Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 6259-6:2003 về Quy phạm phân cấp và đóng tàu biển vỏ thép - Phần 6: Hàn
TIÊU CHUẨN QUỐC GIA
TCVN 6259-6:2003
QUY PHẠM PHÂN CẤP VÀ ĐÓNG TÀU BIỂN VỎ THÉP - PHẦN 6: HÀN
Rules for the classification and construction of sea-going steel ships - Part 6: Welding
Lời nói đầu
TCVN 6259-6:2003 thay thế cho TCVN 6259-6:1997.
TCVN 6259-6: 2003 do Ban kỹ thuật TCVN/TC8 "Đóng tàu và Công trình biển" phối hợp với Cục Đăng kiểm Việt Nam biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ ban hành.
QUY PHẠM PHÂN CẤP VÀ ĐÓNG TÀU BIỂN VỎ THÉP - PHẦN 6: HÀN
Rules for the classification and construction of sea-going steel ships - Part 6: Welding
CHƯƠNG 1 QUY Đ|NH CHUNG
1.1. Quy định chung
1.1.1. Phạm vi áp dụng
1. Công việc hàn, v.v .... sau đây gọi là “Hàn", được áp dụng trong hàn kết cấu thân tàu, trang thiết bị, hệ thống máy tàu, v.v .... nếu không có quy định nào ở các phần khác, phải thỏa mãn những yêu cầu ở Phần này.
2. Các yêu cầu của phần này được áp dụng cho việc hàn khi nhà máy tuân thủ chặt chẽ các yêu cầu quy định dưới đây:
(1) Bằng cách thực hiện việc kiểm soát quá trình toàn bộ công việc hàn để đảm bảo chất lượng hàn thông qua các thiết bị thích hợp và hệ thống kiểm tra chất lượng.
(2) Nhà máy phải điều tra tìm nguyên nhân chính, để báo cáo kết quả điều tra cho Đăng kiểm viên và thực hiện biện pháp khắc phục nếu có sự sai lệch do việc kiểm soát xảy ra và/hoặc chất lượng của sản phẩm không đạt bị phát hiện.
3. Hàn không quy định trong phần này có thể được áp dụng nếu được Đăng kiểm xét duyệt riêng về thiết kế và công nghệ.
1.2. Thử trước khi hàn
1.2.1. Tiến hành thử
1. Quy trình hàn, chứng nhận thợ hàn và các vật liệu hàn quy định trong phần này phải được thử với sự có mặt của Đăng kiểm viên và phải được Đăng kiểm phê duyệt trước khi hàn.
2. Các thử nghiệm về hàn không quy định trong phần này phải được thực hiện theo các yêu cầu kỹ thuật hoặc tiêu chuẩn thử đã được Đăng kiểm duyệt.
3. Các thử nghiệm có thể được miễn, nếu các chứng nhận phù hợp của các quy trình hàn, thợ hàn, các vật liệu hàn. v.v .... được Đăng kiểm chấp nhận.
1.3. Hàn
1.3.1. Thực hiện kiểm soát hàn
Nhà máy phải tuân thủ các yêu cầu quy định trong Chương 2 của Phần này đối với việc kiểm soát hàn kết cấu thân làu, v.v...
1.3.2. Xác nhận điều kiện hàn
1. Để kiểm soát có hiệu quả công việc hàn do nhà máy thực hiện. Đăng kiểm viên sẽ xác nhận các điều kiện trong khi hàn vào thời gian thích hợp do Đăng kiểm viên quy định, nếu cần thiết. Trong trường hợp này nhà chế tạo phải tạo mọi điều kiện cho Đăng kiểm viên và để Đăng kiểm viên đi tới các khu vực thích hợp của nhà máy.
2. Nếu xét thấy cần thiết trong mục -1 trên, Đăng kiểm viên có thể yêu cầu nhà máy thực hiện các biện pháp khắc phục đối với việc kiểm soát hàn.
1.4. Kiểm tra hàn và chất lượng hàn
1.4.1. Thực hiện kiểm tra
1. Kiểm tra hàn phải được thực hiện với sự có mặt của Đăng kiểm viên trong khi hàn và sau khi hàn được quy định trong 2.1.4 của TCVN 6259-1B:2003 “Quy định chung về phân cấp’'.
2. Sự có mặt của Đăng kiểm viên có thể ít đi, nếu hệ thống chất lượng và hệ thống kiểm tra hàn của nhà máy được Đăng kiểm xem là thích ứng.
1.4.2. Chất lượng và sửa chữa
1. Chất lượng hàn phải được tuân thủ các yêu cầu sau:
(1) Kiểm tra trong khi hàn:
Các hạng mục kiểm tra trong khi hàn, mà được Đăng kiểm chỉ định thông qua việc xác nhận các điều kiện hàn quy định trong 1.3.2 phải được thực hiện theo đúng trình tự.
(2) Kiểm tra trực quan:
Kiểm tra trực quan đối với các đường hàn phải được thực hiện. Đường hàn phải không có khuyết tật nứt, thừa kim loại mối hàn hoặc lồi quá và các khuyết tật có hại trên bề mặt như cháy chân, chờm phủ, biến dạng và lệch mép quá dung sai cho phép. Kích thước của mối hàn góc phải phù hợp với các yêu cầu quy định trong 1.2.3 của TCVN 6259-2A:2003 “Kết cấu thân tàu và trang thiết bị’'.
(3) Kiểm tra không phá hủy:
Kiểm tra không phá hủy đường hàn do Đăng kiểm quy định riêng phải được thực hiện. Đường hàn phải không có khuyết tật nứt, và các khuyết tật có hại ở bên trong như không ngấu và không thấu, v.v...
2. Các khuyết tật hàn được phát hiện trong kiểm tra quy định ở mục -1 trên phải được sửa chữa hoặc được giữ nguyên theo sự chỉ dẫn của Đăng kiểm viên.
1.4.3. Tiêu chuẩn chất lượng
Trong trường hợp Đăng kiểm viên phát hiện thấy chất lượng của hàn giảm đáng kể so với tiêu chuẩn, Đăng kiểm có thể yêu cầu nhà chế tạo nâng cao chất lượng hàn dựa trên kết quả kiểm tra.
1.5. Định nghĩa và giải thích
Trong phần này của Quy phạm, chấp nhận những định nghĩa và giải thích dưới đây.
(1) Vật liệu hàn - Vật liệu đảm bảo tiến hành quá trình hàn để có được mối nối hàn có chất lượng. Trong hàn điện, vật liệu hàn là que hay cực hàn, dây (kim loại) hàn, thuốc hàn, khí bảo vệ. Trong hàn khí thì vật liệu hàn gồm ô xi kỹ thuật và các loại khí cháy.
(2) Kim loại cơ bản (còn gọi là vật liệu cơ bản hay vật liệu chính) - Kim loại của các chi tiết được hàn.
(3) Kim loại đắp - Kim loại do que hàn hay dây hàn nóng chảy chuyển vào mối hàn và thực tế không chứa kim loại cơ bản.
(4) Kim loại mối hàn - Kim loại do kim loại cơ bản và vật liệu hàn hoặc chỉ do kim loại cơ bản nóng chảy trong khi hàn tạo thành.
(5) Vùng ảnh hưởng nhiệt - Vùng kim loại cơ bản tiếp giáp với mối hàn (hoặc mối hàn đắp) có sự biến đổi về tổ chức kim loại và tính chất của nó do tác dụng của nhiệt khi hàn.
(6) Tính hàn - Đặc tính của kim loại có thể nhận được mối hàn có chất lượng khi áp dụng công nghệ hàn thích hợp.
(7) Độ ngấu - Sự nóng chảy của kim loại đắp hoặc sự nóng chảy của kim loại các mép được hàn.
(8) Chưa ngấu (hoặc không ngấu) - Một loại khuyết tật của mối hàn do chưa có sự nóng chảy (liên kết) giữa kim loại mối hàn với kim loại cơ bản, giữa kim loại cơ bản với kim loại cơ bản, hoặc giữa các lớp của kim loại mối hàn với nhau khi hàn nhiều lớp.
CHƯƠNG 2 HÀN
2.1. Quy định chung
2.1.1. Phạm vi áp dụng
1. Các yêu cầu của Chương này được áp dụng chủ yếu cho hàn kết cấu thân tàu, v.v..., do vậy nhà máy phải tuân thủ các yêu cầu sau:
(1) Trước tiên các loại vật liệu phải có chứng chỉ thích hợp, phù hợp với bản vẽ chế tạo kết cấu thân tàu đã được Đăng kiểm duyệt.
(2) Đảm bảo phương pháp gia công và độ chính xác phù hợp với chất lượng yêu cầu.
(3) Thợ hàn phải có chứng chỉ phù hợp và phải được kiểm tra tay nghề, duy trì kỹ năng và đào tạo.
2. Ngoài những yêu cầu quy định ở -1 trên, nhà máy phải kiểm soát công việc hàn ngoài hiện trường phù hợp với các yêu cầu quy định trong Chương này.
3. Các yêu cầu quy định trong Chương này phải được áp dụng cho công việc hàn các kim loại cơ bản là thép cán dùng làm kết cấu thân tàu, thép cán làm việc ở nhiệt độ thấp và thép cán có độ bền cao đã tôi và ram dùng cho các kết cấu. Việc hàn các vật liệu khác phải được Đăng kiểm xét duyệt riêng trong từng trường hợp cụ thể.
2.2. Kế hoạch công việc
2.2.1. Sơ đồ hàn
Nhà chế tạo phải trình cho Đăng kiểm sơ đồ hàn đối với mỗi tàu để duyệt trước khi thực hiện công việc hàn, bao gồm các hạng mục dưới đây, ví dụ bản về mặt cắt giữa tàu (chỉ ra cấp vật liệu, chiều dày vật liệu, kích thước vật liệu, v.v...) có thể được sử dụng như là một sơ đồ hàn.
(1) Các phần kết cấu chính đối với thân tàu trong khoảng 0,6L giữa tàu, được dự định hàn tại hiện trường.
(2) Các quy trình hàn áp dụng cho hàn ở (1) trên và vị trí hàn của quy trình hàn đó, bao gồm cả số quy trình và ngày duyệt của quy trình.
(3) Các hạng mục khác, nếu Đăng kiểm xét thấy cần thiết.
2.2.2. Quy trình hàn và các thông số kỹ thuật liên quan
1. Quy trình hàn và các thông số kỹ thuật liên quan phải được Đăng kiểm duyệt phù hợp các yêu cầu quy định ở Chương 4 của Phần này.
2. Ít nhất các điều kiện hàn sau phải được đưa ra trong các thông số kỹ thuật của quy trình hàn (WPS):
(1) Quy trình hàn.
(2) Loại vật liệu cơ bản (cấp thép và chiều dày lớn nhất của vật liệu).
(3) Vật liệu hàn (cấp vật liệu hàn, khí bảo vệ, loại vật liệu tấm lót, v.v...).
(4) Kiểu mối hàn (mối hàn giáp mép hoặc mối hàn góc).
(5) Tư thế hàn.
(6) Chi tiết về vát mép theo chiều dày vật liệu cơ bản (bao gồm tiêu chuẩn dung sai đối với điều kiện chuẩn bị cạnh mối hàn, góc vát mép, khe hở chân, và độ lệch mép), số que hàn và sự bố trí, kích thước chân mối hàn hoặc chiều cao mối hàn góc, số lớp hàn hoặc trình tự đi que và các thông số hàn (loại dòng điện, cường độ dòng điện, điện áp, tốc độ hàn, nhiệt lượng giáng lên mối hàn).
(7) Nhiệt độ gia nhiệt và nhiệt độ giữa các lớp hàn.
(8) Xử lý nhiệt mối hàn.
(9) Các điều kiện khác cần thiết cho quy trình hàn.
2.3. Chuẩn bị trước khi hàn
2.3.1. Kiểm tra vật liệu
Thực hiện công việc hàn, nhà máy phải tuân thủ các yêu cầu sau:
(1) Thiết lập biện pháp mà có thể nhận biết rõ các loại thép và các loại vật liệu hàn để tránh tình trạng sử dụng nhầm.
(2) Loại bỏ các khuyết tật có hại trên bề mặt thép và trên các bề mặt đã qua quá trình cắt khí.
(3) Xử lý nhiệt như gia nhiệt theo vết, v.v..., đối với thép phải phù hợp với tiêu chuẩn đã được Đăng kiểm chấp nhận trừ khi có sự phê duyệt riêng.
(4) Vật liệu hàn phải được bảo quản và kiểm soát một cách phù hợp và phải được sấy một cách thích ứng, nếu cần thiết.
(5) Nhà chế tạo phải chỉ dẫn một cách đầy đủ cho thợ hàn về cách sử dụng các loại vật liệu hàn.
2.3.2. Chuẩn bị mép hàn
1. Rãnh hàn phải được gia công đúng cách thức và đồng dạng, và các vết nứt hoặc các khuyết tật trên rãnh hàn phải được loại bỏ. Ẩm ướt, dầu mỡ và gỉ, v.v..., phải được làm sạch khỏi rãnh hàn và các vùng cạnh rãnh hàn. Việc sơn phần hàn không gây tác hại đối với chất lượng mối hàn.
2. Phải đặc biệt chú ý đối với việc chuẩn bị cạnh mối hàn của các đường hàn cắt nhau, các rãnh hàn thực hiện tại hiện trường, v.v...
2.3.3. Quy trình lắp ghép
1. Hình dạng, quy cách và khe hở chân của rãnh hàn phải phù hợp với tiêu chuẩn quy định trong Bảng các thông số kỹ thuật của quy trình hàn (WPS) ở mục 2.2.2 tương ứng với quy trình hàn được áp dụng. Khe hở giữa các tấm kim loại cơ bản trong mối hàn chữ T và mối hàn chồng mép không được vượt quá mức cho phép.
2. Hai đầu của các mối hàn quan trọng phải được gắn thêm tấm vấu hoặc có tấm kim loại dài hơn một cách phù hợp, và sẽ được cắt bỏ sau khi hàn.
3. Các mã gá sử dụng cho hàn phải được lắp sao cho không tạo căng quá mức. Sau khi hàn, nói chung các mã gá phải được tháo bỏ, và bất kỳ khuyết tật nào trên bề mặt của kim loại cơ bản xuất hiện do thực hiện việc tháo bỏ mã gá phải được sửa chữa thích ứng bằng phương pháp hàn, mài, v.v...
4. Mối ghép phải không có khe hở, lệch mép và biến dạng quá lớn, v.v... Nếu việc gá lắp thực hiện không đúng thì phải thực hiện lại cho phù hợp.
5. Không được dùng lực tác dụng quá mạnh để chỉnh các phần gá lắp không đạt, nếu tạo sự biến dạng lớn.
2.4. Quá trình hàn
2.4.1. Lựa chọn vật liệu hàn
Việc sử dụng các vật liệu hàn cho thép cán dùng làm thân tàu, thép cán làm việc ở nhiệt độ thấp, thép cán tấm có độ bền cao đã tôi và ram dùng cho các kết cấu phải được lựa chọn phù hợp với những yêu cầu sau:
(1) Sự lựa chọn các vật liệu hàn phải phù hợp với các yêu cầu đưa ra trong Bảng 6/2.1.
(2) Với yêu cầu quy định ở (1) trên, các mối hàn của các cấp thép khác nhau có thể được sử dụng như sau:
(a) Vật liệu hàn cho cấp thép thấp hơn có thể sử dụng cho mối hàn của các cấp thép khác nhau cùng độ bền.
(b) Khi hàn các loại thép có độ bền khác nhau, có thể dùng vật liệu hàn cho thép có độ bền thấp hơn, với điều kiện phải áp dụng các biện pháp thích ứng để ngăn ngừa nứt.
(c) Que hàn hydro thấp phải được sử dụng để hàn thép có độ bền cao với nhau hoặc để hàn thép có độ bền cao với thép thường. Trong trường hợp nếu vật liệu cơ bản là thép có độ bền cao đã được nhiệt luyện bởi quá trình kiểm soát cơ nhiệt (TMCP), que hàn không có hydro có thể phải được sử dụng, nếu được Đăng kiểm chấp nhận.
2.4.2. Xác định điều kiện môi trường khi hàn
1. Hàn được thực hiện dưới điều kiện được bảo vệ để đề phòng ẩm ướt, gió và tuyết.
2. Hàn được thực hiện dưới điều kiện môi trường được xem như là không có bất kỳ ảnh hưởng nào tới việc hàn.
2.4.3. Gia nhiệt, v.v...
1. Việc gia nhiệt trước khi hàn, việc hàn các đường hàn ngắn, v.v..., phải được thực hiện phù hợp với tiêu chuẩn được Đăng kiểm chấp nhận, trừ khi có sự phê duyệt đặc biệt.
2. Tránh mồi hồ quang trên bề mặt thép có độ bền cao và thép thường trừ cấp thép A, B và D. Nếu việc mồi hồ quang gây ra do lỗi của thợ hàn, thì toàn bộ kim loại của việc mồi hồ quang phải được loại bỏ bằng phương pháp mài hoặc phải được hàn sửa chữa với đường hàn ngắn có chiều dài tương ứng.
3. Việc hàn đính phải được thực hiện dưới sự gia nhiệt, lựa chọn vật liệu hàn, chiều dài mối hàn đính, v.v... một cách đặc biệt.
4. Trong trường hợp hàn dưới điều kiện lực căng quá lớn hoặc tấm thép quá dày, thép đúc hoặc thép rèn, thì các chú ý đặc biệt phải được yêu cầu như gia nhiệt vật liệu, sử dụng que hàn hyđro thấp, v.v... Để được hàn vật liệu thép đúc và thép rèn, nói chung thành phần carbon không được vượt quá 0,23% và phải có hậu tố W như quy định trong TCVN 6259-7A:2003 Vật liệu.
2.4.4. Trình tự hàn
1. Thứ tự hàn và hướng hàn phải được xem xét để ngăn ngừa các khuyết tật có hại như nứt mối hàn và biến dạng quá lớn.
2. Về nguyên tắc, mối hàn có thể gây ra co lớn hơn phải được hàn trước mối hàn gây ra co nhỏ hơn.
2.4.5. Tiến hành hàn
1. Hàn phải được thực hiện phù hợp với Bảng các thông số kỹ thuật của quy trình hàn (WPS) quy định trong 2.2.2. Phải đặc biệt chú ý lại các vị trí đầu, cuối và vị trí giao nhau của đường hàn.
2. Hàn phải được thực hiện bởi những thợ hàn có chứng chỉ phù hợp với ứng dụng của công việc hàn.
3. Ngoại trừ những trường hợp hàn một phía hoặc các quá trình hàn khác đã được Đăng Kiểm duyệt, trước khi hàn mặt sau của mối hàn giáp mép phải tiến hành dũi mặt sau để loại bỏ các khuyết tật ở chân mối hàn.
4. Tại vị trí giao nhau của các mối hàn giáp mép, trước khi hàn phải vát mép mối hàn.
5. Phần cuối của mối hàn góc tại vị trí chịu ứng suất tập trung lớn phải được hàn đầy một cách liên tục. Hàn đắp các vết lõm có thể được chấp nhận đối với các vị trí kết thúc khác của đường hàn mà không chịu ứng suất tập trung lớn.
2.5. Kiểm tra hàn và chất lượng hàn
2.5.1. Kiểm tra và chất lượng
Kiểm tra hàn và chất lượng hàn phải phù hợp với các yêu cầu quy định trong mục 1.4.
Bảng 6/2.1 Áp dụng vật liệu hàn (đối với thép cán tấm)
|
Loại và cấp thép được hàn |
Vật liệu hàn được sử dụng |
|
|
Thép cán dùng cho thân tàu |
A |
1,2,3,51,52,53,54,52Y40,53Y40,54Y40,L1,L2,L3 |
|
B, D |
2,3,52,53,54,52Y40,53Y40,54Y40,L1,L2,L3 |
|
|
E |
3,53,54,53Y40,54Y40,L1,L2,L3 |
|
|
A32, A36 |
51,52,53,54,52Y40,53Y40,54Y40,L2(2),L3,2Y42, 3Y42,4Y42,5Y42 |
|
|
D32, D36 |
52,53,54,52Y40,53Y40,54Y40,L2(2),L3,2Y42,3Y42,4Y42,5Y42 |
|
|
E32, E36 |
53,54,52Y40,53Y40,54Y40,L2(2),L3,2Y42,3Y42,4Y42,5Y42 |
|
|
F32, F36 |
54,54Y40,L2(2),L3,4Y42,5Y42 |
|
|
A40, D40 |
52Y40,53Y40,54Y40,3Y42,4Y42,5Y42,2Y46,3Y46,4Y46,5Y46 |
|
|
E40 |
53Y40,54Y40,3Y42,4Y42,5Y42,3Y46,4Y46,5Y46 |
|
|
E40 |
54Y40,4Y42,5Y42,4Y46,5Y46 |
|
|
Thép cán làm việc ở nhiệt độ thấp |
L24A |
L1,L2,L3,54,54Y40 |
|
L24B, L27, L33 |
L2,L3,5Y42(3) |
|
|
L37 |
L3,5Y42 |
|
|
L9N53, L9N60 |
L91,L92 |
|
|
Thép có độ bền cao được tôi và ram dùng cho công trình biển |
A43 |
2Y42,3Y42,4Y42,5Y42,2Y46,3Y46,4Y46,5Y46 ,2Y50,3Y50,4Y50,5Y50 |
|
D43 |
3Y42,4Y42,5Y42,3Y46,4Y46,5Y46,3Y50,4Y50,5Y50 |
|
|
E43 |
4Y42,5Y42,4Y46,5Y46,4Y50,5Y50 |
|
|
F43 |
5Y42,5Y46,5Y50 |
|
|
A47 |
2Y46,3Y46,4Y46,5Y46,2Y50,3Y50,4Y50,5Y50 |
|
|
D47 |
3Y46,4Y46,5Y46,3Y50,4Y50,5Y50 |
|
|
E47 |
4Y46,5Y46,4Y50,5Y50 |
|
|
F47 |
5Y46,5Y50 |
|
|
A51 |
2Y50,3Y50,4Y50,5Y50,2Y55,3Y55,4Y55,3Y55 |
|
|
D51 |
3Y50,4Y50,5Y50,3Y55,4Y55,5Y55 |
|
|
E51 |
4Y50,5Y50,4Y55,5Y55 |
|
|
F51 |
5Y50,5Y55 |
|
|
A56 |
2Y55,3Y55,4Y55,5Y55,2Y62,3Y62,4Y62,5Y62 |
|
|
D56 |
3Y55,4Y55,5Y55,3Y62,4Y62,5Y62 |
|
|
E56 |
4Y55,5Y55,4Y62,5Y62 |
|
|
F56 |
5Y55,5Y62 |
|
|
A63 |
2Y62,3Y62,4Y62,5Y62,2Y69,3Y69,4Y69,5Y69 |
|
|
D63 |
3Y62,4Y62,5Y62,3Y69,4Y69,5Y69 |
|
|
E63 |
4Y62,5Y62,4Y69,5Y69 |
|
|
F63 |
5Y62,5Y69 |
|
|
A70 |
2Y69,3Y69,4Y69,5Y69 |
|
|
D70 |
3Y69,4Y69,5Y69 |
|
|
E70 |
4Y69,5Y69 |
|
|
F70 |
5Y69 |
|
Chú thích:
(1) Ký hiệu các vật liệu hàn liệt kê trong bảng trên đã được đưa ra trong Bảng 6/6.1, Bảng 6/6.12, Bảng 6/6.21, Bảng 6/6.29 và Bảng 6/6.58, và có các ký hiệu cuối như nhau, ví dụ: "3" chỉ các loại vật liệu hàn MW3, AW3, SW3 và EW3, ký hiệu "L3" chỉ các loại vật liệu hàn MWL3, AWL3 và SWL3, ký hiệu "3Y42" chỉ các loại vật liệu hàn MW3 Y42, AW3 Y42 và SW3 Y42.
(2) vật liệu hàn “L2" chỉ được áp dụng cho cấp thép A32, D32, E32 hoặc F32.
(3) Vật liệu hàn "5Y 42" chỉ được áp dụng cho thép cấp L33.
CHƯƠNG 3 MẪU THỬ VÀ QUY TRÌNH THỬ CƠ TÍNH
3.1. Quy định chung
3.1.1. Phạm vi áp dụng
1. Các mẫu thử và quy trình thử cơ tính dùng cho các dạng thử ở Phần này phải thỏa mãn các yêu cầu trong Chương này, trừ khi có những yêu cầu đặc biệt ở các Chương sau.
2. Nếu áp dụng các mẫu thử và các quy trình thử cơ tính khác với những quy định trong Chương này thì phải được Đăng kiểm chấp nhận.
3. Việc chọn các mẫu thử phải theo các yêu cầu tương ứng của Chương này.
3.2. Mẫu thử
3.2.1. Chọn mẫu thử
1. Trừ khi có quy định khác hoặc có sự thỏa thuận trước với Đăng kiểm viên, không được tách mẫu thử ra khỏi vật thử khi Đăng kiểm viên chưa đóng dấu vào vật thử.
2. Nếu mẫu thử được cắt ra từ vật thử bằng ngọn lửa hoặc bằng máy cắt phải để lại lượng dư thích hợp cho lần gia công cơ sau cùng.
3. Việc chế tạo các mẫu thử phải được tiến hành theo phương pháp sao cho mẫu thử không bị biến dạng nhiều do nung nóng hoặc làm nguội.
4. Mẫu thử có khuyết tật do gia công hoặc khuyết tật không liên quan đến bản chất của vật liệu phải được loại bỏ và thay bằng mẫu thử khác.
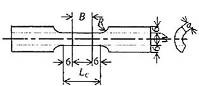
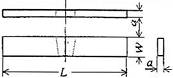
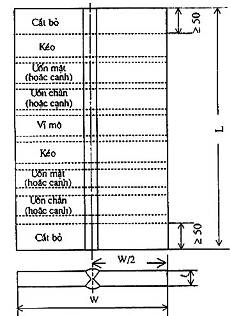
3.2.2. Mẫu thử kéo
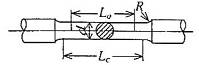
1. Mẫu thử kéo phải có hình dạng và kích thước như được cho ở Bảng 6/3.1 và cả hai đầu của mẫu thử có thể được gia công sao cho có hình dạng thích hợp với bộ kẹp của máy thử.
2. Mặt trên và mặt dưới của mối hàn cần phải được mài, dũa hoặc gia công trên máy đến bề mặt của tấm kim loại cơ bản.
3. Các phần gia cường của mối hàn và các mấu ở phía sau phải được gia công phẳng đến kim loại cơ bản.
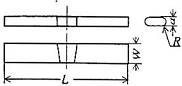
3.2.3. Mẫu thử uốn
1. Mẫu thử uốn phải có hình dạng và kích thước như quy định ở Bảng 6/3.2, tùy theo loại vật thử.
2. Nếu chiều dày của vật thử lớn hơn chiều dày của mẫu thử uốn quy định ở Bảng 6/3.2, thì mẫu thử uốn mặt hoặc uốn chân mối hàn có thể được gia công trên máy ở phía được ép đến bằng chiều dày theo quy định.
3. Các phần dồn cục và các mấu ở phía sau phải được gia công đến kim loại cơ bản.
3.2.4. Mẫu thử va đập
1. Một bộ mẫu thử va đập phải gồm ba mẫu thử.
2. Mẫu thử va đập phải là mẫu thử U 4 quy định ở 2.2.4 của TCVN 6259-7A:2003, hình dạng và kích thước của mẫu được cho ở Hình 7-A/2.1, Bảng 7-A/2.5 và 7-A/2.6, của TCVN 6259-7A:2003.
3.2.5. Công nhận mẫu thử
Hình dạng và kích thước mẫu thử phải được xem xét cẩn thận và kiểm tra bằng thiết bị thích hợp trước khi thử.
Bảng 6/3.1 Hình dạng và kích thước của mẫu thử kéo
(đơn vị: mm)
|
Loại mẫu thử |
Quy cách mẫu thử |
Kích thước mẫu thử |
Mục đích
|
|
|
U1A |
Mẫu thử kéo kim loại đắp |
|
d = 10 Lo = 50 Lc = 60 R ≥ 5 Hoặc là Lo = 5d Lc = 6d R ≥ 10 |
Thử kéo kim loại đắp (thử kéo dọc) |
|
1B |
d =6,0 Lo = 24 Lc = 32 R ≥ 6 |
Thử kim loại đắp có chiều dày 12 mm (Vật liệu hàn dùng cho thép không gỉ) |
||
|
1C |
d = 12,5 Lo = 50 Lc = 60 R ≥ 15 |
Thử kéo kim loại đắp với chiều dày từ 19 mm trở lên nhưng không lớn hơn 25 mm (Vật liệu hàn dùng cho thép không gỉ) |
||
|
U2A |
Mẫu thử kéo mốI hàn gấp mép |
|
a = t W = 30 Lc = B + 12 R ≥ 50 |
Thử kéo mối hàn giáp mép dùng cho mẫu thử thép tấm |
|
U2B |
a = t W =25 Lc = B +2t hoặc 3t, lấy trị số lớn hơn R ≥ 25 |
|||
|
2C |
|
a = t W = 20 Lc = B + 12 R ≥ 50 |
Vật thử dùng để thử mối hàn giáp mép khi hàn ống có chiều dày nhỏ hơn 9 mm |
|
|
2D |
a = t W = 20 Lc = B + 12 R ≥ 50 |
Vật thử cho mối hàn giáp mép khi hàn ống có chiều dày không nhỏ hơn 9 mm |
||
Chú thích:
(1) Các ký hiệu có nghĩa như sau:
d: Đường kính; a: Chiều dày mẫu thử ; W: Chiều rộng mẫu thử ; Lo: Chiều dài đo
Lc: Chiều dài phần lăng trụ; R: Bán kính lượn; t: Chiều dày vật thử; B: Chiều rộng đường hàn
(2) Nếu chiều dày mẫu thử quá lớn vượt quá khả năng của máy thử, vật thử có thể được cắt ra để thử.
Bảng 6/3.2 Quy cách và kích thước mẫu thử uốn
(đơn vị: mm)
|
Loại |
Dùng cho |
Quy cách mẫu thử |
Kích thước mẫu thử(1) |
Dùng cho |
|
|
UB-1 |
Thử để thẩm định phẩm chất |
Mẫu thử uốn mặt và uốn chân |
|
a = t, W = 30 L ≥ 200, R = 1 ¸ 2 |
Vật thử mối hàn giáp mép cho tấm có chiều dày không lớn hơn 19 mm |
|
UB-2 |
Mẫu thử uốn cạnh |
|
a = 10, W = t(2) L ≥ 200, R = 1 ¸ 2 |
Vật thử mối hàn giáp mép cho tấm có chiều dày lớn hơn 19 mm |
|
|
B-3 |
|
a = 10, W = t (2) L = 200, R ≤ 1,5 |
Vật thử mối hàn giáp mép cho ống có chiều dày lớn hơn 19 mm |
||
|
B-4 |
Mẫu thử uốn mặt và uốn chân |
|
a = t, W = 19 L = 200, R ≤ 1,5 Đối với ống có D từ 34,0 đến 60,5; W phải là 19. Đối với ống có D không lớn hơn 34,0, chiều rộng của mẫu thử được lấy bằng 1/4 chu vi của ống. |
Vật thử mối hàn giáp mép cho ống có chiều dày nhỏ hơn 9 mm |
|
|
B-5 |
a = 10, W = 40 L = 200, R ≤ 1,5 Đối với ống có D không lớn hơn 114,3; W phải là 19 |
Vật thử mối hàn giáp mép cho tấm có chiều dày không nhỏ hơn 9 mm nhưng không lớn hơn 19 mm |
|||
|
UB-6 |
Thử để chứng nhận và kiểm tra hàng năm vật liệu hàn |
Mẫu thử uốn mặt và uốn chân |
|
a = t, W = 30 L ≥ 200, R ≤ 1,5 Nếu chiều dày của vật thử lớn hơn 25 mm, thì chiều dày của mẫu thử có thể giảm xuống đến 25 mm và chỉ một phía được gia công bằng máy (mặt chịu nén) |
Thử mối hàn giáp mép |
|
B-7 |
|
a = 10, W = 40 L ≥ 250, R ≤ 1,5 |
Thử mối hàn giáp mép (vật liệu hàn dùng cho thép có 9% Ni) |
||
|
UB-8 |
Mẫu thử để công nhận và kiểm tra hàng năm vật liệu hàn |
Mẫu thử uốn cạnh |
|
a = 10, W = t L ≥ 200, R = 1 ¸ 2 |
Thử mối hàn giáp mép (vật liệu hàn dùng cho hàn điện xi và hàn điện dưới khí và hàn theo kỹ thuật hàn hai lớp sử dụng quá trình hàn MIG cho hợp kim nhôm) |
|
B-10 |
Thử tay nghề thợ hàn |
Mẫu thử uốn mặt và uốn chân |
|
a = 3,2, W = 40 L » 150, R ≤ a/6 |
Vật thử dùng để thử mối hàn giáp mép cho tấm có chiều dày bằng 3,2 mm |
|
B-11 |
a = 9, W = 40 L » 250, R ≤ 1,5 |
Vật thử dùng để thử mối hàn giáp mép cho tấm có chiều dày bằng 9 mm |
|||
|
B-12 |
Mẫu thử uốn cạnh |
|
a = 9, W = t L » 250, R ≤ 1,5 |
Vật thử dùng để thử mối hàn giáp mép cho tấm có chiều dày không nhỏ hơn 25 mm |
|
|
B-13 |
Mẫu thử uốn mặt và uốn chân |
|
a = t, W = 15 L » 250, R ≤ 1,5 |
Vật thử dùng để thử mối hàn giáp mép cho ống có chiều dày không nhỏ hơn 4 mm nhưng không lớn hơn 5,3 mm |
|
|
B-14 |
|
a = 9, W = 40 L » 250, R ≤ 1,5 |
Vật thử dùng để thử mối hàn giáp mép cho ống có chiều dày không nhỏ hơn 9 mm nhưng không lớn hơn 15 mm |
||
|
B-15 |
Mẫu thử uốn cạnh |
|
a = 9, W = t L » 250, R ≤ 1,5 |
Vật thử dùng để thử mối hàn giáp mép cho ống có chiều dày không nhỏ hơn 20 mm |
|



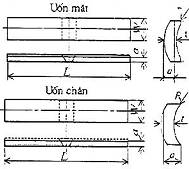






Chú thích: (1) Sử dụng các ký hiệu sau đây:
a: Chiều dày ; W: Chiều rộng mẫu thử; R: Bán kính góc lượn ; D: Đường kính ngoài của ống ;
t: Chiều dày của vật thử ; B: Chiều rộng mối hàn ; L: Chiều dài vật thử.
(2) Nếu chiều dày mẫu thử uốn lớn hơn 40 mm, mẫu thử có thể được cắt ra để thử.

Hình 6/3.1 Đồ
gá để thử uốn có
rãnh dẫn hướng (Đơn vị: mm)
(Dùng
cho mẫu thử uốn có chiều dày 9 mm)
|
|
|
|
Hình 6/3.2 Đồ gá để thử uốn có
rãnh dẫn hướng (Đơn vị: mm)
(Dùng cho mẫu thử uốn |
t: Chiều dày mẫu thử R: Bán kính thanh tác dụng R': Bán kính giá đỡ (Không quy định) S: Khoảng cách giữa hai giá đỡ {2(R+R'+t+2)} Hình 6/3.3 Đồ gá để thử uốn trên giá có trục lăn (Đơn vị: mm) |

3.3. Quy trình thử cơ tính
3.3.1. Thử kéo và thử va đập
Thử kéo và thử va đập phải được tiến hành phù hợp với những quy trình được quy định ở 2.3 của TCVN 6259-7A:2003.
3.3.2. Thử uốn
1. Trừ khi có quy định khác, thử uốn có thể được thực hiện trên giá đỡ có rãnh dẫn hướng hoặc có trục lăn.
2. Bộ đồ gá để thử uốn trên giá đỡ có rãnh dẫn hướng phải như ở Hình 6/3.1 và 6/3.2.
3. Bộ gá để tiến hành thử uốn trên trục lăn phải như ở Hình 6/3.3.
CHƯƠNG 4 QUY TRÌNH HÀN VÀ CÁC THÔNG SỐ KỸ THUẬT LIÊN QUAN
4.1. Quy định chung
4.1.1. Phạm vi áp dụng
1. Nếu không có quy định ở chương nào khác, những yêu cầu trong Chương này được áp dụng chủ yếu để duyệt quy trình hàn và các thông số kỹ thuật liên quan cho các kết cấu thân tàu, v.v...
2. Quy trình hàn và các thông số kỹ thuật liên quan đã được Đăng kiểm duyệt được áp dụng cho tất cả các nơi trong phân xưởng và ngoài hiện trường của nhà máy đóng tàu với cùng trang thiết bị và hệ thống kiểm soát.
3. Các quy trình hàn khác với những yêu cầu quy định trong Chương này phải phù hợp với các yêu cầu quy định trong 1.1.1-3.
4.1.2. Duyệt quy trình hàn và các thông số kỹ thuật liên quan
1. Quy trình hàn của nhà máy phải được Đăng kiểm duyệt trước khi hàn trong các trường hợp từ (1) đến (3) quy định dưới đây:
(1) Khi quy trình hàn được lập lần đầu thực hiện việc hàn quy định trong Chương 2.
(2) Khi các hạng mục của quy trình hàn (WPS) đã được duyệt bị thay đổi.
(3) Khi Đăng kiểm viên thấy cần thiết.
2. Các thông số kỹ thuật tương ứng với mỗi quy trình hàn nêu ra ở mục -1 trên phải được tập hợp lại thành “Bảng các thông số kỹ thuật của quy trình hàn“ và phải được Đăng kiểm duyệt. Các thông số kỹ thuật bao gồm các yêu cầu quy định trong 2.2.2-2.
4.1.3. Tiến hành thử
1. Để duyệt quy trình hàn và các thông số kỹ thuật liên quan, các cuộc thử quy định trong 4.2 hoặc 4.3 phải được tiến hành trên cơ sở các điều kiện hàn đã mô tả trong các quy trình hàn với kết quả thỏa mãn như vát mép mối hàn, các thông số hàn, v.v...
2. Đăng kiểm có thể miễn giảm một phần hoặc toàn bộ các yêu cầu quy định ở -1 trên đối với việc thử để duyệt quy trình hàn, với điều kiện Đăng kiểm đã duyệt quy trình hàn, trong các trường hợp từ (1) đến (3) sau:
(1) Khi trình duyệt đủ các hồ sơ kỹ thuật liên quan đến quy trình hàn do Đăng kiểm viên yêu cầu;
(2) Nếu sự thay đổi của quy trình được Đăng kiểm xét là không làm kém đi đặc tính của liên kết hàn;
(3) Nếu các điều kiện hàn của hàn bán tự động mối hàn góc đã được Đăng kiểm duyệt, được áp dụng cho hàn tự động mối hàn góc (bao gồm cả hàn bằng Robốt). Trong trường hợp này quá trình hàn tự động phải được Đăng kiểm xác nhận là thích ứng;
3. Nếu Đăng kiểm thấy cần thiết, việc thử hoặc các điều kiện thử khác với quy định trong Chương này có thể được yêu cầu để kiểm tra chất lượng quy trình hàn.
4. Sự thay đổi vật liệu tấm lót đối với hàn một phía phải được Đăng kiểm chấp thuận.
5. Thử để kiểm tra chất lượng quy trình hàn đối với thép tấm được phủ lớp không gỉ, các yêu cầu quy định trong 4.2 và 4.3 phải được thỏa mãn. Tuy nhiên, nếu chất lượng quy trình hàn khác với vật liệu cơ bản là thép tấm được phủ lớp không gỉ đã được Đăng kiểm duyệt dưới cùng một điều kiện hàn, thì việc thử độ dai va đập có thể được miễn cho quy trình hàn đang được xem xét.
4.1.4. Phạm vi duyệt
1. Phạm vi duyệt của quy trình hàn và các thông số kỹ thuật liên quan của vật liệu thép cán làm kết cấu thân tàu có thể theo các yêu cầu từ (1) đến (5) dưới đây, với điều kiện các điều kiện hàn khác phải như nhau và được Đăng kiểm viên cho là thích ứng:
(1) Kiểu mối hàn:
Các quy trình hàn cho mối hàn giáp mép đã được duyệt có thể sử dụng cho mối hàn góc có cùng tư thế hàn với mối hàn giáp mép.
(2) Chiều dày kim loại cơ bản của mối hàn giáp mép
Đối với mối hàn giáp mép, phạm vi chiều dày của kim loại cơ bản phải phù hợp với quy định trong Bảng 6/4.1.
(3) Kích thước chân mối hàn góc
Phạm vi xét duyệt đối với kích thước chân mối hàn góc phải phù hợp với quy định trong Bảng 6/4.2.
(4) Cấp của kim loại cơ bản
(a) Trong nhóm vật liệu có cùng mức độ bền, các quy trình hàn thỏa mãn các yêu cầu đối với việc hàn các kim loại cơ bản có độ dai va đập cao hơn sẽ được coi là thỏa mãn các yêu cầu đối với việc hàn của kim loại cơ bản có độ dai va đập thấp hơn (vật liệu có nhiệt độ thử độ dai va đập theo quy định cao hơn).
(b) Trong nhóm vật liệu có cùng mức độ dai va đập, các quy trình hàn thỏa mãn các yêu cầu đối với việc hàn kim loại có cấp độ bền cao hơn được áp dụng cho việc hàn các kim loại cơ bản có độ bền thấp hơn (vật liệu có giới hạn chảy quy định thấp hơn). Đối với quá trình hàn có nhiệt lượng giáng lên mối hàn lớn quy định trong Chú thích (1) Bảng 6/4.1, tuy nhiên, điều này phải được Đăng kiểm cho là phù hợp.
(5) Loại vật liệu hàn
Các vật liệu hàn đưa ra từ (a) đến (c) dưới đây chỉ phải thỏa mãn yêu cầu về cấp vật liệu (bao gồm cả các hậu tố), với điều kiện chúng phải do cùng một nhà sản xuất làm ra:
(a) Que hàn có thuốc bọc cho hàn hồ quang tay với loại que hàn là: MW1, MW2, MW3, MW52, MW53 và MW52 Y40.
(b) Vật liệu hàn cho hàn bán tự động là: SW1, SW2, SW51, SW52 và SW52 Y40.
(c) Loại vật liệu cho hàn tự động là AW1, AW2, AW52 và AW52 Y40 (nếu chỉ dùng trong kỹ thuật hàn nhiều lớp và trong mối hàn góc như nêu ra ở Bảng 6/4.1.)
2. Nếu Đăng kiểm thấy cần thiết đối với quy trình hàn, có thể bắt buộc phải hạn chế việc nhiệt luyện đối với kim loại cơ bản, về hàm lượng carbon tương đương hoặc độ cảm nhận nứt nguội và các vị trí áp dụng quy trình hàn.
3. Phạm vi duyệt các vật liệu khác với các loại thép cán dùng làm kết cấu thân tàu phải được Đăng kiểm duyệt riêng.
Bảng 6/4.1 Phạm vi chiều dày được chứng nhận cho mối hàn giáp mép
|
Chiều dày vật thử t (mm) |
Phạm vi chiều dày được duyệt (mm) |
|||
|
Hàn hồ quang tay hoặc hàn bán tự động |
Hàn tự động |
|||
|
Kỹ thuật hàn nhiều lớp |
Kỹ thuật hàn hai phía |
Kỹ thuật hàn một lớp hoặc quá trình hàn với nhiệt lượng giáng lên mối hàn lớn (1) |
||
|
t ≤ 100 |
≤ 2t (2)(3) ( không lớn hơn 100) |
≤ 2t (2) ( không lớn hơn 100) |
t |
t |
Chú thích:
(1) Hàn có nhiệt lượng giáng lên mối hàn lớn là hàn có nhiệt lượng từ 100 KJ/cm trở lên.
(2) Giới hạn chiều dày lớn nhất được duyệt là t mm, nếu nếu áp dụng kỹ thuật hàn một lớp.
(3) Phạm vi chiều dày được duyệt có thể lớn hơn chiều dày của vật mẫu, nếu được sự chấp thuận của Đăng kiểm viên. Khi hàn tại vị trí thẳng đứng từ trên xuống, giới hạn phạm vi chiều dày được duyệt là t mm.
Bảng 6/4.2 Giới hạn chấp nhận kích thước chân của mối hàn góc
|
Chiều cao
tính toán mối hàn
của vật thử
|
Giới hạn chấp
nhận kích thước
chân mối hàn |
|
l ≤ 6 |
≤ 2,1 l(1) (nhưng không lớn hơn 10) |
|
6 l |
≤ 1,4 l |
Chú thích:
(1) Phạm vi chiều dài cạnh mối hàn được duyệt có thể lớn hơn 1,4 /; nếu được sự chấp thuận của Đăng kiểm viên. Giới hạn chấp nhận kích thước chân mối hàn góc phải là 1,4 / nếu áp dụng tư thế hàn thẳng đứng từ trên xuống
4.2. Thử mối hàn giáp mép
4.2.1. Phạm vi áp dụng
Những yêu cầu ở 4.2 được áp dụng cho các mối hàn giáp mép các vật liệu nếu ở TCVN 6259-7A:2003 hoặc vật liệu tương đương được hàn bằng phương pháp hàn hồ quang tay, hàn bán tự động hoặc hàn tự động.
4.2.2. Các dạng thử
Mối hàn giáp mép phải được thử theo yêu cầu ở Bảng 6/4.3. Đăng kiểm có thể yêu cầu thử bổ sung nếu thấy cần thiết.
4.2.3. Vật thử
1. Vật thử phải được chuẩn bị từ vật liệu giống như vật liệu thực tế hoặc vật liệu tương đương.
2. Kích thước và dạng của vật thử phải như quy định ở (A), (B), (C), (E), (F) và (G) của Hình 6/4.1.
3. Vật thử phải được hàn đúng tư thế hàn trong thực tế.
4. Vật thử đối với các ống có đường kính lớn hơn 300 mi-li-mét ngoài thực tế, có thể làm như vật thử cho vật liệu dạng tấm.
5. Đối với mối hàn giáp mép của thép cán tấm làm việc ở nhiệt độ thấp và thép cán có độ bền cao đã tôi và ram dùng cho các kết cấu, thì vật thử có thể được gia công sao cho hướng cán song song với hướng hàn.
6. Nói chung, chiều dày của vật thử dùng để thử chất lượng quy trình hàn phải có chiều dày tương đương với chiều dày của vật liệu dày hơn được hàn thực tế.
4.2.4. Kiểm tra khi kết thúc hàn mẩu thử
Bề mặt mối hàn phải đều, đồng dạng và phải không có khuyết tật có hại như nứt, cháy chân, chồng mép.v.v...
4.2.5. Thử kéo
1. Thử kéo phải được tiến hành cho các mẫu thử U2A, U2B, 2C và 2D quy định ở Bảng 6/3.1. Độ bền kéo giới hạn phải không được nhỏ hơn độ bền kéo giới hạn yêu cầu nhỏ nhất của vật liệu cơ bản, trừ các trường hợp được nêu ở Bảng 6/4.4.
2. Số lượng mẫu thử kéo lấy từ mỗi vật thử phải được lấy như Bảng 6/4.3.
Bảng 6/4.3 Các dạng thử và số mẫu thử đối với mối hàn giáp mép
|
Loại và cấp vật liệu vật thử |
Dang thử và số lượng mẫu thử (1) |
|||||||
|
Kiểm tra bằng mắt |
Thử kéo |
Thử uốn |
Thử va đập (2) |
Kiểm tra cấu trúc vĩ mô |
Kiểm tra không phá hủy (3) |
|||
|
Thép cán dùng cho thân tàu |
A, B, D, E |
Toàn bộ đường hàn |
2 |
2 |
1(6)(7) |
1 |
Toàn bộ đường hàn |
|
|
A32, D32, E32, A36, D36, E36, A40, D40, E40, F40 |
3(6)(8) |
|||||||
|
Thép cán làm việc ở nhiệt độ thấp |
L24A, L24B, L27, L33, L37, L2N30, L3N32, L5N43 |
5 |
||||||
|
L9N53, L9N60 |
4(4) |
2(5) |
||||||
|
Ống thép làm việc ở nhiệt độ thấp |
LPA, LPB, LPC, LP2, LPE, LP9 |
2 |
4 |
|||||
|
Thép cán độ bền cao đã tôi và ram dùng cho kết cấu |
A43, D43, E43, F43, A47, D47, E47, F47, A51, D51, E51, F51, A56, D56, E56, F56, A63, D63, E63, F63, A70, D70, E70, F70 |
2 |
5 , B,C,D,E>(6)
|
|||||
|
Thép cán không gỉ |
SUS304, SUS304L, SUS304N1, SUS304N2, SUS304LN, SUS309S, SUS310S, SUS316, SUS316L, SUS316N, SUS316LN, SUS317, SUS317L, SUS317LN, SUS321, SUS347 |
(9) |
||||||
|
Ống thép không gỉ |
304TP, 304LTP, 309STP, 310STP, 316TP, 316LTP, 317TP, 317LTP, 321TP, 347TP |
4 |
||||||
|
Hợp kim nhôm (10) |
Loại 5000 |
5754P, 5383P 5086P, 5086S(11) 5083P, 5083S(11) |
2 |
4 |
- |
1 |
||
|
Loại 6000 |
6055AS(12) 6061P, 6061S(12) |
|||||||
Chú thích:
(1) Nếu thấy cần thiết Đăng kiểm có thể yêu cầu tiến hành thử kéo, kiểm tra cấu trúc vi mô, thử độ cứng và các thử nghiệm khác đối với kim loại mối hàn.
(2) Chữ trong dấu <> chỉ vị trí vết khắc chữ V nêu ở Hình 6/4.2.
(3) Kiểm tra khuyết tật bên trong bằng chụp ảnh phóng xạ, siêu âm và kiểm tra bề mặt bằng từ tính hoặc thẩm thấu chất lỏng.
(4) Phải lấy 2 mẫu thử theo hướng dọc và 2 màu thử theo hướng ngang theo Hình 6/4.1(E).
(5) Phải lấy 2 mẫu thử theo hướng dọc theo Hình 6/4.1 (E).
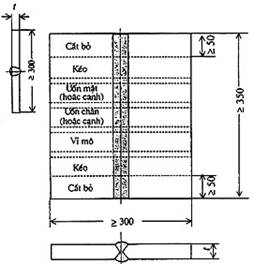
(6) Đối với vật thử dày hơn 50 mm hoặc vật thử dùng cho hàn một phía dày hơn 20 mm, phải làm bổ sung các mẫu thử có vết khắc trên đường tâm mối hàn tại phía chân (vị trí rãnh khía tại R như chỉ ra trong Hình 6/4.2(C).
(7) Khi hàn với nhiệt lượng giáng lên mối hàn lớn hơn 100 KJ/cm, phải bổ sung các mẫu thử có vết khắc tại B, C, D.
(8) Khi hàn với nhiệt lượng giáng lên mối hàn lớn hơn 100 KJ/cm, phải bổ sung các mẫu thử có vết khắc tại D và E.
(9) Khi nhận thấy cần thiết, Đăng kiểm có thể yêu cầu tiến hành thử va đập cho thép được sử dụng cho mục đích đặc biệt.
(10) Phải bao gồm điều kiện ram cho các hợp kim nhôm.
(11) Nhôm tấm có cùng cấp và điều kiện ram có thể được sử dụng.
(12) Các hợp kim nhôm khác của loại 6000 có độ bền kéo lớn hơn hoặc bằng 260 N/mm2 có thể được sử dụng.
Bảng 6/4.4 Những yêu cầu đối với thử kéo cho mối hàn giáp mép
|
Loại thép |
Cấp vật liệu vật thử |
Thử kéo |
|
|
Giới hạn bền kéo (N/mm2) |
0,2% Giới hạn chảy quy ước (N/mm2) |
||
|
Thép cán làm việc ở nhiệt độ thấp |
L9N53, L9N60 |
≥ 590 (1) |
≥ 315 |
|
≥ 630 (2) |
- |
||
|
Thép ống làm việc ở nhiệt độ thấp |
LP9 |
≥ 630 |
- |
|
Hợp kim nhôm(3) |
5086P-H112(4) 5086P-H116 5086P-H32 5086P-H321 |
≥ 240 |
≥ 100 |
|
5083P-H116 5083P-H32 5083P-H321 |
≥ 275 |
≥ 115 |
|
|
5383P-H111 5383P-H116; 5383P-H321 |
≥ 290 |
≥ 140 |
|
|
5754P-H111 |
≥ 190 |
≥ 80 |
|
|
6061P-T6 |
≥ 170 |
≥ 115 |
|
Chú thích:
(1) Đối với các mẫu thử kéo theo hướng dọc
(2) Đối với các mẫu thử kéo theo hướng ngang
(3) Cấp của hợp kim nhôm đưa ra ở điều kiện ram
(4) Đối với vật thử có chiều dày không lớn hơn 12,5 mm
(5) Xem chú thích (12) Bảng 6/4.3.
Hình 6/4.1 Vật thử thử chất lượng quy trình hàn
|
|
|
|
(A) Vật thử dùng cho tấm có chiều dày đến 19 mm (không bao gồm các vật liệu đưa ra ở (E), (F) và(G)) |
(B) Vật thử dùng cho tấm có chiều dày trên 19 mm (không bao gồm các vật liệu đưa ra ở (E), (F) và (G)) |
Chú thích: Trong hình (A) và (B), chiều rộng W và chiều dài L của vật thử như sau:
(1) Đối với hàn hồ quang tay và hàn bán tự động: W ≥ 300 mm, L ≥ 350 mm.
(2) Đối với hàn tự động: W ≥ 400 mm, L ≥ 1000 mm.
|
|
|
|
(C) Vật thử dùng cho ống có chiều dày đến 19 mm |
(D) Vật thử dùng cho ống có chiều dày trên 19 mm |
|
|
|
|
(E) Vật thử dùng cho vật liệu L9N53 hoặc L9N60 |
(F) Vật thử dùng thép tấm không gỉ |
|
(G) Vật thử dùng cho hợp kim nhôm |
Chú thích: (1) Trong Hình (G), chiều rộng W và chiều dài L vật thử như sau: - Hàn hồ quang tay và hàn bán tự động: W ≥ 300 mm, L ≥ 350 mm. - Hàn tự động: W ≥ 400 mm, L ≥ 1000 mm. (2) Đối với hợp kim nhôm có chiều dày lớn hơn hoặc bằng 12 mm các mẫu thử uốn chân và uốn mặt có thể thay thế bằng 4 mẫu thử uốn cạnh. (3) Đăng kiểm có thể yêu cầu thử uốn dọc đối với mối hàn giáp mép hàn hai hợp kim khác nhau. |
4.2.6. Thử uốn
1. Thử uốn được thực hiện với các dạng: uốn mặt, uốn chân hoặc uốn cạnh các mẫu thử UB-1, UB-2, B-3, B-4 hoặc B-5 quy định ở Bảng 6/3.2, và các mẫu thử phải được uốn trên bộ gá quy định ở Bảng 6/4.5. Phải không có vết nứt hoặc khuyết tật khác có chiều dài lớn hơn 3 mi-li-mét theo bất kỳ hướng nào ở mặt của mẫu thử sau khi uốn.
2. Số lượng mẫu thử uốn lấy từ từng vật thử phải như quy định ở Bảng 6/4.3.
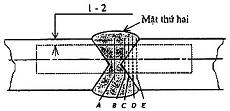
4.2.7. Thử va đập
1. Mẫu thử va đập phải là mẫu thử dạng U4 quy định ở Bảng 7-A/2.5 và được lấy từ những vị trí cho ở Hình 6/4.2.
Khi không thể lấy được mẫu thử va đập U4 do điều kiện về vật liệu thì phải áp dạng những quy định ở 2.2.4-4 và 2.3.2-2, TCVN 6259-7A:2003 "Vật liệu".
2. Số các mẫu thử được lấy từ mỗi vật thử và vị trí của vết khắc chữ V của mẫu thử phải theo quy định ở Bảng 6/4.3 và Hình 6/4.2. Hướng dọc của vết khắc chữ V của mẫu thử phải lấy theo hướng chiều dày của vật thử.
Bảng 6/.4.5 Những yêu cầu đối với thử uốn mối hàn giáp mép
|
Loại thép |
Cáp của vật liệu |
Bán kinh của chày ép (mm)(1) |
Góc uốn (0) |
|
Thép ống làm việc ở nhiệt độ thấp |
LP9 |
l |
180 |
|
Thép có độ bền cao đã tôi và ram dùng cho kết cấu công trình biển |
A56, D56, E56, F56 |
l |
|
|
Hợp kim nhôm (2) |
5754P |
|
|
|
|
5086P, 5086S(3) 5083P, 5083S, 5383P(3) |
3t |
|
|
|
6005AS(4) |
|
|
|
Các vật liệu khác |
2t |
||
Chú thích:
(1) t: chiều dày mẫu thử
(2) Xem chú thích (10) Bảng 6/4.3
(3) Xem chú thích (11) Bảng 6/4.3
(4) Xem chú thích (12) Bảng 6/4.3
3. Nhiệt độ thử và năng lượng hấp thụ tối thiểu trung bình của 3 mẫu thử được quy định trong Bảng 6/4.6 đến Bảng 6/4.8 và số phần trăm bị gãy của mẫu thử phải được ghi lại trong kết quả thử.
4. Đối với các mối nối được hàn kết hợp giữa hàn tự động và hàn thủ công, hoặc hàn tự động và hàn bán tự động, những mẫu thử phải được lấy từ phần được hàn tự động. Có thể yêu cầu phải lấy bộ mẫu thử khác từ phần được hàn thủ công hoặc bán tự động nếu Đăng kiểm xét thấy cần thiết.
5. Đối với mối hàn giáp mép giữa thép cấp cao hơn hàn với thép cấp thấp hơn thì việc thử va đập phải được tiến hành theo các yêu cầu thử va đập của mối hàn giáp mép cho thép cấp thấp hơn.
6. Khi thử va đập các mối hàn của thép có độ bền khác nhau, phải áp dụng các yêu cầu đối với thép có độ bền thấp hơn.
Bảng 6/4.6 Những yêu cầu đối với thử va đập cho mối hàn giáp mép (cho thép cán dùng làm kết cấu thân tàu)
|
Cấp thép |
Nhiệt độ thử (°C) |
Giá trị tối thiểu của năng lượng hấp thụ trung bình (J)(1) |
||
|
Mối hàn bằng tay hoặc bán tự động (2) |
Mối hàn tự động |
|||
|
Hàn bằng, hàn ngang |
Hàn đứng từ dưới lên, Hàn đứng từ trên xuống |
|||
|
A |
20 |
47 |
34 |
34 |
|
B,D |
0 |
|||
|
E |
-20 |
|||
|
A32, A36 |
20 |
|||
|
D32, D36 |
0 |
|||
|
E32, E36 |
-20 |
|||
|
F32, F36 |
-40 |
|||
|
A40 |
20 |
41 |
41 |
|
|
D40 |
0 |
|||
|
E40 |
-20 |
|||
|
F40 |
-40 |
|||
Chú thích:
(i) Một bộ mẫu thử coi như bị hỏng nếu trị số của năng lượng hấp thụ của hai mẫu thử trở lên nhỏ hơn trị số trung bình tối thiểu của năng lượng hấp thụ đã được quy định hoặc giá trị của năng lượng hấp thụ của bất kỳ mẫu thử nào nhỏ hơn 70% năng lượng hấp thụ trung bình tối thiểu yêu cầu.
(2) Các mối hàn ở tư thế hàn trần phải thỏa mãn yêu cầu của Đăng kiểm.
Bảng 6/4.7 Những yêu cầu đối với thử va đập mối hàn giáp mép (cho thép cán làm việc ở nhiệt độ thấp)
|
Cấp thép |
Nhiệt độ thử °C |
A(1) |
B, C, D, E(1) |
|
|
Giá trị trung bình tối thiểu của năng lượng hấp thụ(3) (J) |
Trị số trung bình tối thiểu của năng lượng hấp thụ(3)(J) |
|||
|
L(2) |
T(2) |
|||
|
L24A |
- 40 |
27 |
41 |
27 |
|
L24B |
- 50 |
|||
|
L27 |
- 60 |
|||
|
L33 |
- 60 |
|||
|
L37 |
- 60 |
|||
|
L2N30 |
- 70 |
|||
|
L3N32 |
- 95 |
|||
|
L5N43 |
- 110 |
|||
|
L9N53 |
-196 |
|||
|
L9N60 |
- 196 |
|||
|
LPA |
- 40 |
27 |
— |
|
|
LPB |
- 50 |
|||
|
LPC |
- 60 |
|||
|
LP2 |
- 70 |
34 |
||
|
LP3 |
- 95 |
|||
|
LP9 |
- 196 |
41 |
||
Chú thích:
(1) Vị trí các vết khắc cho ở Hình 6/4.2.
(2) L (hoặc T) biểu thị chiều của mối hàn là vuông góc (hoặc song song) với hướng cán của vật liệu thử.
(3) Bộ mẫu thử được coi như bị hỏng, nếu trị số của năng lượng hấp thụ trung bình của hai mẫu thử trở lên có giá trị nhỏ hơn giá trị trung bình tối thiểu của năng lượng hấp thụ theo quy định hoặc là trị số năng lượng hấp thụ trung bình của một mẫu thử bất kỳ trong số các mẫu thử nhỏ hơn 70% trị số trung bình tối thiểu của năng lượng hấp thụ theo quy định.
(4) Khi áp dụng những yêu cầu ở TCVN 6259-8D:2003 của quy phạm, thì nhiệt độ thử độ dai va đập phải được lấy như sau:
(a) Nhiệt độ thử độ dai va đập cho thép L24A đến L5N43 phải được lấy thấp hơn nhiệt độ cho trong Bảng 7-A/3.17 ở 3.4.5-2, TCVN 6259-7A:2003 của Quy phạm.
(b) Nhiệt độ thử độ dai va đập cho thép LPA đến LPC phải lấy giá trị nào nhỏ hơn trong 2 giá trị: nhiệt độ thấp hơn nhiệt độ theo thiết kế là 5 °C hoặc -20 oC.
4.2.8. Kiểm tra cấu trúc vĩ mô
Tiết diện ngang của mẫu thử lấy từ các mối hàn phải được khắc axít và kiểm tra để chứng tỏ rằng không có vết nứt, không thấu, không ngấu và các khuyết tật có hại khác.
4.2.9. Kiểm tra không phá hủy
Các mối hàn cần phải kiểm tra không phá hủy theo chiều dài đường hàn để chứng tỏ rằng không có vết nứt và các khuyết tật có hại khác.
4.2.9. Thử lại
1. Khi kiểm tra bằng mắt hoặc bằng phương pháp kiểm tra không phá hủy cho kết quả không đáp ứng yêu cầu, thì phải tiến hành thử lại với các mẫu thử mới được hàn dưới cùng điều kiện hàn, và tất cả các mẫu thử lại này đều phải đạt yêu cầu.
2. Khi thử kéo hoặc thử uốn cho kết quả không đạt yêu cầu, phải tiến hành thử lại với số lượng mẫu thử gấp đôi số mẫu thử không đạt, số mẫu thử mới phải được cắt từ vật liệu dùng cho lần thử đầu tiên hoặc từ vật liệu thử được hàn dưới cùng điều kiện hàn, thử lại phải cho kết quả tất cả các mẫu thử đều đạt yêu cầu.
3. Khi thử va đập cho kết quả không thỏa mãn yêu cầu và trong những trường hợp khác với các trường hợp khác với các trường hợp như đã đưa ra ở (1) và (2) dưới đây:
(1) Khi kết quả thử cho thấy không mẫu thử nào đạt giá trị năng lượng hấp thụ trung bình nhỏ nhất theo yêu cầu.
(2) Khi kết quả thử cho thấy hai mẫu thử không đạt 70% giá trị năng lượng hấp thu trung bình nhỏ nhất theo yêu cầu.
Việc thử lại có thể phải được thực hiện trên bộ mẫu thử mới được cắt từ cùng vật liệu thử với các mẫu thử đã cho kết quả không đạt yêu cầu. Trong trường hợp này, các mẫu thử được xem là đạt yêu cầu nếu thỏa mãn các điều kiện:
- Trung bình cộng giá trị năng lượng hấp thụ của toàn bộ sáu mẫu thử, bao gồm cả các mẫu thử không đạt, lớn hơn giá trị năng lượng hấp thụ trung bình theo yêu cầu.
- Số mẫu thử, trong số các mẫu thử nói trên có giá trị năng lượng hấp thụ nhỏ hơn giá trị năng lượng hấp thụ trung bình tối thiểu theo yêu cầu và số lượng mẫu thử có năng lượng hấp thụ nhỏ hơn 70% giá trị năng lượng hấp thụ trung bình nhỏ nhất theo yêu cầu phải ít hơn hai.
4. Nếu các mẫu thử không thỏa mãn quy định một trong các mục từ -1 đến -3 trên, thì phải thử lại các mẫu thử mới, các mẫu thử mới phải được hàn với các điều kiện hàn thay đổi so với các mẫu thử cũ. Các mẫu thử mới đều phải đạt tất cả các yêu cầu thử theo quy định.
4.3. Thử mối hàn góc
4.3.1. Phạm vi áp dụng
Những yêu cầu ở 4.3 được áp dụng cho mối hàn góc các vật liệu quy định ở TCVN 6259-7A:2003, hoặc vật liệu tương đương được hàn thủ công, bán tự động hoặc tự động.
4.3.2. Các dạng thử để kiểm tra
Mối hàn góc phải được thử kiểm tra cuối cùng sau khi hàn, thử cấu trúc vĩ mô và thử độ dòn và kiểm tra không phá hủy. Nếu thấy cần thiết, Đăng kiểm có thể yêu cầu thêm các dạng thử khác.
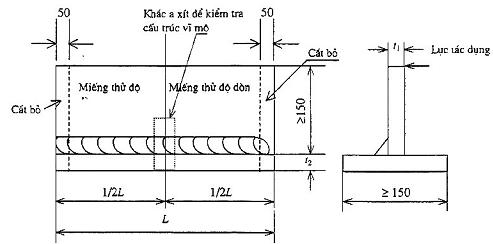
4.3.3. Vật thử và hàn
1. Vật thử phải được làm bằng chính vật liệu thực tế sử dụng hoặc vật liệu tương đương.
2. Kích thước và quy cách của vật thử được cho ở Hình 6/4.3.
3. Vật thử phải được hàn đúng theo tư thế tiến hành ngoài thực tế.
4. Vật thử chỉ được phép hàn một phía, trừ trường hợp Đăng kiểm viên thấy cần thiết.
5. Đối với hàn hồ quang tay và hàn bán tự động, vị trí kết thúc và nối que phải dừng và bắt đầu lại tại vùng giữa của vật thử theo hướng dọc đường hàn.
4.3.4. Kiểm tra cuối cùng sau khi hàn
Mối hàn góc phải có bề mặt giống nhau và đều đặn, và phải không được nứt, cháy chân, chảy xệ và các khuyết tật có hại khác.
|
|
|
|
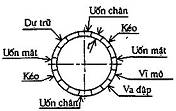
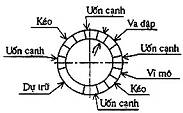
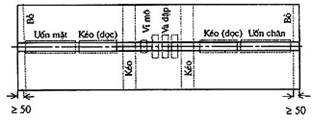
a) Kỹ thuật hàn một hay nhiều lớp (ngoại trừ trường hợp (c)) - Vị trí vết khắc (A) Đường tâm của mối hàn (B) Đường nóng chảy. |
b) Kỹ thuật hàn hai lớp (ngoại trừ trường hợp (c)) (C) HAZ, cách đường nóng chảy 1 mm (D) HAZ, cách đường nóng chảy 2 mm (E) HAZ, cách đường nóng chảy 3 mm (R) Tâm đường hàn (phía chân mối hàn) |

c) Tấm có chiều dày lớn hơn 50 mm hoặc 20 mm và hàn một phía
Hình 6/4.2 Vị trí các rãnh cắt của mẫu thử va đập (đơn vị tính: mm)
Chú thích:
(1) Chiều dài của mẫu thử L phải lớn hơn 350 mm đối với mối hàn hồ quang tay và hàn bán tự động (bao gồm cả hàn trọng lực) và lớn hơn 1000 mm đối với hàn tự động.
(2) Chiều dày bản thành và bản mép của mẫu thử, t1 và t2 phải tương ứng với chiều dày thực tế sử dụng.
(3) Có thể dùng mối hàn đính cho vật thử.
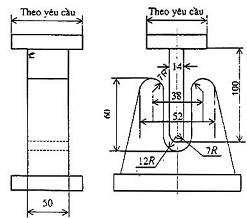
(4) Chiều dài mối hàn góc phải bằng chiều dài thực tế sử dụng.
Hình 6/4.3 Vật thử cho mối hàn góc (Đơn vị: mm)
4.3.5. Kiểm tra cấu trúc vĩ mô
Trên các mẫu thử được khắc a-xít để kiểm tra cấu trúc vĩ mô tại tiết diện ngang của mối hàn góc, mối hàn phải không có sự khác nhau quá mức giữa chiều dài cạnh trên và cạnh dưới, không có vết nứt và các khuyết tật có hại khác. Đối với hàn hồ quang tay và hàn bán tự động, các mẫu thử này phải được lấy từ điểm dừng hoặc nối que.
4.3.6. Thử độ dòn
Các vật thử còn lại sau khi đã lấy đi mẫu thử để thử kiểm tra cấu trúc vĩ mô phải được làm gãy bằng lực ép như ở Hình 6/4.3 mà không có vết nứt, lỗ khí, không thấu và các khuyết tật có hại khác trên bề mặt gãy. Tuy nhiên, nếu tổng chiều dài có lỗ khí và không thấu trừ hai đầu mút của mẫu thử không lớn hơn 10% chiều dài toàn bộ của mối hàn thì mẫu thử có thể được coi là đạt yêu cầu.
4.3.7. Kiểm tra không phá hủy
Kiểm tra thẩm thấu chất lỏng hoặc kiểm tra từ tính phải được thực hiện cho toàn bộ chiều dài đường hàn. Kết quả kiểm tra phải cho thấy không có khuyết tật nứt.
4.3.8. Thử lại
Nếu mỗi cuộc thử hoặc kiểm tra không thỏa mãn các yêu cầu quy định trong 4.3, thì phải thử lại, các mẫu thử mới phải được hàn dưới cùng điều kiện hàn như các mẫu thử lần đầu. Kết quả thử các mẫu thử mới đều phải đạt yêu cầu.
Bảng 6/4.8 Những
yêu cầu đối với thử va đập mối hàn giáp mép
(cho
thép có độ bền cao đã tôi và ram dùng cho công trình biển)
|
Cấp thép |
Nhiệt độ thử °C |
Trị số trung bình tối thiểu của năng lượng hấp thụ(1) (J) |
||
|
A,R(2) |
B, C, D, E (2) |
|||
|
L(3) |
T(3) |
|||
|
A43 |
0 |
47 |
42 |
28 |
|
D43 |
- 20 |
|||
|
E43 |
- 40 |
|||
|
F43 |
- 60 |
|||
|
A47 |
0 |
46 |
31 |
|
|
D47 |
- 20 |
|||
|
E47 |
- 40 |
|||
|
F47 |
- 60 |
|||
|
A51 |
0 |
50 |
50 |
33 |
|
D51 |
- 20 |
|||
|
E51 |
- 40 |
|||
|
F51 |
- 60 |
|||
|
A56 |
0 |
55 |
55 |
37 |
|
D56 |
-20 |
|||
|
E56 |
- 40 |
|||
|
F56 |
- 60 |
|||
|
A63 |
0 |
62 |
62 |
41 |
|
D63 |
- 20 |
|||
|
E63 |
-40 |
|||
|
F63 |
- 60 |
|||
|
A70 |
0 |
69 |
69 |
46 |
|
D70 |
- 20 |
|||
|
E70 |
-40 |
|||
|
F70 |
- 60 |
|||
Chú thích:
(1) Bộ mẫu thử được coi như bị hỏng, nếu trị số của năng lượng hấp thụ trung bình của hai mẫu thử trở lên có giá trị nhỏ hơn giá trị trung bình tối thiểu của năng lượng hấp thụ theo quy định hoặc là trị số năng lượng hấp thụ trung bình của một mẫu thử bất kỳ trong số các mẫu thử nhỏ hơn 70% trị số trung bình tối thiểu của năng lượng hấp thụ theo quy định.
(2) Vị trí của rãnh khía chỉ ra trong Hình 6/4.2.
(3) L (hoặc T) biểu thị chiều của mối hàn là vuông góc (hoặc song song) với hướng cán của vật liệu thử.
CHƯƠNG 5 THỢ HÀN VÀ KIỂM TRA TAY NGHỀ THỢ HÀN
5.1. Quy định chung
5.1.1. Thợ hàn
1. Mỗi thợ hàn muốn được tiến hành công việc hàn theo quy định ở Phần này phải qua được kỳ kiểm tra tay nghề bắt buộc theo quy trình và vật liệu hàn thích hợp và được Đăng kiểm cấp chứng chỉ thợ hàn. Mỗi thợ vận hành máy hàn tự động phải là thợ hàn đã có nhiều kinh nghiệm đối với loại hàn này.
2. Chương này đưa ra những yêu cầu đối với việc kiểm tra trình độ tay nghề cho thợ hàn thủ công, hàn bán tự động và hàn bằng điện cực Vônfram trong môi trường khí trơ bảo vệ (TIG - Tungsten Inert Gas).
Thuật ngữ "Hàn bán tự động” nghĩa là công việc hàn được thực hiện bằng cách người thợ hàn dùng tay để điều khiển mỏ hàn, chỉ có dây hàn được nạp tự động.
3. Chương này đưa ra những yêu cầu đối với kiểm tra trình độ thợ hàn thép thường, thép không gỉ và hợp kim nhôm.
4. Những yêu cầu đối với kiểm tra trình độ cho thợ hàn để hàn những vật liệu đặc biệt và những loại hàn chưa được quy định ở Chương này sẽ do Đăng kiểm xem xét và quyết định trong từng trường hợp cụ thể.
5.1.2. Chứng chỉ công nhận trình độ thợ hàn
Chứng chỉ sẽ được cấp cho các thợ hàn đã qua được kỳ kiểm tra trình độ tay nghề đo Đăng kiểm tổ chức. Chứng chỉ này phải xuất trình khi Đăng kiểm viên yêu cầu.
5.1.3. Thời hạn hiệu lực
Chứng chỉ trình độ thợ hàn có giá trị là hai năm kể từ ngày được cấp.
5.1.4. Duy trì chứng chỉ thợ hàn
Những thợ hàn đã được Đăng kiểm cấp chứng chỉ, muốn duy trì công nhận trình độ của mình, phải được kiểm tra cấp mới chứng chỉ trước khi hết hạn chứng chỉ cũ. Nếu qua được kỳ kiểm tra trình độ này, người thợ hàn sẽ được Đăng kiểm cấp chứng chỉ mới có thời hạn là hai năm. Trong trường hợp này, việc kiểm tra cấp mới chứng chỉ phải thỏa mãn các yêu cầu của Đăng kiểm.
5.1.5. Kiểm tra lại
1. Khi bất kỳ mẫu thử nào không đạt được yêu cầu về kích thước theo yêu cầu do chất lượng gia công kém thì phải làm vật thử khác để thử.
2. Đối với thợ hàn không đạt yêu cầu ở một phần nào đó của kỳ kiểm tra thì việc kiểm tra lại phần không đạt có thể được tiến hành trên hai mẫu thử giống hệt như vậy được tách ra từ vật thử được hàn trong vòng một tháng tính từ ngày kiểm tra không đạt.
3. Đối với thợ hàn không đạt yêu cầu ở toàn bộ các phần kiểm tra hoặc không đạt yêu cầu khi kiểm tra lại như quy định ở -2 trên thì không được dự đợt kiểm tra tiếp trong vòng một tháng tính từ ngày kiểm tra không đạt.
5.1.6. Hàn và quy trình hàn
1. Vật thử có thể được hàn bằng điện xoay chiều hoặc một chiều.
2. Không được xê dịch lên xuống hoặc qua lại vật thử trong quá trình hàn. Khi hàn mối hàn ở tư thế đứng phải hàn từ dưới lên.
3. Hàn chỉ được thực hiện ở một mặt. Nếu không có quy định nào khác không được hàn ở mặt sau.
4. Nói chung, vật thử dùng cho vật liệu dạng tấm phải được cố định hoặc kẹp chặt để góc cong vênh do hàn không lớn hơn 5 độ.
5. Không được gõ búa hoặc xử lý nhiệt trước, trong và sau khi hàn vật thử.
5.2. Trình độ thợ hàn
5.2.1. Loại, bậc và cấp trình độ thợ hàn
1. Loại trình độ thợ hàn được phân chia như ở Bảng 6/5.1 tương ứng với quy trình hàn thực tế sử dụng.
Bảng 6/5.1 Các loại của trình độ thợ hàn
|
Ký hiệu |
Quy trình hàn thực tế sử dụng |
|
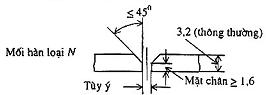
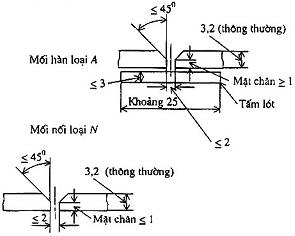
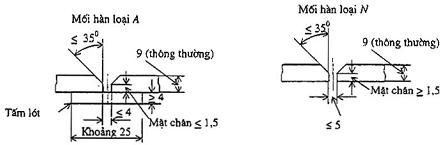
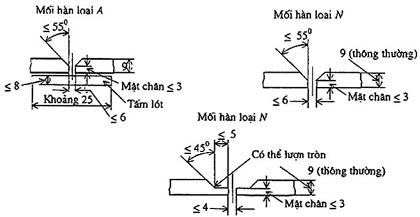
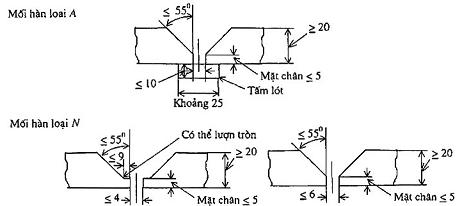
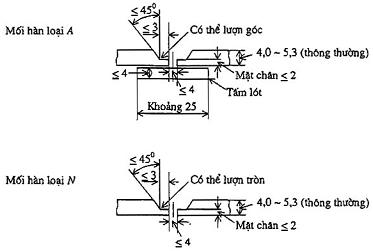
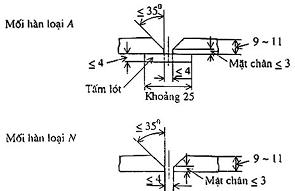
A |
Hàn hai mặt bao gồm cả dũi và hàn mặt sau |
|
N |
Hàn một mặt không có tấm lót |
2. Bậc thợ hàn được phân chia như ở Bảng 6/5.2 theo chiều dày vật liệu thực tế được hàn.
Bảng 6/5.2 Bậc thợ hàn và chiều dày tôn có thể hàn
|
Bậc |
Chiều dày (mm) của vật liệu thực tế có thể hàn |
|
1 |
Từ 5 trở xuống |
|
2 |
Từ 19 trở xuống |
|
3 |
Không giới hạn |
3. Cấp thợ hàn theo tư thế hàn đối với mỗi bậc được phân chia như ở Bảng 6/5.3.
Bảng 6/5.3 Cấp thợ hàn theo tư thế hàn đối với mỗi bậc thợ
|
Tay nghề
Bậc |
Cấp |
|||||
|
Tấm |
Ống |
|||||
|
Hàn bằng |
Hàn đứng |
Hàn ngang |
Hàn trần |
Hàn ở mọi tư thế |
Hàn ống cố định |
|
|
(Cấp F) |
(Cấp V) |
(Cấp H) |
(Cấp O) |
(Cấp Z) |
(Cấp P) |
|
|
Bậc 1 |
1F |
1V |
1H |
1O |
1Z |
1P |
|
Bậc 2 |
2F |
2V |
2 H |
2O |
2Z |
2P |
|
Bậc 3 |
3F |
3V |
3 H |
3O |
3Z |
3P |
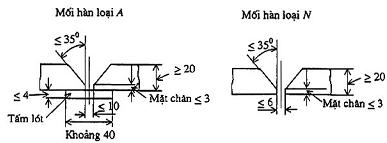
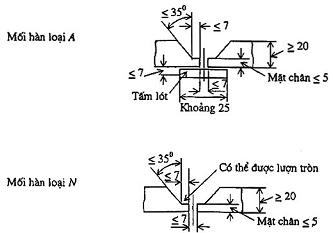
4. Thợ hàn cấp Z nêu ở -3 trên đây được coi là có trình độ của tất cả các cấp F, V, H và O trong cùng một bậc.
5. Một thợ hàn muốn được công nhận trình độ cấp V, H, O và P ứng với mỗi bậc và mỗi loại phải đạt trình độ ở cấp F ứng với mỗi loại và mỗi bậc.
6. Người thợ hàn ở bất kỳ cấp nào, bậc nào của loại N đều được coi là thợ hàn cùng cấp và bậc của loại A.
7. Thợ hàn bậc 3 có thể được coi là thợ hàn bậc 2, bậc 1, và thợ hàn bậc 2 tương tự cũng được coi là thợ hàn bậc 1 ở cùng cấp và loại.
5.3. Quy trình kiểm tra
5.3.1. Các dạng kiểm tra và quy trình kiểm tra
1. Quy trình hàn, vật thử, tư thế hàn và quy trình kiểm tra đối với mỗi đợt kiểm tra trình độ thợ hàn được quy định ở các Bảng 6/5.4. 6/5.5 và 6/5.6.
Bảng 6/5.4 Quy trình hàn để kiểm tra trình độ thợ hàn
|
Loại |
quy trình hàn |
Tấm lót vật thử |
|
A |
Hàn hồ quang |
Có |
|
N |
Không có |
Bảng 6/5.5
Chiều dày vật thử, tư thế hàn và quy trình kiểm tra
đối
với kiểm tra trình độ thợ hàn (vật liệu tấm)
|
Bậc |
Chiều dày vật thử (mm) |
Cấp |
Quy trình thử |
||||
|
Cấp F |
Cấp V |
Cấp H |
Cấp O |
Cấp Z |
|||
|
Bậc 1 |
3,2 |
Hàn bằng |
Hàn đứng |
Hàn ngang |
Hàn trần |
Hàn ở mọi tư thế |
Thử uốn mặt và thử uốn chân |
|
Bậc 2 |
9 |
Hàn bằng |
Hàn đứng |
Hàn ngang |
Hàn trần |
Hàn ở mọi tư thế |
Thử uốn mặt và thử uốn chân |
|
Bậc 3 |
≥ 25 |
Hàn bằng |
Hàn đứng |
Hàn ngang |
Hàn trần |
Hàn ở mọi tư thế |
Thử uốn cạnh |
Bảng 6/5.6 Vật thử và quy trình thử đối với cấp P (ống cố định)
|
Thử Bậc |
Vật thử của vật liệu ống cố định |
Quy trình thử |
|
|
Thép thường và thép không gỉ |
Hợp kim nhôm |
||
|
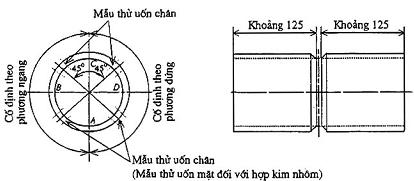
Bậc 1 |
Chiều dày: 4,0 ~ 5,3 mm Đường kính ngoài: 100 ~ 120 mm |
Chiều dày: 4,0 ~ 5,3 mm Đường kính ngoài: 100 ~ 150 mm |
Thử uốn chân (thử uốn mặt và uốn chân đối với hợp kim nhôm; |
|
Bậc 2 |
Chiều dày: 9 ~11 mm Đường kính ngoài: 150 ~ 170 mm |
Chiều dày: 12 ~ 15 mm Đường kính ngoài: 150 ~ 200 mm |
Thử uốn mặt và uốn chân |
|
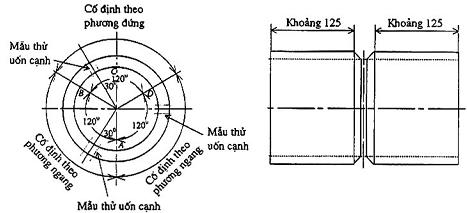
Bậc 3 |
Chiều dày: ≥ 20 mm Đường kính ngoài: 200 ~ 300 mm |
Chiều dày: ≥ 20 mm Đường kính ngoài: 200 ~ 300 mm |
Thử uốn cạnh |
2. Tư thế hàn đối với mối hàn giáp mép và ống tương ứng theo quy định ở Hình 6/5.1 và Hình 6/5.2.
5.3.2. Vật liệu làm vật thử và vật liệu hàn
1. Vật liệu làm vật thử và vật liệu hàn dùng cho thép thường phải phù hợp với một trong những yêu cầu sau đây hoặc phải có chất lượng tương đương được Đăng kiểm chấp nhận:
(1) Vật thử dùng cho tấm
Thép cán tấm dùng cho thân tàu (A đến E)
Thép cán tấm dùng cho nồi hơi (P42 hoặc P46)
(2) Vật thử dùng cho ống
Ống thép từ cấp 1 đến cấp 3 dùng cho đường ống áp lực (STPG38, đến STPT49 cho ở Bảng 7-A/4.10 Phần 7-A "Vật liệu''). Các ống chế tạo từ thép tấm như quy định tại (1).
(3) Vật liệu hàn dùng để thử phải là vật liệu hàn dùng cho thép thường được Đăng kiểm chấp nhận.
2. Vật liệu làm vật thử và vật liệu hàn dùng cho thép không gỉ phải phù hợp với một trong những yêu cầu sau hoặc phải có chất lượng tương đương được Đăng kiểm chấp nhận.
(1) Vật thử dùng cho vật liệu tấm
Thép tấm cán không gỉ quy định ở Phần 7-A “Vật liệu” của TCVN 6259-7:2003.


(2) Vật thử dùng cho ống
Ống thép không gỉ quy định ở TCVN 6259-7A:2003;
Ống làm bằng thép không gỉ dạng tấm cán quy định ở (1).
(3) Vật liệu hàn dùng để thử phải là vật liệu hàn dùng cho thép không gỉ được Đăng kiểm chấp nhận.
3. Vật liệu thử và vật liệu hàn dùng cho hợp kim nhôm phải phù hợp với một trong những yêu cầu sau đây hoặc vật liệu có chất lượng tương đương được Đăng kiểm chấp nhận.
(1) Vật thử cho vật liệu tấm
5083P-O theo quy định ở TCVN 6259-7A:2003;
(2) Vật thử cho vật liệu ống
Những ống được làm bằng vật liệu cán quy định ở (1).
(3) Vật liệu hàn dùng để thử phải là vật liệu hàn dùng cho hợp kim nhôm được Đăng kiểm chấp nhận.
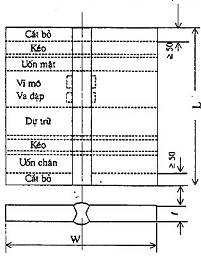
5.3.3. Vật thử dùng cho mỗi loại và mỗi bậc thợ hàn
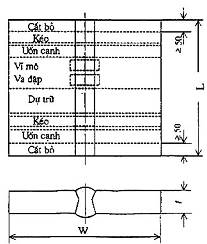
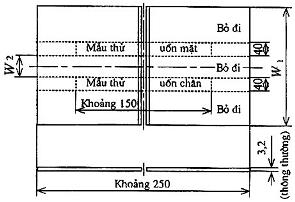
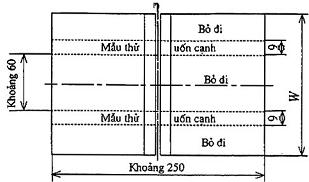
1. Kích thước và dạng của vật thử dùng cho vật liệu tấm của Bậc 1 phải theo quy định ở Hình 6/5.3.
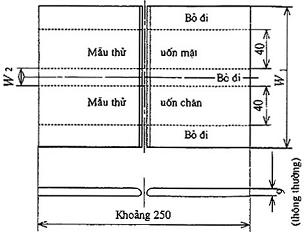
2. Kích thước và dạng của vật thử dùng cho vật liệu tấm của Bậc 2 phải theo quy định ở Hình 6/5.4.
3. Kích thước và dạng của vật thử dùng cho vật liệu tấm của Bậc 3 phải theo quy định ở Hình 6/5.5.
4. Kích thước và dạng của vật thử dùng cho vật liệu ống của Bậc 1 phải theo quy định ở Hình 6/5.6. Vật thử phải được cố định thích hợp như quy định ở Hình 6/5.2(a), và tiến hành hàn ở vùng giữa A, B và C như ở Hình 6/5.6 (a), trong đó A và C phải nằm ngay trên và ngay dưới trục nằm ngang.
Sau đó, vật thử phải được cố định thẳng đứng như ở Hình 6/5.2 (b) và phải tiến hành hàn ở vùng giữa A, D và C như ở Hình 6/5.6 (a).
5. Kích thước và dạng của vật thử dùng cho vật liệu ống của Bậc 2 như quy định ở Hình 6/5.7. Vật thử phải được cố định thích hợp như ở Hình 6/5.2(a), và phải tiến hành hàn ở vùng giữa AB và AD như ở Hình 6/5.7, trong đó A phải nằm ngay dưới trục hoành. Sau đó vật thử phải được đặt cố định thẳng đứng như ở Hình 6/5.2 (b), và phải tiến hành hàn ở vùng giữa B, C và D như ở Hình 6/5.7 (a).
Có thể bắt đầu hàn từ B hoặc từ D.
6. Kích thước và dạng của vật thử cho vật liệu ống của Bậc 3 phải lấy như ở Hình 6/5.8. Quy trình hàn cũng như đối với vật thử quy định ở -5 trên đây.
5.3.4. Mẫu thử
Mẫu thử phải được chế tạo theo quy cách và có kích thước cho ở Bảng 6/3.2.
1. Mẫu thử uốn mặt và uốn chân tách từ vật thử dạng tấm dùng cho mỗi Cấp hàn của Bậc 1 và 2 phải là loại B-10 và B-11, còn mẫu thử uốn cạnh tách ra từ vật thử dạng tấm dùng cho mỗi Cấp của Bậc 3 phải là loại B-12.
2. Mẫu thử uốn mặt và uốn chân tách ra từ vật thử hình ống dùng cho mỗi Cấp của Bậc 1 và 2 phải tương ứng là loại B-13 và B-14, còn mẫu thử uốn cạnh tách ra từ vật thử hình ống dùng cho mỗi Cấp của Bậc 3 phải là loại B-15.
5.3.5. Quy trình thử cho mỗi mẫu thử
1. Thử phải là thử uốn định hướng hoặc thử uốn trên giá trục lăn. Mẫu thử phải được uốn quá 180 độ. Trường hợp là hợp kim nhôm thì phải thử uốn trên giá trục lăn. Tuy nhiên, có thể thay thế bằng phương pháp thử uốn định hướng thích hợp nếu được Đăng kiểm viên chấp nhận.
2. Trong trường hợp thử uốn định hướng, mẫu thử được tách ra từ vật thử dạng tấm của Bậc 1 phải được thử trên giá thử uốn cho ở Hình 6/3.2, còn mẫu thử tách ra từ vật thử dạng tấm hoặc từ vật thử dạng ống của Bậc 2 và 3 phải được thử bằng giá thử uốn trình bày ở Hình 6/3.1.
Tuy nhiên, mẫu thử tách ra từ vật thử dạng ống của Bậc 1 phải được thử trên giá trục lăn bằng giá thử uốn như được cho ở Hình 6/3.2 theo điều kiện thử quy định ở Bảng 6/5.7.
3. Trong trường hợp thử uốn trên giá đỡ trục lăn, việc thử uốn phải tiến hành bằng giá thử uốn như ở Hình 6/3.3 theo các điều kiện đã nêu trong Bảng 6/5.7.
5.3.6. Tiêu chuẩn nghiệm thu
Mẫu thử phải không xuất hiện vết nứt hoặc khuyết tật khác có chiều dài lớn hơn 3 mi-li-mét ở bất kỳ hướng nào ở mặt ngoài do uốn.
Bảng 6/5.7 Điều kiện thử áp dụng cho thử uốn trên giá trục lăn
|
Vật thử |
Bán kính chày ép |
|
||||
|
Thép thường
Thép không gỉ |
Ống của bậc 1 |
1,5 t |
|
|||
|
Vật liệu tấm của bậc 1 Vật liệu tấm của bậc 2 Vật liệu tấm của bậc 3 Vật ống tấm của bậc 2 Vật ống tấm của bậc 3 |
2,0 t |
|
||||
|
Vật liệu tấm của bậc 1 Vật liệu tấm của bậc 2 Vật liệu tấm của bậc 3 Vật ống tấm của bậc 1 Vật ống tấm của bậc 2 Vật ống tấm của bậc 3 |
||||||
|
Hợp kim nhôm |
|
|
||||
|
t - Chiều dày mẫu thử (a) Kích thước của vật thử (đơn vị: mm) W1: Khoảng 150 mm đối với hàn thủ công và hàn TIG. Khoảng 200 mm đối với hàn bán tự động. W2: Không lớn hơn 30 mm đối với hàn thủ công và hàn TIG. Khoảng 40 mm đối với hàn bán tự động. |
|
|
||||
|
||||||
|
(b) Mối hàn đối với vật thử bằng thép thường và thép không gỉ (đơn vị: mm) |
(c) Mối nối đối với vật thử bằng hợp kim nhôm (đơn vị: mm) |
|
|
|
Hình 6/5.3 Kích thước và dạng của vật thử cho vật liệu tấm của Bậc 1
(a) Kích thước của vật thử (đơn vị: mm)
|
W1: |
Khoảng 150 mm đối với hàn thủ công và hàn TIG. Khoảng 200 mm đối với hàn bán tự động. |
|
W2: |
Không lớn hơn 10 mm đối với hàn thủ công và hàn TIG. Khoảng 40 mm đối với hàn bán tự động. |
(b) Mối hàn đối với vật thử bằng thép thường và thép không gỉ (đơn vị: mm)
(c) Mối hàn đối với vật thử bằng hợp kim nhôm
Hình 6/5.4 Kích thước và dạng của vật thử cho vật liệu tấm của Bậc 2
(a) Kích thước của vật thử (đơn vị: mm)
|
W: |
Khoảng 150 mm đối với hàn thủ công và hàn TIG Khoảng 200 mm đối với hàn bán tự động. |
(b) Mối hàn dùng cho vật thử bằng thép thường và thép không gỉ (đơn vị: mm)

(c) Mối hàn dùng cho vật thử bằng hợp kim nhôm (đơn vị: mm)
Hình 6/5.5 Kích thước và dạng của vật thử cho vật liệu tấm của thợ Bậc 3
(a) Kích thước của vật thử (đơn vị: mm)
(b) Mối hàn dùng cho thép thường và thép không gỉ (đơn vị: mm)

(c) Mối hàn dùng cho hợp kim nhôm (đơn vị: mm)
Hình 6/5.6 Kích thước và dạng của vật thử hình ống của Bậc 1
(a) Kích thước của vật thử (đơn vị: mm)

(b) Quy cách mối hàn dùng cho thép thường và thép không gỉ (đơn vị: mm)
(c) Quy cách mối hàn dùng cho hợp kim nhôm (đơn vị: mm)

Hình 6/5.7 Kích thước và dạng của vật thử hình ống của Bậc 2
(a) Kích thước của vật thử (đơn vị: mm)
(b) Quy cách mối hàn dùng cho thép thường và thép không gỉ (đơn vị: mm)
(c) Quy cách mối hàn dùng cho hợp kim nhôm (đơn vị: mm)
Hình 6/5.8 Kích thước và dạng của vật thử hình ống của Bậc 3
CHƯƠNG 6 VẬT LIỆU HÀN
6.1. Quy định chung
6.1.1. Phạm vi áp dụng
Những yêu cầu của Chương này áp dụng cho các vật liệu hàn tương ứng với các vật liệu khác nhau được dùng trong kết cấu thân tàu, máy móc, các thiết bị lắp đặt trên tàu.v.v...
6.1.2. Loại vật liệu hàn
Loại vật liệu hàn được quy định ở từ 6.2 đến 6.9 tùy thuộc vào các quy trình thử đối với loại vật liệu cơ bản, độ bền và tính dẻo của các vật liệu cơ bản.
6.1.3. Công nhận vật liệu hàn
1. Các vật liệu hàn phải được Đăng kiểm công nhận tại mỗi nhà máy sản xuất và cho từng loại vật liệu hàn.
2. Để được Đăng kiểm công nhận, việc thử để công nhận với từng loại vật liệu hàn khác nhau phải được tiến hành theo quy định ở từ 6.2 đến 6.9 và các yêu cầu trong cuộc thử đó phải đạt kết quả thỏa mãn.
3. Việc thử để công nhận đối với các vật liệu hàn không nằm trong các quy trình thử được quy định ở Chương này phải được tiến hành theo các quy trình thử được Đăng kiểm chấp nhận.
4. Trường hợp các vật liệu hàn đã được Đăng kiểm công nhận được sản xuất tại các nhà máy khác với các nhà máy có vật liệu hàn đã được Đăng kiểm công nhận thì nội dung thử để công nhận vật liệu hàn có thể được giảm với điều kiện phải được Đăng kiểm chấp nhận.
5. Trường hợp vật liệu hàn đã được Đăng kiểm công nhận được sản xuất theo đúng các tiêu chuẩn kỹ thuật đã được thỏa thuận với các nhà chế tạo có vật liệu hàn được công nhận thì nội dung thử để công nhận vật liệu hàn có thể giảm với điều kiện phải được Đăng kiểm chấp nhận.
6. Việc thử để công nhận vật liệu hàn quy định ở từ 6.2 đến 6.6 và 6.9 có thể được tiến hành đối với các vật liệu hàn đã được Đăng kiểm công nhận và loại vật liệu hàn theo độ bền và tính dẻo có thể được thay đổi cho phù hợp với kết quả thử. Tuy nhiên, theo thường lệ, thời gian để thay đổi phải đúng vào thời gian kiểm tra hàng năm.
7. Nếu xét thấy cần thiết Đăng kiểm có thể yêu cầu các dạng thử khác so với quy định trong Chương này.
8. Trường hợp vật liệu hàn dùng cho cả hàn giáp mép và hàn góc thì các tư thế hàn được chấp nhận để thử mối hàn giáp mép cũng là các tư thế hàn tương ứng để thử mối hàn góc.
6.1.4. Quy trình sản xuất, v.v...
1. Các vật liệu hàn phải được chế tạo tại các nhà máy có thiết bị sản xuất, quy trình sản xuất và hệ thống kiểm tra chất lượng đã được Đăng kiểm công nhận.
2. Nhà máy phải có trách nhiệm sản xuất các vật liệu hàn với chất lượng không đổi.
6.1.5. Kiểm tra hàng năm
1. Các vật liệu hàn đã được Đăng kiểm công nhận theo 6.1.3 phải được kiểm tra hàng năm quy định ở từ 6.2 đến 6.9 và kết quả kiểm tra phải thỏa mãn yêu cầu của Đăng kiểm. Ngoài ra, việc kiểm tra hàng năm các vật liệu hàn đã được Đăng kiểm công nhận theo những quy trình thử khác với quy định ở Chương này phải được tiến hành theo các quy trình thử được Đăng kiểm chấp nhận.
2. Thông thường, việc kiểm tra hàng năm phải được tiến hành trong khoảng thời gian không quá 12 tháng.
6.1.6. Thử và kiểm tra
1. Việc thử và kiểm tra để công nhận vật liệu hàn và kiểm tra hàng năm phải được tiến hành dưới sự giám sát của Đăng kiểm viên.
2. Các điều kiện hàn đối với vật liệu thử (dòng điện, điện áp, tốc độ hàn.v.v...) phải được nhà chế tạo vật liệu hàn quy định. Ngoài ra, khi có cả dòng điện xoay chiều và một chiều thì phải dùng dòng điện xoay chiều.
6.1.7. Thử lại
1. Khi thử kéo và thử uốn không đạt yêu cầu thì phải chọn các mẫu thử khác với số lượng gấp hai lần các mẫu thử bị hỏng để thử lại. Các mẫu thử lần sau phải được lấy ra từ các vật thử lần trước hoặc từ vật thử được hàn trong cùng điều kiện hàn, và nếu tất cả các mẫu thủ đều đạt kết quả thỏa mãn thì coi như cuộc thử đạt yêu cầu.
2. Khi các kết quả thử va đập không đạt yêu cầu và trường hợp khác với trường hợp đưa ra ở (1) và (2) dưới đây thì việc thử lại phải được tiến hành trên một bộ các mẫu thử lấy ra từ cùng một vật thử đã lấy các mẫu thử lần trước. Trong trường hợp đó, các mẫu thử được coi là đạt yêu cầu nếu như giá trị trung bình của năng lượng hấp thụ của tổng cộng 6 mẫu thử, kể cả giá trị của các mẫu thử bị hỏng, phải lớn hơn trị số nhỏ nhất theo quy định của giá trị năng lượng hấp thụ, ngoài ra, trong số các mẫu thử nêu trên, số mẫu thử có năng lượng hấp thụ nhỏ hơn trị số năng lượng hấp thụ trung bình tối thiểu theo quy định nhỏ hơn 2 và số các mẫu thử chỉ đạt 70% giá trị của năng lượng hấp thụ trung bình tối thiểu nhỏ hơn 1.
(1) Khi tất cả các mẫu thử không đạt giá trị của năng lượng hấp thụ trung bình tối thiểu.
(2) Khi có 2 mẫu thử không đạt được 70% giá trị trung bình tối thiểu theo quy định của năng lượng hấp thụ.
3. Khi các mẫu thử không đạt được các yêu cầu đã đưa ra ở -1 và -2 ở trên thì phải lấy mẫu thử mới từ các vật thử được hàn trong điều kiện hàn khác và các mẫu thử mới này phải đạt được tất cả các yêu cầu quy định của cuộc thử.
6.1.8. Đóng gói và ghi nhãn hiệu
1. Các vật liệu hàn đã được Đăng kiểm công nhận phải được đóng gói cẩn thận để đảm bảo được chất lượng trong khi vận chuyển và cất giữ.
2. Tất cả các hộp và gói đựng vật liệu hàn đã được Đăng kiểm công nhận phải được ghi nhãn hiệu một cách rõ ràng và bao gồm đầy đủ các số liệu theo yêu cầu của Đăng kiểm.
6.2. Que hàn để hàn hồ quang bằng tay đối với thép thường, thép có độ bền cao và thép làm việc ở nhiệt độ thấp
6.2.1. Phạm vi áp dụng
Que hàn dùng cho hàn hồ quang bằng tay đối với hàn thép thường, thép có độ bền cao và thép làm việc ở nhiệt độ thấp được đưa ra ở mục (1) và (2) dưới đây (từ sau đây trong mục 6.2 được gọi là “que hàn") phải được Đăng kiểm tiến hành thử để công nhận que hàn và kiểm tra hàng năm theo các yêu cầu nêu trong mục 6.2 này.
(1) Que hàn dùng cho hàn bằng tay
(a) Dùng cho mối hàn giáp mép (bao gồm cả hàn một mặt);
(b) Dùng cho mối hàn góc ;
(c) Dùng cho cả mối hàn giáp mép và mối hàn góc.
(2) Que hàn dùng trong hàn trọng lực hoặc các phương pháp hàn thẳng đứng tương tự
(a) Dùng cho mối hàn góc;
(b) Dùng cho mối hàn giáp mép và mối hàn góc.
6.2.2. Loại và ký hiệu que hàn
1. Que hàn được phân thành các loại như được đưa ra ở Bảng 6/6.1.
2. Khi việc hàn được thực hiện một phía và que hàn đạt được kết quả thử thì hậu tố U sẽ được thêm vào cuối của ký hiệu chỉ loại que hàn.
Bảng 6/ 6.1 Loại và ký hiệu que hàn
|
Dùng cho thép thường |
Dùng cho thép có độ bền cao |
Dùng cho thép làm việc ở nhiệt độ thấp |
|
MW1 |
MW52, MW52Y40 |
MWL1,MWL91 |
|
MW2 |
MW53, MW53Y40 |
MWL2, MWL92 |
|
MW3 |
MW54, MW54Y40 |
MWL3 |
Bảng 6/6.2 Các dạng thử đối với que hàn
|
Dạng thử |
Vật thử |
Loại và số lượng mẫu thử lấy ra từ vật thử |
||||
|
Tư thế hàn |
Đường kính que hàn (mm) |
Số vật thử |
Kích thước vật thử |
Chiều dày (mm) |
||
|
Thử kim loại đắp |
Hàn bằng |
4 |
1(1) |
Hình 6/6.1 |
20 |
Mẫu thử kéo: 1 Mẫu thử va đập: 3 |
|
Đường kính max |
1(1) |
|||||
|
Thử mối hàn giáp mép |
Hàn bằng |
Lớp thứ nhất: 4 Các lớp tiếp theo: ≥ 5 Hai lớp cuối: max |
1 |
Hình 6/6.2 |
15-20 |
Mẫu thử kéo: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử va đập: 3 |
|
Lớp thứ nhất: 4 Lớp thứ hai: 5 hoặc 6 Các lớp tiếp theo: max |
1(2) |
|||||
|
Hàn ngang (4) |
Lớp thứ nhất: 4 hoặc 5 Các lớp sau: 5 |
1 |
||||
|
Hàn đứng đi lên |
Lớp thứ nhất: 3,2 Các lớp sau: 4 hoặc 5 |
1 |
||||
|
Hàu đứng đi xuống |
(3) |
1 |
||||
|
Hàn trần |
Lớp thứ nhất: 3,2 Các lớp tiếp theo: 4 hoặc 5 |
1 |
|
|||
|
Thử mối hàn góc |
Hàn theo chiều ngang |
Cạnh thứ nhất: max Cạnh thứ hai: min |
1 |
Hình 6/6.3 |
20 |
M thử để kiểm tra cấu trúc vĩ mô(7): 3 Mẫu thử độ cứng(7):3 Mẫu thử đứt: 2 |
|
Thử Hydro(6) |
Hàn bằng |
4 |
4 |
(8) |
12 |
Mẫu thử Hydro: 1 |
Chú Thích:
(1) Khi đường kính que hàn được sản xuất chỉ có một loại thì chỉ cần một vật thử.
(2) Khi việc thử chỉ tiến hành với tư thế hàn bằng thì số vật thử này được tăng thêm.
(3) Đường kính que hàn dùng để thử do nhà chế tạo quy định.
(4) Đối với que hàn đã được thử hàn giáp mép ở tư thế hàn bằng và hàn đứng đi lên đạt yêu cầu thì việc thử ở tư thế hàn ngang có thể được miễn nếu được Đăng kiểm đồng ý.
(5) Dạng thử này chỉ bổ sung cho que hàn dùng cho cả mối hàn giáp mép và mối hàn góc có áp dụng chú thích ở trên.
(6) Chỉ áp dụng cho que hàn có hàm lượng Hydro thấp.
(7) Các mẫu thử dùng cho thử để kiểm tra cấu trúc vĩ mô và thử độ cứng được coi là như nhau.
(8) Kích thước các vật thử được quy định ở mục 6.2.5-3.
3. Que hàn có hàm lượng Hydro thấp đã được kiểm tra hàm lượng Hydro đạt yêu cầu như được quy định ở mục 6.2.11 thì các hậu tố được đưa ra ở Bảng 6/6.9 sẽ được điền bổ sung vào cuối ký hiệu loại que hàn (điền vào sau hậu tố U trong trường hợp nêu ở mục -2 ở trên ) ( Ví dụ: MW53U H 10 ).
6.2.3. Thử công nhận vật liệu hàn
Để được Đăng kiểm công nhận, việc thử được quy định trong các mục từ 6.2.4-1 đến 6.2.4-4 phải được tiến hành đối với mỗi loại que hàn.
Bảng 6/6.3 Các dạng thử đối với que hàn
|
Dạng thử |
Vật thử |
Loại và số lượng mẫu thử lấy ra từ vật thử |
||||
|
Tư thế hàn |
Đường kính que hàn (mm) |
Số lượng vật thử |
Kích thước vật thử |
Chiều dày (mm) |
||
|
Thử kim loại đắp |
Hàn bằng |
4 |
1 |
Hình 6/6.1 |
20 |
Mẫu thử kéo: 1 Mẫu thử va đập : 3 |
|
Đường kính lớn nhất |
1 |
|||||
|
Thử mối hàn góc |
Hàn bằng |
Cạnh đầu tiên: Đường kính lớn nhất Cạnh thứ hai: Đường kính nhỏ nhất |
1 |
Hình 6/6.3 |
20 |
Mẫu thử để kiểm tra cấu trúc vĩ mô(1): 3 Mẫu thử độ cứng(1): 3 Mẫu thử đứt: 2 |
|
Hàn theo chiều ngang |
1 |
|||||
|
Hàn đứng đi lên |
1 |
|||||
|
Hàn đứng đi xuống |
1 |
|||||
|
Hàn trần |
1 |
|||||
|
Thử(2) Hydro |
Hàn bằng |
4 |
4 |
(3) |
12 |
Mẫu thử Hydro: 1 |
Chú thích:
(1) Các mẫu thử dùng để thử cấu trúc vĩ mô và thử độ cứng được coi là như nhau.
(2) Chỉ tiến hành đối với que hàn có hàm lượng Hydro thấp.
(3) Kích thước của vật thử được quy định ở mục 6.2.5-3.
6.2.4. Những điều khoản chung cho việc thử
1. Dạng thử, số lượng, chiều dày và kích thước của vật thử, đường kính que hàn dùng để hàn vật thử, tư thế hàn, loại và số lượng mẫu thử lấy từ mỗi vật thử que hàn đưa ra ở mục 6.2.1 (1)(a) và (c) phải phù hợp với Bảng 6/6.2. Tuy nhiên khi xét thấy cần thiết, ngoài các dạng thử đã đưa ra ở Bảng 6/6.2 Đăng kiểm sẽ yêu cầu thử nứt nóng một cách thích đáng ngoài các dạng thử quy định ở Bảng này.
2. Dạng thử, số lượng, chiều dày và kích thước của vật thử, đường kính que hàn dùng để hàn vật thử và tư thế hàn cũng như loại và số lượng mẫu thử được lấy ra từ mỗi vật thử que hàn được đưa ra ở mục 6.2.1(1)(b) phải phù hợp với Bảng 6/6.3.
3. Việc thử đối với que hàn được đưa ra ở mục 6.2.1(2) phải được tiến hành theo các yêu cầu ở mục (1) và (2) dưới đây:
(1) Đối với que hàn đã được nêu ở mục 6.2.1 (2) (a), việc thử theo nội dung của Bảng 6/6.3 quy định tại mục -2 ở trên phải được thực hiện.
(2) Đối với que hàn được đưa ra ở mục 6.2.1(2)(b), việc thử theo mục (1) ở trên và thử mối hàn giáp mép theo Bảng 6/6.2 quy định ở mục -1 ở trên phải được thực hiện.
4. Khi cả hai loại que hàn nêu ở mục 6.2.1(1) và (2) được yêu cầu thử thì nội dung thử để công nhận que hàn quy định cho mỗi loại que hàn phải được thực hiện đầy đủ. Tuy nhiên việc thử kim loại đắp có thể được miễn cho loại que hàn nêu ở mục 6.2.1(2).
5. Loại thép dùng để chế tạo vật thử que hàn phải lấy theo Bảng 6/6.4, phụ thuộc vào loại que hàn được thử.
6.2.5. Thứ tự hàn vật thử
1. Vật thử kim loại đắp (Hình 6/6.1)
(1) Các vật thử phải được hàn bằng phương pháp hàn một lớp hoặc nhiều lớp theo điều kiện thực tế bình thường và hướng mỗi lớp hàn phải được thay đổi và xuất phát từ mép tấm kim loại làm vật thử, chiều dày kim loại hàn của mỗi lớp hàn không được nhỏ hơn 2,0 mi-li-mét nhưng không lớn hơn 4,0 mi-li-mét.
(2) Sau khi hàn xong mỗi lớp, vật thử phải để trong không khí yên tĩnh cho đến khi nó nguội đến nhiệt độ dưới 250 °C nhưng không thấp hơn 100 oC, nhiệt độ vật thử được đo tại tâm bề mặt của đường hàn.
Bảng 6/6.4 Cấp thép dùng làm vật thử
|
Loại que hàn |
Cấp thép dùng làm vật thử (1)(2) |
|
MW1 |
A |
|
MW2 |
A, B hoặc E |
|
MW3 |
A, B, D hoặc E |
|
MW51 |
A32 hoặc A36 |
|
MW52 |
A32, A36, D32 hoặc D36 |
|
MW53 |
A32, A36, D32, D36, E32 hoặc E36 |
|
MW54 |
A32, A36, D32, D36, E32, E36, F32 hoặc F36 |
|
MW52Y40 |
A40 hoặc D40 |
|
MW53Y40 |
A40, D40 hoặc E40 |
|
MW54Y40 |
A40, D40, E40 hoặc F40 |
|
MWL1 |
A47, D47, E47 hoặc F47 |
|
MWL2 |
E hoặc L24A |
|
MWL3 |
E, L24A, L24B, L27 hoặc L33 |
|
MWL91 |
L9N53 hoặc L9N60 |
|
MWL92 |
L9N53 hoặc L9N60 |
Chú thích:
(1) Thép thường hoặc thép có độ bền cao có thể dùng làm vật thử để thử kim loại mối hàn mặc dù những yêu cầu của Bảng 6/6.4. Trong trường hợp đó, khi hàn vật thử que hàn loại MWL91 và MWL92 phải tiến hành hàn đắp từng lớp mỏng một cách thích hợp.
(2) Độ bền kéo của thép có độ bền cao loại A32, D32, E32 và F32 dùng làm vật thử mối hàn giáp mép phải lớn hơn 490 N/mm2.
2. Vật thử mối hàn giáp mép (Hình 6/6.2)
(1) Các vật thử phải được hàn ở mỗi tư thế hàn do nhà chế tạo que hàn khuyến nghị (hàn bằng, hàn ngang, hàn đứng theo chiều đi lên, hàn đứng theo chiều đi xuống và hàn trần).
(2) Sau khi hàn xong mỗi lớp, vật thử phải được để trong không khí yên tĩnh cho đến khi nhiệt độ của nó xuống dưới 250 °C nhưng không dưới 100 °C, nhiệt độ được đo tại tâm bề mặt đường hàn.
(3) Trong mọi trường hợp, trừ khi hàn một mặt, các lớp hàn bịt ở mặt sau phải được hàn bằng que hàn có đường kính 4 mi-li-mét và hàn ở tư thế tương ứng với tư thế hàn ở mặt trước sau khi đã dũi chân đường hàn đến tận kim loại sạch (loại bỏ hết tạp chất, khuyết tật.v.v. ở chân mối hàn). Đối với que hàn chỉ dùng cho hàn bằng, các vật thử có thể được lật ngược lại để hàn lớp bịt mặt sau.
(4) Đối với vật thử mối hàn một mặt, tất cả việc hàn đều phải được thực hiện chỉ ở một mặt và phải đảm bảo không có khuyết tật ở mặt sau của mối hàn. Hơn nữa khe hở chân mối hàn giữa hai tấm thép được hàn phải có giá trị lớn nhất trong phạm vi nhà chế tạo que hàn quy định.
3. Vật thử hàm lượng Hydro
Vật thử và quy trình hàn vật thử để thử hàm lượng Hydro sẽ được Đăng kiểm trực tiếp quy định cho từng trường hợp cụ thể.

Hình 6/6.1 Vật thử kim loại đắp (đơn vị: mm)
4. Vật thử mối hàn góc (Hình 6/6-3)
(1) Vật thử phải được hàn ở mỗi tư thế hàn được nhà chế tạo que hàn khuyến nghị (hàn bằng, hàn ngang, hàn đứng theo chiều đi lên, hàn đứng theo chiều đi xuống và hàn trần).
(2) Đường hàn góc đầu tiên phải được hàn bằng que hàn có đường kính lớn nhất còn đường hàn góc ở mặt đối diện phải được hàn bằng que hàn có đường kính nhỏ nhất trong các cỡ đường kính que hàn được sản xuất.
(3) Trường hợp mối hàn góc được hàn bằng phương pháp trọng lực hoặc phương pháp hàn tiếp xúc tương tự thì khi hàn phải dùng loại que hàn có chiều dài lớn nhất.
(4) Thông thường kích thước mối hàn góc do cỡ đường kính que hàn và dòng điện hàn quyết định.
5. Không được dùng bất kỳ một biện pháp nhiệt luyện nào đối vật thử sau khi hàn.
6. Các vật thử có thể được kiểm tra bằng phương pháp chụp phim mối hàn trước khi cắt lấy mẫu thử.
6.2.6. Thử kéo kim loại đắp
1. Các mẫu thử kéo phải là loại U1A được đưa ra ở Bảng 6/3.1 và phải được cắt ra từ mỗi vật thử. Khi cắt lấy mẫu thử chú ý để đảm bảo được rằng đường tâm dọc của mẫu thử phải trùng với đường tâm của mối hàn và đi qua điểm giữa chiều dày tấm kim loại vật thử.
2. Mẫu thử kéo có thể được đặt ở nơi có nhiệt độ không quá 250 °C trong thời gian không quá 16 giờ để khử Hydro trước khi tiến hành thử.
3. Độ bền kéo, giới hạn chảy và độ dãn dài tương đối của mỗi mẫu thử phải thỏa mãn yêu cầu ở Bảng 6/6.5 tương ứng với từng loại que hàn được thử. Trường hợp độ bền kéo của mẫu thử đạt giá trị lớn hơn giá trị 0 Bảng 6/6.5 thì Đăng kiểm sẽ xem xét một cách đặc biệt để công nhận que hàn được thử dựa trên các đặc tính cơ học khác nhận được từ các kết quả thử và thành phần hóa học của kim loại mối hàn.
|
|
|
|
(a) Các que hàn trừ que hàn ở (b) |
(b) Que hàn loại MW91 hoặc MWL92 |
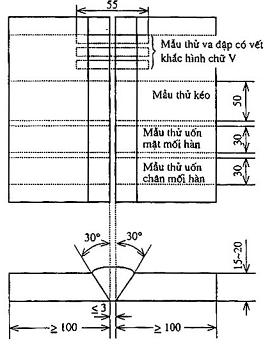
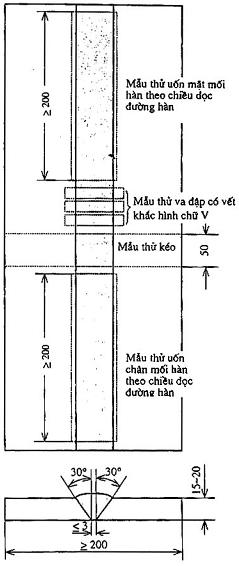
Hình 6/6.2 Vật thử mối hàn giáp mép (đơn vị: mm)
6.2.7. Thử va đập kim loại đắp
1. Mẫu thử va đập kim loại đắp phải là loại U4 được đưa ra ở Bảng 7-A/2.5 của TCVN 6259-7A:2003 "Vật liệu" và gồm một bộ 3 mẫu được cắt ra từ mỗi vật thử kim loại đắp. Mẫu thử phải được cắt sao cho tâm dọc của nó vuông góc với đường hàn và nó nằm ở giữa chiều dày tấm kim loại vật thử như chỉ ra ở Hình 6/6.4.
2. Vết khắc chữ V phải được khắc ở mặt mẫu thử tại tâm của mối hàn và vuông góc với bề mặt tấm.
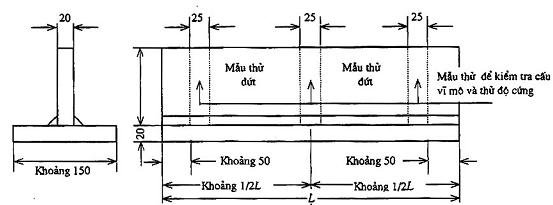
Hình 6/6.3 Vật thử mối hàn góc (đơn vị: mm)
(Chiều dài vật thử L phải đủ để hàn hết chiều dài toàn bộ của que hàn được thử)
Bảng 6/6.5 Yêu cầu thử kéo kim loại đắp
|
Loại que hàn |
Giới hạn bền kéo (N/mm2) |
Giới hạn chảy (nhỏ nhất) (N/mm2) |
Độ dãn dài tương đối (nhỏ nhất) (%) |
|
MW1 MW2 MW3 |
400 ~ 560 |
305 |
22 |
|
MW51 MW52 MW53 MW54 |
490 ~ 660 |
375 |
|
|
MW52Y40 MW53Y40 MW54Y40 |
510 ~ 690 |
400 |
|
|
MWL1 |
400 ~ 560 |
305 |
|
|
MWL2 |
440 ~ 610 |
345 |
|
|
MWL3 |
490 ~ 660 |
375 |
21 |
|
MWL91 |
≥ 590 |
375(1) |
25 |
|
MWL92 |
≥ 660 |
410(1) |
Chú thích:
(1) 0,2% giới hạn chảy quy ước
3. Nhiệt độ thử và năng lượng hấp thụ trong bình tối thiểu phải phù hợp với các yêu cầu được đưa ra ở Bảng 6/6.6 tương ứng với từng loại que hàn.
4. Khi năng lượng hấp thụ của từ hai mẫu thử trở lên nằm trong một bộ mẫu thử có giá trị thấp hơn năng lượng hấp thụ trung bình tối thiểu yêu cầu hoặc năng lượng hấp thụ của bất kỳ một mẫu thử nào thấp hơn 70% giá trị năng lượng hấp thụ trung bình tối thiểu theo yêu cầu thì cuộc thử không đạt yêu cầu.
Hình 6/6.4 Vị trí của mẫu thử va đập
(Đơn vị: mm, t: chiều dày tấm kim loại được thử)
6.2.8. Thử kéo mối hàn giáp mép
1. Mẫu thử kéo mối hàn giáp mép phải là loại U2A hoặc U2B được đưa ra ở Bảng 6/3.1 và phải được cắt ra từ mỗi vật thử.
2. Độ bền kéo của mẫu thử kéo phải thỏa mãn các yêu cầu đưa ra ở Bảng 6/6.7.
6.2.9. Thử uốn mối hàn giáp mép
1. Các mẫu thử uốn mặt và uốn chân mối hàn phải là loại UB-6 được đưa ra ở Bảng 6/3.2 và phải được cắt ra từ mỗi vật thử. Tuy nhiên đối với loại que hàn có ký hiệu MWL91 và MWL92, các mẫu thử uốn mặt và uốn chân mối hàn phải là loại B-7 được đưa ra ở Bảng 6/3.2 và các mẫu thử đó phải được cắt dọc theo đường hàn từ mỗi vật thử.
Bảng 6/6.6 Những yêu cầu về thử va đập đối với kim loại đắp
|
Loại que hàn |
Nhiệt độ thử (°C) |
Năng lượng hấp thụ trung bình tối thiểu (J) |
|
MW1 |
20 |
47 |
|
MW2 |
0 |
|
|
MW3 |
- 20 |
|
|
MW52 |
0 |
|
|
MW53 |
- 20 |
|
|
MW54 |
- 40 |
|
|
MW52Y40 |
0 |
|
|
MW53Y40 |
- 20 |
|
|
MW54Y40 |
- 40 |
|
|
MWL1 |
- 40 |
34 |
|
MWL2 |
- 60 |
|
|
MWL3 |
- 60 |
|
|
MWL91 |
- 196 |
27 |
|
MWL92 |
- 196 |
2. Các mẫu thử phải có khả năng chịu được thử uốn một góc 120° với chày ép có bán kính bằng 1,5 lần chiều dày mẫu thử mà không có vết nứt dài quá 3,0 mi-li-mét ở bề mặt ngoài cũng như các khuyết tật khác. Đối với que hàn có ký hiệu MWL91 và MWL92, bán kính chày ép phải bằng 2,0 lần chiều dày mẫu thử và góc uốn là 180°.
Bảng 6/6.7 Những yêu cầu thử kéo đối với mối hàn giáp mép
|
Loại que hàn |
Giới hạn bền kéo (tối thiểu) (N/mm2) |
|
MW1, MW2, MW3 |
400 |
|
MW52, MW53, MW54 |
490 |
|
MW52Y40, MW53Y40, MW54Y40 |
510 |
|
MWL1 |
400 |
|
MWL2 |
440 |
|
MWL3 |
490 |
|
MWL91 |
630 |
|
MWL92 |
670 |
6.2.10. Thử độ dai va đập mối hàn giáp mép
1. Các mẫu thử va đập mối hàn giáp mép phải là loại U4 được đưa ra ở Bảng 7-A/2.5 của TCVN 6259-7A:2003 “Vật liệu'' gồm một bộ ba mẫu được cắt ra từ mỗi vật thử. Mẫu thử phải được cắt sao cho trục dọc của nó vuông góc với chiều dài đường hàn và tâm của nó phải trùng với tâm chiều dày của tấm kim loại làm vật thử.
2. Nhiệt độ thử và năng lượng hấp thụ trung bình tối thiểu phải phù hợp với các yêu cầu được đưa ra ở Bảng 6/6.8 tương ứng với từng loại que hàn.
3. Các yêu cầu đã được đưa ra ở mục 6.2.7-2 và 6.2.7-4 cũng phải được áp dụng cho mục 6.2.10 này.
Bảng 6/6.8 Các yêu cầu thử độ dai va đập đối với mối hàn giáp mép
|
Loại que hàn |
Nhiệt độ thử |
Năng lượng hấp thụ trung bình (tối thiểu) (J) |
|
|
Hàn bằng, hàn ngang, hàn trần |
Hàn đứng đi lên, hàn đứng đi xuống |
||
|
MW1 |
20 |
47 |
34 |
|
MW2 |
0 |
||
|
MW3 |
- 20 |
||
|
MW52 |
0 |
||
|
MW53 |
- 20 |
||
|
MW54 |
- 40 |
||
|
MW52Y40 |
0 |
41 |
|
|
MW53Y40 |
- 20 |
||
|
MW54Y40 |
- 40 |
||
|
MWL1 |
- 40 |
27 |
27 |
|
MWL2 |
- 60 |
||
|
MWL3 |
- 60 |
||
|
MWL91 |
- 196 |
||
|
MWL92 |
- 196 |
||
6.2.11. Kiểm tra hàm lượng Hydro
1. Việc kiểm tra hàm lượng Hydro phải được tiến hành bằng phương pháp glyxêrin, phương pháp thủy ngân, phương pháp ghi sắc khí, hoặc các phương pháp khác được Đăng kiểm chấp nhận.
2. Giá trị trung bình của hàm lượng Hydro phải phù hợp với các yêu cầu đưa ra ở Bảng 6/6.9 theo từng phương pháp kiểm tra quy định ở -1 ở trên hoặc các loại hậu tố được bổ sung ở cuối ký hiệu que hàn.
Bảng 6/6.9 Những yêu cầu về hàm lượng Hydrô
|
Ký hiệu |
Yêu cầu về lượng Hydro (cm3/g) |
||
|
Phương pháp glyxêrin |
Phương pháp thủy ngân (1) |
Phương pháp ghi sắc khí (1) |
|
|
H15 |
≤ 0,10 |
≤ 0,15 |
≤ 0,15 |
|
H10 |
≤ 0,05 |
≤ 0,10 |
≤ 0,10 |
Chú thích:
(1) Đăng kiểm có thể chọn những giá trị trung bình của lượng Hydro thấp hơn "0,1 giá trị lớn nhất" làm giá trị quy định theo luật.
6.2.12. Thử để kiểm tra cấu trúc vĩ mô mối hàn góc
1. Các mẫu thử để kiểm tra cấu trúc vĩ mô mối hàn góc có chiều rộng 25 mi-li-mét phải được cắt ra từ vật thử tại 3 vị trí như chỉ ra ở Hình 6/6.3.
2. Việc kiểm tra cấu trúc vĩ mô được tiến hành trên mặt cắt ngang của mối hàn và phải không có các khuyết tật như: mối hàn không ngấu, hàn không thấu hoặc các khuyết tật có hại khác.
6.2.13. Thử độ cứng mối hàn góc
Độ cứng của kim loại mối hàn, vùng bị ảnh hưởng nhiệt và kim loại cơ bản phải được đo tại các vị trí như được chỉ ra ở Hình 6/6.5 đối với từng mẫu (thử để kiểm tra cấu trúc vĩ mô như quy định ở mục 6.2.12. Độ cứng của các vùng kim loại nói trên phải thỏa mãn với các yêu cầu của Đăng kiểm
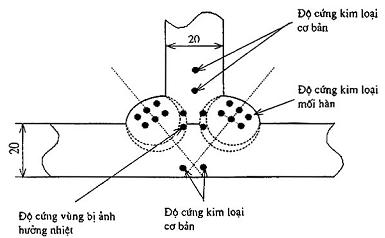
Hình 6/6.5 Thử độ cứng (đơn vị: mm)
6.2.14. Thử đứt mối hàn góc
1. Một trong số các vật thử còn lại sau khi đã cắt lấy các mẫu thử để kiểm tra cấu trúc vĩ mô phải được cắt bỏ mối hàn góc thứ nhất để cho mối hàn góc còn lại dễ bị đứt khi thử, sau đó dùng lực tác động làm cho mối hàn còn lại bị đứt như được chỉ ra ở Hình 6/6.6. Sau khi mối hàn góc còn lại bị đứt, tiến hành kiểm tra bề mặt mối hàn bị đứt. Tiếp theo lấy một vật thử còn lại khác tiến hành cắt bỏ mối hàn góc thứ hai (và thử đứt tương tự như đã tiến hành).
2. Trên bề mặt của tiết diện mối hàn bị đứt không được có dấu hiệu của mối hàn không thấu hoặc có khuyết tật nguy hại khác.
6.2.15. Kiểm tra hàng năm
1. Trong các lần kiểm tra hàng năm việc thử được quy định ở mục -2 và -3 dưới đây phải được tiến hành đối với mỗi loại que hàn đã được Đăng kiểm công nhận và việc thử đó phải thỏa mãn yêu cầu.
2. Các dạng thử, tư thế hàn, đường kính que hàn, v.v..., trong các lần kiểm tra hàng năm đối với que hàn dùng cho hàn bằng tay phải phù hợp với các yêu cầu nêu ra ở Bảng 6/6.10.
3. Các dạng thử, tư thế hàn, đường kính que hàn.v.v. trong các lần kiểm tra hàng năm đối với que hàn dùng cho hàn trọng lực hoặc phương pháp hàn khác nhưng dùng thiết bị hàn tương tự phải phù hợp với các yêu cầu nêu ra ở Bảng 6/6.11.

Hình 6/6.6 Thử đứt
Bảng 6/6.10 Dạng thử trong lần kiểm tra hàng năm
|
Dạng thử |
Vật thử |
Loại và số lượng mẫu thử cắt ra từ một vật thử |
||||
|
Tư thế hàn |
Đường kính que hàn (mm) |
Số lượng |
Kích thước |
Chiều dày (mm) |
||
|
Thử kim loại đắp |
Hàn bằng |
4(1) |
1 |
Hình 6/6.1 |
20 |
Mẫu thử kéo: 1 Mẫu thử va đập: 3 |
|
Lớn hơn 4, tối đa 8 |
1 |
|||||
Chú thích:
(1) Khi xét thấy cần thiết Đăng kiểm có thể yêu cầu thử mối hàn giáp mép ở tư thế hàn bằng, hàn đứng (hàn đứng theo chiều đi lên và đi xuống) đã được đưa ra ở Bảng 6/6.2 ở 6.2.4-1 thay cho thử kim loại mối hàn đối với que hàn có đường kính 4,0 mi-li-mét. Trong trường hợp đó các mẫu thử va đập mối hàn (một bộ ba mẫu thử) phải được chọn để thử.
4. Quy trình hàn và các yêu cầu đối với vật thử để thử theo quy định ở mục -2 và -3 ở trên phải phù hợp với những quy định ở mục 6.2.5 đến 6.2.10.
6.2.16. Thay đổi loại que hàn
1. Khi cần thay đổi loại que hàn đã được Đăng kiểm công nhận có liên quan đến độ bền hoặc tính dẻo của que hàn thì các cuộc thử quy định ở mục -2 hoặc -3 dưới đây phải được tiến hành theo các yêu cầu đã nêu ở mục 6.1.3-6 và que hàn được thử phải đạt được các kết quả thỏa mãn yêu cầu.
Bảng 6/6.11 Dạng thử trong lần kiểm tra hàng năm
|
Dạng thử |
Vật thử |
Loại và số lượng mẫu thử cắt ra từ một vật thử |
||||
|
Tư thế hàn |
Đường kính que hàn (mm) |
Số lượng |
Kích thước |
Chiều dày (mm) |
||
|
Thử kim loại đắp |
Hàn bằng |
≥ 4 |
1 |
Hình 6/6.1 |
20 |
Mẫu thử kéo: 1 Mẫu thử va đập: 3 |
2. Đối với trường hợp thay đổi loại que hàn chỉ liên quan đến độ bền thì việc kiểm tra hàng năm quy định ở mục 6.2.15 và việc thử mối hàn giáp mép nêu ở mục 6.2.4-1 phải được thực hiện.
3. Đối với trường hợp thay đổi loại que hàn chỉ liên quan đến tính dẻo thì việc kiểm tra hàng năm quy định ở mục 6.2.15 và thử va đập mối hàn giáp mép quy định ở mục 6.2.4-1 phải được thực hiện.
6.3. Vật liệu hàn dùng cho hàn tự động thép thường, thép có độ bền cao và thép làm việc ở nhiệt độ thấp
6.3.1. Phạm vi áp dụng
1. Các vật liệu hàn dùng cho hàn tự động thép thường, thép có độ bền cao và thép làm việc ở nhiệt độ thấp được đưa ra ở từ mục (1) đến (3) dưới đây (trong trường hợp dây hàn lõi đơn, từ sau đây trong mục 6.3 được gọi là "vật liệu hàn tự động”), phải được thử để công nhận và kiểm tra hàng năm theo các yêu cầu ở mục 6.3.
(1) Vật liệu hàn tự động hồ quang dưới lớp thuốc;
(2) Vật liệu hàn có khí bảo vệ (vật liệu hàn tự động là dây kim loại thuần nhất và vật liệu có chất gây chảy có khí bảo vệ);
(3) Vật liệu hàn tự động không cần khí bảo vệ (vật liệu hàn tự động là dây kim loại có chất gây chảy không cần khí bảo vệ).
2. Việc thử để công nhận và kiểm tra hàng năm đối với vật liệu hàn tự động là dây hàn lõi kép phải phù hợp với yêu cầu quy định ở 6.1.3-3 và 6.1.5-2.
6.3.2. Loại và ký hiệu của vật liệu hàn tự động
1. Các vật liệu hàn tự động được phân cấp thành các loại như đưa ra ở Bảng 6/6.12.
2. Các vật liệu hàn đã được thử đạt yêu cầu đối với từng phương pháp hàn được đưa ra ở Bảng 6/6.15 sẽ được điền nối tiếp vào cuối ký hiệu loại vật liệu hàn bằng các hậu tố được đưa ta ở Bảng 6/6.13.
3. Trong mục -2 ở trên, hậu tố G sẽ được điền bổ sung vào cuối ký hiệu loại vật liệu hàn đối với vật liệu hàn cần có khí bảo vệ, còn hậu tố N sẽ được điền bổ sung cho vật liệu hàn tự động không có khí bảo vệ. Loại khí được dùng phải là loại đưa ra ở Bảng 6/6.14 cũng sẽ được điền bổ sung vào sau hậu tố G (Ví dụ: AW53TMG(M1)).
6.3.3. Thử công nhận vật liệu hàn tự động
1. Để được công nhận, các vật liệu hàn tự động phải được thử theo quy định ở mục 6.3.4-1 đối với từng loại vật liệu hàn.
2. Đối với vật liệu hàn tự động có khí bảo vệ, việc thử theo yêu cầu nêu ở mục -1 ở trên phải được tiến hành đối với từng loại khí bảo vệ được đưa ra ở Bảng 6/6.14. Trong trường hợp nhà chế tạo vật liệu hàn khuyến nghị dùng các loại khí bảo vệ thuộc nhóm M1, M2, M3 hoặc C nêu trong Bảng 6/6.14 thì việc thử công nhận vật liệu hàn sẽ được tiến hành theo một trong hai cách sau đây:
Bảng 6/6.12 Loại và ký hiệu vật liệu hàn tự động
|
Dùng cho thép thường |
Dùng cho thép có độ bền cao |
Dùng cho thép làm việc ở nhiệt độ thấp |
|
AW1 |
AW51, AW52Y40 |
AWL1, AWL91 |
|
AW2 |
AW52, AW53Y40 |
AWL2, AWL92 |
|
AW3 |
AW53, AW54Y40 |
AWL3 |
|
|
AW54 |
|
Bảng 6/6.13 Ký hiệu kỹ thuật hàn
|
Kỹ thuật hàn |
Ký hiệu |
|
Kỹ thuật hàn nhiều lớp |
M |
|
Kỹ thuật hàn hai lớp |
T |
|
Kỹ thuật hàn hai lớp và nhiều lớp |
TM |
Chú thích:
(1) Kỹ thuật hàn nhiều lớp là quá trình hàn phải đưa que hàn nóng chảy đi qua mối hàn nhiều lần.
(2) Kỹ thuật hàn hai lớp là quá trình hàn phải đưa que hàn nóng chảy đi qua mối hàn một lần ở cả hai mặt.
(1) Khi việc thử công nhận vật liệu hàn được tiến hành theo mục -1 ở trên với một loại khí bảo vệ của một nhóm nào đó thì việc thử đối với các loại khí khác trong cùng nhóm đó được phép miễn.
(2) Trường hợp vật liệu hàn tự động có thể dùng kết hợp với một khí bảo vệ bất kỳ của các nhóm M1, M2 và M3 thì việc thử công nhận theo mục -1 ở trên được phép chỉ giới hạn ở một loại bất kỳ của các nhóm M1, M2 hoặc M2 nếu được Đăng kiểm chấp nhận.
6.3.4. Những điều khoản chung cho việc thử công nhận
1. Các dạng thử, số lượng, chiều dày và kích thước của vật thử, loại và số lượng của các mẫu thử được cắt ra từ mỗi vật thử đối với vật liệu hàn tự động được quy định ở Bảng 6/6.15.
2. Loại thép được dùng làm vật thử phải phù hợp với Bảng 6/6.16.
6.3.5. Thứ tự hàn vật thử
1. Các vật thử kim loại mối hàn được hàn bằng phương pháp hàn nhiều lớp (Hình 6/6.7)
(1) Các vật thử phải được hàn ở tư thế hàn bằng với kỹ thuật hàn nhiều lớp trong điều kiện thực tế bình thường. Điểm xuất phát hàn mỗi lớp phải được thay đổi từ mỗi mép tấm kim loại làm vật thử và chiều dày của mỗi lớp hàn không được nhỏ hơn đường kính dây hàn hoặc 4 mi-li-mét lấy giá trị nào lớn hơn đối với các vật liệu hàn dùng cho hàn hồ quang tự động dưới thuốc. Đối với vật liệu hàn dùng trong hàn tự động có khí bảo vệ và không có khí bảo vệ, chiều dày mỗi lớp hàn không được nhỏ hơn 3 mi-li-mét.
(2) Sau khi hàn xong mỗi lớp, vật thử phải được để trong không khí yên tĩnh cho đến khi nó nguội xuống dưới 250 °C nhưng không thấp hơn 100°C, nhiệt độ được đo tại tâm bề mặt đường hàn.
Bảng 6/6.14 Loại khí bảo vệ
|
Nhóm |
Loại |
Thành phần khí (V, %) |
|||
|
CO2 |
O2 |
H2 |
Ar |
||
|
M1 |
M1-1 |
1 ~ 5 |
|
1 ~ 5 |
Còn lại |
|
M1-2 |
1 ~ 5 |
— |
— |
Còn lại |
|
|
M1-3 |
— |
1 ~ 3 |
— |
Còn lại |
|
|
M1-4 |
1 ~ 5 |
1 ~ 3 |
— |
Còn lại |
|
|
M2 |
M2-1 |
6 ~ 25 |
— |
— |
Còn lại |
|
M2-2 |
— |
4 ~ 10 |
— |
Còn lại |
|
|
M2-3 |
6 ~ 25 |
1 ~ 8 |
— |
Còn lại |
|
|
M3 |
M3-1 |
26 ~ 50 |
— |
— |
Còn lại |
|
M3-2 |
— |
11 ~ 15 |
— |
Còn lại |
|
|
M3-3 |
6 ~ 50 |
9 ~ 15 |
— |
Còn lại |
|
|
I |
I-1 |
— |
— |
— |
100 |
|
C |
C-1 |
100 |
— |
— |
— |
|
C-2 |
Còn lại |
1 ~ 30 |
— |
— |
|
|
E |
E-1 |
Không kể thành phần ở trên |
|||
Bảng 6/6.15 Các dạng thử đối với vật liệu hàn tự động
|
Kỹ thuật hàn |
Dạng thử (8) |
Loại vật liệu hàn |
Vật thử |
Loại và số mẫu thử được cắt ra từ vật thử |
|||
|
Số lượng |
Kích thước |
Chiều dày(3) (mm) |
|||||
|
Hàn nhiều lớp |
Thử kim loại đắp |
AW1, AWL1 AW2, AWL2 AW3, AWL3 AW51, AWL91 AW52, AWL92 AW53, AW54, AW52Y40 AW53Y40 AW54Y40 |
1 |
Hình 6/6.7 |
20 |
Mẫu thử kéo: 2 Mẫu thử va đập : 3 |
|
|
Thử mối hàn giáp mép |
1(4) |
Hình 6/6.8 |
20 ~ 25 |
Mẫu thử kéo : 2(4) Mẫu thử uốn mặt mối hàn: 2(4)(6) Mẫu thử uốn chân mối hàn: 2(4)(6) Mẫu thử va đập: 3 |
|||
|
Hàn hai lớp |
Thử mối hàn giáp mép |
Hàn hồ quang dưới lớp thuốc |
AW1 AW51 |
1 |
Hình 6/6.9 |
12 ~ 15 |
Mẫu thử kéo: 2 Mẫu thử kéo dọc mối hàn: 1(5) Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử độ dai va đập: 3 |
|
1 |
20 ~ 25 |
||||||
|
AW2, AW52Y40 AW3, AW53Y40 AW52, AW54Y40 AW53 AW54 |
1 |
20 ~ 25 |
|||||
|
1 |
30 ~ 35 |
||||||
|
Hàn hồ quang có và không có khí bảo vệ |
AW1, AW2 AW3 AW51, AW52 W53, AW54 AW52Y40 AW53Y40 AW54Y40 |
1 |
12 ~ 15(1) |
Mẫu thử kéo: 2 Mẫu thử kéo dọc mối hàn: 1(5) Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử va đập: 3 |
|||
|
20(2)
|
|||||||
|
1 |
20 ~ 25(1) |
||||||
|
30 ~ 35(2) |
|||||||
|
Hàn hai lớp |
Thử mối hàn giáp mép |
AWL1 AWL2 AWL3 AWL91 AWL92 |
1 |
Hình 6/6.9 |
12 ~ 15 |
Mẫu thử kéo: 2 Mẫu thử kéo dọc mối hàn: 1(5) Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử va đập: 3 |
|
|
1 |
20 ~ 25 |
||||||
|
Hàn hai lớp và nhiều lớp |
Thử kim loại đắp |
AW1, AWL1 AW2, AWL2 AW3, AWL3 AW51, AWL91 AW52, AWL92 AW53 AW54 AW52Y40 AW53Y40 AW54Y40 |
(7) |
||||
|
Thử mối hàn giáp mép |
|||||||
Chú thích:
(1) Chiều dày vật thử khi chiều dày tấm kim loại lớn nhất được áp dụng trong thực tế không lớn hơn 25 mi-li-mét.
(2) Chiều dày của vật thử trong trường hợp chiều dày lớn nhất của tấm kim loại được áp dụng lớn hơn 25 mi-li-mét.
(2) Trường hợp chiều dày bị hạn chế do phương pháp hàn, thì chiều dày của vật thử có thể được thay đổi theo sự đồng ý của Đăng kiểm. Trong trường hợp đó chiều dày thử lớn nhất được lấy làm chiều dày lớn nhất được áp dụng trong thực tế.
(4) Số lượng vật thử mối hàn giáp mép với kỹ thuật hàn nhiều lớp có khí bảo vệ và không có khí bảo vệ phải là một cho mỗi tư thế hàn. Tuy nhiên khi có từ hai tư thế hàn trở lên thì số mẫu thử kéo và số mẫu thử uốn được cắt ra từ các vật thử đối với mỗi tư thế hàn có thể bằng 1/2 số lượng quy định.
(5) Các mẫu thử phải được cắt ra từ vật thử có chiều dày lớn hơn trong số hai vật thử.
(6) Số lượng mẫu thử uốn mặt và uốn chân mối hàn được cắt ra từ các vật thử mối hàn giáp mép với loại vật liệu hàn có ký hiệu AWL91 và AWL92 phải là một mẫu cho mỗi vật thử.
(7) Việc thử đối với vật liệu hàn dùng cho cả hai phương pháp hàn nhiều lớp và hai lớp phải được tiến hành cho từng phương pháp hàn tương ứng theo từng loại vật liệu hàn, đồng thời số lượng, kích thước và chiều dày của vật thử cũng phải phù hợp với từng loại vật liệu hàn. Số lượng các mẫu thử được cắt ra từ mỗi vật thử cũng phải phù hợp với từng phương pháp hàn. Tuy nhiên số lượng mẫu thử kéo trong thử kim loại mối hàn giáp mép được hàn theo kỹ thuật hàn nhiều lớp phải là một mẫu.
(8) Việc thử Hydro có thể được áp dụng nếu nhà chế tạo yêu cầu.
2. Vật thử mối hàn giáp mép với kỹ thuật hàn nhiều lớp (Hình 6/6.8)
(1) Mặt trên của vật thử phải được hàn theo phương pháp hàn nhiều lớp ở tư thế hàn bằng theo quy trình hàn yêu cầu ở mục -1 ở trên. Tuy nhiên đối với vật liệu hàn tự động có và không có khí bảo vệ, tư thế hàn vật thử phải theo quy định của nhà chế tạo vật liệu hàn.
(2) Sau khi hàn xong mặt trên, tiến hành hàn bịt mặt dưới đường hàn của vật thử. Khi đó mặt sau phải được dũi sạch các tạp chất và khuyết tật cho đến tận kim loại mối hàn trước khi hàn mặt sau.
Bảng 6/6.16 Cấp thép làm vật thử
|
Loại vật liệu hàn |
Cấp thép dùng làm vật thử (1)(2) |
|
AW1 |
A |
|
AW2 |
A, B hoặc D |
|
AW3 |
A, KB, D hoặc E |
|
AW51 |
A32, A36 |
|
AW52 |
A32, A36, D32 hoặc D36 |
|
AW53 |
A32, A36, D32, D36, E32 hoặc E36 |
|
AW54 |
A32, A36, D32, D36, E32, E36, F32 hoặc F36 |
|
AW52Y40 |
A40 hoặc D40 |
|
AW53Y40 |
A40, D40, hoặc E40 |
|
AW54Y40 |
A40, D40, E40 hoặc F40 |
|
AWL1 |
E hoặc L24A |
|
AWL2 |
E, L24A, L24B, L27 hoặc L33 |
|
AWL3 |
L27, L33 hoặc L37 |
|
AWL91 |
L9N53 hoặc L9N60 |
|
AWL92 |
L9N53 hoặc L9N60 |
Chú thích:
(1) Mặc dù những yêu cầu của Bảng này, thép thường hoặc thép có độ bền cao đều có thể dùng làm vật thử kim loại mối hàn. Trong trường hợp đó, vật thử đối với vật liệu hàn có ký hiệu AWL91 và AWL92 phải tiến hành hàn đắp từng lớp mỏng một cách thích hợp.
(2) Độ bền kéo của thép có độ bền cao loại: A32, D32, E32 và F32 dùng làm vật thử mối hàn giáp mép phải lớn hơn 490 N/mm2.
3. Vật thử mối hàn giáp mép với kỹ thuật hàn hai lớp (Hình 6/6.9)
(1) Đường kính lớn nhất của dây hàn và việc chuẩn bị mép hàn phải phù hợp với Hình 6/6.10 nhưng có thể cho phép sai khác nào đó nếu được Đăng kiểm chấp nhận.
(2) Vật thử phải được hàn theo điều kiện thực tế ở tư thế hàn đứng đi xuống bằng kỹ thuật hàn hai lớp. Mỗi lớp hàn phải được bắt đầu lần lượt từ mỗi mép tấm kim loại làm vật thử.
(3) Sau khi hàn xong lớp thứ nhất, vật thử phải được để trong không khí yên tĩnh cho đến khi nó nguội đến 100 °C hoặc thấp hơn, nhiệt độ đo được tâm bề mặt đường hàn.
4. Sau khi hàn xong không được phép tiến hành bất cứ một biện pháp nhiệt luyện nào đối với vật thử.
5. Vật thử sau khi hàn xong có thể tiến hành kiểm tra bằng phương pháp chụp phim mối hàn trước khi cắt lấy mẫu thử.
6.3.6. Thử kéo kim loại đắp theo kỹ thuật hàn nhiều lớp
1. Các màu thử kéo phải là loại U1A được đưa ra ở Bảng 6/3.1 và mỗi vật thử phải lấy ra hai mẫu thử. Khi cắt lấy mẫu thử phải chú ý để đảm bảo được rằng đường tâm dọc của mẫu thử phải trùng với đường tâm của mối hàn và ở giữa chiều dày của tấm kim loại vật thử.
2. Giới hạn bền kéo, giới hạn chảy và độ dãn dài tương đối của kim loại đắp nhận được trong khi thử phải thỏa mãn các yêu cầu được quy định ở Bảng 6/6.17 cho từng loại vật liệu hàn tương ứng. Tuy nhiên các loại vật liệu hàn có độ bền kéo nhận được khi thử lớn hơn giới hạn trên được yêu cầu ở Bảng 6/6.17 có thể coi là thử đạt yêu cầu sau khi xem xét cụ thể các tính chất cơ học khác của kim loại mối hàn cũng như thành phần hóa học của nó.

Hình 6/6.7. Vật thử kim loại đắp với kỹ thuật hàn nhiều lớp (đơn vị: mm)
3. Các yêu cầu đã nêu ở mục 6.2.6-2 ở trên cũng phải được áp dụng cho mục 6.3.6 này.
6.3.7. Thử va đập kim loại đắp được hàn bằng kỹ thuật hàn nhiều lớp
1. Các mẫu thử va đập phải là loại U4 đã đưa ra ở Bảng 7-A/2.5 của TCVN 6259-7A:2003 và là một bộ ba mẫu được cắt ra từ mỗi vật thử, chiều dọc của mẫu thử phải vuông góc với đường hàn và tâm của mẫu thử phải trùng với vị trí 1/2 chiều dày của tấm kim loại vật thử đã đưa ra ở Hình 6/6.4 của mục 6.2.7.
2. Nhiệt độ thử và năng lượng hấp thụ trung bình tối thiểu phải thỏa mãn các yêu cầu của Bảng 6/6.18 theo từng loại vật liệu hàn tương ứng.
3. Các yêu cầu đã nêu ở mục 6.2.7-2 và 6.2.7-4 ở trên cũng phải được áp dụng cho mục 6.3.7 này.
6.3.. Thử kéo mối hàn giáp mép được hàn bằng kỹ thuật hàn nhiều lớp
1. Các mẫu thử kéo phải là loại U2A hoặc U2B đã đưa ra ở Bảng 6/3.1 và hai mẫu thử phải được cắt ra từ mỗi vật thử.
2. Độ bền kéo nhận được trong quá trình thử phải thỏa mãn yêu cầu của Bảng 6/6.19 theo từng loại vật liệu hàn tự động tương ứng.
6.3.9. Thử uốn mối hàn giáp mép được hàn bằng kỹ thuật hàn nhiều lớp
1. Các mẫu thử uốn mặt và uốn chân mối hàn giáp mép được hàn bằng kỹ thuật hàn nhiều lớp phải là loại UB-6 đã đưa ra ở Bảng 6/3.2 và hai mẫu thử phải được cắt ra từ mỗi vật thử. Đối với vật liệu hàn tự động có ký hiệu AWL91 hoặc AWL92, mẫu thử uốn mặt và uốn chân mối hàn phải là loại B-7 đã đưa ra ở Bảng 6/3.2 và các mẫu thử phải được cắt dọc theo đường hàn từ mỗi vật thử.
2. Các mẫu thử uốn phải được uốn phía mặt mối hàn và uốn phía chân mối hàn bằng một chày ép có bán kính bằng 1,5 lần chiều dày tấm kim loại làm vật thử và với góc uốn lớn hơn 120°, trên bề mặt ngoài tại chỗ bị uốn của mẫu thử không được xuất hiện các vết nứt dài quá 3,0 mi-li-mét hoặc bất kỳ một khuyết tật nào khác. Đối với vật liệu hàn tự động có ký hiệu AWL92, bán kính trong của phần mẫu thử bị uốn phải bằng 2,0 lần chiều dày tấm kim loại vật thử và góc uốn tương ứng phải là 180°.
|
|
|
|
(a) Đối với loại vật liệu khác với (b) |
(b) Đối với loại AWL91 hoặc AWL92 |

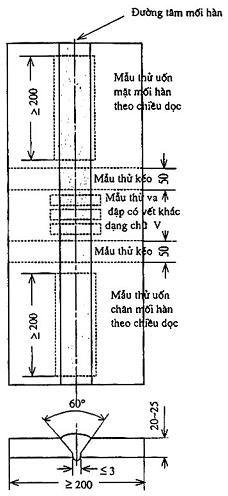
Hình 6/6.8 Vật thử mối hàn giáp mép với kỹ thuật hàn nhiều lớp (đơn vị: mm)
|
|
|
|
(a) Đối với loại vật liệu khác với (b) |
(b) Đối với loại AWL91 hoặc AWL92 |
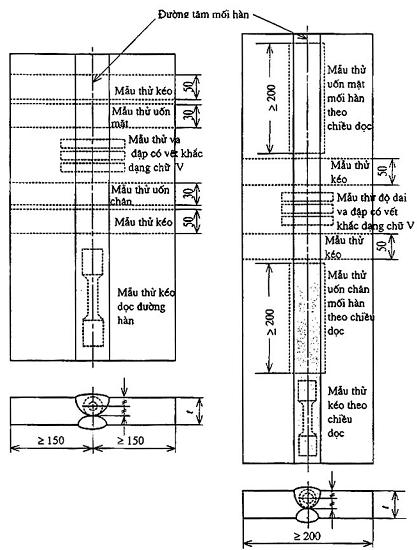
Hình 6/6.9 Vật thử mối hàn giáp
mép với kỹ thuật hàn hai lớp
(đơn
vị: mm,
t: chiều
dày tấm kim loại)
(a) Vật liệu hàn hồ quang dưới thuốc
|
Chiều dày vật thử |
Chuẩn bị mép hàn |
Đường kính lớn nhất của dây hàn |
|
12 ~ 15 |
|
5 |
|
20 ~ 25 |
|
6 |
|
30 ~ 35 |
|
7 |

Chú thích:
Khe hở chân mép hàn không được lớn hơn 1,0 mi-li-mét.
(b) Vật liệu hàn có khí bảo vệ và không có khí bảo vệ
|
Chiều dày vật thử |
Chuẩn bị mép hàn |
Đường kính lớn nhất của dây hàn |
|
12 ~ 15 |
|
Đường kính lớn nhất của dây hàn phải được nhà chế tạo vật liệu hàn cho trước |
|
20 ~ 25 |
|
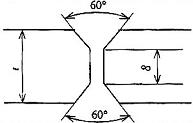
Chú thích:
Đối với vật thử dùng thép tấm có chiều dày lớn hơn 25 mm, việc chuẩn bị mép hàn phải được nhà chế tạo vật liệu hàn quy định cụ thể.
Hình 6/6.10 Việc chuẩn bị mép hàn cho các vật thử mối hàn giáp mép với kỹ thuật hàn hai lớp (đơn vi: mm, t: chiều dày tấm kim loại)
Bảng 6/6.17 Những yêu cầu thử kéo đối với kim loại đắp
|
Loại vật liệu hàn |
Giới hạn bền kéo (N/mm2) |
Giới hạn chảy nhỏ nhất (N/mm2) |
Độ dãn dài tương đối nhỏ nhất (%) |
|
AW1 AW2 AW3 |
400~560 |
305 |
22 |
|
AW51 AW52 AW53 AW54 |
490~660 |
375 |
|
|
AW52Y40 AW53Y40 AW54Y40 |
510~690 |
400 |
|
|
AWL1 |
400~560 |
305 |
|
|
AWL2 |
440~610 |
345 |
|
|
AWL3 |
490~660 |
375 |
21 |
|
AWL91 |
≥ 590 |
375(1) |
25 |
|
AWL92 |
≥ 660 |
410(1) |
Chú thích:
(1) 0,2% giới hạn chảy quy ước.
Bảng 6/6.18 Những yêu cầu thử va đập đối với kim loại đắp
|
Loại vật liệu hàn |
Nhiệt độ thử (oC) |
Năng lượng hấp thụ trung bình (nhỏ nhất) (J) |
|
AW1 |
20 |
34 |
|
AW2 |
0 |
|
|
AW3 |
- 20 |
|
|
AW51 |
20 |
|
|
AW52 |
0 |
|
|
AW53 |
- 20 |
|
|
AW54 |
- 40 |
|
|
AW52Y40 |
0 |
41 |
|
A53Y40 |
- 20 |
|
|
AW54Y40 |
- 40 |
|
|
AWL1 |
- 40 |
27 |
|
AWL2 |
-60 |
|
|
AWL3 |
- 60 |
|
|
AWL91 |
- 196 |
|
|
AWL92 |
- 196 |
6.3.10. Thử va đập mối hàn giáp mép được hàn bằng kỹ thuật hàn nhiều lớp
1 Các mẫu thử va đập phải là loại U4 đã đưa ra ở Bảng 7-A/2.5 của TCVN 6259-7A:2003 “Vật liệu'' và gồm một bộ ba mẫu được cắt ra từ mỗi vật thử, chiều dọc của mẫu thử phải vuông góc với đường hàn và đường tâm của mẫu thử phải trùng với vị trí 1/2 chiều dày của vật thử như đã chỉ ra ở Hình 6/6.4 của mục 6.2.7.
2. Nhiệt độ thử và năng lượng hấp thụ trung bình tối thiểu phải phù hợp với những yêu cầu của Bảng 6/6.18 theo từng loại vật liệu hàn tự động tương ứng.
3. Những yêu cầu ở mục 6.2.7-2 và 6.2.7-4 cũng phải được áp dụng cho mục 6.3.10 này.
Bảng 6/6.19 Những yêu cầu thử kéo đối với mối hàn giáp mép
|
Loại vật liệu hàn |
Giới hạn bền kéo nhỏ nhất (N/mm2) |
|
AW1, AW2, AW3 |
400 |
|
AW51, AW52,AW53, AW54 |
490 |
|
AW52Y40, AW53Y40, AW54Y40 |
510 |
|
AWL1 |
400 |
|
AWL2 |
440 |
|
AWL3 |
490 |
|
AWL91 |
630 |
|
AWL92 |
670 |
6.3.11. Thử kéo mối hàn giáp mép được hàn bằng kỹ thuật hàn hai lớp
1. Các mẫu thử kéo phải là loại U2A hoặc U2B đã đưa ra ở Bảng 6/3.1 và hai mẫu thử phải được cắt ra từ mỗi vật thử.
2. Độ bền kéo nhận được khi thử phải phù hợp với các yêu cầu của Bảng 6/6.19 theo từng loại vật liệu hàn tương ứng.
3. Trường hợp vật liệu hàn tự động chỉ dùng cho kỹ thuật hàn hai lớp thì một mẫu thử kéo theo chiều dọc đường hàn loại U1A đã đưa ra ở Bảng 6/3.1 phải được cắt ra và gia công bằng máy từ vật thử có chiều dày lớn hơn sao cho đường dọc tâm của mẫu thử phải trùng với tâm của mối hàn và cách bề mặt tấm kim loại vật thử phía hàn lớp thứ hai là 7,0 mi-li-mét.
4. Mẫu thử quy định ở mục -3 ở trên có thể được để ở nơi có nhiệt độ không quá 250°C trong thời gian không quá 16 giờ để khử Hydro trước khi thử.
5. Những yêu cầu đối với thử kéo nêu ở mục -3 và -4 được quy định ở Bảng 6/6.17 theo từng loại vật liệu hàn tương ứng. Trường hợp giới hạn trên của độ bền kéo vượt quá giá trị tiêu chuẩn thì Đăng kiểm sẽ có những xem xét đặc biệt để công nhận vật liệu hàn dựa trên những tính chất cơ học khác nhận được từ kết quả thử và các thành phần hóa học của kim loại mối hàn
6.3.12. Thử uốn mối hàn giáp mép được hàn bằng kỹ thuật hàn hai lớp
1. Các mẫu thử uốn mặt và uốn chân mối hàn phải là loại UB-6 đã đưa ra ở Bảng 6/3.2 và các mẫu thử phải được cắt ra từ mỗi vật thử. Đối với vật liệu hàn tự động có ký hiệu AWL91 hoặc AWL92, các mẫu thử uốn mặt và uốn chân mối hàn phải là loại B-7 và các mẫu thử phải được cắt dọc theo đường hàn từ mỗi vật thử.
2. Các yêu cầu đã đưa ra ở mục 6.3.9-2 cũng phải được áp dụng cho mục 6.3.12 này.
6.3.13. Thử độ dai va đập mối hàn giáp mép được hàn bằng kỹ thuật hàn hai lớp
1. Các mẫu thử độ dai va đập phải là loại U4 đã được đưa ra ở Bảng 7-A/2.5 và gồm một bộ ba mẫu được cắt ra từ mỗi vật thử sao cho chiều dọc của mẫu thử phải vuông góc với đường hàn và đường tâm của mẫu thử phải trùng với vị trí nằm cách bề mặt tấm kim loại vật thử phía hàn lớp thứ hai khoảng 7 mi-li-mét như chỉ ra ở Hình 6/6.11.
2. Nhiệt độ thử và năng lượng hấp thụ trung bình tối thiểu phải thỏa mãn các yêu cầu của Bảng 6/6.18 theo từng loại vật liệu hàn tự động tương ứng.
3. Những yêu cầu ở mục 6.2.7-2 và 6.2.7-4 cũng phải được áp dụng cho mục 6.3.13 này.
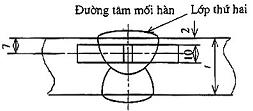
Hình 6/6.11 Vị trí của mẫu thử va đập mối hàn giáp mép được hàn bằng kỹ thuật hàn hai lớp (đơn vị: mm, t: chiều dày tấm kim loại)
6.3.14. Kiểm tra hàm lượng Hydro
Việc kiểm tra hàm lượng Hydro phải tuân theo các các yêu cầu quy định trong 6.2.11.
6.3.15. Kiểm tra hàng năm
1. Trong các lần kiểm tra hàng năm, việc thử theo quy định ở mục -2 dưới đây phải được tiến hành với từng loại vật liệu hàn đã được Đăng kiểm công nhận, và các vật liệu hàn đó phải thỏa mãn các yêu cầu tương ứng.
2. Các dạng thử, số lượng vật thử, số lượng mẫu thử, v.v..,, trong mỗi lần kiểm tra hàng năm phải phù hợp với các yêu cầu được đưa ra ở Bảng 6/6.20.
3. Quy trình hàn và các yêu cầu đối với các vật thử được quy định ở mục -2 trên phải thỏa mãn các quy định ở các mục từ 6.3.5 đến 6.3.13.
6.3.16. Thay đổi loại vật liệu hàn tự động
1. Trường hợp cần phải thay đổi loại vật liệu hàn tự động liên quan đến độ bền và tính dẻo của vật liệu hàn đã được Đăng kiểm công nhận thì việc thử theo quy định ở mục -2, -3 hoặc -4 dưới đây phải được tiến hành theo các yêu cầu đã được đưa ra ở mục 6.1.3-6 và vật liệu hàn đó phải đạt được kết quả thử thỏa mãn.
2. Việc thay đổi loại vật liệu hàn liên quan đến độ bền và tính dẻo của vật liệu hàn dùng cho hàn tự động nhiều lớp phải theo yêu cầu của mục (1) và (2) dưới đây.
(1) Đối với việc thay đổi loại vật liệu hàn liên quan đến độ bền, việc thử mối hàn giáp mép được quy định trong lần kiểm tra hàng năm nêu ra ở mục 6.3.15 và các yêu cầu của mục 6.3.4-1 phải được thực hiện.
(2) Đối với việc thay đổi loại vật liệu hàn liên quan đến tính dẻo, việc thử va đập mối hàn giáp mép được quy định trong lần kiểm tra hàng năm được nêu ra ở mục 6.3.15 và được quy định ở các yêu cầu của mục 6.3.4-1 phải được thực hiện.
3. Việc thay đổi loại vật liệu hàn có liên quan đến độ bền và tính dẻo của vật liệu hàn tự động dùng cho hàn hai lớp phải theo các yêu cầu của mục (1) và (2) dưới đây.
(1) Đối với việc thay đổi loại vật liệu hàn liên quan đến độ bền, tất cả việc thử quy định ở mục 6.3.4-1 phải được thực hiện.
(2) Đối với việc thay đổi loại vật liệu hàn liên quan đến tính dẻo. Việc thử va đập mối hàn giáp mép quy định trong lần kiểm tra hàng năm của mục 6.3.15 và ở Bảng 6/6.15 của mục 6.3.4-1 đối với vật thử có chiều dày lớn nhất phải được thực hiện.
4. Việc thay đổi loại vật liệu hàn liên quan đến độ bền hoặc tính dẻo của vật liệu hàn dùng cho cả hàn nhiều lớp và hai lớp phải theo quy định ở mục -2 hoặc -3 ở trên.
Bảng 6/6.20 Các dạng thử khi kiểm tra hàng năm
|
Loại vật liệu hàn |
Kỹ thuật hàn |
Dạng thử |
Vật thử |
Loại và số mẫu thử được cắt ra từ vật thử |
|||
|
Số lượng |
Kích thước |
Chiều dày (mm) |
|||||
|
AW1 AW2 AW3 AW51 AW52 AW53 AW54 AW52Y40 AW53Y40 AW54Y40 AWL1 AWL2 AWL3 AWL91 AWL92 |
Hàn nhiều lớp |
Thử kim loại đắp |
1 |
Hình 6/6.7 |
20 |
Mẫu thử kéo: 2 Mẫu thử độ dai va đập: 3 |
|
|
Hàn hai lớp |
Thử mối hàn giáp mép |
Hàn hồ quang dưới thuốc |
1 |
Hình 6/6.9 |
20 |
Mẫu thử kéo: 1 Mẫu thử kéo dọc đường hàn: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử độ dai va đập: 3 |
|
|
Hàn có khí bảo vệ và không có khí bảo vệ |
1 |
20 ~ 25 |
Mẫu thử kéo: 1 Mẫu thử kéo dọc đường hàn: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử độ dai va đập: 3 |
||||
|
Hàn nhiều lớp và hàn hai lớp |
Thử kim loại đắp |
1 |
Hình 6/6.7 |
20 |
Mẫu thử kéo: 1 Mẫu thử độ dai va đập: 3 |
||
|
Thử mối hàn giáp mép(1) |
Hàn hồ quang dưới thuốc |
1 |
Hình 6/6.9 |
20 |
Mẫu thử kéo: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử độ dai va đập: 3 |
||
|
Hàn hồ quang có khí bảo vệ và không có khí bảo vệ |
1 |
20 ~ 25 |
Mẫu thử kéo: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử độ dai va đập: 3 |
||||
Chú thích:
(1) Việc thử mối hàn giáp mép với kỹ thuật hàn nhiều lớp và hai lớp phải được tiến hành theo phương pháp hàn hai lớp.
6.4. Vật liệu hàn dùng cho hàn bán tự động thép thường, thép có độ bền cao và thép làm việc ở nhiệt độ thấp
6.4.1. Phạm vi áp dụng
Dây hàn dùng cho hàn bán tự động thép thường, thép có độ bền cao và thép làm việc ở nhiệt độ thấp (từ đây về sau gọi là vật liệu hàn bán tự động) phải được thử để công nhận và kiểm tra hàng năm theo các yêu cầu ở mục 6.4.
6.4.2. Loại và ký hiệu vật liệu hàn bán tự động
1. Vật liệu hàn bán tự động được phân thành các loại như được đưa ra ở Bảng 6/6.21.
2. Hậu tố G sẽ được điền bổ sung vào ký hiệu vật liệu hàn bán tự động sử dụng khi hàn có khí bảo vệ và hậu tố N sẽ được điền bổ sung vào ký hiệu loại vật liệu hàn bán tự động sử dụng khi hàn không có khí bảo vệ. Loại khí bảo vệ được dùng khi hàn phải là loại được quy định ở Bảng 6/6.14 của mục 6.3.2-3 và hậu tố chỉ nhóm khí được đưa ra ở Bảng 6/6.14 cũng sẽ được bổ sung vào sau hậu tố G (ví dụ: SW53G(M1)).
Bảng 6/6.21 Ký hiệu và loại vật liệu hàn bán tự động
|
Dùng cho thép thường |
Dùng cho thép có độ bền cao |
Dùng cho thép làm việc ở nhiệt độ thấp |
|
SW1 |
SW51, SW52Y40 |
SWL1, SWL91 |
|
SW2 |
SW52, SW53Y40 |
SWL2, SWL92 |
|
SW3 |
SW53, SW54Y40 |
SWL3 |
|
|
SW54 |
|
6.4.3. Thử công nhận vật liệu hàn bán tự động
1. Để công nhận vật liệu hàn bán tự động, việc thử theo quy định ở 6.4.4-1 phải được thực hiện với từng vật liệu hàn bán tự động.
2. Đối với vật liệu hàn bán tự động dùng trong hàn có khí bảo vệ, việc thử theo quy định ở mục -1 nói trên phải được tiến hành đối với từng loại khí bảo vệ được đưa ra ở Bảng 6/6.14. Mặc dù vậy khi nhà chế tạo vật liệu hàn bán tự động khuyến nghị dùng khí bảo vệ thuộc nhóm M1, M2, M3 hoặc C ở Bảng 6/6.14 thì việc thử để công nhận vật liệu hàn phải được tiến hành theo một trong hai quy trình sau:
(1) Khi việc thử công nhận ở mục -1 nói trên được tiến hành với một loại khí của một nhóm nào đó thì việc thử với khí khác của nhóm đó được miễn.
(2) Trường hợp vật liệu hàn được quy định có thể dùng cho loại bất kỳ của các nhóm M1, M2 hoặc M3 thì việc thử công nhận vật liệu hàn theo quy định ở mục -1 nói trên được phép chỉ giới hạn ở một loại khí bất kỳ của nhóm M1, M2 hoặc M3 theo sự chấp thuận của Đăng kiểm.
6.4.4. Những điều khoản chung đối với việc thử
1. Các dạng thử, số lượng, chiều dày và kích thước vật thử, đường kính dây hàn, loại và số lượng các mẫu thử được cắt ra từ mỗi vật thử và các tư thế hàn đối với vật liệu hàn bán tự động dùng cho mối hàn giáp mép hoặc dùng cho cả mối hàn giáp mép và mối hàn góc phải phù hợp với Bảng 6/6.22.
2. Những yêu cầu ở mục 6.2.4-2 cũng phải được áp dụng cho vật liệu hàn bán tự động dùng cho mối hàn góc.
3. Thép tấm dùng để làm vật thử phải phù hợp với Bảng 6/6.23 tương ứng với từng loại vật liệu hàn bán tự động.
6.4.5. Trình tự hàn vật thử
1. Vật thử kim loại mối hàn (Hình 6/6.1)
(1) Vật thử phải được hàn ở tư thế hàn bằng theo quy trình hàn do nhà chế tạo vật liệu hàn khuyến nghị và chiều dày mỗi lớp kim loại mối hàn phải nằm trong phạm vi từ 2 mi-li-mét đến 6 mi-li-mét.
(2) Sau khi hàn xong mỗi lớp, vật thử phải được để trong không khí yên tĩnh cho đến khi nó nguội đến dưới 250 oC nhưng không thấp hơn 100 oC, nhiệt độ được đo tại tâm bề mặt đường hàn.
2. Vật thử mối hàn giáp mép (Hình 6/6.2)
(1) Các vật thử phải được hàn ở mỗi tư thế hàn theo khuyến nghị của nhà chế tạo (hàn bằng, hàn ngang, hàn đứng theo chiều đi lên, hàn đứng theo chiều đi xuống và hàn trần).
(2) Sau khi hàn xong mỗi lớp, vật thử phải được để trong không khí yên tĩnh cho đến khi nó nguội đến dưới 250 °C nhưng không thấp hơn 100 oC, nhiệt độ được đo tại tâm bề mặt đường hàn.
3. Vật thử mối hàn góc (Hình 6/6.3)
Các vật thử mối hàn góc phải phù hợp với các yêu cầu đã nêu ở mục 6.2.5-4.
4. Sau khi hàn xong, các vật thử không được qua bất kỳ một phương pháp xử lý nhiệt nào.
5. Các vật thử đã được hàn xong phải được kiểm tra bằng phương pháp chụp phim mối hàn trước khi tiến hành cắt lấy mẫu thử.
Bảng 6/6.22 Các dạng thử đối với vật liệu hàn bán tự động
|
Dạng thử(6) |
Vật thử |
Loại và số mẫu thử được cắt ra từ một vật thử |
||||
|
Tư thế hàn |
Đường kính dây hàn (mm) |
Số lượng |
Kích thước |
Chiều dày (mm) |
||
|
Thử kim loại đắp |
Hàn bằng |
Đường kính lớn nhất |
1(1) |
Hình 6/6.1 |
20 |
Mẫu thủ kéo: 1 Mẫu thử va đập : 3 |
|
Đường kính nhỏ nhất |
1(1) |
|||||
|
Thử mối hàn giáp mép |
Hàn bằng |
Lớp thứ nhất: Đường kính nhỏ nhất Các lớp còn lại: Đường kính lớn nhất |
1(2) |
Hình 6/6.2 |
15 ~ 20 |
Mẫu thử kéo: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử độ dai va đập: 3 |
|
Hàn ngang(3) |
1 |
|||||
|
Hàn đứng đi lên |
1 |
|||||
|
Hàn đứng đi xuống |
1 |
|||||
|
Hàn trần |
1 |
|||||
|
Thử mối hàn góc |
Hàn ngang(4) |
Cạnh thứ nhất: Đường kính lớn nhất Cạnh thứ hai: Đường kính nhỏ nhất |
1 |
Hình 6/6.3 |
20 |
Mẫu thử để kiểm tra cấu trúc vĩ mô: 3(5) Mẫu thử độ cứng: 3(5) Mẫu thử đứt: 2 |
Chú thích:
(1) Trường hợp đường kính lõi dây hàn được sản xuất là một loại thì số lượng vật thử phải là một.
(2) Trường hợp việc thử chỉ được tiến hành với vật thử được hàn ở tư thế hàn bằng thì một mẫu thử khác được hàn bằng dây hàn có đường kính khác phải được bổ sung thêm.
(3) Đối với vật liệu hàn bán tự động đã được thử mối hàn giáp mép đạt yêu cầu với tư thế hàn bằng và hàn đứng đi lên thì việc thử mối hàn giáp mép ở tư thế hàn ngang có thể được miễn nếu được Đăng kiểm chấp thuận.
(4) Việc thử này phải được bổ sung đối với vật liệu hàn dùng cho cả mối hàn giáp mép và mối hàn góc khi các vật liệu hàn đó có áp dụng chú thích (3) ở trên.
(5) Các mẫu thử để kiểm tra thử cấu trúc vĩ mô được khắc axít và thử độ cứng phải như nhau.
(6) Việc thử hydrô có thể được tiến hành theo yêu cầu của nhà chế tạo vật liệu hàn.
Bảng 6/6.23 Cấp thép dùng làm vật thử
|
Loại vật liệu hàn |
Cấp thép dùng làm vật thử(1)(2) |
|
SW1 |
A |
|
SW2 |
A, B hoặc D |
|
SW3 |
A, B, D hoặc E |
|
SW51 |
A32 hoặc A36 |
|
SW52 |
A32, A36, D32 hoặc D36 |
|
SW53 |
A32, A36, D32, D36, E32 hoặc E36 |
|
SW54 |
A32, A36, D32, D36, E32, E36, F32 hoặc F36 |
|
SW52Y40 |
A40 hoặc D40 |
|
SW53Y40 |
A40, D40 hoặc E40 |
|
SW54Y40 |
A40, D40, E40 hoặc F40 |
|
SWL1 |
E hoặc L24A |
|
SWL2 |
E, L24A, L24B, L27 hoặc L33 |
|
SWL3 |
L27, L33 hoặc L37 |
|
SWL91 |
L9N53 hoặc L9N60 |
|
SWL92 |
L9N53 hoặc L9N60 |
Chú thích:
(1) Mặc dù các yêu cầu ở Bảng này, thép thường hoặc thép có độ bền cao có thể được dùng làm vật thử kim loại mối hàn. Trong trường hợp đó, khi hàn vật thử bằng dây hàn loại SWL91 và SWL92 phải tiến hành hàn đắp từng lớp mỏng một cách thích hợp.
(2) Độ bền kéo của thép có độ bền cao có ký hiệu A32, D32, E32 và F32 được dùng làm vật thử mối hàn giáp mép phải bằng hoặc lớn hơn 490 N/mm2.
6.4.6. Thử kéo kim loại đắp
1. Các mẫu thử kéo phải là loại U1A đã đưa ra ở Bảng 6/3.1 và một mẫu thử phải được cắt ra từ mỗi vật thử. Khi cắt lấy mẫu thử phải chú ý để đảm bảo được rằng đường tâm dọc của mẫu thử phải trùng với tâm của mối hàn và ở giữa chiều dày của tấm thép làm vật thử.
2. Độ bền kéo, ứng suất chảy và độ dãn dài tương đối của mỗi mẫu thử phải thỏa mãn các yêu cầu của Bảng 6/6.24 tương ứng với từng loại vật liệu hàn bán tự động. Trường hợp độ bền kéo vượt quá giới hạn trên theo quy định thì Đăng kiểm sẽ xem xét một cách đặc biệt để công nhận vật liệu hàn dựa trên các tính chất cơ học khác nhận được khi thử và các thành phần hóa học của kim loại mối hàn.
3. Các yêu cầu của mục 6.2.6-2 ở trên cũng phải được áp dụng cho mục 6.4.6 này.
6.4.7. Thử độ dai va đập kim loại đắp
1. Các mẫu thử kim loại mối hàn phải là loại U4 đã được đưa ra ở Bảng 7-A/2.5 của TCVN 6259-7A:2003 "Vật liệu” và gồm một bộ ba mẫu được cắt ra tù mỗi vật thử kim loại mối hàn. Mẫu thử phải được cắt sao cho trục dọc của nó vuông góc với đường hàn và tâm của mẫu thử phải trùng với giữa chiều dày tấm thép vật thử.
2. Nhiệt độ thử và năng lượng hấp thụ trung bình tối thiểu phải phù hợp với các yêu cầu được đưa ra ở Bảng 6/6.25 tương ứng với từng loại vật liệu hàn.
3. Những yêu cầu ở mục 6.2.7-2 và 6.2.7-4 ở trên cũng phải được áp dụng cho mục 6.4.7 này.
6.4.8. Thử kéo mối hàn giáp mép
1. Các mẫu thử kéo phải là loại U2A hoặc U2B đã đưa ra ở Bảng 6/3.2 và gồm một mẫu được cắt ra từ mỗi vật thử.
2. Độ bền kéo của mỗi mẫu thử phải thỏa mãn những yêu cầu được đưa ra ở Bảng 6/6.26.
6.4.9. Thử uốn mối hàn giáp mép
1. Các mẫu thử uốn mặt và uốn chân mối hàn phải là loại UB-6 đã đưa ra ở Bảng 6/3.2 và một mẫu thử phải được cắt ra từ mỗi vật thử. Tuy nhiên đối với loại vật liệu hàn có ký hiệu SWL91 và SWL92, các mẫu thử uốn mặt và uốn chân mối hàn phải là loại B-7 và một mẫu phải được cắt dọc theo đường hàn từ mỗi vật thử.
2. Các mẫu phải có khả năng chịu uốn một góc 120° bao quanh một chày ép có bán kính bằng 1,5 lần chiều dày của nẫu thử mà không có vết nứt dài quá 3 mi-li-mét hoặc các khuyết tật khác trên bề mặt phía ngoài của mẫu thử. Đối với vật liệu hàn có ký hiệu SWL91 và SWL92, bán kính của chày ép và góc uốn tương ứng phải là hai lần chiều dày của mẫu thử và 180°.
6.4.10. Thử độ dai va đập mối hàn giáp mép
1. Các mẫu thử va đập phải là loại U4 đã đưa ra ở Bảng 7-A/2.5 của TCVN 6259-7A:2003 “Vật liệu'' và gồm một bộ ba mẫu được cắt ra từ mỗi vật thử. Vật thử phải được cắt sao cho trục dọc của nó vuông góc với đường hàn và tâm của nó trùng với giữa chiều dày tấm kim loại làm vật thử.
2. Nhiệt độ thử và năng lượng hấp thụ trung bình tối thiểu phải thỏa mãn các yêu cầu được đưa ra ở Bảng 6/6.27 tương ứng với từng loại vật liệu hàn và tư thế hàn.
3. Những yêu cầu ở mục 6.2.7-2 và 6.2.7-4 đã đưa ra ở trên cũng phải được áp dụng cho mục 6.4.10 này.
Bảng 6/6.24 Những yêu cầu thử kéo đối với kim loại đắp
|
Loại vật liệu hàn |
Giới hạn bền kéo (N/mm2) |
Giới hạn chảy nhỏ nhất (N/mm2) |
Độ dãn dài tương đối (nhỏ nhất) (%) |
|
SW1 |
|
|
22 |
|
SW2 |
400 ~ 560 |
305 |
|
|
SW3 |
|
|
|
|
SW51 |
|
|
|
|
SW52 |
490 ~ 660 |
375 |
|
|
SW53 |
|
|
|
|
SW54 |
|
|
|
|
SW52Y40 |
|
|
|
|
SW53Y40 |
510 ~ 690 |
400 |
|
|
SW54Y40 |
|
|
|
|
SWL1 |
400 ~ 560 |
305 |
|
|
SWL2 |
440 ~ 610 |
345 |
|
|
SWL3 |
490 ~ 660 |
375 |
21 |
|
SWL91 |
≥ 590 |
375(1) |
25 |
|
SWL92 |
≥ 660 |
410(1) |
Chú thích:
(1) 0,2% giới hạn chảy quy ước.
6.4.11. Kiểm tra hàm lượng Hydrô
Việc thử để kiểm tra hàm lượng hydrô phải được tuân theo các yêu cầu quy định trong 6.2.11.
6.4.12. Kiểm tra cấu trúc vĩ mô mối hàn góc
Việc kiểm tra cấu trúc vĩ mô phải được tiến hành theo các yêu cầu đã nêu ở mục 6.2.12.
6.4.13. Thử độ cứng mối hàn góc
Việc thử độ cứng mối hàn góc phải được tiến hành theo các yêu cầu ở mục 6.2.13.
6.4.14. Thử đứt mối hàn góc
Việc thử đứt mối hàn góc phải được tiến hành theo các yêu cầu ở mục 6.2.14.
6.4.15. Kiểm tra hàng năm
1. Trong các lần kiểm tra hàng năm, việc thử quy định ở mục -2 dưới đây phải được thực hiện đối với từng loại vật liệu hàn đã được Đăng kiểm công nhận và những việc thử đó phải đạt được kết quả thỏa mãn.
2. Các dạng thử, tư thế hàn, đường kính dây hàn, số lượng vật thử, v.v..., trong các lần kiểm tra hàng năm phải phù hợp với Bảng 6/6.28.
3. Quy trình hàn và các yêu cầu đối với vật thử theo quy định ở mục -2 ở trên phải phù hợp với các yêu cầu đã nêu ở các mục từ 6.4.5 đến 6.4.10.
Bảng 6/6.25 Những yêu cầu thử độ dai va đập kim loại đắp
|
Loại vật liệu hàn |
Nhiệt độ thử (oC) |
Năng lượng hấp thụ trung bình nhỏ nhất (J) |
|
SW1 |
20 |
47 |
|
SW2 |
0 |
|
|
SW3 |
- 20 |
|
|
SW51 |
20 |
|
|
SW52 |
0 |
|
|
SW53 |
- 20 |
|
|
SW54 |
- 40 |
|
|
SW52Y40 |
0 |
|
|
SW53Y40 |
- 20 |
|
|
SW54Y40 |
- 40 |
|
|
SWL1 |
- 40 |
34 |
|
SWL2 |
- 60 |
|
|
SWL3 |
- 60 |
|
|
SWL91 |
- 196 |
27 |
|
WL92 |
- 196 |
6.4.16. Thay đổi loại vật liệu hàn
1. Trường hợp phải thay đổi loại vật liệu hàn liên quan đến độ bền hoặc tính dẻo của vật liệu hàn đã được Đăng kiểm công nhận thì việc thử quy định ở mục -2 hoặc -3 phải được tiến hành theo các yêu cầu đã nêu ở mục 6.1.3-6 và vật liệu hàn phải đạt được kết quả thỏa mãn.
2. Khi cần phải thay đổi vật liệu hàn chỉ liên quan đến độ bền thì nội dung kiểm tra hàng năm quy định ở mục 6.4.15 và việc thử mối hàn giáp mép quy định ở mục 6.4.4-1 phải được tiến hành.
3. Khi cần phải thay đổi vật liệu hàn chỉ liên quan đến tính dẻo của nó thì nội dung kiểm tra hàng năm quy định ở mục 6.4.15 và thử va đập mối hàn giáp mép quy định ở mục 6.4.4-1 phải được thực hiện.
Bảng 6/6.26 Những yêu cầu thử kéo mối hàn giáp mép
|
Loại vật liệu hàn |
Độ bền kéo nhỏ nhất (N/mm2) |
|
SW1, SW2, SW3 |
400 |
|
SW51, SW52, SW53, SW54 |
490 |
|
SW52Y40, SW53Y40, SW54Y40 |
510 |
|
SWL1 |
400 |
|
SWL2 |
440 |
|
SWL3 |
490 |
|
SWL91 |
630 |
|
SWL92 |
670 |
Bảng 6/6.27 Những yêu cầu thử độ dai va đập mối hàn giáp mép
|
Loại vật liệu hàn |
Nhiệt độ thử oC |
Năng lượng hấp thụ trung bình (min) (J) |
|
|
Hàn bằng, hàn ngang, hàn trần |
Hàn đứng đi lên, hàn đứng đi xuống |
||
|
SW1 |
20 |
47 |
34 |
|
SW2 |
0 |
||
|
SW3 |
-20 |
||
|
SW51 |
20 |
||
|
SW52 |
0 |
||
|
SW53 |
-20 |
||
|
SW54 |
- 40 |
||
|
SW52Y40 |
0 |
41 |
|
|
SW53Y40 |
- 20 |
||
|
SW54Y40 |
- 40 |
||
|
SWL1 |
- 40 |
27 |
27 |
|
SWL2 |
- 60 |
||
|
SWL3 |
- 60 |
||
|
SWL91 |
- 196 |
||
|
SWL92 |
- 196 |
||
6.5. Vật liệu hàn dùng cho hàn điện xỉ và hàn điện dưới khí bảo vệ
6.5.1. Phạm vi áp dụng
Các vật liệu hàn điện dưới khí bảo vệ và điện xỉ dùng để hàn thép thường và thép có độ bền cao (từ đây về sau trong 6.5 được gọi là “Vật liệu hàn") phải được thử công nhận và kiểm tra hàng năm theo các yêu cầu ở 6.5 này.
6.5.2. Loại và ký hiệu vật liệu hàn
Vật liệu hàn điện xi và hàn điện dưới khí bảo vệ được phân thành các loại như nêu ra ở Bảng 6/6.29.
Bảng 6/6.28 Dạng thử trong lần kiểm tra hàng năm
|
Dạng thử |
Vật thử |
|||||
|
Tư thế hàn |
Đường kính que hàn (mm) |
Số lượng |
Kích thước |
Chiều dày (mm) |
Loại và số lượng mẫu thử cắt ra từ một vật thử |
|
|
Thử kim loại đắp |
Hàn bằng |
(1) |
1 |
Hình 6/6.1 |
20 |
Mẫu thử kéo: 1 Mẫu thử độ dai va đập: 3 |
Chú thích:
(1) Đường kính của dây hàn phải nằm trong phạm vi do nhà chế tạo quy định.
6.5.3. Thử công nhận
Để công nhận vật liệu hàn, việc thử quy định ở mục 6.5.4-1 phải được thực hiện đối với mỗi loại vật liệu hàn
6.5.4. Những điều khoản chung đối với vật thử
1. Các dạng thử, số lượng, chiều dày và kích thước của các vật thử, loại và số lượng các mẫu thử được cắt ra từ mỗi vật thử đối với các loại vật liệu hàn phải phù hợp với Bảng 6/6.30.
2. Loại thép dùng làm vật thử phải phù hợp với Bảng 6/6.31.
Bảng 6/6.29 Loại và ký hiệu vật liệu hàn
|
Dùng cho thép thường |
Dùng cho thép có độ bền cao |
|
EW1 |
EW51, EW52Y40 |
|
EW2 |
EW52, EW53Y40 |
|
EW3 |
EW53, EW54Y40 |
|
|
EW54 |
Bảng 6/6.30 Dạng thử đối với hàn điện khí và điện xỉ
|
Dạng thử |
Vật thử |
Loại và số lượng mẫu thử cắt ra từ một vật thử |
||
|
Số lượng |
Kích thước |
Chiều dày(1) (mm) |
||
|
Thử mối hàn giáp mép |
1 |
Hình 6/6.12 |
20 ~ 25 |
Mẫu thử kéo: 2 Mẫu thử kéo dọc mối hàn: 2 Mẫu thử uốn cạnh mối hàn: 2 Mẫu thử độ dai va đập: 6 Mẫu thử để kiểm tra cấu trúc vĩ mô: 2 |
|
1 |
35 ~ 40 |
|||
Chú thích:
(1) Trường hợp chiều dày có thể sử dụng bị giới hạn do quy trình hàn thì chiều dày làm vật thử có thể được thay đổi theo sự chấp nhận của Đăng kiểm. Trong trường hợp đó, chiều dày lớn nhất được thử theo chiều dày bị hạn chế là chiều dày lớn nhất được áp dụng.
6.5.5. Trình tự hàn vật thử
1. Vật thử mối hàn giáp mép (Hình 6/6.12)
(1) Việc chuẩn bị mép hàn vật thử phải theo các khuyến nghị do nhà chế tạo vật liệu hàn đưa ra.
(2) Các vật thử phải được hàn ở tư thế hàn đứng đi lên đối với mỗi lớp hàn và theo điều kiện thực tế do nhà chế tạo khuyến nghị.
2. Sau khi hàn xong vật thử, không được tiến hành bất kỳ một biện pháp nhiệt luyện nào đối với các vật thử đó.
3. Các vật thử được hàn xong có thể được kiểm tra bằng phương pháp chụp ảnh phóng xạ mối hàn trước khi cắt lấy mẫu thử.
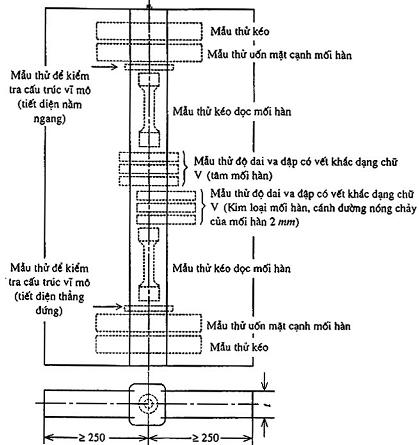
Hình 6/6.12 Vật thử mối hàn giáp mép (đơn vị: mm, t; chiều dày tấm kim loại)
6.5.6. Thử kéo
1. Hai mẫu thử kéo loại U2A hoặc U2B và hai mẫu thử kéo dọc mối hàn loại U1A như đã đưa ra ở Bảng 6/3.1 phải được lấy ra từ mỗi vật thử.
2. Các mẫu thử kéo dọc mối hàn có thể được nhiệt luyện ở nhiệt độ không quá 250°C và trong thời gian không quá 16 giờ để khử hydrô trước khi tiến hành thử kéo.
3. Độ bền kéo của mỗi mẫu thử loại U2A hoặc U2B phải phù hợp với những yêu cầu nêu ở Bảng 6/6.32 theo từng loại vật liệu hàn. Độ bền kéo, ứng suất chảy và độ dãn dài tương đối của mỗi mẫu thử kéo dọc mối hàn loại U1A phải phù hợp với những yêu cầu nêu ở Bảng 6/6.33 theo từng loại vật liệu hàn. Trường hợp độ bền kéo vượt quá giới hạn trên ở Bảng 6/6.33 thì Đăng kiểm sẽ có sự xem xét đặc biệt để công nhận vật liệu hàn dựa trên các tính chất cơ học khác nhận được trong khi thử và thành phần hóa học của kim loại mối hàn.
6.5.7. Thử uốn
1. Hai mẫu uốn mặt cạnh mối hàn loại UB-8 đã nêu ở Bảng 6/3.2 phải được cắt ra từ mỗi vật thử.
2. Các mẫu thử phải có khả năng chịu được uốn một góc 180° bao quanh một chi tiết uốn có bán kính bằng hai lần chiều dày mẫu thử mà không bị đứt. Các mẫu thử được coi là đạt yêu cầu nếu như trong quá trình thử không phát hiện thấy vết nứt hoặc khuyết tật khác có chiều dài lớn hơn 3 mi-li-mét trên bề mặt ngoài của mẫu thử.
Bảng 6/6.31 Cấp thép dùng làm vật thử
|
Loại vật liệu hàn |
Cấp thép dùng làm vật thử |
|
EW1 |
A |
|
EW2 |
A, B hoặc D |
|
EW3 |
A, B, D hoặc E |
|
EW51 |
A32 hoặc A36 |
|
EW52 |
A32, A36, D32 hoặc D36 |
|
EW53 |
A32, A36, D32, D36, E32 hoặc E36 |
|
EW54 |
A32, A36, D32, D36, E32, E36, F32 hoặc F36 |
|
EW52Y40 |
A40 hoặc D40 |
|
EW53Y40 |
A40, D40 hoặc E40 |
|
EW54Y40 |
A40, D40, E40 hoặc F40 |
Chú thích:
(1) Độ bền kéo của thép có độ bền cao có ký hiệu A32, D32, E32 và F32 dùng làm vật thử phải lớn hơn 490 N/mm2.
Bảng 6/6.32 Những yêu cầu thử kéo
|
Loại vật liệu hàn |
Độ bền kéo nhỏ nhất (N/mm2) |
|
EW1, EW2, EW3 |
400 |
|
EW51, EW52, EW53, EW54 |
490 |
|
EW52Y40, EW53Y40, EW54Y40 |
510 |
Bảng 6/6.33 Những yêu cầu thử kéo dọc mối hàn
|
Loại vật liệu hàn |
Giới hạn bền kéo (N/mm2) |
Giới hạn chảy nhỏ nhất (N/mm2) |
Độ dãn dài tương đối nhỏ nhất (%) |
|
EW1 |
|
|
22 |
|
EW2 |
400 ~ 560 |
305 |
|
|
EW3 |
|
|
|
|
EW51 |
|
|
|
|
EW52 |
490 ~ 660 |
375 |
|
|
EW53 |
|
|
|
|
EW54 |
|
|
|
|
EW52Y40 |
|
|
|
|
EW53Y40 |
510 ~ 690 |
400 |
|
|
EW54Y40 |
|
|
6.5.8. Thử độ dai va đập
1 Các mẫu thử va đập phải là loại U4 đã đưa ra ở Bảng 7-A/2.5 của TCVN 6259-7A:2003 “Vật liệu” với số lượng 6 mẫu được cắt ra từ mỗi vật thử. Mẫu thử phải được cắt sao cho đường tâm dọc của nó vuông góc với đường hàn và mặt trên của mẫu thử cách bề mặt tấm kim loại vật thử là 2 mi-li-mét như được chỉ ra ở Hình 6/6.13.
2. Vị trí của vết khắc tương ứng phải theo Hình 6/6.13(a) và 6/6.13(b) và chiều dọc của vết khắc phải vuông góc với bề mặt của tấm kim loại vật thử.
3. Nhiệt độ thử và năng lượng hấp thụ trung bình tối thiểu phải phù hợp với những yêu cầu đưa ra ở Bảng 6/6.34 theo từng loại vật liệu hàn tương ứng.
4. Các yêu cầu đã nêu ở 6.2.7-4 cũng phải được áp dụng cho 6.5.8 này.
|
|
|
|
(a) Vết khắc tại tâm mối hàn |
(b) Vết khác thuộc kim loại mối hàn, 2mm từ mép nóng chảy của mối hàn |
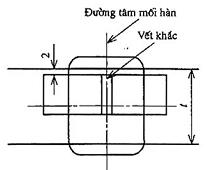

Hình 6/6.13 Vị trí mẫu thử
độ dai va đập
(đơn
vị: mm, t: chiều dày tấm kim loại)
6.5.9. Thử để kiểm tra cấu trúc vĩ mô
1. Hai mẫu thử để kiểm tra cấu trúc vĩ mô phải được cắt ra từ mỗi vật thử, bề mặt được thử của mẫu thử được quy định như sau: một mẫu thử phải có bề mặt được thử vuông góc với bề mặt của vật thử, còn mẫu thử thứ hai phải có bề mặt song song với bề mặt của vật thử.
2. Mối hàn của mẫu thử phải được đánh bóng và cho khắc axít và khi quan sát phải biểu hiện được rằng mối hàn ngấu, thấu hoàn toàn và có cấu trúc kim loại tốt.
6.5.10. Kiểm tra hàng năm
1. Trong những lần kiểm tra hàng năm, vật liệu hàn đã được Đăng kiểm công nhận phải được tiến hành thử như quy định ở mục -2 dưới đây.
2. Các dạng thử trong các lần kiểm tra hàng năm phải phù hợp với nội dung ở Bảng 6/6.35.
3. Quy trình hàn và các yêu cầu đối với vật thử quy định ở mục -2 nói trên phải phù hợp với các yêu cầu đã đưa ra ở các mục từ 6.5.5 đến 6.5.8.
6.5.11. Thay đổi loại vật liệu hàn
Khi cần thay đổi loại vật liệu hàn có liên quan đến độ bền hoặc tính dẻo của vật liệu hàn đã được công nhận thì việc thử quy định ở mục 6.5.4-1 phải được tiến hành theo những yêu cầu ở mục 6.1.3-6 và các vật liệu hàn đó phải đạt kết quả thỏa mãn.
6.6. Vật liệu hàn tự động một phía dùng cho thép thường, thép có độ bền cao và thép làm việc ở nhiệt độ thấp
6.6.1. Phạm vi áp dụng
1. Vật liệu hàn tự động một mặt dùng cho thép thường, thép có độ bền cao và thép làm việc ở nhiệt độ thấp đưa ra ở các mục từ (1) đến (3) dưới đây (từ đây về sau trong mục 6.6 được gọi là vật liệu hàn tự động một mặt) phải được tiến hành thử công nhận và kiểm tra hàng năm theo các yêu cầu ở mục 6.6.
(1) Vật liệu hàn tự động một mặt hồ quang dưới thuốc.
(2) Vật liệu hàn tự động một mặt dây kim loại có khí bảo vệ (vật liệu hàn tự động mọi mặt dây kim loại thuần nhất và vật liệu hàn tự động một mặt dây kim loại có chất gây chảy).
Bảng 6/6.34 Những yêu cầu thử độ dai va đập
|
Loại vật liệu hàn |
Nhiệt độ thử (oC) |
Năng lượng hấp thụ trung bình tối thiểu (J) |
|
EW1 |
20 |
34 |
|
EW2 |
0 |
|
|
EW3 |
- 20 |
|
|
EW51 |
20 |
|
|
EW52 |
0 |
|
|
EW53 |
- 20 |
|
|
EW54 |
- 40 |
|
|
EW52Y40 |
0 |
41 |
|
EW53Y40 |
- 20 |
|
|
EW54Y40 |
- 40 |
Bảng 6/6.35 Dạng thử trong lần kiểm tra hàng năm
|
Dạng thử |
Vật thử |
Loại và số lượng mẫu thử cắt ra từ một vật thử |
||
|
Số lượng |
Kích thước |
Chiều dày (mm) |
||
|
Thử mối hàn giáp mép |
1 |
Hình 6/6.12 |
20 ~ 25 |
Mẫu thử kéo: 1 Mẫu thử kéo dọc mối hàn: 1 Mẫu thử uốn cạnh mối hàn: 2 Mẫu thử độ dai va đập: 6(1) Mẫu thử để kiểm tra cấu trúc vĩ mô: 1(2) |
Chú thích:
(1) Khi được Đăng kiểm chấp thuận ba mẫu thử độ dai va đập có thể được cắt ra theo tâm mối hàn.
(2) Bề mặt được thử phải vuông góc với bề mặt vật thử.
(3) Vật liệu hàn tự động một mặt không có khí bảo vệ (Vật liệu hàn tự động một mặt dây kim loại có chất gây chảy không có khí bảo vệ).
2. Việc thử công nhận và kiểm tra hàng năm đối với vật liệu hàn tự động một mặt dùng cho thép thường, thép có độ bền cao và thép làm việc ở nhiệt độ thấp và các vật liệu hàn bán tự động một mặt phải được Đăng kiểm xem xét và quyết định cụ thể.
3. Vật liệu tấm đỡ mặt sau được sử dụng trong hàn tự động một mặt kết hợp với các vật liệu hàn một mặt nêu ở mục -1 và -2 ở trên phải được Đăng kiểm xem xét và quyết định cụ thể.
Bảng 6/6.36 Các hậu tố
|
Kỹ thuật hàn |
Ký hiệu |
|
Kỹ thuật hàn một lớp(1) |
SP |
|
Kỹ thuật hàn nhiều lớp(2) |
MP |
|
Hàn một lớp và nhiều lớp |
SMP |
Chú thích:
(1) Kỹ thuật hàn một lớp tức là quá trình hàn được thực hiện bằng cách đưa dây hàn nóng chảy qua mối hàn một lần, không kể đến số lượng dây hàn là bao nhiêu.
(2) Kỹ thuật hàn nhiều lớp tức là phương pháp hàn được thực hiện bằng cách đưa dây hàn nóng chảy qua mối hàn nhiều lần, không kể đến số lượng dây hàn nóng chảy.
Bảng 6/6.37 Những dạng thử đối với vật liệu hàn tự động một mặt
|
Loại vật liệu hàn |
Quy trình hàn |
Dạng thử(5) |
Vật thử |
Loại và số mẫu thử được cắt ra từ mỗi vật thử |
||
|
Số lượng |
Kích thước |
Chiều dày (mm) |
||||
|
AW1 AW2 AW3 AW51 AW52 AW53 AW54 AW52Y40 AW53Y40 AW54Y40 AWL1 AWL2 AWL3 AWL91 AWL92 |
Hàn một lớp |
Thử mối hàn giáp mép |
1 |
Hình 6/6.14 |
12 ~ 15 |
Mẫu thử kéo: 2 Mẫu thử kéo dọc mối hàn: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử độ dai va đập: 6(4) Mẫu thử để kiểm tra cấu trúc vĩ mô: 1 |
|
1 |
20 ~ 25 |
|||||
|
Hàn nhiều lớp |
1 |
12 ~15(2) |
Mẫu thử kéo: 2 Mẫu thử kéo dọc mối hàn: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử độ dai va đập: 6(4) Mẫu thử để kiểm tra cấu trúc vĩ mô: 1 |
|||
|
20 ~ 25(3) |
||||||
|
1 |
20 - 25(2) |
|||||
|
30 - 35(3) |
||||||
|
Hàn nhiều lớp và hàn một lớp |
1 |
12 ~ 15(6) |
Mẫu thử kéo: 2 Mẫu thử kéo dọc mối hàn: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử độ dai va đập: 6(4) Mẫu thử để kiểm tra cấu trúc vĩ mô: 1 |
|||
|
1 |
20 ~ 25(2)(7) |
|||||
|
30 ~ 35(3)(7) |
||||||
Chú thích:
(1) Trường hợp chiều dày bị hạn chế do quy trình hàn thì chiều dày vật thử có thể được thay đổi so với giá trị trong bảng này theo sự chấp thuận của Đăng kiểm. Trong trường hợp đó chiều dày vật thử lớn nhất theo sự hạn chế đó có thể lấy làm chiều dày áp dụng lớn nhất.
(2) Chiều dày vật thử theo dây hàn đơn.
(3) Chiều dày vật thử theo dây hàn kép.
(4) Trường hợp chiều dày vật thử nằm trong phạm vi 12 mi-li-mét đến 15 mi-li-mét thì số lượng mẫu thử là một bộ gồm ba mẫu nhu đã đưa ra ở Hình 6/6.15(b).
(5) Việc thử hydrô có thể được tiến hành theo yêu cầu của nhà chế tạo vật liệu hàn.
(6) Chiều dày vật thử đối với kỹ thuật hàn một lớp.
(7) Chiều dày vật thử đối với kỹ thuật hàn nhiều lớp.
6.6.2. Loại và ký hiệu vật liệu hàn
1. Vật liệu hàn tự động một mặt được phân thành các loại như đã đưa ra ở Bảng 6/6.12.
2. Vật liệu hàn tự động một mặt đã được thử đạt yêu cầu đối với từng quy trình hàn được đưa ra ở Bảng 6/6.37 phải được bổ sung các hậu tố ở Bảng 6/6.36 vào cuối ký hiệu loại vật liệu đó.
3. Hậu tố G sẽ được bổ sung vào ký hiệu loại vật liệu hàn tự động một mặt có khí bảo vệ, và hậu tố N sẽ được bổ sung vào ký hiệu loại vật liệu hàn tự động một mặt không cần khí bảo vệ nêu ở mục -2 ở trên. Loại khí bảo vệ được sử dụng phải là loại được quy định ở Bảng 6/6.14 của mục 6.3.2-3 và hậu tố chỉ loại khí bảo vệ đưa ra ở Bảng 6/6.14 sẽ được điền bổ sung vào sau hậu tố G (ví dụ: AW53SMPG(M1)).
6.6.3. Thử để công nhận vật liệu hàn
1. Để công nhận vật liệu hàn tự động một mặt, những việc thử quy định ở mục 6.6.4-1 phải được thực hiện đối với mỗi vật liệu hàn tự động một mặt và bán tự động một mặt.
2. Đối với vật liệu hàn tự động một mặt, những việc thử nêu trong mục -1 ở trên phải được thực hiện đối với từng loại khí bảo vệ ở Bảng 6/6.14. Mặc dù vậy khi nhà chế tạo vật liệu hàn khuyến nghị dùng các loại khí của nhóm M1, M2, M3 hoặc C ở Bảng 6/6.14 thì việc thử công nhận vật liệu hàn sẽ được thực hiện theo một trong hai cách sau:
(1) Khi việc thử được tiến hành theo mục -1 ở trên với một loại khí bảo vệ của nhóm nào đó thì việc thử với các khí bảo vệ khác của cùng nhóm đó được phép miễn.
(2) Trường hợp vật liệu hàn được quy định có thể dùng được với cả các nhóm khí bảo vệ M1, M2 hoặc M3 thì việc thử theo -1 nói trên được phép giới hạn ở bất kỳ loại khí nào của nhóm M1, M2 và M3 với điều kiện phải được Đăng kiểm đồng ý.
6.6.4. Những điều khoản chung đối với việc thử
1. Các dạng thử, số lượng, chiều dày và kích thước vật thử, loại và số lượng mẫu thử được cắt ra từ mỗi vật thử đối với các vật liệu hàn tự động một mặt được quy định ở Bảng 6/6.37.
2. Loại thép dùng làm vật thử phải phù hợp với Bảng 6/6.38.
6.6.5. Thứ tự hàn vật thử
1. Vật thử mối hàn giáp mép một lớp hoặc nhiều lớp (Hình 6/6.14)
(1) Việc chuẩn bị mép hàn và khe hở chân mép hàn của vật thử cũng như đường kính dây hàn, số lượng dây hàn, v.v... phải phù hợp với quy định của nhà chế tạo vật liệu hàn.
(2) Các vật thử phải được hàn ở tư thế hàn bằng với kỹ thuật hàn một lớp hoặc nhiều lớp theo quy trình của nhà chế tạo vật liệu hàn quy định. Tuy nhiên đối với vật liệu hàn tự động một mặt có khí bảo vệ và không có khí bảo vệ thì tư thế hàn phải theo quy định của nhà chế tạo vật liệu hàn.
(3) Trường hợp hàn vật thử theo kỹ thuật hàn nhiều lớp, sau khi hàn xong mỗi lớp, vật thử phải được đặt trong không khí yên tĩnh cho đến khi nó nguội đến nhiệt độ dưới 250 °C nhưng không thấp hơn 100 °C, nhiệt độ được đo ở tâm bề mặt của đường hàn.
2. Sau khi hàn xong vật thử không được tiến hành bất kỳ một phương pháp nhiệt luyện nào đối với vật thử đó.
3. Các vật thử được hàn xong phải được kiểm tra bằng phương pháp chụp phim mối hàn trước khi cắt lấy mẫu thử.
6.6.6. Thử mối hàn giáp mép được hàn bằng kỹ thuật hàn một lớp và nhiều lớp
1. Hai mẫu thử kéo loại U2A hoặc U2B được đưa ra ở Bảng 6/3.1 và một mẫu thử kéo dọc mối hàn loại U1A phải được cắt ra từ mỗi vật thử. Khi cắt lấy mẫu thử phải chú ý để đảm bảo được rằng đường tâm dọc của mẫu thử phải trùng với tâm mối hàn và giữa chiều dày tấm kim loại vật thử.
2. Mẫu thử kéo dọc mối hàn có thể được để ở nơi có nhiệt độ không quá 250 °C trong thời gian không quá 16 giờ để khử hydrô trước khi tiến hành thử kéo.
3. Độ bền kéo của mẫu thử U2A hoặc U2B phải thỏa mãn các yêu cầu đã nêu ở Bảng 6/6.19 của 6.3.8 tương ứng với từng loại vật liệu hàn tự động một mặt. Độ bền kéo, ứng suất chảy và độ dãn dài tương đối của mẫu thử kéo dọc mối hàn loại U1A phải thỏa mãn các yêu cầu đã nêu ở Bảng 6/6.17 của 6.3.8 tương ứng với từng loại vật liệu hàn tự động một mặt. Trường hợp độ bền kéo vượt quá giới hạn trên theo quy định thì Đăng kiểm sẽ xem xét một cách đặc biệt để công nhận vật liệu hàn dựa vào các tính chất cơ học khác nhận được trong khi thử và các thành phần hóa học của kim loại của mối hàn.
6.6.7. Thử uốn mối hàn giáp mép được hàn theo kỹ thuật hàn nhiều lớp và một lớp
Việc thử uốn mối hàn giáp mép phải được tiến hành theo những yêu cầu đã được đưa ra ở mục 6.3.12.
6.6.8. Thử độ dai va đập mối hàn giáp mép được hàn theo kỹ thuật hàn nhiều lớp và một lớp
1. Hai bộ mẫu thử độ dai va đập loại U4 đã đưa ra ở Bảng 7-A/2.5 của TCVN 6259-7A:2003 phải được cắt ra từ mỗi vật thử. Chiều dọc của mẫu thử phải vuông góc với đường hàn và vị trí mỗi mẫu thử được cắt ra từ mỗi vật thử phải phù hợp với vị trí được chỉ ra ở Hình 6/6.15(a) và 6/6.15(b).
2. Nhiệt độ thử và năng lượng hấp thụ trung bình tối thiểu phải thỏa mãn các yêu cầu đưa ra ở Bảng 6/6.18 tương ứng với từng loại vật liệu hàn tự động một phía.
3. Những yêu cầu đã được đưa ra ở mục 6.2.7-2 và 6.2.7-4 ở trên cũng phải được áp dụng cho mục 6.6.8 này.
Bảng 6/6.38 Cấp thép dùng làm vật thử
|
Loại vật liệu hàn |
Cấp thép dùng làm vật thử(1) |
|
AW1 |
A |
|
AW2 |
A, B hoặc D |
|
AW3 |
A, B, D hoặc E |
|
AW51 |
A32 hoặc A36 |
|
AW52 |
A32, A36, D32 hoặc D36 |
|
AW53 |
A32, A36, D32, D36, E32 hoặc E36 |
|
AW54 |
A32, A36, D32, D36, E32, E36, F32 hoặc F36 |
|
AW52Y40 |
A40 hoặc D40 |
|
AW53Y40 |
A40, D40 hoặc E40 |
|
AW54Y40 |
A40, D40, E40 hoặc F40 |
|
AWL1 |
E hoặc L24A |
|
AWL2 |
E, L24A, L24B, L27, L33 |
|
AWL3 |
L27, L33 hoặc L37 |
|
AWL91 |
L9N53 hoặc L9N60 |
|
AWL92 |
L9N53 hoặc L9N60 |
Chú thích:
(1) Độ bền kéo của thép có độ bền cao loại A32, D32, E32 và F32 dùng làm vật thử phải lớn hơn hoặc bằng 490 N/mm2.
6.6.9. Thử để kiểm tra cấu trúc vĩ mô mối hàn giáp mép được hàn bằng kỹ thuật hàn một lớp và nhiều lớp
1. Các mẫu thử cấu trúc vĩ mô phải được cắt ra từ vật thử như được chỉ ra ở Hình 6/6.14. Bề mặt được thử của mẫu thử phải vuông góc với bề mặt tấm kim loại vật thử.
2. Cả hai thành phần: Phần kim loại mối hàn và phần tiếp giáp giữa kim loại mối hàn và kim loại cơ bản khi quan sát phải thể hiện được rằng chúng nóng chảy hoàn toàn, mối hàn ngấu và có cấu trúc kim tương tốt.
6.6.10. Kiểm tra hàm lượng hydrô
Việc thử để kiểm tra hàm lượng hydrô phải được tuân theo các yêu cầu quy định trong 6.2.11.
6.6.11. Kiểm tra hàng năm
1. Trong mỗi lần kiểm tra hàng năm việc thử quy định ở mục -2 và -3 dưới đây phải được thực hiện cho từng loại vật liệu hàn đã được Đăng kiểm công nhận và những vật liệu hàn đó phải thỏa mãn các yêu cầu tương ứng.
2. Những dạng thử trong mỗi lần kiểm tra hàng năm phải phù hợp với những yêu cầu được đưa ra ở Bảng 6/6.39.
3. Quy trình hàn và các yêu cầu đối với vật thử được dùng để thử theo các quy định ở mục -2 ở trên phải phù hợp với các yêu cầu đã nêu ở các mục từ 6.6.5 đến 6.6.8.
6.6.12. Thay đổi loại vật liệu hàn
Trường hợp cần phải thay đổi loại vật liệu hàn có liên quan đến độ bền và tính dẻo của vật liệu hàn tự động một mặt đã được Đăng kiểm công nhận thì tất cả các dạng thử quy định ở mục 6.6.4-1 phải được tiến hành theo các yêu cầu đưa ra ở mục 6.1.3-6 và vật liệu hàn tự động một mặt đó phải đạt kết quả thử thỏa mãn.
Bảng 6/6.39 Những dạng thử trong mỗi lần kiểm tra hàng năm
|
Loại vật liệu hàn |
Kỹ thuật hàn |
Dạng thử |
Vật thử |
Loại và số mẫu thử được cắt ra từ mỗi vật thử |
||
|
Số lượng |
Kích thước |
chiều dày (mm) |
||||
|
AW1 AW2 AW3 AW51 AW52 AW53 AW54 AW52Y40 AW53Y40 AW54Y40 AWL1 AWL2 AWL3 AWL91 AWL92 |
Hàn một lớp |
Thử mối hàn giáp mép(2) |
1 |
Hình 6/6.14 |
20 |
Mẫu thử kéo: 1 Mẫu thử kéo dọc mối hàn: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử độ dai va đập: 3(1) |
|
Hàn nhiều lớp |
1 |
20 ~ 25 |
Mẫu thử kéo: 1 Mẫu thử kéo dọc mối hàn: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử độ dai va đập: 3(1) |
|||
|
Hàn một lớp và hàn nhiều lớp |
1 |
20 ~ 25 |
Mẫu thử kéo: 1 Mẫu thử kéo dọc mối hàn: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử độ dai va đập: 3(1) |
|||
Chú thích:
(1) Vị trí của vết khắc và việc cắt chọn mẫu thử độ dai va đập phải phù hợp với Hình 6/6.15.
(2) Việc thử mối hàn giáp mép đối với kỹ thuật hàn nhiều lớp và một lớp phải được tiến hành với kỹ thuật hàn một lớp.
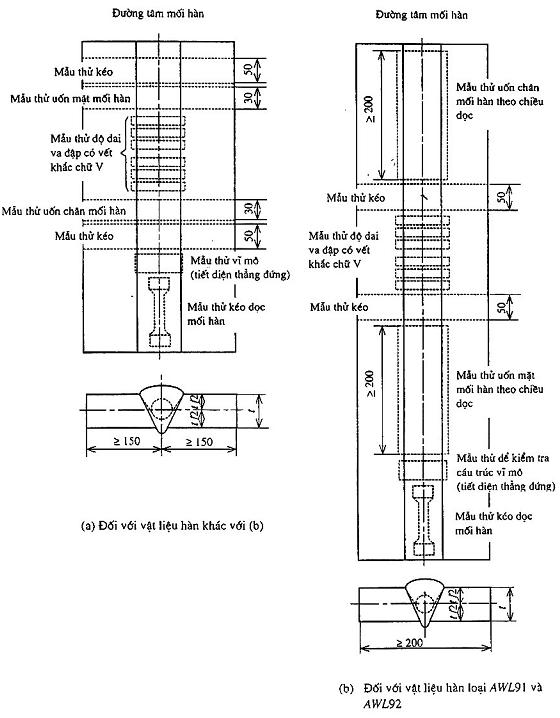
Hình 6/6.14 Vật thử mối hàn giáp mép được hàn nhiều lớp và một lớp
(Đơn vị: mm, t: chiều dày tấm kim loại vật thử)
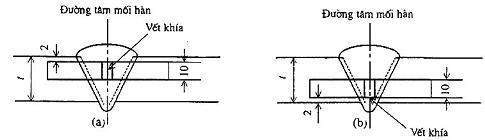
Hình 6/6.15 Vị trí mẫu thử độ dai va đập mối hàn giáp mép được hàn bằng kỹ thuật hàn nhiều lớp và một lớp (Đơn vị: mm, t: chiều dày tấm kim loại vật thử)
6.7. Vật liệu hàn thép không gỉ
6.7.1. Phạm vi áp dụng
Vật liệu hàn thép không gỉ (từ sau đây ở 6.7 được gọi là “vật liệu hàn”) phải được tiến hành thử công nhận và kiểm tra hàng năm theo những yêu cầu của 6.7.
6.7.2. Loại và ký hiệu vật liệu hàn
1. Các vật liệu hàn thép không gỉ được phân thành các loại như đưa ra ở Bảng 6/6.40.
2. Những vật liệu hàn hồ quang dưới thuốc đã được thử đạt yêu cầu đối với từng quy trình đưa ra ở Bảng 6/6.42 sẽ được điền bổ sung các hậu tố đưa ra ở Bảng 6/6.41 vào cuối ký hiệu vật liệu hàn.
3. Đối với vật liệu hàn bán tự động là dây kim loại có chất gây chảy nêu trong mục -1 ở trên, hậu tố G sẽ được bổ sung vào ký hiệu loại vật liệu hàn nếu như chúng cần phải có khí bảo vệ khi hàn và hậu tố N sẽ được điền bổ sung vào ký hiệu loại vật liệu hàn nếu như chúng không cần có khí bảo vệ khi hàn. Loại khí bảo vệ sử dụng khi hàn phải là loại quy định ở Bảng 6/6.14 của 6.3.2-3 và hậu tố chỉ loại khí bảo vệ được đưa ra ở Bảng 6/6.14 sẽ được bổ sung vào sau hậu tố G (ví dụ: W308G(C)).
Bảng 6/6.40 Loại và ký hiệu vật liệu hàn thép không gỉ
|
Hàn hồ quang bằng tay |
Hàn TIG(1) và MIG(2) |
Dây hàn có chất gây chảy hàn bán tự động |
Hàn hồ quang dưới thuốc |
|
D308 |
Y308 |
W308 |
U308 |
|
D308L |
Y308L |
W308L |
U308L |
|
D309 |
Y309 |
W309 |
U309 |
|
D309L |
Y309L |
W309L |
U309L |
|
D309Mo |
Y309Mo |
W309Mo |
U309Mo |
|
D309MoL |
— |
W309MoL |
— |
|
D310 |
Y310 |
W310 |
U310 |
|
— |
Y310S |
— |
— |
|
D310Mo |
— |
— |
— |
|
D316 |
Y316 |
W316 |
U316 |
|
D316L |
Y316L |
W316L |
U316L |
|
D317 |
Y317 |
W317 |
U317 |
|
D317L |
Y317L |
W317L |
U317L |
|
— |
Y321 |
— |
— |
|
D347 |
Y347 |
W347 |
U347 |
Chú thích:
(1) TIG: Hàn hồ quang bằng điện cực Vonfram trong môi trường khí trơ bảo vệ.
(2) MIG: Hàn trong khí trơ bảo vệ.
Bảng 6/6.41 Các hậu tố
|
Kỹ thuật hàn |
Ký hiệu |
|
Kỹ thuật hàn nhiều lớp |
M |
|
Kỹ thuật hàn hai lớp |
T |
|
Kỹ thuật hàn hai lớp và hàn nhiều lớp |
TM |
Bảng 6/6.42 Các dạng thử đối với vật liệu hàn thép không gỉ
|
Loại vật liệu hàn |
Dạng thử |
Vật thử |
Loại và số lượng mẫu thử lấy ra từ vật thử |
|||||
|
Tư thế hàn |
Đường kính(1) que hàn hoặc dây hàn (mm) |
Số lượng |
Kích thước |
Chiều dày (mm) |
||||
|
Que hàn dùng cho hàn hồ quang bằng tay |
Thử kim loại đắp |
Hàn bằng |
3,2 |
1 |
Hình 6/6.16 |
12 |
Mẫu thử kéo : 1 |
|
|
4,0 |
19 |
|||||||
|
Thử mối hàn giáp mép |
Hàn bằng |
3,2 hoặc 4,0 |
1 |
Hình 6/6.17 |
9 ~ 12 |
Mẫu thử kéo: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 |
||
|
Hàn ngang |
1 |
|||||||
|
Hàn đứng đi lên |
1 |
|||||||
|
Hàn đứng đi xuống |
1 |
|||||||
|
Hàn trần |
1 |
|||||||
|
Vật liệu hàn dùng cho hàn TIG |
Thử kim loại đắp |
Hàn bằng |
2,4 |
1 |
Hình 6/6.16 |
12 |
Mẫu thử kéo: 1 |
|
|
3,2 |
19 |
|||||||
|
Mối hàn giáp mép |
Hàn bằng |
2,0 ~ 3,2 |
1 |
Hình 6/6.17 |
9 ~ 12 |
Mẫu thử kéo: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 |
||
|
Hàn ngang |
1 |
|||||||
|
Hàn đứng đi lên |
1 |
|||||||
|
Hàn đứng đi xuống |
1 |
|||||||
|
Hàn trần |
1 |
|||||||
|
Vật liệu hàn dùng cho hàn MIG |
Thử kim loại đắp |
Hàn bằng |
1,2 |
1 |
Hình 6/6.16 |
12 |
Mẫu thử kéo: 1 |
|
|
1,6 |
19 |
|||||||
|
Thử mối hàn giáp mép |
Hàn bằng |
1,2 ~ 2,0 |
1 |
Hình 6/6.17 |
9 ~ 12 |
Mẫu thử kéo: 1 Mẫu thử uốn chân mối hàn: 1 Mẫu thử uốn mặt mối hàn: 1 |
||
|
Hàn ngang |
1 |
|||||||
|
Hàn đứng đi lên |
1 |
|||||||
|
Hàn đứng đi xuống |
1 |
|||||||
|
Hàn trần |
1 |
|||||||
|
Dây hàn có chất gây chảy dùng cho hàn bán tự động |
Thử kim loại đắp |
Hàn bằng |
1,2 ~ 2,4 |
1 |
Hình 6/6.16 |
12 |
Mẫu thử kéo: 1 |
|
|
3,2 hoặc đường kính lớn nhất |
19 |
|||||||
|
Thử mối hàn giáp mép |
Hàn bằng |
1,2 ~ 3,2 |
1 |
Hình 6/6.17 |
9 ~ 12 |
Mẫu thử kéo: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 |
||
|
Hàn ngang |
1 |
|||||||
|
Hàn đứng di lên |
1 |
|||||||
|
Hàn đứng đi xuống |
1 |
|||||||
|
Hàn trần |
1 |
|||||||
|
Vật liệu dùng cho hàng hồ quang dưới thuốc |
Hàn nhiều lớp |
Thử kim loại đắp |
Hàn bằng |
1,2 ~ 4,0 |
1 |
Hình 6/6.16 |
19 ~25 |
Mẫu thử kéo : 1 |
|
Mối hàn giáp mép |
Hàn bằng |
1,2 ~ 4,0 |
1 |
Hình 6/6.18(a) |
19 |
Mẫu thử kéo: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 |
||
|
Hàn hai lớp |
Mối hàn giáp mép |
Hàn bằng |
1,2 ~ 2,4 |
1 |
Hình 6/6.18(b) |
12 |
Mẫu thử kéo: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 |
|
|
Hàn bằng |
4,0 |
1 |
19 |
Mẫu thử kéo: 1 Mẫu thử kéo dọc mối hàn: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 |
||||
|
Kỹ thuật hàn hai lớp và Kỹ thuật hàn nhiều lớp |
Thử kim loại đắp |
Hàn bằng |
1,2 ~ 4,0 |
1 |
Hình 6/6.16 |
19 ~ 25 |
Mẫu thử kéo : 1 |
|
|
Thử mối hàn giáp mép |
Hàn bằng |
1,2 ~ 4,0 |
1 |
Hình 6/6.18(a) |
19 |
Mẫu thử kéo: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 |
||
|
Thử mối hàn giáp mép |
Hàn bằng |
1,2 ~ 2,4 |
1 |
Hình 6/6.18(b) |
12 |
Mẫu thử kéo: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 |
||
|
Hàn bằng |
4,0 |
1 |
19 |
Mẫu thử kéo: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 |
||||
Chú thích:
(1) Khi được Đăng kiểm đồng ý, đường kính của que hàn hoặc dây hàn có thể được thay đổi.
6.7.3. Thử để công nhận vật liệu hàn
1. Để công nhận vật liệu hàn, các dạng thử quy định ở mục 6.7.4-1 phải được tiến hành đối với từng loại vật liệu hàn.
2. Đối với vật liệu hàn bán tự động là dây kim loại có chất gây chảy cần có khí bảo vệ khi hàn, việc thử theo mục -1 ở trên phải được thực hiện đối với từng loại khí bảo vệ đưa ra ở Bảng 6/6.14. Mặc dù vậy, khi nhà chế tạo vật liệu hàn khuyến nghị dùng các loại khí bảo vệ thuộc nhóm M1, M2 hoặc M3 của Bảng 6/6.14 thì việc thử công nhận vật liệu hàn phải được thực hiện theo một trong hai phương pháp dưới đây.
(1) Khi việc thử theo quy định trong mục -1 ở trên được tiến hành với một loại khí bảo vệ của một nhóm nào đó thì việc thử đối với loại khí khác của cùng nhóm đó được phép miễn.
(2) Khi vật liệu hàn được quy định có thể được dùng với bất kỳ loại khí bảo vệ nào của nhóm M1, M2 hoặc M3 thì việc thử theo quy định trong mục -1 ở trên được phép được giới hạn với loại khí bất kỳ của nhóm M1, M2 hoặc M3 với điều kiện phải được Đăng kiểm đồng ý.
6.7.4. Những điều khoản chung cho việc thử để công nhận
1. Dạng thử, số lượng, chiều dày và kích thước của các vật thử, đường kính dây hàn được sử dụng, loại và số lượng các mẫu thử được cắt ra từ mỗi vật thử cho mỗi tư thế hàn đối với các vật liệu hàn phải phù hợp với Bảng 6/6.42. Tuy nhiên các dạng thử bổ sung theo các loại chép như thử chống ăn mòn, thử va đập, thử cấu trúc vĩ mô, v.v..., trừ các dạng thử như đã nêu ở Bảng 6/6.42 có thể được yêu cầu tiến hành khi Đăng kiểm xét thấy cần thiết.
2. Những loại thép được dùng làm vật thử phải là loại được quy định ở Bảng 6/6.43 tương ứng với từng loại vật liệu hàn hoặc các loại thép khác được Đăng kiểm cho là tương đương.
Bảng 6/6.43 Những loại thép dùng làm vật thử
|
Loại vật liệu hàn |
Loại thép dùng làm vật thử |
|
D308, Y308, W308, U308 |
SUS304 |
|
D308L, Y308L, W308L, U308L |
SUS304L |
|
D309, Y309, W309, U309 |
SUS309S |
|
D309L, Y309L, W309L, U309L |
|
|
D309Mo, Y309Mo, W309Mo, U309Mo |
|
|
D309MoL, W309MoL, |
|
|
D310, Y310, W310, U310 |
SUS310S |
|
Y310S |
|
|
D310Mo |
|
|
D316, Y316, W316, U316 |
SUS316 |
|
D316L, Y316L, W316L, U316L |
SUS316L |
|
D317, Y317, W317, U317 |
SUS317 |
|
D317L, Y317L, W317L, U317L |
SUS317, SUS317L |
|
Y312 |
SUS321 |
|
D347, Y347, W347, U347 |
SUS321, SUS347 |
Chú thích:
(1) Mặc dù những yêu cầu ở bảng này, thép thường hoặc thép có độ bền cao có thể được dùng làm vật thử kim loại đắp. Trong trường hợp đó, khi hàn vật thử phải tiến hành hàn đắp từng lớp mỏng một cách thích hợp.
6.7.5. Trình tự hàn vật thử
1. Vật thử kim loại đắp (Hình 6/6.16)
(1) Các vật thử phải được hàn ở tư thế hàn bằng theo quy trình hàn do nhà chế tạo đề nghị.
(2) Sau khi hàn xong mỗi lớp, vật thử phải được để trong không khí yên tĩnh cho đến khi nó nguội đến nhiệt độ dưới 100° nhưng không dưới 15°C, nhiệt độ được đo tại tâm bề mặt mối hàn.
2. Vật thử mối hàn giáp mép (Hình 6/6.17 và 6/6.18)
(1) Các vật thử phải được hàn ở mỗi tư thế hàn do nhà chế tạo vật liệu hàn khuyến nghị (hàn bằng, hàn ngang, hàn đứng đi lên, hàn đứng đi xuống và hàn trần).
(2) Sau khi hàn xong mỗi lớp, vật thử phải được để trong không khí yên tĩnh cho đến khi nó nguội đến nhiệt độ dưới 150 oC nhưng không dưới 15°C, nhiệt độ được đo tại tâm bề mặt mối hàn.
3. Sau khi hàn xong vật thử không được tiến hành bất cứ một biện pháp nhiệt luyện nào đối với các vật thử đó.
4. Sau khi hàn xong các vật thử phải được tiến hành kiểm tra bằng phương pháp chụp ảnh phóng xạ mối hàn trước khi cắt lấy mẫu thử.
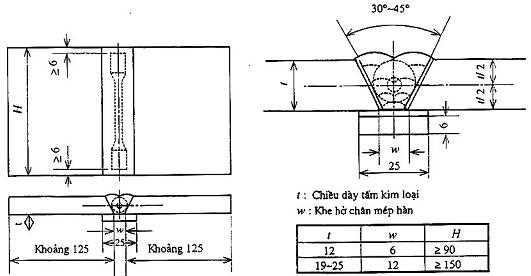
Hình 6/6.16 Vật thử kim loại đắp (đơn vị: mm)
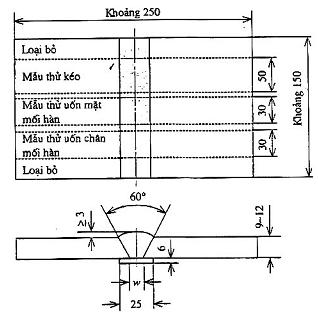
|
Loại vật liệu hàn |
Que hàn dùng cho hàn hồ quang bằng tay |
Vật liệu hàn dùng cho hàn TIG |
Vật liệu hàn dùng cho hàn MIG |
Dây hàn có chất gây chảy dùng cho hàn bán tự động |
|
Khe hở W (mm) |
Đường kính (lớn nhất) của que hàn |
≤ 5 |
≤ 5 |
≤ 6 |
Hình 6/6.17 Vật thử mối hàn giáp mép đối với que hàn dùng trong hàn hồ quang bằng tay, vật liệu hàn dùng trong hàn MIG và TIG và dây hàn có chất trợ dung dùng trong hàn bán tự động (đơn vị: mm)
Bảng 6/6.44 Thành phần hóa học kim loại đắp đối với từng loại que hàn
|
Loại vật liệu hàn |
Thành phần hóa học kim loại đắp (%) |
||||||||
|
C (lớn nhất) |
Si (lớn nhất) |
Mn (lớn nhất) |
P (lớn nhất) |
S (lớn nhất) |
Ni
|
Cr
|
Mo
|
Các thành phần khác |
|
|
D308 |
0,08 |
0,90 |
2,50 |
0,04 |
0,03 |
9,0~11,0 |
18,0~21,0 |
— |
— |
|
D308L |
0,04 |
0,90 |
2,50 |
0,04 |
0,03 |
9,0~12,0 |
18,0~21,0 |
— |
— |
|
D309 |
0,15 |
0,90 |
2,50 |
0,04 |
0,03 |
12,0~14,0 |
22,0~25,0 |
— |
— |
|
D309L |
0,04 |
0,90 |
2,50 |
0,04 |
0,03 |
12,0~16,0 |
22,0~25,0 |
— |
— |
|
D309Mo |
0,12 |
0,90 |
2,50 |
0,04 |
0,03 |
12,0~14,0 |
22,0~25,0 |
2,0~3,0 |
— |
|
D309MoL |
0,04 |
0,90 |
2,50 |
0,04 |
0,03 |
12,0~14,0 |
22,0~25,0 |
2,0~3,0 |
— |
|
D310 |
0,02 |
0,75 |
2,50 |
0,03 |
0,03 |
20,0~22,0 |
22,0~28,0 |
— |
— |
|
D310Mo |
0,12 |
0,75 |
2,50 |
0,03 |
0,03 |
20,0~22,0 |
22,0~28,0 |
2,0~3,0 |
— |
|
D316 |
0,08 |
0,90 |
2,50 |
0,04 |
0,03 |
11,0~14,0 |
17,0~20,0 |
2,0~2,75 |
— |
|
D316L |
0,04 |
0,90 |
2,50 |
0,04 |
0,03 |
11,0~16,0 |
17,0~20,0 |
2,0~2,75 |
— |
|
D317 |
0,08 |
0,90 |
2,50 |
0,04 |
0,03 |
12,0~14,0 |
18,0~21,0 |
3,0~4,0 |
— |
|
D317L |
0,04 |
0,90 |
2,50 |
0,04 |
0,03 |
12,0~16,0 |
18,0~21,0 |
3,0~4,0 |
— |
|
D347 |
0,08 |
0,90 |
2,50 |
0,04 |
0,03 |
9,0~11,0 |
18,0~21,0 |
— |
Nb 8xC(%)~1,0 |
Bảng 6/6.45 Thành phần hóa học kim loại đắp đối với que hàn để hàn TIG và dây hàn để hàn MIG
|
Loại vật liệu hàn |
Thành phần hóa học kim loại đắp (%) |
||||||||
|
C (lớn nhất) |
Si (lớn nhất) |
Mn
|
P (lớn nhất) |
S (lớn nhất) |
Ni
|
Cr
|
Mo
|
Các thành phần khác |
|
|
Y308 |
0,08 |
0,65 |
1,0~2,5 |
0,03 |
0,03 |
9,0~11,0 |
19,5~22,0 |
— |
— |
|
Y308L |
0,03 |
0,65 |
1,0~2,5 |
0,03 |
0,03 |
9,0~11,0 |
19,5~22,0 |
— |
— |
|
Y309 |
0,12 |
0,65 |
1,0~2,5 |
0,03 |
0,03 |
12,0~14,0 |
23,0~25,0 |
— |
— |
|
Y309L |
0,03 |
0,65 |
1,0~2,5 |
0,03 |
0,03 |
12,0~14,0 |
23,0~25,0 |
— |
— |
|
Y309Mo |
0,12 |
0,65 |
1,0~2,5 |
0,03 |
0,03 |
12,0~14,0 |
23,0~25,0 |
2,0~3,0 |
— |
|
Y310 |
0,15 |
0,65 |
1,0~2,5 |
0,03 |
0,03 |
20,0~22,5 |
25,0~28,0 |
— |
— |
|
Y310S |
0,08 |
0,65 |
1,0~2,5 |
0,03 |
0,03 |
20,0~22,5 |
25,0~28,0 |
— |
— |
|
Y316 |
0,08 |
0,65 |
1,0~2,5 |
0,03 |
0,03 |
11,0~14,0 |
18,0~20,0 |
2,0~3,0 |
— |
|
Y316L |
0,03 |
0,65 |
1,0~25 |
0,03 |
0,03 |
11,0~14,0 |
18,0~20,0 |
2,0~3,0 |
— |
|
Y317 |
0,08 |
0,65 |
1,0~2,5 |
0,03 |
0,03 |
13,0~15,0 |
18,5~20,5 |
3,0~4,0 |
— |
|
Y317L |
0,03 |
0,65 |
1,0~2,5 |
0,03 |
0,03 |
13,0~15,0 |
18,5~20,5 |
3,0~4,0 |
— |
|
Y321 |
0,08 |
0,65 |
1,0~2,5 |
0,03 |
0,03 |
9,0~10,5 |
18,5~20,5 |
— |
Ti 9XC(%)~1,0 |
|
Y347 |
0,08 |
0,65 |
1,0~2,5 |
0,03 |
0,03 |
9,0~11,0 |
19,0~21,5 |
— |
Nb 10xC(%)~1,0 |
6.7.6. Thành phần hóa học
1. Que hàn dùng trong hàn hồ quang bằng tay và các vật liệu hàn dây kim loại có chất gây chảy dùng cho hàn bán tự động và vật liệu hàn dùng cho hàn hồ quang dưới thuốc phải có giá trị các thành phần hóa học của kim loại đắp phù hợp với các yêu cầu đưa ra ở các Bảng 6/6.44, 6/6.46 và 6/6.47.
2. Các vật liệu hàn dùng cho hàn TIG và hàn MIG phải có thành phần hóa học khi phân tích mẻ nấu vật liệu hàn phù hợp với những yêu cầu đưa ra ở Bảng 6/6.45.
6.7.7. Thử kéo kim loại đắp
1. Mẫu thử kéo phải là loại 1B hoặc 1C đã đưa ra ở Bảng 6/3.1 và một mẫu thử phải được cắt ra từ mỗi vật thử. Khi được Đăng kiểm đồng ý, một mẫu thử kéo loại U1A có thể được cắt ra từ vật thử sao cho trục dọc của mẫu thử trùng với tâm của mối hàn và giữa chiều dày của tấm kim loại vật thử (Hình 6/6.16).
2. Các mẫu thử kéo có thể được nung nóng đến dưới nhiệt độ 250 °C trong thời gian không quá 16 giờ để khử Hydro trước khi tiến hành thử kéo.
3. Độ bền kéo, ứng suất chảy và độ dãn dài tương đối của các mẫu thử phải phù hợp với các yêu cầu của Bảng 6/6.48 theo từng loại vật liệu hàn tương ứng.
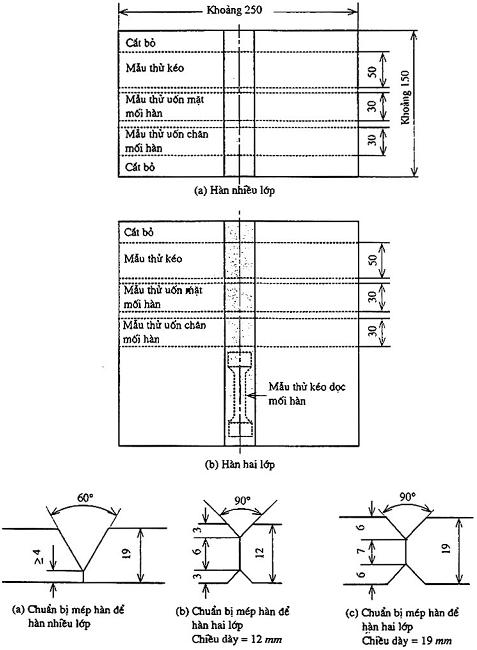
Hình 6/6.18 Vật thử mối hàn giáp mép đối với hàn hồ quang dưới thuốc (đơn vị: mm)
Bảng 6/6.46 Thành phần hóa học kim loại đắp đối với hàn bán tự động
(a) Có khí bảo vệ
|
Loại vật liệu hàn |
Thành phần hóa học kim loại đắp (%) |
||||||||
|
C (lớn nhất) |
Si (lớn nhất) |
Mn
|
P (lớn nhất) |
S (lớn nhất) |
Ni
|
Cr
|
Mo
|
Các thành phần khác |
|
|
W308 |
0,08 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
9,0~11,0 |
18,0~21,0 |
— |
— |
|
W308L |
0,04 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
9,0~12,0 |
18,0~21,0 |
— |
— |
|
W309 |
0,10 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
12,0~14,0 |
22,0~25,0 |
— |
— |
|
W309L |
0,04 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
12,0~14,0 |
22,0~25,0 |
— |
— |
|
W309Mo |
0,12 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
12,0~14,0 |
22,0~25,0 |
2,0~3,0 |
— |
|
W309MoL |
0,04 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
12,0~14,0 |
22,0~25,0 |
2,0~3,0 |
— |
|
W310 |
0,20 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
20,0~22,0 |
25,0~28,0 |
— |
— |
|
W316 |
0,08 |
10 |
0,5~2,5 |
0,04 |
0,03 |
11,0~14,0 |
17,0~20,0 |
2,0~3,0 |
— |
|
W316L |
0,04 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
11,0~14,0 |
17,0~20,0 |
2,0~3,0 |
— |
|
W317 |
0,08 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
12,0~14,0 |
18,0~21,0 |
3,0~4,0 |
— |
|
W317L |
0,04 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
12,0~16,0 |
18,0~21,0 |
3,0~4,0 |
— |
|
W347 |
0,08 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
9,0~11,0 |
18,0~21,0 |
— |
Nb 8xC(%)~1,0 |
(b) Không có khí bảo vệ
|
Loại vật liệu hàn |
Thành phần hóa học kim loại đắp (%) |
||||||||
|
C (lớn nhất) |
Si (lớn nhất) |
Mn
|
P (lớn nhất) |
S (lớn nhất) |
Ni
|
Cr
|
Mo
|
Các thành phần khác |
|
|
W308 |
0,08 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
9,0~11,0 |
19,5~22,0 |
— |
— |
|
W308L |
0,04 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
9,0~12,0 |
19,5~22,0 |
— |
— |
|
W309 |
0,10 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
12,0~14,0 |
23,0~25,5 |
— |
— |
|
W309L |
0,04 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
12,0~14,0 |
23,0~25,5 |
— |
— |
|
W309Mo |
0,12 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
12,0~14,0 |
22,0~25,0 |
2,0~3,0 |
— |
|
W309MoL |
0,04 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
12,0~14,0 |
22,0~25,0 |
2,0~3,0 |
— |
|
W310 |
0,20 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
20,0~22,0 |
25,0~28,0 |
— |
— |
|
W316 |
0,08 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
11,0~14,0 |
18,0~20,5 |
2,0~3,0 |
— |
|
W316L |
0,04 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
11,0~14,0 |
18,0~20,5 |
2,0~3,0 |
— |
|
W317 |
0,08 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
13,0~15,0 |
18,5~21,0 |
3,0~4,0 |
— |
|
W317L |
0,04 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
13,0~15,0 |
18,5~21,0 |
3,0~4,0 |
— |
|
W347 |
0,08 |
1,0 |
0,5~2,5 |
0,04 |
0,03 |
9,0~11,0 |
19,0~21,5 |
— |
Nb 8xC(%)~1,0 |
Bảng 6/6.47 Thành phần hóa học kim loại đắp đối với hàn hồ quang dưới thuốc
|
Loại vật liệu hàn |
Thành phần hóa học kim loại đắp (%) |
||||||||
|
C (lớn nhất) |
Si (lớn nhất) |
Mn (lớn nhất) |
P (lớn nhất) |
S (lớn nhất) |
Ni
|
Cr
|
Mo
|
Các thành phần khác |
|
|
U308 |
0,08 |
1,0 |
2,50 |
0,04 |
0,03 |
9,0~11,0 |
18,0~21,0 |
— |
— |
|
U308L |
0,04 |
1,0 |
2,50 |
0,04 |
0,03 |
9,0~12,0 |
18,0~21,0 |
— |
— |
|
U309 |
0,15 |
1,0 |
2,50 |
0,04 |
0,03 |
12,0~14,0 |
22,0~25,0 |
— |
— |
|
U309L |
0,04 |
1,0 |
2,50 |
0,04 |
0,03 |
12,0~14,0 |
22,0~25,0 |
— |
— |
|
U309Mo |
0,12 |
1,0 |
2,50 |
0,04 |
0,03 |
12,0~14,0 |
22,0~25,0 |
2,0~3,0 |
— |
|
U310 |
0,20 |
0,75 |
2,50 |
0,03 |
0,03 |
20,0~22,0 |
25,0~28,0 |
— |
— |
|
U316 |
0,08 |
1,0 |
2,50 |
0,04 |
0,03 |
11,0~4,0 |
17,0~20,0 |
2,0~2,75 |
— |
|
U316L |
0,04 |
1,0 |
2,50 |
0,04 |
0,03 |
11,0~16,0 |
17 0~20,0 |
2,0~2,75 |
— |
|
U317 |
0,08 |
1,0 |
2,50 |
0,04 |
003 |
12,0~14,0 |
18,0~21,0 |
3,0~4,0 |
— |
|
U317L |
0,04 |
1,0 |
2,50 |
0,04 |
0,03 |
12,0~16,0 |
18,0~21,0 |
3,0~4,0 |
— |
|
U3347 |
0,08 |
1,0 |
2,50 |
0,04 |
0,03 |
9,0~11,0 |
18,0~21,0 |
— |
Nb, 8xC(%)~1,0 |
6.7.8. Thử kéo mối hàn giáp mép
1. Mẫu thử kéo phải là loại U2A hoặc U2B được đưa ra ở Bảng 6/3.1 và một mẫu thử phải được cắt ra từ mỗi vật thử.
2. Độ bền kéo của mỗi mẫu thử phải thỏa mãn với những yêu cầu đưa ra ở Bảng 6/6.49.
3. Vật liệu hàn hồ quang dưới thuốc chỉ dùng cho kỹ thuật hàn hai lớp phải được cắt chọn các mẫu thử kéo loại U1A đưa ra ở Bảng 6/3.1 sao cho đường tâm dọc của mẫu thử phải trùng với đường tâm của mối hàn và tâm chiều dày vật thử.
4. Các mẫu thử kéo dọc mối hàn quy định trong ở -3 trên có thể được nung nóng đến nhiệt độ dưới 250°C trong thời gian không quá 16 giờ để khử hydrô trước khi tiến hành thử.
5. Những yêu cầu đối với thử kéo quy định trong ở -2 và -3 trên được đưa ra ở Bảng 6/6.48.
6.7.9. Thử uốn mối hàn giáp mép
1. Các mẫu thử uốn mặt và uốn chân mối hàn giáp mép phải là loại UB-6 được đưa ra ở Bảng 6/3.1 và các mẫu thử đó phải được cắt ra từ mỗi vật thử (Hình 6/6.17 và 6/18).
Bảng 6/6.48 Những yêu cầu thử kéo đối với kim loại đắp
|
Que hàn để hàn hồ quang bằng tay |
Vật liệu cho hàn TIG và MIG |
Dây hàn có chất gây cháy để hàn bán tự động |
Vật liệu hàn hồ quang dưới thuốc |
Giới hạn bền kéo nhỏ nhất (N/mm2) |
Giới hạn chảy quy ước 0,2% (N/mm2) |
Độ dãn dài tương đối nhỏ nhất (%) |
|
D308 |
Y308 |
W308 |
U308 |
550 |
225 |
35 |
|
D308L |
Y308L |
W308L |
U308L |
510 |
205 |
35 |
|
D309 |
Y309 |
W309 |
U309 |
550 |
225 |
30 |
|
D309L |
Y309L |
W309L |
U309L |
510 |
205 |
30 |
|
D309Mo |
Y309Mo |
W309Mo |
U309Mo |
550 |
225 |
30 |
|
D309MoL |
— |
W309MoL |
— |
510 |
205 |
30(1) |
|
D310 |
Y310 |
W310 |
U310 |
550 |
225 |
30 |
|
— |
Y310S |
— |
— |
550 |
225 |
30 |
|
D310Mo |
— |
— |
— |
550 |
225 |
30 |
|
D316 |
Y316 |
W316 |
U316 |
550 |
225 |
30 |
|
D316L |
Y316L |
W316L |
U316L |
510 |
205 |
35 |
|
D317 |
Y317 |
W317 |
U317 |
550 |
225 |
30 |
|
D317L |
Y317L |
W317L |
U317L |
510 |
205 |
30 |
|
— |
Y321 |
— |
— |
550 |
225 |
30 |
|
D347 |
Y347 |
W347 |
U347 |
550 |
225 |
30 |
Chú thích:
(1) Độ dãn dài tương đối của vật liệu hàn W309MoL không được nhỏ hơn 20%.
2. Các mẫu thử phải có khả năng chịu được uốn một góc 120° quanh một chi tiết uốn có bán kính bằng 1,5 lần chiều dày mẫu thử mà không xuất hiện các vết nứt dài quá 3 mi-li-mét hoặc có các khuyết tật khác trên bề mặt ngoài của mẫu thử.
6.7.10. Kiểm tra hàng năm
1. Trong những lần kiểm tra hàng năm, các dạng thử quy định ở -2 và -3 dưới đây phải được thực hiện đối với từng loại vật liệu hàn đã được Đăng kiểm công nhận và các vật liệu hàn đó phải đạt được các kết quả thử thỏa mãn yêu cầu.
2. Các dạng thử, đường kính các vật liệu hàn, tư thế hàn, các yêu cầu đối với vật thử, v.v..., trong những lần kiểm tra hàng năm phải phù hợp với các quy định ở Bảng 6/6.50.
3. Quá trình hàn vật thử và các yêu cầu khác đối với vật thử được quy định ở các mục từ 6.7.5 đến 6.7.9.
Bảng 6/6.49 Những yêu cầu thử kéo mối hàn giáp mép
|
Que hàn để hàn hồ quang bằng tay |
Vật liệu cho hàn TIG và MIG |
Dây hàn có chất gây cháy để hàn bán tự động |
Vật liệu hàn hồ quang dưới thuốc |
Giới hạn bền kéo nhỏ nhất (N/mm2) |
|
D308 |
Y308 |
W308 |
U308 |
520 |
|
D308L |
Y308L |
W308L |
U308L |
480 |
|
D309 |
Y309 |
W309 |
U309 |
520 |
|
D309L |
Y309L |
W309L |
U309L |
520 |
|
D309Mo |
Y309Mo |
W309Mo |
U309Mo |
520 |
|
D309MoL |
— |
W309MoL |
— |
520 |
|
D310 |
Y310 |
W310 |
U310 |
520 |
|
— |
Y310S |
— |
— |
520 |
|
D310Mo |
— |
— |
— |
520 |
|
D316 |
Y316 |
W316 |
U316 |
520 |
|
D316L |
Y316L |
W316L |
U316L |
480 |
|
D317 |
Y317 |
W317 |
U317 |
520(1) |
|
D317L |
Y317L |
W317L |
U317L |
520(1) |
|
— |
Y321 |
— |
— |
520 |
|
D347 |
Y347 |
W347 |
U347 |
520 |
Chú thích:
(1) Trong trường hợp vật thử được làm bằng loại thép có ký hiệu SUS317L, thì độ bền kéo của mẫu thử mối hàn giáp mép phải lớn hơn hoặc bằng 480 N/mm2.
6.8. Vật liệu hàn hợp kim nhôm
6.8.1. Phạm vi áp dụng
Vật liệu hàn dùng để hàn hợp kim nhôm quy định ở (1) và (2) dưới đây (từ sau đây trong mục 6.8 này gọi là “vật liệu hàn” phải được thử để công nhận và kiểm tra hàng năm theo những yêu cầu của mục này.
(1) Kết hợp dây hàn với khí khi hàn hồ quang bằng điện cực Vonfram trong môi trường khí trơ bảo vệ (TIG) hoặc khi hàn hồ quang plasma.
(2) Dây hàn và sự kết hợp của dây hàn và khí hàn đối với hàn hồ quang kim loại trong môi trường khí trơ (MIG), hàn hồ quang bằng điện cực Vonfram trong môi trường khí trơ bảo vệ hoặc hàn hồ quang plasma.
6.8.2. Loại và ký hiệu của các loại vật liệu hàn
1. Loại và ký hiệu của các vật liệu hàn được phân loại như ở Bảng 6/6.51.
2. Vật liệu hàn sử dụng khí bảo vệ hậu tố G phải được điền bổ sung vào cuối ký hiệu loại vật liệu hàn. Loại khí được dùng phải là loại đưa ra ở Bảng 6/6.52 và cũng phải điền hậu tố G vào cuối ký hiệu (Ví dụ: A/5RBG(I-3)).
6.8.3. Thử để công nhận vật liệu hàn
1. Để công nhận các vật liệu hàn, các việc thử theo quy định ở 6.8.4-1 phải được tiến hành cho từng loại vật liệu hàn.
2. Đối với vật liệu hàn sử dụng khí bảo vệ, các việc thử quy định ở -1 trên phải được tiến hành đối với mỗi loại khí bảo vệ được đưa ra ở Bảng 6/6.52. Tuy nhiên, trong trường hợp nhà chế tạo vật liệu hàn khuyến nghị dùng các loại khí bảo vệ thuộc nhóm I nêu trong Bảng 6/6.52 và các cuộc thử quy định ở -1 được tiến hành đối với mỗi loại khí bảo vệ, thì việc thử đối với loại khí khác trong cùng một nhóm đó sẽ được miễn, nếu được Đăng kiểm chấp nhận.
6.8.4. Những quy định chung đối với việc thử
1. Các dạng thử, chiều dày, kích thước vật thử, đường kính vật liệu hàn dùng để hàn vật thử, tư thế hàn và quy trình hàn vật thử, số lượng và loại các mẫu thử được cắt ra từ mỗi vật thử đối với các vật liệu hàn phải phù hợp với những quy định ở Bảng 6/6.53.
2. Những hợp kim nhôm được dùng làm vật thử phải phù hợp với các quy định ở Bảng 6/6.54.
Bảng 6/6.50 Các dạng thử trong lần kiểm tra hàng năm
|
Loại vật liệu hàn |
Dạng thử |
Vật thử |
Loại và số lượng mẫu thử lấy ra từ một vật thử |
|||||
|
Tư thế hàn |
Đường kính que hàn hoặc dây hàn (mm) |
Số lượng |
Kích thước |
Chiều dày (mm) |
||||
|
Que hàn dùng cho hàn hồ quang bằng tay |
Thử kim loại đắp |
Hàn bằng |
3,2~4,0 |
1 |
Hình 6/6.16 |
12~19 |
Mẫu thử kéo: 1 |
|
|
Vật liệu dùng cho hàn TIG |
Thử kim loại đắp |
Hàn bằng |
2,4~3,2 |
1 |
Hình 6/6.16 |
12~19 |
Mẫu thử kéo : 1 |
|
|
Vật liệu dùng cho hàn MIG |
Thử kim loại đắp |
Hàn bằng |
1,2~1,6 |
1 |
Hình 6/6.16 |
12~19 |
Mẫu thử kéo : 1 |
|
|
Dây hàn có chất gây cháy dùng cho hàn bán tự động |
Thử kim loại đắp |
Hàn bằng |
1,2~3,2 |
1 |
Hình 6/6.16 |
12~19 |
Mẫu thử kéo : 1 |
|
|
Vật liệu dùng cho hàn hồ quang dưới lớp thuốc |
Hàn nhiều lớp |
Thử kim loại đắp |
Hàn bàng |
1,2~4,0 |
1 |
Hình 6/6.16 |
19~25 |
Mẫu thử kéo : 1 |
|
Hàn hai lớp |
Thử mối hàn giáp mép |
Hàn bằng |
2,4~4,0 |
1 |
Hình 6/6.18 (b) |
12~19 |
Mẫu thử kéo: 1 Mẫu thử kéo dọc mối hàn: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 |
|
|
Hàn hai lớp và nhiều lớp |
Thử kim loại đắp |
Hàn bằng |
1,2~4,0 |
1 |
Hình 6/6.16 |
19~25 |
Mẫu thử kéo : 1 |
|
|
Thử mối hàn giáp mép |
Hàn bằng |
2,4~4,0 |
1 |
Hình 6/6.18 (b) |
12~19 |
Mẫu thử kéo: 1 Mẫu thử uốn mặt mối hàn: 1 Mẫu thử uốn chân mối hàn: 1 |
||
Bảng 6/6.51 Cấp và ký hiệu vật liệu hàn
|
Loại vật liệu hàn |
Cấp và ký hiệu |
|
Que hàn |
Al5RA, Al5RB, Al5RC, Al6RD |
|
Dây hàn |
Al5WA, Al5WB, Al5WC, Al6WD |
6.8.5. Thứ tự hàn các vật thử
1. Vật thử kim loại đắp (Hình 6/1.19)
(1) Các vật thử phải được hàn ở tư thế hàn bằng phù hợp với quy trình hàn do nhà chế tạo chỉ định.
(2) Quy cách của các vật thử tương ứng với các loại vật liệu hàn và quy trình hàn phải sao cho có thể đủ để lấy một lượng kim loại mối hàn để phân tích thành phần hóa học.
2. Vật thử mối hàn giáp mép (Hình 6/6.20 và Hình 6/6.21)
(1) Các vật thử phải được hàn ở mỗi tư thế hàn do nhà chế tạo vật liệu hàn quy định (hàn bằng, hàn ngang, hàn đứng đi lên, hàn đứng đi xuống và hàn trần). Vật thử như quy định ở Hình 6/6.21 phải được hàn ở tư thế hàn bằng.
(2) Sau khi hàn xong mỗi lớp, vật thử phải được để nguội tự nhiên trong không khí đến khi nhiệt độ đo được tại tâm bề mặt mối hàn bằng nhiệt độ môi trường. Tuy nhiên, vật thử cho vật liệu hàn loại Al6RD và Al6WD phải được hóa già tự nhiên sau khi hàn trong khoảng thời gian không ít hơn 72 giờ trước khi tiến hành thử.
3. Sau khi hàn xong vật thử không được tiến hành bất cứ một biện pháp xử lý nhiệt nào đối với các vật thử đó.
4. Sau khi hàn xong các vật thử phải được tiến hành kiểm tra bằng phương pháp chụp ảnh bức xạ mối hàn trước khi cắt lấy mẫu thử.
Bảng 6/6.52 Loại khí bảo vệ
|
Nhóm |
Loại |
Thành phần khí (%) |
|
|
He |
Ar |
||
|
I |
I-1 |
- |
100 |
|
I-2 |
100 |
- |
|
|
I-3 |
1 ~ 33 |
Còn lại |
|
|
I-4 |
34 ~ 66 |
Còn lại |
|
|
I-5 |
67 ~ 95 |
Còn lại |
|
|
E |
E-1 |
Không kể thành phần ở trên |
|
Bảng 6/6.53 Các dạng thử đối với vật liệu hàn hợp kim nhôm
|
Dạng thử |
Vật thử |
Loại và số mẫu thử được cắt ra từ một vật thử |
|||
|
Tư thế hàn |
Số lượng |
Kích thước |
Chiều dày (mm) |
||
|
Thử kim loại mối hàn (thử thành phần hóa học) |
Hàn bằng |
1 |
Hình 6/6.19 |
|
- |
|
Thử mối hàn giáp mép |
Hàn bằng |
1 |
Hình 6/6.20 |
10 ~ 12 |
Mẫu thử kéo: 2 |
|
Hàn ngang(1) |
1 |
Mẫu thử uốn mặt: 2 |
|||
|
Hàn đứng đi lên |
I |
Mẫu thử uốn chân: 2 |
|||
|
Hàn trần |
1 |
Mẫu thử cấu trúc tế vi: 1 |
|||
|
Hàn bằng |
1 |
Hình 6/6.21 |
20 ~ 25 |
Mẫu thử kéo : 2 |
|
|
Mẫu thử uốn mặt: 2 |
|||||
|
Mẫu thử uốn chân: 2 |
|||||
|
Mẫu thử cấu trúc tế vi: 1 |
|||||
Chú thích:
(1) Vật liệu hàn thỏa mãn các yêu cầu đối với tư thế hàn bằng và hàn đứng đi lên có thể được miễn các việc thử ở tư thế hàn ngang, nếu được Đăng kiểm chấp thuận.
Bảng 6/6.54 Cấp hợp kim nhôm dùng làm vật thử
|
Cấp vật liệu hàn |
Cấp hợp kim nhôm làm vật thử |
|
|
Al5RA, Al5A |
Loại 5000 |
5754P-O |
|
Al5RB, Al5WB |
5086P-O |
|
|
Al5RC, Al5WC |
5083P-O |
|
|
Al6RD, Al6WD |
Loại 6000 |
6082S(2) |
Chú thích:
(1) Ký hiệu của hợp kim nhôm bao gồm cả các ký hiệu của điều kiện ram.
(2) Hợp kim nhôm tấm khác của loại 6000 có độ bền kéo 260 N/mm2 có thể được sử dụng.
6.8.6. Thành phần hóa học của các vật liệu hàn
Thành phần hóa học của các vật liệu hàn phải được xác định thông qua việc phân tích kim loại mối hàn quy định ở Hình 6/6.19 và kết quả phân tích phải phù hợp với các giá trị giới hạn do nhà chế tạo quy định.
6.8.7. Thử kéo mối hàn giáp mép
1. Các mẫu thử kéo phải là loại U2A hoặc U2B quy định trong Bảng 6/3.1 và hai mẫu thử phải được cắt ra từ mỗi vật thử.
2 Độ bền kéo tương ứng với cấp của các vật liệu hàn phải thỏa mãn yêu cầu ở Bảng 6/6.55.
Bảng 6/6.55 Những yêu cầu đối với thử kéo
|
Cấp vật liệu hàn |
Giới hạn bền kéo (N/mm2) |
|
Al5RA, Al5W |
≥ 190 |
|
Al5RB, Al5WB |
≥ 240 |
|
Al5RC, Al5WC |
≥ 275 |
|
Al6RD, Al6WD |
≥ 170 |
6.8.8. Thử uốn mối hàn giáp mép
1. Các mẫu thử uốn mặt và uốn chân mối hàn phải là loại UB-6 quy định ở Bảng 6/3.2 và hai mẫu thử phải được cắt ra từ mỗi vật thử.
2. Các mẫu thử phải có khả năng chịu được uốn mặt và uốn chân 180° quanh một chày ép có bán kính lấy theo Bảng 6/6.56 mà không có vết nứt dài quá 3 mi-li-mét hoặc các khuyết tật khác trên bề mặt của mẫu thử.
Bảng 6/6.56 Đường kính chày ép để thử uốn
|
Cấp vật liệu hàn |
Đường kính chày ép mm (1) |
|
Al5RA, Al5W |
3t |
|
Al5RB, Al5WB |
6t |
|
Al5RC, Al5WC |
|
|
Al6RD, Al6WD |
Chú thích:
t: Chiều dày của mẫu thử (mm)
6.8.9. Thử cấu trúc tế vi mối hàn giáp mép
1. Mẫu thử cấu trúc tế vi mối hàn giáp mép được cắt theo quy định trong Hình 6/3.20 và Hình 6/6.21 và một mẫu thử phải được cắt ra từ mỗi vật thử. Bề mặt mẫu thử phải được để nguyên từ vật mẫu thử.
2. Mẫu thử cấu trúc tế vi phải được kiểm tra sao cho không có các khuyết tật có hại như không ngấu, nứt, lỗ rỗng hoặc ngậm tạp chất.
6.8.10. Kiểm tra hàng năm
1. Trong những lần kiểm tra hàng năm, mỗi loại vật liệu hàn đã được Đăng kiểm công nhận phải được thử theo 2 dưới đây và kết quả thử phải thỏa mãn.
2. Các dạng thử trong những lần kiểm tra hàng năm phải phù hợp với những yêu cầu được đưa ra ở Bảng 6/6.57.
3. Quy trình hàn vật thử và các yêu cầu đối với vật thử quy định ở -2 trên phải phù hợp với những quy định ở từ 6.8.5 đến 6.8.9.
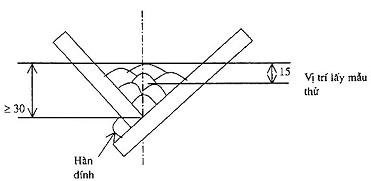
Hình 6/6.19 Vật thử kim loại đắp (đơn vị: mm)

Chú thích:
(1) Được phép hàn bịt mặt sau đối với mối hàn liên kết chữ V một phía.
(2) Trong trường hợp liên kết vát mép chữ V hai phía phải hàn với cùng một tư thế.
Hình 6/6.20 Vật thử mối hàn giáp mép có chiều dày từ 10-12 (đơn vị: mm)

Chú thích:
(1) Được phép hàn bịt mặt sau
Hình 6/6.21 Vật thử mối hàn giáp mép có chiều dày từ 20 - 25 (đơn vị: mm)
Bảng 6/6.57 Kiểm tra hàng năm vật liệu hàn hợp kim nhôm
|
Dạng thử |
Vật thử |
Loại và số mẫu thử được cắt ra từ mỗi vật thử |
|||
|
Tư thế hàn |
Số lượng |
Kích thước |
Chiều dày (mm) |
||
|
Thử kim loại đắp (phân tích thành phần hóa học) |
Hàn bằng |
1 |
Hình 6/6.19 |
- |
- |
|
Thử mối hàn giáp mép |
Hàn bằng |
1 |
Hình 6/6.20 |
10 ~ 12 |
Mẫu thử kéo: 2 Mẫu thử uốn mặt: 2 Mẫu thử uốn chân: 2 Mẫu thử cấu trúc tế vi: 1 |
6.9.1. Vật liệu hàn cho thép có độ bền cao được tôi và ram dùng cho kết cấu công trình biển
6.9.2. Phạm vi áp dụng
Thử để công nhận và kiểm tra hàng năm áp dụng cho vật liệu hàn thép có độ bền cao được tôi và ram dùng cho kết cấu (sau đây gọi tắt là “vật liệu hàn”) như nêu ở (1) đến (3) dưới đây phải phù hợp với yêu cầu quy định trong 6.9.
(1) Que hàn dùng cho hàn hồ quang tay như nêu ở 6.2.1(1) và (2).
(2) Vật liệu hàn dùng cho hàn tự động như nêu ở 6.3.1-1(1) đến (3). Tuy nhiên trong trường hợp này, về nguyên tắc chỉ sử dụng cho kỹ thuật hàn nhiều lớp.
(3) Vật liệu dùng cho hàn bán tự động.
6.9.3. Cấp và ký hiệu của vật liệu hàn
1. Cấp và ký hiệu của vật liệu hàn được phân thành các loại như được đưa ra ở Bảng 6/6.58
2. Vật liệu hàn đã được thử đạt các yêu cầu quy định ở 6.9.3 sẽ được bổ sung các hậu tố vào ký hiệu cấp theo cách thức như nêu ở 6.2.2-2, 6.3.2-2, 6.3.2-3 hoặc 6.4.2-2, tùy thuộc vào cấp của vật liệu hàn.
Bảng 6/6.58 Loại và cấp của vật liệu hàn
|
Vật liệu hàn cho thép có độ bền cao được tôi và ram dùng cho kết cấu |
||
|
Que hàn cho hàn hồ quang tay |
Vật liệu hàn cho hàn bán tự động |
Vật liệu hàn cho hàn tự động |
|
MW2Y42 |
SW2Y42 |
AW2Y42 |
|
MW2Y46 |
SW2Y46 |
AW2Y46 |
|
MW2Y50 |
SW2Y50 |
AW2Y50 |
|
MW2Y55 |
SW2Y55 |
AW2Y55 |
|
MW2Y62 |
SW2Y62 |
AW2Y62 |
|
MW2Y69 |
SW2Y69 |
AW2Y69 |
|
MW3Y42 |
SW3Y42 |
AW3Y42 |
|
MW3Y46 |
SW3Y46 |
AW3Y46 |
|
MW3Y50 |
SW3Y50 |
AW3Y50 |
|
MW3Y55 |
SW3Y55 |
AW3Y55 |
|
MW3Y62 |
SW3Y62 |
AW3Y62 |
|
MW3Y69 |
SW3Y69 |
AW3Y69 |
|
MW4Y42 |
SW4Y42 |
AW4Y42 |
|
MW4Y46 |
SW4Y46 |
AW4Y46 |
|
MW4Y50 |
SW4Y50 |
AW4Y50 |
|
MW4Y55 |
SW4Y55 |
AW4Y55 |
|
MW4Y62 |
SW4Y62 |
AW4Y62 |
|
MW4Y69 |
SW4Y69 |
AW4Y69 |
|
MW5Y42 |
SW5Y42 |
AW5Y42 |
|
MW5Y46 |
SW5Y46 |
AW5Y46 |
|
MV/5Y50 |
SW5Y50 |
AW5Y50 |
|
MW5Y55 |
SW5Y55 |
AW5Y55 |
|
MW5Y62 |
SW5Y62 |
AW5Y62 |
|
MW5Y69 |
SW5Y69 |
AW5Y69 |
3. Que hàn hydro thấp đạt yêu cầu sau khi thử hydro quy định ở 6.9.1 sẽ được bổ sung các hậu tố vào ký hiệu cấp như nêu ra ở Bảng 6/6.63 (sau các hậu tố nêu ở mục -2 trên), (ví dụ: MW3Y46H5)
6.9.4. Thử để công nhận
Để được công nhận, các thử nghiệm như nêu ở 6.2.3, 6.3.3 hoặc 6.4.3 phải được thực hiện cho mỗi loại vật liệu hàn.
6.9.5. Yêu cầu chung đối với việc thử
1. Các loại thử, số lượng, chiều dày và kích cỡ của vật thử, đường kính que hàn hoặc dây hàn sử dụng cho hàn và tư thế hàn, cùng với kiểu và số lượng mẫu thử lấy ra từ mỗi vật thử đối với các loại vật liệu hàn phải phù hợp với các yêu cầu nêu ở 6.2.4, 6.3.4 hoặc 6.4.4. Tuy nhiên, mục (4) phần Chú thích của Bảng 6/6.2 và mục (3) phần Chú thích của Bảng 6/6.22 không cần phải thỏa mãn. Các yêu cầu đối với kỹ thuật hàn nhiều lớp phải được áp dụng cho vật liệu hàn dùng cho hàn tự động.
2. Cấp của thép dùng làm vật thử phải là như được cho ở Bảng 6/6.59 tương ứng với cấp của vật liệu hàn, hoặc là loại tương đương được Đăng kiểm chấp nhận.
Bảng 6/6.59 Cấp thép dùng làm vật thử
|
Cấp vật liệu hàn |
Cấp thép dùng làm vật thử(1) |
|
MW2Y42~ 69 |
A43 ~ A70 |
|
SW2Y42 ~ 69 |
|
|
AW2Y42 ~ 69 |
|
|
MW3Y42~ 69 |
A43 ~ A70 hoặc D43 - D70 |
|
SW3Y42 ~ 69 |
|
|
AW3Y42 ~ 69 |
|
|
MW4Y42~ 69 |
A43 ~ A70, D43 ~ D70 hoặc E43 ~ E70 |
|
SW4Y42 ~ 69 |
|
|
AW4Y42 ~ 69 |
|
|
MW5Y42~ 69 |
A43 ~ A70, D43 ~ D70, E43 ~ E70 hoặc F43 ~ F70 |
|
SW5Y42 ~ 69 |
|
|
AW5Y42 ~ 69 |
|
Chú thích:
(1) Ngoài các yêu cầu trong bảng này, thép thường hoặc thép có độ bền cao có thể được sử dụng làm vật thử cho kim loại mối hàn. Trong trường hợp này phải tiến hành hàn đắp từng lớp mỏng một cách thích ứng.
6.9.6. Thứ tự hàn vật thử
Thứ tự hàn vật thử phải phù hợp với các yêu cầu nêu ở 6.2.5, 6.3.5 hoặc 6.4.4, tùy theo cấp vật liệu hàn.
6.9.7. Thử kéo kim loại đắp
1. Loại, số lượng và phương pháp chọn mẫu thử kéo kim loại đắp ở mỗi vật thử phải phù hợp với các yêu cầu nêu ở 6.2.6-1, 6.3.6-1 hoặc 6.4.6-1, tùy thuộc vào cấp vật liệu hàn.
2. Giới hạn bền kéo, giới hạn chảy (hoặc giới hạn chảy quy ước) và độ giãn dài của mỗi mẫu thử phải phù hợp với các yêu cầu nêu ở Bảng 6/6.60, tùy thuộc vào cấp vật liệu hàn.
3. Các quy định trong mục 6.2.6-2 có thể được áp dụng cho các mẫu thử kéo.
6.9.8. Thử va đập kim loại đắp
1. Loại, số lượng và phương pháp chọn mẫu thử va đập kim loại đắp ở mỗi vật thử phải phù hợp với các yêu cầu nêu ở 6.2.7-1, 6.3.7-1 hoặc 6.4.7-1, tùy thuộc vào cấp vật liệu hàn.
2. Nhiệt độ thử và giá trị năng lượng hấp thụ trung bình nhỏ nhất phải phù hợp với Bảng 6/6.60, tùy thuộc vào cấp vật liệu hàn.
3. Các yêu cầu nêu ở 6.2.7-2 và -4 phải được áp dụng cho việc thử này.
Bảng 6/6.60 Yêu cầu đối với thử kim loại đắp
|
Cấp vật liệu hàn |
Thử kéo |
Thử va đập |
|||
|
Giới hạn bền kéo (N/mm2) |
Giới hạn chảy hoặc giới hạn chảy quy ước (N/mm2) |
Độ dãn dài
tương đối |
Nhiệt độ thử (°C) |
Giá trị năng
lượng hấp thụ trung bình nhỏ nhất |
|
|
MW2Y42, SW2Y42, AW2Y42 |
530 ~ 680 |
≥ 420 |
≥ 20 |
0 |
47 |
|
MW3Y42, SW3Y42, AW3Y42 |
- 20 |
||||
|
MW4Y42, SW4Y42, AW4Y42 |
- 40 |
||||
|
MW5Y42, SW5Y42, AW5Y42 |
- 60 |
||||
|
MW2Y46, SW2Y46, AW2Y46 |
570 ~ 720 |
≥ 460 |
≥ 18 |
0 |
|
|
MW3Y46, SW3Y46, AW3Y46 |
- 20 |
||||
|
MW4Y46, SW4Y46, AW4Y46 |
- 40 |
||||
|
MW5Y46, SW5Y46, AW5Y46 |
- 60 |
||||
|
MW2Y50, SW2Y50, AW2Y50 |
610 ~ 770 |
≥ 500 |
≥ 17 |
0 |
50 |
|
MW3Y50, SW3Y50, AW3Y50 |
- 20 |
||||
|
MW4Y50, SW4Y50, AW4Y50 |
- 40 |
||||
|
MW5Y50, SW5Y50, AW5Y50 |
- 60 |
||||
|
MW2Y55, SW2Y55, AW2Y55 |
670 ~ 830 |
≥ 550 |
≥ 16 |
0 |
55 |
|
MW3Y55, SW3Y55, AW3Y55 |
- 20 |
||||
|
MW4Y55, SW4Y55, AW4Y55 |
- 40 |
||||
|
MW5Y55, SW5Y55, AW5Y55 |
- 60 |
||||
|
MW2Y62, SW2Y62, AW2Y62 |
720 ~ 890 |
≥ 620 |
0 |
62 |
|
|
MW3Y62, SW3Y62, MW3Y62 |
- 20 |
||||
|
MW4Y62, SW4Y62, AW4Y62 |
- 40 |
||||
|
MW5Y62, SW5Y62, AW5Y62 |
- 60 |
||||
|
MW2Y69, SW2Y69, AW2Y69 |
770 ~ 940 |
≥ 690 |
≥ 15 |
0 |
69 |
|
MW3Y69, SW3Y69, AW3Y69 |
- 20 |
||||
|
MW4Y69, SW4Y69, AW4Y69 |
- 40 |
||||
|
MW5Y69, SW5Y69, AW5Y69 |
- 60 |
||||
Chú thích:
(1) Giới hạn bền kéo nêu trong bảng có thể được thay đổi, nếu Đăng kiểm thấy cần thiết.
6.9.9. Thử kéo mối hàn giáp mép
1. Loại, số lượng mẫu thử kéo lấy từ mỗi vật thử phải phù hợp với các yêu cầu nêu ở 6.2.8-1, 6.3.8-1, hoặc 6.4.8-1, phụ thuộc vào cấp vật liệu hàn.
2. Giới hạn bền kéo của mỗi mẫu thử phải phù hợp với yêu cầu nêu ở Bảng 6/6.61, tùy thuộc vào cấp vật liệu hàn.
6.9.10. Thử uốn mối hàn giáp mép
1. Loại, số lượng mẫu thử uốn mặt và uốn chân lấy từ mỗi vật thử phải phù hợp với các yêu cầu nêu ở 6.2.9-1, 6.3.9-1 hoặc 6.4.9-1, phụ thuộc vào cấp vật liệu hàn.
2. Những mẫu thử uốn phải được thử uốn mặt và uốn chân sử dụng chày ép có bán kính nêu ở Bảng 6/6.62. Sau khi uốn mẫu thử đến góc 120° trên bề mặt ngoài của mẫu phải không có vết rạn nứt dài quá 3 mm hoặc các khuyết tật khác.
Bảng 6/6.61 Yêu cầu độ bền kéo đối với mối hàn giáp mép
|
Cấp vật liệu hàn |
Giới hạn bén kéo (N/mm) |
|
MW2Y42, SW2Y42, AW2Y42 MW3Y42, SW3Y42, AW3Y42 MW4Y42, SW4Y42, AW4Y42 MW5Y42, SW5Y42, AW5Y42 |
≥ 530 |
|
MW2Y46, SW2Y46, AW2Y46 MW3Y46, SW3Y46, AW3Y46 MW4Y46, SW4Y46, AW4Y46 MW5Y46, SW5Y46, AW5Y46 |
≥ 570 |
|
MW2Y50, SW2Y50, AW2Y50 MW3Y50, SW3Y50, AW3Y50 MW4Y50, SW4Y50, AW4Y50 MW5Y50, SW5Y50, AW5Y50 |
≥ 610 |
|
MW2Y55, SW2Y55, AW2Y55 MW3Y55, SW3Y55, AW3Y55 MW4Y55, SW4Y55, AW4Y55 MW5Y55, SW5Y55, AW5Y55 |
≥ 670 |
|
MW2Y62, SW2Y62, AW2Y62 MW3Y62, SW3Y62, AW3Y62 MW4Y62, SW4Y62, AW4Y62 MW5Y62, SW5Y62, AW5Y62 |
≥ 720 |
|
MW2Y69, SW2Y69, AW2Y69 MW3Y69, SV/3Y69, AW3Y69 MW4Y69, SW4Y69, AW4Y69 MW5Y69, SW5Y69, AW5Y69 |
≥ 770 |
Bảng 6/6.62 Bán kính đầu chày ép đối với thử uốn mối hàn giáp mép
|
Cấp vật liệu hàn |
Bán kính chày ép |
|
MW2Y42 - 50, SW2Y42 - 50, AW2Y42 - 50 MW3Y42 - 50, SW3Y42 - 50, AW3Y42 - 50 MW4Y42 - 50, SW4Y42 - 50, AW4Y42 - 50 MW5Y42 - 50, SW5Y42 - 50, AW5Y42 - 50 |
2,0 t |
|
MW2Y55 - 69, SW2Y55 - 69, AW2Y55 - 69 MW3Y55 - 69, SW3Y55 - 69, AW3Y55 - 69 MW4Y55 - 69, SW4Y55 - 69, AW4Y55 - 69 MW5Y55 - 69, SW5Y55 - 69, AW5Y55 - 69 |
2,5 t |
Chú thích:
t: Chiều dày mẫu thử
6.9.11. Thử va đập mối hàn giáp mép
1. Loại, số lượng và phương pháp chọn mẫu thử kéo kim loại mối hàn ở mỗi vật thử phải phù hợp với các yêu cầu nêu ở 6.2.10-1, 6.3.10-1 hoặc 6.4.10-1, tùy thuộc vào loại vật liệu hàn.
2. Nhiệt độ thử và giá trị năng lượng hấp thụ trung bình nhỏ nhất phải phù hợp với Bảng 6/6.60, tùy thuộc vào loại vật liệu hàn.
3. Các yêu cầu nêu ở 6.2.7-2 và 6.2.7-4 phải được áp dụng cho việc thử này.
6.9.12. Kiểm tra hàm lượng hyđro
1. Kiểm tra hàm lượng hydro phải được thực hiện đối với các loại vật liệu hàn, trừ dây hàn dùng cho hàn hồ quang dưới lớp khí bảo vệ, bằng phương pháp glyxêrin, phương pháp thủy ngân, phương pháp sắc khí hoặc các phương pháp khác, nếu được Đăng kiểm chấp thuận.
2. Thể tích trung bình của hydro phải phù hợp với yêu cầu nêu ở Bảng 6/6.63, tùy thuộc vào phương pháp kiểm tra nêu ở -1 trên hoặc loại hậu tố được bổ sung vào ký hiệu cấp vật liệu.
6.9.13. Thử kiểm tra cấu trúc tế vi mối hàn góc
Thử để kiểm tra cấu trúc tế vi mối hàn góc phải phù hợp với yêu cầu nêu ở 6.2.12.
6.9.14. Thử độ cứng mối hàn góc
Thử độ cứng mối hàn góc phải phù hợp với yêu cầu nêu ở 6.2.13.
6.9.15. Thử bẻ gẫy mối hàn góc
Thử bẻ gẫy mối hàn góc phải phù hợp với yêu cầu nêu ở 6.2.14.
6.9.16. Kiểm tra hàng năm
Kiểm tra hàng năm phải tuân theo các yêu cầu nêu ở 6.2.15, 6.3.15 hoặc 6.4.15, tùy thuộc cấp vật liệu hàn. Tuy nhiên, kiểm tra hàng năm đối với vật liệu hàn dùng cho hàn tự động phải phù hợp với các yêu cầu đối với kỹ thuật hàn nhiều lớp.
6.9.17. Thay đổi cấp vật liệu hàn
Việc thay đổi cấp vật liệu hàn liên quan đến độ bền hoặc độ dẻo của các vật liệu hàn đã được Đăng kiểm công nhận phải thỏa mãn các yêu cầu nêu ở 6.2.16, 6.3.16 hoặc 6.4.16, tùy thuộc vào cấp của vật liệu hàn.
Bảng 6/6.61 Yêu cầu đối với hàm lượng hydro
|
Cấp vật liệu hàn |
Hậu tố |
Yêu cầu đối với hàm lượng hydro (cm3/g) |
||
|
Phương pháp glyxêrin |
Phương pháp thủy ngân |
Phương pháp sắc khí |
||
|
MW2Y42 - 50 MW3Y42 - 50 MW4Y42 - 50 MW5Y42 - 50 |
H10 |
≤ 0,05 |
≤ 0,10 |
≤ 0,10 |
|
SW2Y42 - 50 SW3Y42 - 50 SW4Y42 - 50 SW5Y42 - 50 |
||||
|
AW2Y42 - 50 AW3Y42 - 50 AW4Y42 - 50 AW5Y42 - 50 |
||||
|
MW2Y55 - 69 MW3Y55 - 69 MW4Y55 - 69 MW5Y55 - 69 |
H15 |
- |
≤ 0,05 |
≤ 0,05 |
|
SW2Y55 - 69 SW3Y55 - 69 SW4Y55 - 69 SW5Y55 - 69 |
||||
|
AW2Y55 - 69 AW3Y55 - 69 AW4Y55 - 69 AW5Y55 - 69 |
||||
MỤC LỤC
Chương 1 Quy định chung
1.1. Quy định chung
1.2. Thử trước khi hàn
1.3. Hàn
1.4. Kiểm tra hàn và chất lượng hàn
1.5. Định nghĩa và giải thích
Chương 2 Hàn
2.1. Quy định chung
2.2. Kế hoạch công việc
2.3. Chuẩn bị trước khi hàn
2.4. Quá trình hàn
2.5. Kiểm tra hàn và chất lượng hàn
Chương 3 Mẫu thử và quy trình thử cơ tính
3.1. Quy định chung
3.2. Mẫu thử
3.3. Quy trình thử cơ tính
Chương 4 Quy trình hàn và các thông số kỹ thuật liên quan
4.1. Quy định chung
4.2. Thử mối hàn giáp mép
4.3. Thử mối hàn góc
Chương 5 Thợ hàn và kiểm tra tay nghề thợ hàn
5.1. Quy định chung
5.2. Trình độ thợ hàn
5.3. Quy trình kiểm tra
Chương 6 Vật liệu hàn
6.1. Quy định chung
6.2. Que hàn để hàn hồ quang bằng tay đối với thép thường, thép có độ bền cao và thép làm việc ở nhiệt độ thấp
6.3. Vật liệu hàn dùng cho hàn tự động thép thường, thép có độ bền cao và thép làm việc ở nhiệt độ thấp
6.4. Vật liệu hàn dùng cho hàn bán tự động thép thường, thép có độ bền cao và thép làm việc ở nhiệt độ thấp
6.5. Vật liệu hàn dùng cho hàn điện - xỉ và hàn điện dưới khí bảo vệ
6.6. Vật liệu hàn tự động một phía dùng cho thép thường, thép có độ bền cao và thép làm việc ở nhiệt độ thấp
6.7. Vật liệu hàn thép không gỉ
6.8. Vật liệu hàn hợp kim nhôm
6.9. Vật liệu hàn cho thép có độ bền cao được tôi và ram dùng cho kết cấu công trình biển