ nào theo 10.2.
10.5. Độ chính xác của phương pháp thử
Độ chính xác của phương pháp được đo bằng độ lập lại (xem 11.5) và độ tái lập của nó (xem 10.6)
Độ chính xác của phương pháp thử đối với phép thử sự phù hợp được tính theo độ tái lập.
Độ chính xác của phương pháp thử đối với phép thử để chấp nhận và cho mục đích kiểm tra sản xuất, được tính theo độ lập lại.
10.6. Độ tái lập
Độ tái lập của phương pháp xác định cường độ nén là một biểu thức định lượng của sai số liên kết với các kết quả thử thu được từ những mẫu mà trên danh nghĩa giống hệt nhau với một loại xi măng, và các cán bộ thí nghiệm khác nhau trong các phòng thí nghiệm khác nhau vào các thời điểm khác nhau có sử dụng cát chuẩn từ nguồn gốc khác nhau và các bộ thiết bị khác nhau.
Đối với việc xác định độ bền nén tuổi 28 ngày, độ tái lập theo các điều kiện trên giữa các phòng thí nghiệm giàu kinh nghiệm, được thể hiện bằng hệ số biến thiên, và nhỏ hơn 6%.
Điều đó có nghĩa là sự khác nhau giữa hai kết quả thử tương ứng thu được từ các phòng thí nghiệm khác nhau có thể được lấy (chắc chắn 95%) nhỏ hơn khoảng 15%.
11. Thử nghiệm chấp nhận đối với cát và thiết bị thay thế
11.1. Quy định chung
Như đã nêu rõ trong mục 8, việc thử xi măng theo đúng tiêu chuẩn này không thể chỉ dựa trên việc dùng một loại cát duy nhất, có nguồn gồc cố định, vì vậy cần thiết có sẵn nhiều loại cát thử mà tất cả đều phải đạt cát tiêu chuẩn ISO.
Tương tự như vậy, tiêu chuẩn này không yêu cầu phòng thí nghiệm phải dùng một (loại thiết bị lèn chặt riêng biệt. Chính vì mục đích tự do lựa chọn mà thuật ngữ “các vật liệu thay thế và các thiết bị thay thế” đã được nêu ra. Do đó, một trong những đặc điểm cơ bản của tiêu chuẩn này là cát và thiết bị thay thế phải được đưa vào một chương trình thử nghiệm để bảo đảm rằng các kết quả độ bền thu được trong thử nghiệm chấp nhận khi có dùng cát và thiết bị thay thế không sai khác so với việc sử dụng “cát mẫu” và “thiết bị mẫu”.
Chương trình thử nghiệm chấp nhận bao gồm thử nghiệm chứng nhận khi có cát và thiết bị mới xin thay thể theo yêu cầu của tiêu chuẩn và thử nghiệm thẩm tra để đảm bảo rằng thử nghiệm chứng nhận đó vẫn phù hợp với tiêu chuẩn này.
Việc thử nghiệm cát và thiết bị lèn chặt thay thế được mô tả trong các điều 11.6 và 11.7 và các thí nghiệm đó tương ứng với các nguyên tắc chung của thí nghiệm chấp nhận. 11.2. Xác định kết quả thử nghiệm
Kết quả thử nghiệm được xác định bằng trung bình số học của sáu phép thử độ bền nén trên ba mẫu lăng trụ của một mẻ.
11.3. Tính toán kết quả thử
Xem điều 10.3.
11.4. Độ chính xác của phương pháp thử
Độ chính xác của phương pháp thử đối với phép thử chắp nhận và phục vụ mục tiêu sản xuất được đo bằng độ lặp lại của phép thử (về độ tái lập, xem điều 10.6.
11.5. Độ lặp lại
Độ lặp lại của phương pháp thử độ bền nén là một biểu thức định lượng của sai số liên kết với các kết quả thử thu được trong một phòng thí nghiệm của các mẫu giống hệt nhau trên danh nghĩa từ một loại xi măng trong các điều kiện như nhau (như cùng người thao tác, cùng loại thiết bị, cùng một loại cát, trong cùng một khoảng thời gian.v.v…
Đối với việc xác định độ bền nén tuổi 28 ngày, độ lặp lại trong những điều kiện này ở một phòng thí nghiệm có nhiều kinh nghiệm, được biểu thị dưới dạng hệ số biến thiên, từ 1% đến 3%.
11.6. Cát tiêu chuẩn ISO
11.6.1. Thử chứng nhận cát.
Cát được dùng làm cát thử -theo tiêu chuẩn này phải được chứng nhận và sau đó được gọi là cát tiêu chuẩn ISO.
Việc thử nghiệm để chứng nhận trong thời kỳ sản xuất đầu tiên (ít nhất là 3 tháng) đối với cát đề nghị được là cát tiêu chuẩn ISO là rất cần thiết để chứng minh cho sự phù hợp của nó (ngoài ra, để đảm bảo tính ổn định chất lượng dài hạn, cần phải có thử nghiệm xác minh hàng năm - xem 11.6.2).
Thử nghiệm chứng nhận dựa trên một quy trình chuẩn để so sánh cát đề nghị là cát tiêu chuẩn ISO với cát mẫu của ISO, quy định trong điều 11.6.3.
Thử nghiệm chứng nhận dựa trên việc thử độ bền nén ở tuổi 28 ngày, tiến hành trong các phòng thí nghiệm được cơ quan tiêu chuẩn hoá quốc gia chấp nhận cho mục tiêu này.
Các phòng thí nghiệm để chứng nhận sẽ có những hoạt động hợp tác quốc tế và tham gia trong các hệ thống thử nghiệm hợp tác để đảm bảo rằng đặc tính cát tiêu chuẩn của các nhà sản xuất từ các nước khác nhau đều so sánh được với các chỉ tiêu chấp nhận quốc tế.
11.6.2. Thử thẩm tra cát
Trình tự thẩm tra cát để chứng nhận lại hàng năm, bao gồm một thử nghiệm năm trên một mẫu cát lấy ngẫu nhiên do cơ quan chứng nhận thực hiện và một cuộc thanh tra của cơ quan này về các số liệu thí nghiệm kiểm tra chất lượng cát của cơ sở sản xuất.
Chương trình thử thẩm tra có cùng nguyên tắc như thử chứng nhận, được mô tả trong điều 11.6.4.
Các thí nghiệm kiểm tra chất lượng của cơ sở sản xuất cát được phòng thí nghiệm của cơ sở sản xuất hoặc phòng thí nghiệm dịch vụ thực hiện đều đặn (mỗi tháng một lần nếu sản xuất liên tục). Các số liệu về kết quả của các thí nghiệm kiểm tra chất 1ượng trong vòng ba năm cuối phải được sẵn sàng cung cấp cho cơ quan chứng nhận để thanh tra và coi đó là một phần của trình tự thẩm tra.
11.6.3. Phương pháp thử chứng nhận cát tiêu chuẩn ISO
11.6.3.1. Quy định chung
Trong thời kỳ sản xuất ban đầu, ít nhất là ba tháng, cần lấy ba mẫu cát độc lập để thử chứng nhận là cát tiêu chuẩn ISO và việc lấy mẫu do cơ quan chứng nhận thực hiện.
Thí nghiệm để so sánh với cát mẫu của ISO được tiến hành trên từng mẫu của ba mẫu cát, dùng một trong ba loại xi măng mà cơ quan chứng nhận đã chọn cho mục đích đó.
Nếu từng mẫu riêng biệt trong các thí nghiệm đối chứng ở tổi 28 ngày, đều chấp nhận được thì cát đề nghị đó có thể chấp nhận được là cát tiêu chuẩn ISO.
11.6.3.2. Tiêu chuẩn để chấp nhận
Tiêu chuẩn này dựa trên một chuẩn mực để chấp nhận là một loại cát mà trong một thời gian dài có sự chênh lệch về cường độ nén ở tuổi 28 ngày khoảng 5% so với loại cát mẫu của ISO, thì loại bỏ cát đó có khả năng ít nhất là 95% bị loại bỏ.
11.6.3.3. Trình tự cho mỗi lần thử so sánh
Sử dụng mẫu xi măng đã chọn lọc cho thí nghiệm này để chế tạo 20 cặp mẻ vữa, có sử dụng cát đề nghị tiêu chuẩn ISO cho một mẻ còn mẻ kia thì dùng cát mẫu của ISO. Chuẩn bị hai mẻ ở mỗi cặp theo thứ tự ngẫu nhiên, mẻ nọ kế tiếp mẻ kia, theo tiêu chuẩn này. Sau 28 ngày bảo dưỡng, tiến hành thử cường độ nén ở cả sáu mẫu lăng trụ của một cặp mẻ và tính toán kết quả cho mỗi loại cát theo đúng điều l0.3, lấy x để chỉ cát đề nghị là cát tiêu chuẩn ISO và y là cát mẫu của ISO.
11.6.3.4. Đánh giá mỗi lần thử so sánh
Tính toán các thông số sau:
a) Độ bền nén trung bình, , cho tất cả 20 mẻ chuẩn bị bằng cát mẫu của ISO;
b) Độ bền nén trung bình, , cho tất cả 20 mẻ chuẩn bị bằng cát đề nghị là cát tiêu chuẩn ISO.
Đánh giá D = 100 (-)/, lấy chính xác đến 0,1 không kể dấu.
11.6.3.5. Xử lý giá trị ngoại lệ
Nếu xuất hiện một sai lệch ngoại lệ đáng ngờ thì phải tính các thông số sau:
a) chênh lệch đại số D = x - y, giữa mỗi cặp kết quả thử.
b) Chênh lệch giữa giá trị trung bình của kết quả D = X - Y;
c) Độ lệch chuẩn của các chênh lệch, S;
d) Giá trị của 3S;
e) Chênh lệch số học giữa giá trị cao nhất của D, tức là Dmax và D , và giữa giá trị thấp nhất của D, tức là Dmin và D. Nếu một trong các chênh lệch này lớn hơn 3s thì loại bỏ giá trị lạc (Dmax hoặc Dmin) và tính toán lại trên 19 chênh lệch còn lại.
11.6.3.6. Yêu cầu để chấp nhận
Cát đề nghị là cát tiêu chuẩn ISO được coi là cát đạt tiêu chuẩn ISO nếu mỗi giá trị trong ba giá trị của D tính theo 11.6.3.4. đều nhỏ hơn 5. Nếu một hoặc nhiều hơn giá trị đã tính D bằng hoặc lớn hơn 5, thì cát đó không được chấp nhận.
11.6.4. Phương pháp thử thẩm tra cát tiêu chuẩn ISO
11.6.4.1. Thử nghiệm hàng năm của cơ quan cấp chứng nhận
Cơ quan chứng nhận tiển hành lấy một mẫu ngẫu nhiên theo điều 11.6.2. và đem thử theo quy trình quy định trong điều 11.63, có dùng đến một loại xi măng do cơ quan chứng nhận chọn cho mục đích này.
Nếu giá trị D tính toán theo điều 11.6.3.4, nhỏ hơn 5 thì mẫu được coi là phù hợp với các yêu cầu thử thẩm tra.
Nếu giá trị D bằng hoặc lớn hơn 5, thì phải thử tiếp ba mẫu chọn ngẫu nhiên theo đúng quy trình thử chứng nhận quy định trong điều 11.6.3.
11.6.4.2. Thử hàng tháng đối với cơ sở sản xuất cát
Thử nghiệm hàng tháng do cơ sở sản xuất cát tiến hành theo đúng cách thức như thử thẩm tra quy định trong điều 11.6.4.1, nhưng cần tiến hành ít nhất 10 phép so sánh, bằng cách so sánh một mẫu cát chọn ngẫu nhiên sản xuất ra trong tháng đó với một mẫu cát đã chứng nhận là cát tiêu chuẩn ISO. Dùng một loại xi măng do cơ quan chứng nhận chọn cho mục đích này.
Nếu giá trị D tính toán theo điều 11.6.3.4. lớn hơn 2,5 và xuất hiện hơn hai lần trong số 12 lần thử so sánh hàng tháng liên tục, thì cần thông báo cho cơ quan chứng nhận để tiến hành một thí nghiệm chứng nhận toàn diện trên ba mẫu lấy ngẫu nhiên theo quy định 11.6.3.
11.7. Thử chấp nhận đối với thiết bị lèn chặt thay thế
11.7.1. Quy định chung
Khi có yêu cầu thí nghiệm chấp nhận cho thiết bị lèn chặt thay thế, cơ quan chứng nhận sẽ chọn lấy ba bộ thiết bị có bán sẵn, đa đến phòng thí nghiệm của cơ quan chứng nhận bên cạnh bộ thiết bị chuẩn phù hợp điều 4.2.5.
Thiết bị cần thử phải có kèm theo:
- Văn bản mô tả kỹ thuật đầy đủ về thiết kế và cấu tạo,
- Bản chỉ dẫn vận hành,
- Một danh mục kiểm tra bảo đảm vận hành đúng,
- Văn bản mô tả đầy đủ trình tự lèn chặt.
Cơ quan chứng nhận tiến hành so sánh cẩn thận các đặc tính kỹ thuật của thiết bị cần thử với các văn bản kỹ thuật kèm theo. Sau đó tiến hành làm ba thí nghiệm so sánh mỗi thiết bị dùng một trong ba loại xi măng do cơ quan chứng nhận chọn cho mục đích này và dùng cát mẫu của ISO.
Nếu mỗi lần của cả ba lần thử đó đều chấp nhận được cho thiết bị thay thế thì thiết bị lèn chặt đề nghị đó được coi là chấp nhận được.
11.7.2. Thử nghiệm thiết bị thay thế
11.7.2.1. Tiêu chuẩn chấp nhận
Tiêu chuẩn này dựa trên một chuẩn mực chấp nhận là một loại thiết bị mà khi sử dụng theo phương pháp lèn chặt trong một thời gian dải có sự chênh lệch về độ bền nén tuổi 28 ngày khoảng 5% so với phương pháp quy định trong tiêu chuẩn này thì thiết bị đó có khả năng ít nhất là 95% bị loại bỏ.
11.7.2.2. Trình tự mỗi lẫn thử so sánh.
Dùng mẫu xi măng đã chọn để chế tạo 20 cặp mẻ vữa và tiến hành làm chắc đặc một mẻ theo quy trình đề nghị còn mẻ kia làm theo quy trình chuẩn.
Hai mẻ của mỗi cặp được chuẩn bị theo thứ tự ngẫu nhiên, cái nọ kế tiếp cái kia. Xử lý mẫu lăng trụ sau khi lèn chặt tiến hành theo đúng tiêu chuẩn này.
Sau 2,8 ngày bảo dưỡng, tất cả sáu lăng trụ của một cặp mẻ sẽ được thử cường độ nén và kết quả của từng phương pháp làm chắc đặc sẽ được tính toán theo điều l1.3 trong đó x là phương pháp lèn chặt đề nghị thay thế và y là làm theo bàn dằn tiêu chuẩn.
11.7.2.3. Đánh giá mỗi lần thử so sánh
Tính toán các thông số sau:
a) Độ bền nén trung bình, y, của 20 mẻ được làm trên thiết bị chuẩn;
b) Độ bền nén trung bình, x, của 20 mẻ được làm trên thiết bị đề nghị lèn chặt thay thế.
Đánh giá D = 100 (-)/, lấy chính xác đến 0,1 không kể dấu.
11.7.2.4. Xử lý giá trị ngoại tệ Xem 11.6.3.5.
11.7.2.5. Yêu cầu để chấp nhận thiết bị đề nghị thay thế
Thiết bị thay thế được coi là chấp nhận nếu mỗi giá trị trong ba giá trị D, tính theo 11.7.2.3, nhỏ hơn 5.
Trong trường hợp đó mô tả kỹ thuật của thiết bị sẽ được lấy làm phụ lục cho thiết bị chỉ rõ trong 4.2.5, và mô tả trình tự lèn chặt sẽ được lấy làm phụ lục cho quy định trong điều 7.2.
Nếu có một giá trị D trở lên, bằng hoặc lớn hơn 5 thì thiết bị đề nghị thay thế đó không được chấp nhận.
1Cát mẫu ISO chính là cát mẫu của CEN (Uỷ ban Châu Âu về tiêu chuẩn hoá). Muốn tìm hiểu thông tin để có được loại cát này, xin liên hệ với hiệp hội Đức F.R:DIN Postfach 1107. D – 1000 Berlin.30
1Khi tháo dỡ khuôn có thể sử dụng búa bằng cao su hoặc chất dẻo hay dụng cụ đặc biệt khác.
2Để kiểm tra việc trộn, tạo chắc đặc và hàm lượng khí đốt với vữa, cần tiến hành cân mẫu sau khi tháo khỏi khuôn.