Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 6362:2010 (ISO 669 : 2000) về Hàn điện trở - Thiết bị hàn điện trở - Yêu cầu về cơ và điện
TIÊU CHUẨN QUỐC GIA
TCVN 6362 : 2010
ISO 669 : 2000
HÀN ĐIỆN TRỞ - THIẾT BỊ HÀN ĐIỆN TRỞ - YÊU CẦU VỀ CƠ VÀ ĐIỆN
Resistance welding - Resistance welding equipment - Mechanical and electrical requirements
Lời nói đầu
TCVN 6362 : 2010 thay thế cho TCVN 6362 : 1998
TCVN 6362 : 2010 hoàn toàn tương đương với ISO 669 : 2000
TCVN 6362 : 2010 do Ban kỹ thuật Tiêu chuẩn Quốc gia TCVN/TC 44 Quá trình hàn biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
HÀN ĐIỆN TRỞ - THIẾT BỊ HÀN ĐIỆN TRỞ - YÊU CẦU VỀ CƠ VÀ ĐIỆN
Resistance welding - Resistance welding equipment - Mechanical and electrical requirements
1. Phạm vi áp dụng
Tiêu chuẩn này áp dụng cho thiết bị hàn điện trở, súng hàn có biến áp gắn liền và toàn bộ thiết bị hàn di động.
Các thiết bị hàn điện trở thuộc phạm vi áp dụng của tiêu chuẩn này bao gồm các kiểu sau:
- thiết bị hàn một pha với dòng điện hàn xoay chiều;
- thiết bị hàn một pha với dòng điện hàn được chỉnh lưu từ đầu ra của biến áp hàn;
- thiết bị hàn một pha với biến áp hàn có bộ chuyển đổi điện;
- thiết bị hàn ba pha với dòng điện hàn được chỉnh lưu từ đầu ra của biến áp hàn;
- thiết bị hàn ba pha với dòng điện hàn được chỉnh lưu tại đầu vào của biến áp hàn (đôi khi còn được gọi là bộ đối lưu tần số);
- thiết bị hàn ba pha với biến áp hàn có bộ chuyển đổi điện;
Tiêu chuẩn này không áp dụng cho các biến áp hàn được bán tách riêng khỏi thiết bị hàn hoặc các yêu cầu về an toàn.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
ISO 865 : 1981, Slots in platens for projection welding machines (Rãnh trong tấm ép dùng cho máy hàn gờ nổi).
ISO 5183-1:1998, Resistance welding equipment - Electrode adaptors, male taper 1 : 10 - Part 1: Conical fixing, taper 1:10 (Thiết bị hàn điện trở - Đầu giữ điện cực có độ côn ngoài 1:10. - Phần 1: Kẹp chặt bằng mặt côn có độ con 1:10).
ISO 5183-2:1988, Resistance spot welding - Electrode adaptors, male taper 1:10 - Part 2: Parallel shank fixing for end-thrust electrodes (Hàn điểm bằng điện trở - Đầu giữ điện cực hàn có độ côn ngoài 1:10 - Phần 2: Kẹp chặt chuôi hình trụ đối với các điện cực có lực đẩy ở đầu mút).
ISO 5184:1979, Straight resistance spot welding electrodes (Điện cực thẳng hàn điểm bằng điện trở).
ISO 5821:1979, Resistance spot welding electrode caps (Mũ điện cực hàn điểm bằng điện trở).
ISO 5826:1999, Electric resistance welding - Transformers - General specifications applicable to all transformers (Hàn điện trở - Biến áp - Điều kiện kỹ thuật chung áp dụng cho tất cả các biến áp).
ISO 5829:1984, Resistance spot welding - Electrode adaptors, female taper 1:10 (Hàn điểm bằng điện trở - Đầu giữ điện cực có độ côn trong 1:10).
ISO 5830:1984, Resistance spot welding - Male electrode caps (Hàn điểm bằng điện trở - Mũ bao ngoài điện cực).
ISO 8430-1:1988, Resistance spot welding - Electrode holdes - Part 1: Taper fixing 1:10 (Hàn điểm bằng điện trở - Giá giữ điện cực - Phần 1: Kẹp chặt bằng mặt côn 1:10).
ISO 8430-2:1988, Resistance spot welding - - Electrode holdes - Part 2: Morse taper fixing (Hàn điểm bằng điện trở - Giá giữ điện cực - Phần 2: Kẹp chặt bằng côn Móoc).
ISO 8430-3:1988, Resistance spot welding - Electrode holdes - Part 3: Parallel shank fixing for end thrust (Hàn điểm bằng điện trở - Giá giữ điện cực - Phần 3: Kẹp chặt đuôi hình trụ với lực đẩy ở đầu mút điện cực).
IEC 60051-2:1984, Direct acting indicating analogue electrical measuring instruments and their accessories - Part2: Special requirements for amperemeters and voltmeters (Dụng cụ đo điện kiểu analog chỉ thị trực tiếp và các thiết bị phụ của nó - Phần 2: Yêu cầu riêng đối với các ampe kế và vôn kế).
IEC 60204-1:1992, Electrical equipment of industrial machines - Part 1: General requirements (Thiết bị điện của các máy công nghiệp - Phần 1: Yêu cầu chung).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau:
3.1. Các chi tiết và bộ phận cơ khí của thiết bị hàn điểm, hàn gờ nổi và hàn đường (Mechanical parts of spot, projection and seam welding equipment)
|
a) thiết bị hàn điểm |
b) thiết bị hàn gờ nổi |
|
thiết bị hàn đường dọc |
thiết bị hàn đường ngang |
|
c) thiết bị hàn đường |
|
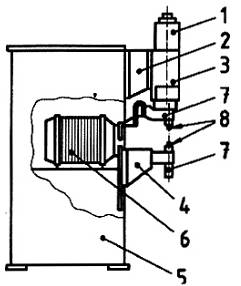

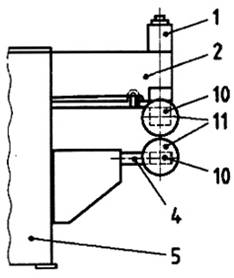
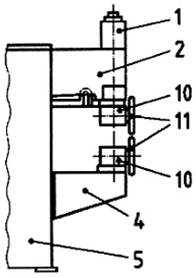
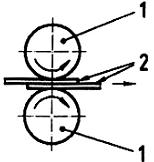
CHÚ DẪN
|
1. Hệ thống tạo (sinh) lực |
7. Giá giữ điện cực |
|
2. Xà trên |
8. Điện cực |
|
3. Đầu hàn |
9. Tấm ép |
|
4. Xà dưới |
10. Đầu giữ bánh điện cực |
|
5. Khung |
11. Bánh điện cực |
|
6. Biến áp |
|
Hình 1- Các chi tiết của thiết bị hàn điểm, hàn gờ nổi và hàn đường
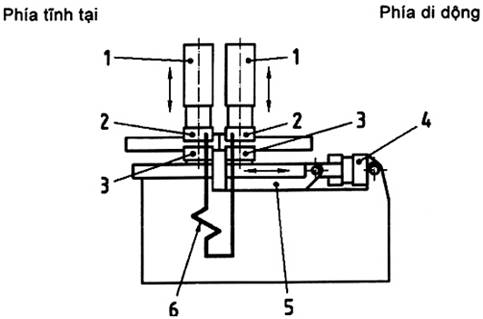
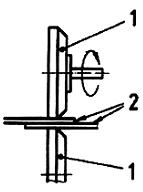
CHÚ DẪN
|
1. Cơ cấu kẹp |
4. Dẫn động bàn trượt |
|
2. Khuôn kẹp |
5. Bàn trượt |
|
3. Khuôn kẹp dẫn điện |
6. Biến áp hàn |
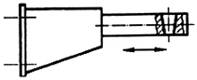
Hình 2 –Các chi tiết của thiết bị hàn giáp mép
|
|
a) không điều chỉnh được |
|
|
b) điều chỉnh khi lắp với giá giữ điện cực |
|
|
c) điều chỉnh khi lắp với điện cực hàn điểm |
Hình 3 – Các xà (xà dưới)
|
a) dạng thẳng |
b) dạng cong |
c) dạng khuỷu |
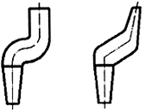
Hình 4- Các điện cực hàn điểm có côn ngoài tại đầu mút lắp ráp và đầu mút phẳng
|
a) dạng thẳng |
b) dạng cong |
c) dạng khuỷu |

Hình 5-Giá giữ điện cực có côn trong (lỗ côn) dùng cho điện cực hàn điểm (không minh họa làm mát bằng chất lỏng)
3.1.1.
Xà (arm)
Bộ phận truyền lực cho điện cực và dẫn dòng điện hàn hoặc đỡ ống dẫn hướng tách rời.
Xem Hình 1 và Hình 3.
3.1.2.
Đầu hàn (welding head)
Cơ cấu gồm có hệ thống tạo lực và dẫn hướng mang giá giữ điện cực, tấm ép hoặc đầu giữ bánh điện cực được lắp với xà trên hoặc trực tiếp với thân máy.
Xem hình 1.
3.1.3.
Giá giữ điện cực (electrode holder)
Bộ phận giữ điện cực hàn điểm hoặc đầu giữ điện cực 5.
[ISO 8340-1, ISO 8340-2 và ISO 8340-3].
Xem các Hình 1 và Hình 5.
3.1.4.
Điện cực hàn điểm (spot welding electrode)
Điện cực được thiết kế cho hàn điểm.
[ISO 5184].
Xem các Hình 1 và Hình 4.
3.1.5.
Đầu giữ điện cực (electrode adaptor)
Cơ cấu giữ mũ điện cực bằng côn ngoài hoặc côn trong.
[ISO 5183-1, ISO 5183-2 và ISO 5829].
3.1.6.
Mũ điện cực (electrode cap)
Đầu mút làm việc thay thế được của điện cực hàn điểm được lắp ráp trên đầu giữ điện cực bởi côn trong hoặc côn ngoài của nó.
[ISO 5821 và ISO 5830].
3.1.7.
Tấm ép (platen)
Bộ phận thường có các rãnh chữ T và mang các điện cực hàn gờ nổi hoặc các dụng cụ hàn.
[ISO 865].
Xem Hình 1.
3.1.8.
Đầu giữ bánh điện cực (electrode wheel head)
Cơ cấu gồm có một giá đỡ bánh điện cực và được lắp trên xà trên và xà dưới dùng cho hàn đường dọc và/hoặc hàn đường ngang.
Xem Hình 1.
3.1.9.
Giá đỡ bánh điện cực (electrode wheel bearing)
Bộ phận dẫn hướng bánh điện cực để truyền lực và chủ yếu là để truyền dòng điện.
3.1.10.
Bánh điện cực (electrode wheel)
Điện cực có dạng đĩa quay.
Xem Hình 1.
CHÚ THÍCH: Bánh điện cực có thể được dẫn động bằng động cơ hoặc bởi chi tiết gia công (các bánh điện cực quay lồng không). Dẫn động có thể truyền trực tiếp cho trục bánh điện cực hoặc cho chu vi bánh điện cực (dẫn động con lăn), xem Hình 6.
3.1.11.
Prôphin bánh điện cực (electrode wheel profile)
Hình dạng của bánh điện cực có thể là có mặt vát một bên hoặc có mặt vát hai bên hoặc có bán kính lượn tùy thuộc vào điều kiện hàn và sự tiếp cận khi hàn.
Xem Hình 7
3.1.12.
Tốc độ quay bánh điện cực (electrode wheel speed)
Tốc độ quay n, (dẫn động trực tiếp).
3.1.13.
Tốc độ dài bánh điện cực (electrode wheel speed)
Tốc độ theo phương tiếp tuyến của bánh điện cực, v (dẫn động con lăn).
3.1.14.
Khoảng hở cho gia công, e (throat gap)
Khoảng cách sử dụng được giữa các xà trên và dưới hoặc giữa các bộ phận dẫn điện bên ngoài của mạch hàn (thiết bị hàn điểm và hàn đường).
Xem Hình 8.
3.1.15.
Khoảng hở cho gia công, e (throat gap)
Khoảng cách kẹp giữa các tấm kẹp (thiết bị hàn gờ nổi).
Xem Hình 8.
CHÚ THÍCH: Cũng có thể xem khoảng cách khuôn, e trong 3.2.11.
3.1.16.
Tầm với của điện cực, l (throat depth)
Khoảng cách sử dụng được từ tâm của các tấm ép hoặc trục của các điện cực hoặc trong trường hợp điện cực xiên, từ giao điểm của các trục điện cực ở vị trí làm việc hoặc từ đường tiếp xúc với các bánh điện cực tới phần thân thiết bị có vị trí gần nhất với chúng.
Xem Hình 8.
CHÚ THÍCH: Định nghĩa này không xem xét tới bất cứ sự dịch chuyển nào của các đầu mút điện cực.
|
a) dẫn động trực tiếp |
b) dẫn động con lăn |
c) các bánh điện cực quay lồng không |
CHÚ DẪN
1. Bánh điện cực
2. Chi tiết hàn
Hình 6 – Các kiểu dẫn động của bánh điện cực
|
|
|
|
a) mặt vát |
b) bán kính lượn |
Hình 7 – Prôphin bánh điện cực
|
a) thiết bị hàn điểm |
b) thiết bị hàn gờ nổi |
c) thiết bị hàn giáp mép |
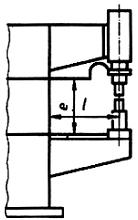
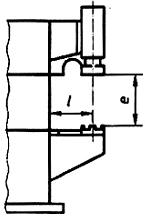

Hình 8 – Các kích thước chính
3.1.17.
Hành trình của điện cực, c (electrode stroke)
Khoảng dịch chuyển của các điện cực trong quá trình hàn.
CHÚ THÍCH 1: Khi điện cực được gắn vào xylanh dẫn động thì hành trình của điện cực và của xylanh dẫn động bằng nhau.
CHÚ THÍCH 2: Khi điện cực di động được gắn vào một đòn bẩy có khớp bản lề được di chuyển bởi xylanh dẫn động thì theo qui ước hành trình lớn nhất của điện cực bằng chiều dài của dây cung tạo ra bởi đầu mút của điện cực di động đối với toàn bộ hành trình của xylanh dẫn động.
CHÚ THÍCH 3: Hành trình của điện cực có thể bao gồm một “khe hở làm việc” không có bất cứ sự tiếp xúc nào để tạo điều kiện dễ dàng cho việc đưa chi tiết gia công vào giữa các điện cực và một “hành trình làm việc” nhỏ hơn.
3.1.18.
Lực điện cực, F (electrode force)
Lực mà các điện cực truyền cho chi tiết gia công
3.1.19.
Lực điện cực tối đa, Fmax (maximum electrode force)
Lực lớn nhất và thiết bị hàn có thể được tạo ra được mà không làm hư hỏng vĩnh viễn các bộ phận và chi tiết cơ khí của thiết bị.
3.1.20.
Lực điện cực tối thiểu, Fmin (minimum electrode force)
Lực nhỏ nhất của điện cực có thể sử dụng được để bảo đảm cho thiết bị hàn vận hành tốt.
3.2. Các chi tiết và bộ phận cơ khí của thiết bị hàn giáp mép
3.2.1.
Dẫn động bàn trượt (slide drive)
Dẫn động tạo ra và truyền chuyển động và các lực ép để hàn chi tiết được định vị trong cơ cấu kẹp.
CHÚ THÍCH: Đối với hàn chảy giáp mép có thể cần đến dẫn động để thực hiện chuyển động tịnh tiến qua lại của bàn trượt để nung nóng trước và theo sau sự nung nóng là cung cấp lực ép.
3.2.2.
Cơ cấu kẹp (clamping device)
Cơ cấu tạo ra lực tiếp xúc cần thiết cho dòng điện chạy qua và cung cấp lực kẹp cần thiết để chịu được lực ép nếu như không có các cơ cấu kẹp bổ sung thêm hoặc các cữ chặn.
3.2.3.
Cơ cấu kẹp bổ sung (supplementary clamping device)
Cơ cấu không mang điện để cung cấp lực kẹp cần thiết chống lại lực ép.
3.2.4.
Cữ chặn (backstop)
Cơ cấu đỡ toàn bộ hoặc một phần lực ép đối với chi tiết hàn gia công (hàn) để ngăn ngừa sự trượt của chi tiết gia công trong quá trình ép.
3.2.5.
Khuôn kẹp (clamping die)
Bộ phận được thiết kế để truyền tất cả các lực cho chi tiết gia công (hàn) tiếp xúc với bề mặt kẹp của nó.
Xem Hình 9.
CHÚ DẪN
1. Bề mặt lắp ráp hoặc bề mặt giá đỡ
2. Bề mặt tiếp xúc và/hoặc bề mặt kẹp chặt
Hình 9 – Các kiểu khuôn kẹp (được minh họa theo hướng ép)
3.2.6.
Chiều dài khuôn, G (die length)
Chiều dài sử dụng được của khuôn kẹp theo hướng ép.
Xem Hình 10.
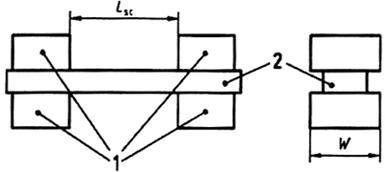
3.2.7.
Chiều rộng khuôn, W (die width)
Chiều rộng sử dụng được của khuôn kẹp vuông góc với hướng ép và hướng kẹp chặt.
Xem Hình 10.
3.2.8.
Chiều dày khuôn, d (die thickness)
Kích thước theo hướng kẹp chặt.
Xem Hình 10.
3.2.9.
Hành trình của khuôn, q (die stroke)
Hiệu số giữa khe hở mở nhỏ nhất và khe hở mở lớn nhất.
Xem Hình 10.
3.2.10.
Khe hở mở, f (opening gap)
Khoảng cách sử dụng được giữa các bề mặt kẹp phẳng.
Xem Hình 10.
CHÚ THÍCH: Nếu chi tiết gia công (hàn) được chất tải vuông góc với hướng ép thì khe hở sử dụng được của khuôn dạng prôphin nhỏ hơn khe hở sử dụng được của khuôn phẳng, xem Hình 9.
3.2.11.
Khoảng cách, e (distance)
Khoảng cách nhìn thấy giữa hai cặp khuôn theo hướng ép.
Xem Hình 10.
CHÚ THÍCH: Cũng có thể xem khoảng hở cho gia công e trong 3.1.14 và 3.1.15
|
hình chiếu vuông góc với hướng kẹp và ép |
hình chiếu theo hướng ép |
a Hướng ép
b Hướng kẹp
Hình 10 – Các kích thước của khuôn
3.2.12.
Hành trình ép, (upsetting stroke)
Hiệu số giữa các khoảng cách nhỏ nhất và lớn nhất của khuôn.
3.2.13.
Tầm với của điện cực, l (throat depth)
Khoảng cách vuông góc với lực ép giữa thân máy và cạnh ngoài của khuôn kẹp.
Xem các Hình 8 và Hình 10.
3.2.14.
Lực kẹp, F2 (clamping force)
Lực do các khuôn kẹp tác dụng vào chi tiết gia công (hàn).
3.2.15.
Lực kẹp tối đa, F2max (maximum clamping force)
Lực lớn nhất tác dụng thông qua các khuôn lên mỗi bộ phận được lắp ghép với nhau để ngăn ngừa bất cứ sự trượt nào và duy trì sự tiếp xúc điện tốt với các điện cực khi tác dụng lực ép tối đa.
3.2.16.
Lực ép, F1 (upsetting force)
Lực tác dụng theo hướng chồn để ép các thi tiết gia công lại với nhau.
3.2.17.
Lực ép tối đa, F1max (maximum upsetting force)
Lực ép lớn nhất có thể tạo ra được bởi thiết bị hàn mà không làm hư hỏng các chi tiết và bộ phận cơ khí.
3.2.18.
Lực ép tối thiểu, F1min (minimum upsetting force)
Lực ép nhỏ nhất có thể sử dụng được để bảo đảm cho thiết bị vận hành tốt.
3.2.19.
Lực nung nóng trước, fc1 (preheating force)
Lực tác dụng theo hướng ép trong quá trình nung nóng trước.
3.2.20.
Áp suất ép, pF1 (upsetting pressure)
Áp suất do lực tạo ra, phụ thuộc vào mặt cắt ngang (tiết diện) hàn.
3.3. Các đặc tính tĩnh học về cơ, điện và nhiệt
3.3.1.
Sai lệch tiếp xúc (contact faults)
Sai sót liên quan đến độ lệch tâm và độ lệch góc (góc lệch).
3.3.2.
Sai lệch tâm, g (eccentricity)
Khoảng cách giữa các điểm tâm của các bề mặt làm việc của điện cực hoặc các tấm kẹp do sự dịch chuyển tương đối với nhau của các điện cực dưới tác dụng của lực điện cực.
Xem các Hình 11 và Hình 12.
CHÚ THÍCH: Độ lệch tâm của các thiết bị hàn điểm và hàn đường được tính toán theo công thức sau:
g = b - a
CHÚ THÍCH 2: Độ lệch tâm của thiết bị hàn gờ nổi (xem Hình 12) được đo theo 15.2.2.
3.3.3.
Độ lệch góc, a (deflection)
Góc giữa các đường trục điện cực, các bề mặt tấm kẹp hoặc các đường trục của chi tiết gia công (hàn) sai lệch so với vị trí danh nghĩa của chúng do lực điện cực hoặc lực chồn.
Xem các Hình 11, 12 và 13.
CHÚ THÍCH 1: Độ lệch góc của các thiết bị hàn điểm và hàn đường (xem Hình 11) được tính toán theo công thức sau:
a = a2 - a1
CHÚ THÍCH 2: Độ lệch góc của thiết bị hàn gờ nổi (xem Hình 12) được tính toán theo công thức sau:
![]()
CHÚ THÍCH 3: Độ lệch góc của thiết bị hàn giáp mép (xem Hình 13) được tính toán theo công thức sau:
![]()
Hình 11 – Sai lệch tiếp xúc của các thiết bị hàn điểm và hàn đường
Hình 12 – Sai lệch tiếp xúc của thiết bị hàn gờ nổi
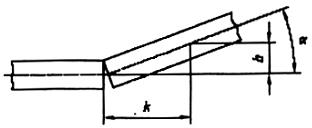
Hình 13 – Sai lệch tiếp xúc của thiết bị hàn giáp mép
3.3.4.
Chế độ làm việc, (duty)
Lịch trình các trạng thái vận hành của thiết bị (khoảng thời gian và trình tự của các trạng thái vận hành).
3.3.5.
Chế độ làm việc liên tục (continuous duty)
Chế độ làm việc tương ứng với sự vận hành có tải thường xuyên, không có bất cứ sự dừng lại nào, trong đó chu kỳ của chế độ làm việc là 100%.
3.3.6.
Chế độ làm việc định kỳ, (periodic duty)
Các chu kỳ lặp lại giống nhau của thời gian có tải không đổi và thời gian không tải và tổng của thời gian có tải và thời gian không tải là thời gian của chu kỳ hàn.
CHÚ THÍCH: Tiêu chuẩn này coi tải là không đổi, nghĩa là không có bất cứ khoảng thời gian nung nóng trước và/hoặc nung nóng sau nào.
3.3.7.
Hệ số chế độ làm việc, X (duty factor)
Tỷ số giữa khoảng thời gian có tải đã cho và tổng thời gian.
CHÚ THÍCH: Tỷ số này nằm giữa 0 và 1 và có thể được biểu thị bằng phần trăm.
3.3.8.
Điện áp nguồn danh định, U1N (rated supply voltage)
Điện áp nguồn dùng để thiết kế thiết bị.
3.3.9.
Điện áp không tải danh định ở đầu ra, U20, U2di hoặc U2d (rated no-load voltage at the output)
3.3.9.1.
Điện áp xoay chiều không tải, U20 (ac no-load voltage)
Điện áp của một cuộn dây ra của máy biến áp khi mạch ngoài hở và điện áp nguồn danh định được đặt vào các đầu cực vào.
CHÚ THÍCH: Một số giá trị chỉnh đặt của cuộn dây đầu vào dẫn đến các giá trị tương ứng của điện áp không tải.
3.3.9.2.
Điện áp một chiều không tải, U2di (dc no-load voltage)
Điện áp tính toán tại đầu ra khi đặt điện áp nguồn danh định tại các đầu cực vào và bỏ qua sự sụt điện áp của chỉnh lưu.
CHÚ THÍCH: U2di phụ thuộc vào mạch chỉnh lưu.
3.3.9.3.
Điện áp một chiều không tải, U2d (dc no-load voltage)
Điện áp đầu ra khi đặt điện áp nguồn danh định tại các đầu cực vào (thiết bị kiểu bộ biến đổi điện).
3.3.10.
Dòng điện nguồn không đổi, I1p hoặc ILp (permanent supply current)
Dòng điện nguồn tương ứng với dòng điện ra không đổi.
CHÚ THÍCH: Quan hệ giữa các dòng điện vào và ra phụ thuộc vào kiểu thiết bị hàn.
3.3.11.
Dòng điện ra không đổi, I2p (permanent output current)
Dòng điện ra mạnh nhất trong tất cả các giá trị chỉnh đặt của bộ điều chỉnh để vận hành liên tục (hệ số chế độ làm việc 100%).
3.3.12.
Công suất thường xuyên, Sp (permanent power)
Công suất điện vào tối đa đối với hệ số chế độ làm việc 100% mà độ tăng nhiệt của thiết bị không vượt quá độ tăng nhiệt qui định.
3.3.13.
Thời gian tối đa cho một xung, t1 (maximum time per pulse)
Thời gian trong đó dòng điện ra có thể chạy qua không dừng lại ở lần điều chỉnh dòng điện ra hoặc điện áp đã cho.
CHÚ THÍCH: Thời gian này được giới hạn bởi
- sự bão hòa của mạch từ đối vớ thiết bị hàn có chỉnh lưu đầu vào hoặc
- sự tăng nhiệt của bộ chỉnh lưu đối với thiết bị hàn có chỉnh lưu ở đầu ra.
3.3.14.
Dòng điện nguồn ở hệ số chế độ làm việc đã cho, I1x hoặc ILx (supply current at a given duty factor)
Dòng điện tối đa ở đầu vào khi vận hành ở hệ số chế độ làm việc đã cho X mà độ tăng nhiệt độ của thiết bị không vượt quá độ tăng nhiệt độ đã cho và giá trị chỉnh đặt tối đa của điện áp đầu ra được cho bởi:
|
|
đối với các máy biến áp một pha |
hoặc
|
|
đối với các máy biến áp ba pha |
3.3.15.
Dòng điện ngắn mạch tối đa ở đầu vào, I1cc hoặc ILcc (maximum short-circuit current input)
Trị số bình phương trung bình (rms) của dòng điện áp nguồn danh định và mạch nhánh (rẽ) có điện áp ra cao nhất, các điện cực bị ngắn mạch phù hợp với điều 10 và hai giá trị đã cho tương ứng với giá trị tối thiểu và giá trị tối đa của trở kháng thích hợp với phương pháp ngắn mạch này.
CHÚ THÍCH: ILcc được dùng cho thiết bị hàn có chỉnh lưu.
3.3.16.
Dòng điện ngắn mạch tối đa ở đầu ra, I2cc (maximum short-circuit current output)
Trị số trung bình bình phương (rms) của dòng điện ở điện áp nguồn danh định và mạch nhánh (rẽ) có điện áp ra cao nhất, các điện cực bị ngắn mạch phù hợp với điều 10 và hai giá trị đã cho tương ứng với giá trị tối thiểu và giá trị tối đa của trở kháng thích hợp với phương pháp ngắn mạch này.
3.3.17.
Áp suất nguồn của môi trường cung cấp năng lượng, p1 (supply pressure of the energizing medium)
Áp suất tại điểm cung cấp của thiết bị hàn.
3.3.18.
Áp suất của môi trường cung cấp năng lượng, p2 (pressure of the energizing medium)
Áp suất trong xy lanh hoặc các xy lanh để đạt được lực tối đa
3.3.19.
Lưu lượng định mức của chất lỏng làm mát, Q (rated cooling liquid flow)
Tổng lượng chất lỏng làm mát để vận hành thiết bị ở công suất thường xuyên sao cho không vượt quá các giới hạn cho phép của độ tăng nhiệt độ.
3.3.20.
Độ sụt áp của chất lỏng làm mát, Dp (cooling liquid pressure drop)
Độ sụt áp ở lưu lượng định mức của chất lỏng làm mát.
3.4. Các đặc tính cơ - động lực học
Xem Phụ lục A.
4. Ký hiệu
Các ký hiệu sử dụng trong tiêu chuẩn này được liệt kê trong Bảng 1.
Bảng 1 - Các ký hiệu và tên gọi
|
Ký hiệu |
Tên gọi |
Tham chiếu |
|
a |
Chiều dài để xác định sai lệch tiếp xúc |
3.3.2 |
|
a1,2 |
Các chiều dài để xác định độ lệch góc |
15.3 |
|
b |
Chiều dài để xác định sai lệch tiếp xúc |
3.3.2, 3.3.3 |
|
b1,2,3 |
Các chiều dài để xác định sai lệch tiếp xúc |
3.3.3, 15.2, 15.3, 15.4 |
|
c |
Hành trình của điện cực |
3.1.17, 15.1 |
|
d |
Đường kính của đầu điện cực hoặc chiều rộng của các bánh điện cực |
10.2 |
|
dk |
Đường kính của đĩa |
15.2 |
|
D1 |
Đường kính viên bi |
15.2 |
|
e |
1) khoảng hở cho gia công 2) khoảng cách giữa các tấm kẹp 3) khoảng cách khuôn |
3.1.14, 3.1.15, 15.1,16.3 3.1.15, 16.3 3.2.11, 10.4, 16.3 |
|
emin |
Khoảng cách tối thiểu giữa các tấm kẹp |
10.3 |
|
e' |
Khoảng cách để tính toán chiều dài thanh đồng |
10.3 |
|
Ea |
Năng lượng va đập |
Phụ lục A |
|
f |
Khe hở mở |
3.2.10 |
|
fmax |
Khe hở mở tối đa |
3.2.11 |
|
fmin |
Khe hở mở tối thiểu |
3.2.11 |
|
F |
Lực điện cực |
3.1.18, 10.4 |
|
Fc1 |
Lực nung nóng trước |
3.2.19 |
|
Fmax |
Lực điện cực tối đa |
3.1.19, 10.2, 10.3, 15.1, 16.3 |
|
Fmin |
Lực điện cực tối thiểu |
3.1.20, 16.3 |
|
F1 |
Lực ép |
3.2.16 |
|
F1max |
Lực ép tối đa |
3.2.17, 10.4, 15.1, 16.3 |
|
F1min |
Lực ép tối thiểu |
3.2.18, 16.3 |
|
F2 |
Lực kẹp |
3.2.14 |
|
F2max |
Lực kẹp tối đa |
3.2.15, 10.4, 15.4, 16.3 |
|
F2min |
Lực kẹp tối thiểu |
16.3 |
|
F1f…F3f |
Các dao động của lực tiếp theo giai đoạn tiếp xúc điện cực |
Phụ lục A |
|
F1s…F3s |
Các dao động của lực sau tiếp xúc điện cực |
Phụ lục A |
|
F1’, F2’ |
Các lực đối |
15.2 |
|
g |
Độ lệch tâm |
3.3.2, 15.2.2, 16.2, 16.3 |
|
g10,50,100 |
Độ lệch tâm tại lực tối đa 10%, 50% hoặc 100% |
16.3 |
|
G |
Chiều dài khuôn |
3.2.6, 3.2.11 |
|
I1cc |
Dòng điện ngắn mạch tối đa ở đầu vào |
3.3.15 |
|
I1p |
Dòng điện nguồn (vào) không đổi |
3.3.10 |
|
I1X |
Dòng điện (vào) ở hệ số chế độ làm việc đã cho |
3.3.14 |
|
I2cc |
Dòng điện ngắn mạch tối đa ở đầu ra |
3.3.16, 16.3 |
|
I2p |
Dòng điện ra không đổi ở hệ số chế độ làm việc 100% |
3.3.11, 16.3 |
|
ILcc |
Dòng điện ngắn mạch tối đa trên mạng lưới (ở đầu vào) |
3.3.15 |
|
ILp |
Dòng điện không đổi trên mạng lưới (nguồn) |
3.3.10 |
|
ILX |
Dòng điện trên mạng lưới (nguồn) ở hệ số chế độ làm việc đã cho |
3.3.14 |
|
k |
Khoảng cách để xác định độ lệch góc |
3.3.3, 15.3, 15.4 |
|
KF |
Hệ số lực |
Phụ lục A |
|
KFs, KFf |
Hệ số lực tiếp xúc điện cực/hệ số lực tiếp theo giai đoạn tiếp xúc điện cực |
Phụ lục A |
|
l |
Tầm với của điện cực |
3.1.14, 3.1.15, 3.1.16, 3.2.13, 15.1, 16.3 |
|
Lsc |
Chiều dài thanh đồng |
10.3, 10.4, 15.4 |
|
L’ |
Chiều dài thanh đồng |
10.3 |
|
m |
Khối lượng đầu hàn |
Phụ lục A |
|
n |
Tốc độ quay |
3.1.12, 16.3 |
|
p1 |
Áp suất nguồn của môi trường cung cấp năng lượng |
3.3.17, 16.3 |
|
p2 |
Áp suất của môi trường cung cấp năng lượng |
3.3.18, 16.3 |
|
pF1 |
Áp suất ép |
3.2.20 |
|
q |
Hành trình của khuôn |
3.2.9, 3.2.11 |
|
Q |
Lưu lượng định mức của chất lỏng làm mát |
3.3.19, 16.3 |
|
Sp |
Công suất thường xuyên ở đầu vào (hệ số chế độ làm việc 100%) |
3.3.12, 16.3 |
|
S50 |
Công suất đầu vào ở hệ số chế độ làm việc 50% |
16.3 |
|
t |
Thời gian xung |
Phụ lục A |
|
ta |
Thời gian tăng lực |
Phụ lục A |
|
tfd |
Thời gian phân rã tiếp theo giai đoạn tiếp xúc điện cực |
Phụ lục A |
|
ti |
Thời gian tối đa cho một xung |
3.1.15, 3.3.13 |
|
tsd |
Thời gian phân rã sau tiếp xúc điện cực đại A |
Phụ lục A |
|
T1 |
Nhiệt độ môi trường làm mát |
12.2 |
|
U1N |
Điện áp nguồn danh định |
3.3.8, 9, 16.3 |
|
U’1N |
Điện áp nguồn |
9 |
|
U20 |
Điện áp xoay chiều không tải danh định |
3.3.9.1, 9, 16.3 |
|
U’20 |
Điện áp xoay chiều không tải |
9 |
|
U2d |
Điện áp một chiều không tải danh định từ thiết bị hàn kiểu bộ biến đổi điện |
3.3.9.3, 16.3 |
|
U2di |
Điện áp một chiều không tải danh định |
3.3.9.2, 9, 16.3 |
|
V |
Tốc độ theo phương tiếp tuyến |
3.1.13, 16.3 |
|
va |
Tốc độ va đập |
Phụ lục A |
|
W |
Chiều rộng khuôn |
3.2.7, 3.2.11, 10.4 |
|
X |
Hệ số chế độ làm việc |
3.3.7, 3.3.14 |
|
a |
Độ lệch góc |
3.3.3, 15.2.3, 16.2 |
|
a1,2 |
Các góc để xác định độ lệch góc |
3.3.3, 15.3 |
|
a10,50,100 |
Độ lệch góc ở lực tối đa 10%, 50% hoặc 100% |
16.3 |
|
Dp |
Độ sụt áp của mạch chất lỏng làm mát |
3.3.20, 16.3 |
|
d |
Chiều dày khuôn |
3.2.8, 3.2.11 |
5. Phân loại
Thiết bị hàn điện trở được phân loại như sau:
a) thiết bị hàn điểm [(xem Hình 1a)];
b) thiết bị hàn gờ nổi [(xem Hình 1b)];
c) thiết bị hàn đường [(xem Hình 1c)];
d) thiết bị hàn giáp mép [(xem Hình 2)];
CHÚ THÍCH: Thiết bị hàn chảy giáp mép là kiểu đặc biệt của thiết bị hàn giáp mép
6. Điều kiện về môi trường vật lý và điều kiện vận hành
6.1. Qui định chung
Thiết bị hàn phải thích hợp cho sử dụng trong điều kiện về môi trường vật lý và điều kiện vận hành được qui định dưới đây:
Khi điều kiện về môi trường vật lý và/hoặc điều kiện vận hành nằm ngoài phạm vi được qui định dưới đây thì cần có sự thỏa thuận giữa nhà cung cấp và người sử dụng (xem Phụ lục B của IEC 60204-1:1992).
6.2. Nhiệt độ không khí xung quanh
Thiết bị hàn phải có khả năng vận hành đúng ở nhiệt độ không khí xung quanh giữa +5oC và +40oC.
Đối với nhiệt độ tối đa của môi trường làm mát, xem Phụ lục C của ISO 5826:1999.
6.3. Độ ẩm
Thiết bị phải có khả năng vận hành đúng với độ ẩm tương đối lên tới 95%.
Phải tránh ảnh hưởng có hại do đôi khi có sự ngưng tụ bằng cách thiết kế thiết bị hàn một cách hợp lý hoặc khi cần thiết phải có các phương tiện bổ sung thích hợp (ví dụ, các bộ nung nóng, điều hòa không khí gắn liền với thiết bị hàn, các lỗ thoát nước).
6.4. Độ cao
Thiết bị hàn phải có khả năng vận hành đúng ở độ cao tới 1000m so với mực nước biển.
Đối với các độ cao khác, xem Phụ lục C của ISO 5826:1999.
6.3. Vận chuyển và bảo quản
Thiết bị hàn phải được thiết kế để chịu được hoặc có biện pháp phòng ngừa thích hợp để bảo vệ đối với nhiệt độ vận chuyển và bảo quản ở giữa -25oC và +55oC và đối với nhiệt độ lên tới +70oC trong khoảng thời gian ngắn không vượt quá 24h.
Phải có các biện pháp thích hợp để ngăn ngừa sự hư hỏng do độ ẩm, rung và va đập.
6.6. Yêu cầu cho thao tác nâng, di chuyển
Thiết bị điện hạng nặng và cồng kềnh cần được tháo rời khỏi thiết bị hàn khi vận chuyển hoặc độc lập đối với thiết bị hàn phải được trang bị phương tiện cho thao tác nâng, di chuyển bằng cần trục hoặc các thiết bị tương tự.
7. Điều kiện thử
Phải thực hiện các phép thử trên thiết bị hàn mới, khô và được lắp ráp đầy đủ ở nhiệt độ không khí xung quanh nằm giữa +10oC và +40oC.
Việc thông gió phải tương tự như thông gió thường có ở điều kiện làm việc bình thường. Các thiết bị đo được sử dụng không được cản trở sự thông gió bình thường của thiết bị hàn hoặc gây ra sự truyền nhiệt không bình thường tới thiết bị hàn hoặc từ thiết bị hàn. Thiết bị hàn làm mát bằng chất lỏng phải được thử với điều kiện chất lỏng làm mát do nhà sản xuất qui định.
Độ chính xác của các dụng cụ đo phải là:
a) các dụng cụ đo điện: cấp 1 (1% toàn bộ thang đo, xem IEC 60051-2) thích hợp với các phép đo trong thời gian ngắn, đối với ampe kế đo giá trị trung bình bình phương của dòng điện xoay chiều thực:
b) nhiệt kế: ±2K
Trừ khi có quy định khác, các phép thử yêu cầu trong tiêu chuẩn này là các phép thử kiểu.
8. Biến áp hàn
Các biến áp hàn điện trở phải tuân theo ISO 5826.
Phải kiểm tra sự phù hợp của biến áp hàn với ISO 5826.
9. Điện áp không tải danh định tại đầu ra
Điện áp không tải phải được qui định đối với tất cả các chỉnh đặt trong phạm vi dung sai ±2%.
Phải kiểm tra sự phù hợp:
a) trong trường hợp dòng xoay chiều bằng phép đo, U20;
CHÚ THÍCH: Nếu điện áp nguồn U’1N khác với điện áp nguồn danh định U1N, cần đo điện áp không tải U’20. Điện áp không tải danh định (U20) được tính toán theo công thức:
b) trong trường hợp dòng một chiều bằng tính toán U2di theo Bảng 2.
Bảng 2 - Điện áp một chiều không tải “lý tưởng”
|
Đầu vào |
Đầu ra |
U2di |
|
© |
* |
1,17 U20 |
|
D |
* |
1,35 U20 |
|
một pha |
điểm giữa |
0,9 U20 |
|
bộ đổi tần chỉnh lưu sơ cấp |
1,35 U20 |
|
c) trong trường hợp dòng một chiều từ thiết bị hàn kiểu bộ biến đổi điện áp bằng phép đo U20.
10. Dòng điện ngắn mạch tối đa
10.1. Qui định chung
Dòng điện ngắn mạch tối đa phải được qui định với các nội dung sau:
a) đo trực tiếp: ±5%;
b) đo gián tiếp: ![]() (tính
toán từ phép đo ở đầu vào)
(tính
toán từ phép đo ở đầu vào)
Sự ngắn mạch phải được thực hiện bởi thanh đồng bộ có độ dẫn điện tối thiểu là 45 S.
Phải kiểm tra sự phù hợp bằng cách đo theo các điều kiện cho trong
- 10.2 đối với thiết bị hàn điểm và hàn đường;
- 10.3 đối với thiết bị hàn gờ nổi;
- 10.4 đối với thiết bị hàn giáp mép.
Thực hiện liên tiếp các phép đo sau:
a) đối với giá trị tối thiểu của trở kháng (khoảng cách gia công và khoảng cách gia công theo chiều sâu là tối thiểu);
b) đối với giá trị tối đa của trở kháng (khoảng cách gia công và khoảng cách gia công theo chiều sâu là tối đa).
10.2. Thiết bị hàn điểm và hàn đường
Các điện cực hoặc các bánh điện cực quay được tiếp xúc với nhau dưới tác dụng của lực điện cực tối đa Fmax phù hợp với chiều dài xà đang sử dụng. Đường kính d của các đầu điện cực hoặc chiều rộng của các bánh điện cực có quan hệ với lực điện cực theo công thức sau, nhưng tối thiểu phải bằng 2,5mm.
![]() , tính bằng
milimét.
, tính bằng
milimét.
trong đó Fmax tính bằng Newton.
10.3. Thiết bị hàn gờ nổi
Đặt một thanh đồng có mặt cắt ngang đủ để ngăn ngừa sự quá nhiệt ở giữa và ngay bên dưới tâm của các tấm kẹp. Tác dụng lực điện cực tối đa Fmax.
Chiều dài tự do của thanh đồng LSC hoặc L’ được tính toán theo công thức sau, nhưng tối thiểu phải bằng e’ = emin + 5, tính bằng milimét.
LSC = 122 Fmax.10-5 + 75, tính bằng milimét.
L’ = LSC + e’, tính bằng milimét.
trong đó e’ tính bằng milimét và Fmax tính bằng Newton.
10.4. Thiết bị hàn giáp mép
Đặt thanh đồng có mặt cắt ngang (tiết diện) đủ để ngăn ngừa sự quá nhiệt ở giữa các khuôn. Các bề mặt tiếp xúc phải càng lớn càng tốt. Tác dụng bởi lực kẹp tối đa F2max.
Chiều dài LSC của thanh đồng giữa các mặt đối diện của các khuôn (xem Hình 14) được xác định theo công thức sau, nhưng tối thiểu phải bằng e + 5, tính theo milimét.
![]() , tính bằng
milimet
, tính bằng
milimet
Khi có nung nóng trước
![]() , tính bằng Newton
, tính bằng Newton
Khi không nung nóng trước:
![]() , tính bằng Newton
, tính bằng Newton
trong đó W tính bằng milimét và F1 tính bằng Newton.
Trong trường hợp có cả nung nóng trước và không nung nóng trước thì sử dụng giá trị LSC nhỏ hơn.
CHÚ DẪN
1. Khuôn
2. Thanh đồng
Hình 14 – Thanh ngắn mạch cho thiết bị hàn giáp mép
11. Định mức nhiệt
Giá trị định mức về nhiệt phải:
a) Đối với máy biến áp, phù hợp với ISO 5826;
b) Đối với các bề mặt tiếp cận được, phù hợp với Bảng 3.
c) Đối với môi trường làm mát, theo qui định của nhà sản xuất.
Nếu không có điện áp nguồn danh định thì có thể tiến hành thử với điện áp giảm đi theo thỏa thuận giữa nhà sản xuất và khách hàng.
Thiết bị hàn có chỉnh lưu dòng điện phải được thử với điện áp nguồn danh định.
Phải kiểm tra sự phù hợp:
1) Đối với các máy biến áp, bằng cách đo theo 6.2 của ISO 5826:1999;
2) Đối với các bề mặt tiếp cận được, bằng cách đo ngay trước khi chất tải lần cuối cùng theo 12 và 13.1;
CHÚ THÍCH: Ghi lại nhiệt độ cao nhất đo được.
3) đối với môi trường làm mát, bằng cách tính giá trị trung bình của nhiệt độ trong một phần tư thời gian cuối cùng của phép thử theo 12 và 13.2.
Bảng 3 - Các giới hạn của sự tăng nhiệt độ đối với các bề mặt tiếp cận được
|
Bề mặt tiếp cận được |
Độ tăng nhiệt độ K |
|
Rào chắn bằng kim loại để trần |
25 |
|
Rào chắn bằng kim loại được sơn, phủ |
35 |
|
Rào chắn phi kim loại |
45 |
|
Tay cầm bằng kim loại |
10 |
|
Tay cầm phi kim loại |
30 |
12. Thử nung nóng
12.1. Qui định chung
Thiết bị hàn phải được ngắn mạch theo:
- 10.2 đối với thiết bị hàn điểm và hàn đường
- 10.3 đối với thiết bị hàn gờ nổi
- 10.4 đối với thiết bị hàn giáp mép
và được vận hành ở hệ số chế độ làm việc tương ứng với thời gian của chu kỳ phù hợp với điều kiện vận hành được.
12.2. Thời điểm bắt đầu thử nung nóng
Phép thử nung nóng phải được bắt đầu khi:
a) dòng chất lỏng làm mát đã được bắt đầu (trong trường hợp thiết bị hàn được làm mát bằng chất lỏng);
b) thiết bị hàn đã đạt tới sự cân bằng nhiệt với môi trường làm mát trong phạm vi dung sai ±1K;
c) nhiệt độ của môi trường làm mát T1 được giữ như nhiệt độ ban đầu của cuộn dây cần đo điện trở.
CHÚ THÍCH: Trừ khi nhiệt độ của một bộ phận được xác định bằng phương pháp điện trở, có thể bắt đầu phép thử mà không cần đạt tới sự cân bằng nhiệt độ của thiết bị hàn với không khí xung quanh.
12.3. Khoảng thời gian của phép thử nung nóng
Phép thử nung nóng phải được thực hiện tới khi tốc độ tăng nhiệt của bất cứ bộ phận nào cũng không vượt quá 2K/h.
13. Điều kiện để đo độ tăng nhiệt độ
13.1. Bề mặt tiếp cận được
Đo độ tăng nhiệt độ của các bộ phận không thuộc về máy biến áp bằng các phần tử nhạy cảm nhiệt được đặt tiếp xúc tới mức tốt nhất với bộ phận cần kiểm tra độ tăng nhiệt độ. Các phần tử nhạy cảm nhiệt này được đặt tại điểm nóng nhất có thể tiếp cận được.
13.2. Môi trường làm mát
13.2.1. Không khí xung quanh
Phải xác định nhiệt độ không khí xung quanh ít nhất là bằng ba dụng cụ đo được đặt cách đều nhau với khoảng cách từ 1m đến 2m xung quanh thiết bị hàn và ở độ cao gần bằng một nửa chiều cao của thiết bị hàn.
Các dụng cụ đo phải được che chắn tránh tác động của nhiệt và luồng gió.
CHÚ THÍCH: có thể đặt các bầu, nhiệt kế trong các bình nhỏ chứa đầy dầu để cân bằng các biến đổi về nhiệt độ.
13.2.2. Chất lỏng làm mát
Phải đo nhiệt độ của chất lỏng làm mát tại vị trí đi vào thiết bị hàn.
14. Mạch chất lỏng làm mát (thiết bị hàn làm mát bằng chất lỏng)
Các mạch chất lỏng làm mát phải có lưu lượng đủ để bảo đảm cho quá trình làm mát có hiệu quả.
Mạch chất lỏng làm mát phải được duy trì ở áp suất 10 bar trong 10 min và có thể có độ sụt áp tới giá trị được ghi trên tâm nhãn.
Phải kiểm tra sự phù hợp bằng cách thử độ kín chống rò rỉ và lưu lượng.
15. Các đặc tính tĩnh học về cơ
15.1. Qui định chung
Các đặc tính tĩnh học về cơ sau đây được qui định theo thỏa thuận giữa nhà sản xuất và khách hàng:
a) đối với thiết bị hàn điểm, hàn gờ nổi và hàn đường;
1) độ lệch tâm g tính bằng milimét và
2) độ lệch góc a tính bằng milirađian
b) đối với thiết bị hàn giáp mép
1) độ lệch góc a tính bằng milirađian
Kiểm tra sự phù hợp bằng cách đo với:
a) 10%
b) 50%
c) 100%
lực điện cực tối đa Fmax (xem 3.1.1g) hoặc lực ép F1max (xem 3.2.17) với sự điều chỉnh tối đa của:
d) hành trình của điện cực, c (xem 3.1.17)
e) tầm với của điện cực, l (xem 3.1.16) và
f) khoảng hở cho gia công, e (xem 3.1.14 và 3.1.15).
Thực hiện các phép đo theo:
- 15.2 đối với thiết bị hàn điểm và hàn gờ nổi;
- 15.3 đối với thiết bị hàn đường;
- 15.4 đối với thiết bị hàn giáp mép
CHÚ THÍCH: Các kết quả thu được là các giá trị tuyệt đối. Nếu độ lệch góc đảo ngược lại khi lực tăng lên thì giá trị này được biểu thị là dương hoặc âm cho thích hợp.
15.2. Thiết bị hàn điểm và hàn gờ nổi
15.2.1. Qui định chung
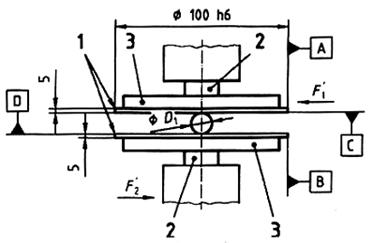
Đặt hai đĩa được tôi cứng như chỉ dẫn trên các Hình 15 và Hình 16 với các đầu dạng nút (thay cho các điện cực hàn điểm) hoặc các mặt bích của chúng ở tâm của các tấm kẹp sao cho các mặt mút đối diện của hai đĩa song song với nhau và độ lệch tâm không vượt quá 0,05mm. Một viên bi bằng thép được đặt giữa hai đĩa đã tôi cứng và được định tâm bằng một bộ phận định tâm thích hợp.
CHÚ THÍCH 1: Các đĩa đã tôi cứng được gia công đạt dung sai h6.
CHÚ THÍCH 2: Đường kính của viên bi D1 và vật liệu của các đĩa đã tôi cứng được lựa chọn sao không để lại dấu vết các mặt tiếp xúc dưới tác dụng của lực tối đa.
CHÚ THÍCH 3: Các mặt tiếp xúc nên làm bằng thép được tôi cứng.
Kích thước tính bằng milimét
CHÚ DẪN
1. Đĩa được tôi cứng
2. Đầu dạng nút
3. Bệ đỡ
Hình 15 – Đồ gá đo đối với thiết bị hàn điểm
Kích thước tính bằng milimét
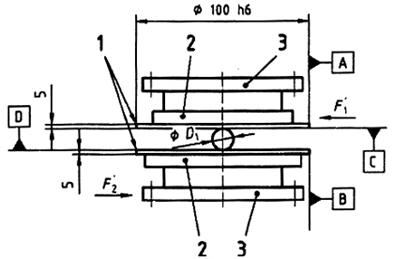
CHÚ DẪN
1. Đĩa được tôi cứng
2. Bệ đỡ
3. Mặt bích lắp ráp
Hình 16 – Đồ giá đo đối với thiết bị hàn gờ nổi
15.2.2. Độ lệch tâm
Độ lệch tâm g được đo trực tiếp bằng thước đo được hiệu chuẩn tới 0,01mm, xem Hình 17.
Kích thước tính bằng milimét
CHÚ DẪN
1. Đĩa được tôi cứng
2. Bệ đỡ
Hình 17 – Đo độ lệch tâm và độ lệch góc
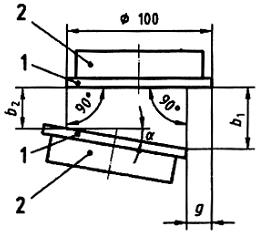
15.2.3. Độ lệch góc
Độ lệch góc a được tính theo công thức:
![]() , tính bằng
milirađian
, tính bằng
milirađian
Các khoảng cách b1 và b2 giữa các đĩa được tôi cứng bằng các thước đo chiều dày có độ chính xác 0,01mm.
CHÚ THÍCH 1: Đối với thiết bị hàn có bộ phận cân bằng, các điện cực nên song song với nhau tại lúc bắt đầu thử.
CHÚ THÍCH 2: Các phương pháp cố định chỉ dẫn trên các Hình 5 và 16 chỉ là tham khảo. Có thể lắp các đầu dạng nút với các đầu nối để thích hợp với thiết bị hàn.
CHÚ THÍCH 3: Không thể sử dụng các đĩa có đường kính 100mm do các kích thước của thiết bị hàn, theo thỏa thuận với người sử dụng có thể dùng các đường kính dk nhỏ hơn. Trong trường hợp này độ lệch góc a được xác định theo công thức:
![]() , tính bằng
milirađian
, tính bằng
milirađian
CHÚ THÍCH 4: Để đánh giá sự vận hành của thiết bị hàn khi sử dụng các điện cực di chuyển, các đĩa có thể chịu tác dụng đồng thời của:
a) lực điện cực tối đa;
b) hai lực đối F’1 và F’2 bằng 10% lực điện cực thích hợp trong mặt phẳng song song với các mặt chuẩn C và D (xem các Hình 15 và Hình 16) theo hướng không thuận lợi đối với thiết bị hàn.
Lặp lại phép đo với các lực F’1 và F’2 ngược lại.
15.3. Thiết bị hàn đường
15.3.1. Qui định chung
Thiết bị hàn được lắp với các bánh theo thiết bị. Dụng cụ đo gồm có một giá đỡ với hai lưỡi dao được áp vào bánh điện cực bên dưới, xem Hình 18.
Sử dụng một thiết bị đo được hiệu chuẩn đến 0,01mm để đo các kích thước a1 và b1 không tải và a2 và b2 có tải. Khoảng cách giữa a1,2 và b1,2 là k, xem hình 18.
15.3.2. Độ lệch tâm
Độ lệch tâm g được tính toán theo công thức;
g = a1 - a2, tính bằng milimét
15.3.3. Độ lệch góc
Độ lệch góc a được tính toán theo công thức:
a = a1 - a2, tính bằng milirađian
![]() , tính bằng milirađian,
và
, tính bằng milirađian,
và
![]() , tính bằng
milirađian
, tính bằng
milirađian
Hình 18 – Bố trí đo trong các bánh điện cực
15.4. Thiết bị hàn giáp mép
15.4.1. Qui định chung
Cố định hai thanh thép có mặt cắt ngang bằng mặt cắt ngang tối đa có thể hàn được, và mỗi thanh được lắp với một thang chia độ có chiều dài xấp xỉ 1000mm trong các khuôn kẹp và đặt các thanh thép này tiếp xúc với nhau ở đầu mút sao cho khoảng cách giữa các khuôn LSC phù hợp với qui định trong 10.4.
Các thanh này được giữ ở vị trí bởi tác dụng của lực kép tối đa F2max. Mặt tiếp xúc của một trong các thanh phải là mặt cong với bán kính cong R 100mm, xem Hình 19.
Kích thước tính bằng milimét
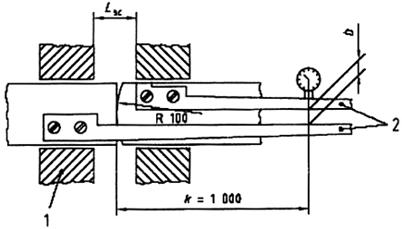
CHÚ DẪN
1. Khuôn kẹp
2. Cạnh thẳng có chia độ
Hình 19 – Bố trí đo đối với thiết bị hàn giáp mép
Sử dụng một thước đo được hiệu chuẩn tới 0,01mm để đó các kích thước b1 không tải và b2 có tải trong khoảng cách k từ mặt phẳng tiếp xúc, xem Hình 19.
15.4.2. Độ lệch góc
Độ lệch góc a được tính theo công thức:
![]() , tính bằng
milirađian
, tính bằng
milirađian
Đối với khoảng cách k = 1000mm
![]() , tính bằng
milirađian
, tính bằng
milirađian
16. Tấm nhãn
16.1. Qui định chung
Phải kẹp chặt chắc chắn hoặc in một tấm nhãn rõ ràng và dễ đọc trên mỗi thiết bị hàn.
CHÚ THÍCH: Mục đích của tấm nhãn là chỉ báo cho người sử dụng các đặc tính điện và cơ để có thể lựa chọn đúng thiết bị hàn và cho phép so sánh các đặc tính này.
Kiểm tra sự phù hợp của nhãn bằng mắt và xóa bằng tay trong 15s với một miếng vải nhúng nước và xóa một lần nữa trong 1s với một miếng vải nhúng xăng dầu mỏ.
Sau khi kiểm tra nhãn phải đọc được dễ dàng và không dễ bị tẩy xóa, tấm nhãn không được quăn lại.
16.2. Mô tả tấm nhãn
Tấm nhãn phải được chia thành các phần có chứa thông tin và dữ liệu về:
a) nhận dạng thiết bị hàn;
b) công suất hàn;
c) nguồn cung cấp điện chính;
d) các đặc tính khác.
Sự bố trí và trình tự của các dữ liệu phải tuân theo nguyên tắc cho trên Hình 20 (ví dụ, xem Phụ lục B).
Không qui định các kích thước của tấm nhãn và có thể tự do lựa chọn các kích thước này.
CHÚ THÍCH 1: Có thể đưa ra các thông tin bổ sung (ví dụ, độ lệch góc, độ lệch tâm g, thời gian tối đa cho một xung, t1).
CHÚ THÍCH 2: Có thể đưa ra các thông tin có ích khác trong tài liệu kỹ thuật do nhà sản xuất cung cấp.
16.3. Nội dung
16.3.1. Qui định chung
Các dữ liệu của thiết bị hàn sau đây được đưa vào các ô đã đánh số trên Hình 20.
|
|
a) Nhận dạng |
|
|||
|
|
1) |
|
|||
|
|
2) |
|
|||
|
|
4) |
5) |
|
||
|
|
b) Công suất hàn |
|
|||
|
|
6) |
7) |
|
||
|
|
8) |
9) |
10) |
|
|
|
|
c) Nguồn cung cấp điện chính |
|
|||
|
|
11) |
12) |
|
||
|
|
13) |
|
|||
|
|
d) Các đặc tính khác |
|
|||
|
|
14) |
15) |
|
||
|
|
16) |
17) |
|
||
|
|
18) nếu áp dụng được |
18) nếu áp dụng được |
|
||
|
|
20) nếu áp dụng được |
21) nếu áp dụng được |
|
||
|
|
22) |
23) |
|
||
|
|
24) |
25) |
|
||
|
|
26) |
27) nếu áp dụng được |
|
||
|
|
28) nếu có thỏa thuận |
29) nếu áp dụng được và có thỏa thuận |
|
||
Hình 20 - Nguyên tắc của tấm nhãn
16.3.2. Nhận dạng
|
Ô 1 |
Tên và địa chỉ của nhà sản xuất hoặc phân phối hoặc nhập khẩu, nhãn hiệu và nước sản xuất nếu có yêu cầu. |
|
Ô 2 |
Kiểu do nhà sản xuất qui định. |
|
Ô 4 |
Dữ liệu về thiết kế và chế tạo (ví dụ, số loạt) và năm sản xuất. |
|
Ô 5 |
Sự tham chiếu tiêu chuẩn này khẳng định rằng thiết bị hàn tuân theo các yêu cầu của tiêu chuẩn. |
16.3.3. Công suất hàn
|
Ô 6 |
Ký hiệu dòng điện hàn, ví dụ:
|
|
|
Ô 7 |
U20 = … V đến … V với … bước |
dải điện áp xoay chiều không tải danh định và số bước điều chỉnh, hoặc |
|
|
U2di = … V đến … V với … bước |
Dải điện áp một chiều không tải danh định và số bước điều chỉnh |
|
|
U2d = … V đến … V với … bước |
Dải điện áp một chiều không tải danh định và số bước điều chỉnh trong trường hợp thiết bị hàn kiểu bộ chuyển đổi điện |
|
Ô 8 |
I2CC = … A |
Dòng điện ngắn mạch tối đa của đầu ra tương ứng với trở kháng tối thiểu (I và e tối thiểu). |
|
Ô 9 |
I2CC = … A |
Dòng điện ngắn mạch tối đa của đầu ra tương ứng với trở kháng tối đa (I và e tối đa) |
|
Ô 10 |
I2p = … A |
Dòng điện thường xuyên (cố định) đầu ra. |
16.3.4. Nguồn cung cấp điện chính
|
Ô 11 |
… |
Số pha, ví dụ 1 hoặc 3, ký hiệu đối với dòng
điện xoay chiều ( |
|
Ô 12 |
U1N = … V |
Điện áp nguồn danh định |
|
Ô 13 |
Sp = … kVA |
Công suất thường xuyên (hệ số chế độ làm việc 100%). |
|
|
S50 = … kVA |
Công suất ở chế độ làm việc 50%. |
CHÚ THÍCH: ![]() sẽ
chỉ được đưa ra đối với khoảng thời gian chuyển tiếp
sẽ
chỉ được đưa ra đối với khoảng thời gian chuyển tiếp
16.3.5. Các đặc tính khác
|
Ô 14 |
e = … mm đến … mm |
phạm vi của khoảng hở cho gia công |
|
Ô 15 |
l = …mm đến … mm |
phạm vi của tầm với của điện cực |
|
Ô 16 |
Fmax = … N |
phạm vi của lực điện cực tối đa tương ứng với của điện cực tối thiểu và tối đa |
|
Ô 17 |
Fmin = … N |
lực điện cực tối thiểu |
|
Ô 18 |
F1max = … N |
lực ép tối đa |
|
Ô 19 |
F1min = … N |
lực ép tối thiểu |
|
Ô 20 |
F2max = … N |
lực kẹp tối đa |
|
Ô 21 |
F2min = …N |
lực kẹp tối thiểu |
CHÚ THÍCH: Các ô 18 đến 21 chỉ áp dụng cho thiết bị hàn giáp mép.
|
Ô 22 |
p1 = … bar |
áp suất nguồn của môi trường cung cấp năng lượng |
|
Ô 23 |
p2 = … bar |
áp suất của môi trường cung cấp năng lượng để đạt được các lực tối đa |
|
Ô 24 |
Q = …l/min |
lưu lượng định mức của chất lỏng làm mát |
|
Ô 25 |
Dp = … bar |
độ sụt áp danh định của chất lỏng làm mát |
|
Ô 26 |
Khối lượng = … kg |
khối lượng của thiết bị hàn |
|
Ô 27 |
v = …m/min đến … m/min |
phạm vi tốc độ theo phương tiếp tuyến hoặc |
|
|
n = …min-1 đến …min-1 |
phạm vi tốc độ quay |
CHÚ THÍCH: Ô 27 chỉ áp dụng cho thiết bị hàn đường.
|
Ô 28 |
a10 = ,,, mrad |
độ lệch góc ở |
10% Fmax hoặc F1max |
|
|
a50 = ,,, mrad |
độ lệch góc ở |
50% Fmax hoặc F1max |
CHÚ THÍCH: Các giá trị này chỉ được qui định theo thỏa thuận giữa nhà sản xuất và khách hàng.
|
|
a100 = ,,, mrad |
độ lệch góc ở |
10% Fmax hoặc F1max |
|
Ô 29 |
g10 = ,,, mm |
Độ lệch tâm ở |
50% Fmax hoặc F1max |
|
|
g50 = ,,, mm |
Độ lệch tâm ở |
0% Fmax hoặc F1max |
|
|
g100 = ,,, mm |
Độ lệch tâm ở |
100% Fmax hoặc F1max |
CHÚ THÍCH 1: Các giá trị này chỉ được qui định theo thỏa thuận giữa nhà sản xuất và khách hàng.
CHÚ THÍCH 2: Độ lệch tâm g không áp dụng cho thiết bị hàn giáp mép.
16.4. Dung sai
Các giá trị thực thu được từ thiết bị hàn điện trở phải đáp ứng các giá trị danh định trong phạm vi dung sai được qui định tron các điều tương ứng.
Kiểm tra sự phù hợp bằng cách đo và so sánh.
17. Sổ tay hướng dẫn
Tất cả các thiết bị hàn phải được cung cấp với sổ tay hướng dẫn sử dụng kèm theo bao gồm các thông tin sau:
a) mô tả chung;
b) các phương pháp dùng để nâng, di chuyển, ví dụ bằng chạc nâng hoặc cần trục và các biện pháp phòng ngừa;
c) ý nghĩa của các chỉ báo, các nhãn và các ký hiệu trên hình vẽ;
d) các mối nối với nguồn điện cung cấp bao gồm công suất của cầu chảy và/hoặc cái ngắt mạch điện;
e) sử dụng đúng các thao tác liên quan đến thiết bị hàn điện trở (ví dụ, các yêu cầu về làm mát, sự định vị, cơ cấu điều chỉnh, các đồng hồ chỉ báo);
f) khả năng hàn, các đặc tính cơ học, các giới hạn của chế độ làm việc và giải thích về sự bảo vệ chống nhiệt nếu có;
g) các giới hạn về sử dụng;
h) hướng dẫn cơ bản về bảo vệ chống nguy hiểm cho cá nhân đối với những người vận hành và những người ở trong khu vực làm việc (ví dụ, khói, tiếng ồn, kim loại nóng và tia lửa);
i) bảo dưỡng;
j) sơ đồ mạch đầy đủ cùng với bản kê các chi tiết chủ yếu;
k) thông tin về mạch điện của thiết bị hàn điện trở được thiết kế để cung cấp điện năng ở điện áp nguồn bình thường (ví dụ cho chiếu sáng hoặc các dụng cụ điện);
l) lắp đặt và lắp ráp;
Có thể đưa ra các thông tin có ích khác (ví dụ, cấp cách điện, độ lệch góc a, độ lệch tâm g, thời gian tối đa cho một xung ti, hệ số công suất v.v…)
Kiểm tra sự phù hợp bằng cách đọc sổ tay hướng dẫn
Phụ lục A
(Qui định)
Đặc tính cơ - động lực học
A.1. Qui định chung
Trong những năm gần đây đã có các kết quả nghiên cứu về các đặc tính cơ - động lực học của thiết bị hàn. Để tạo ra cơ sở chung cho thảo luận trong cộng đồng các chuyên gia kỹ thuật của thế giới, phụ lục này đưa ra các thuật ngữ và phương pháp thực nghiệm để đo các đặc tính này.
A.2. Các đặc tính cơ - động lực học
Các đặc tính cơ - động lực học xác định cách mà thiết bị hàn điểm, hàn gờ nổi hoặc hàn đường tạo ra dao động khi xảy ra sự tiếp xúc điện cực và tiếp theo giai đoạn tiếp xúc điện cực với bộ phận hoặc chi tiết được hàn (xem Hình A.1).
|
A bắt đầu tiếp xúc điện cực |
B bắt đầu của sự tiếp theo giai đoạn tiếp xúc điện cực |
Hình A1- Tính chất động lực học của thiết bị hàn điểm (sơ đồ)
Qui trình đo được mô tả trong A.3.
Các đặc tính cơ - động lực học của thiết bị hàn giáp mép vẫn chưa được mô tả do thiếu sự hiểu biết đầy đủ.
A.2.1. Sự tiếp xúc của điện cực
Sự tiếp xúc của điện cực với bộ phận hoặc chi tiết được hàn được biểu thị bởi điểm A trên Hình A1. Sự nâng lên của lực điện cực bắt đầu tại điểm này tới lực điện cực tĩnh F.
A.2.2. Dao động của lực điện cực sau sự tiếp xúc của điện cực
Có thể xuất hiện các dao động của lực điện cực sau sự tiếp xúc của các điện cực di động. Cường độ và khoảng thời gian dao động của lực điện cực được đo và ghi lại bởi một bộ biến đổi lực được đặt giữa điện cực và đầu hàn (xem Hình A.2).
A.2.3. Sự bật lên
Có thể xảy ra sự bật lên của điện cực sau va đập của điện cực trong đó do mức độ dao động cực kỳ cao trong thiết bị hàn, thậm chí có thể làm mất đi sự tiếp xúc với bộ phận hoặc chi tiết được hàn (xem A.2.6.2).
A.2.4. Sự tiếp xúc theo giai đoạn tiếp xúc điện cực
Diễn biến tiếp theo giai đoạn tiếp xúc điện cực của thiết bị hàn, bắt đầu tại điểm B trên Hình A1, xảy ra trong quá trình giãn nở và co lại của vật liệu khi được nung nóng và làm mát, do sự ăn sâu của các điện cực vào bộ phận được hàn hoặc khi xảy ra sự sụt lở khi phóng điện.
A.2.5. Dao động của lực trong quá trình diễn biến tiếp theo giai đoạn tiếp xúc điện cực
Có thể xảy ra các dao động của lực tổng quá trình diễn biến tiếp theo giai đoạn tiếp xúc điện cực. Cường độ và khoảng thời gian dao động được đo và ghi lại bằng một bộ biến đổi lực được đặt giữa điện cực và đầu hàn (xem Hình A.2).
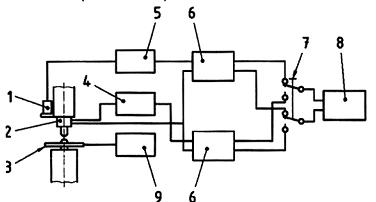
CHÚ DẪN
|
1. Cảm biến tốc độ dao động |
6. Máy hiện sóng có bộ nhớ số hóa |
|
2. Đầu đo lực và dòng điện |
7. Công tắc (cái chuyển mạch) |
|
3. Đai chuyền Rogowsky |
8. Đầu ghi x – y |
|
4. Bộ khuyếch đại phụ tải |
9. Bộ đo mạch xung |
|
5. Bộ hiệu chỉnh đáp ứng tần số |
|
Hình A.2 – Xác định đặc tính cơ – động lực học (sơ đồ)
A.2.6. Các đại lược đặc trưng
A.2.6.1. Tốc độ va đập (va)
Tốc độ va đập va là tốc độ của điện cực hoặc tấm kẹp di động ngay trước khi tiếp xúc với bộ phận hoặc chi tiết được hàn.
A.2.6.2. Năng lượng va đập (Ea)
Năng lượng va đập Ea là động năng của khối lượng di chuyển của đầu hàn, giá giữ điện cực, điện cực và một phần của dây dẫn điện mềm và/hoặc đoạn nối dây điện ngay trước khi tiếp xúc của điện cực với bộ phận hoặc chi tiết được hàn. Năng lượng va đập được tính toán từ khối lượng di chuyển m và tốc độ va đập va theo công thức sau:
![]()
A.2.6.3. Các hệ số lực (KF, KFs và KFf)
Hệ số lực KF mô tả sự phân rã của biên độ lực trong quá trình tiếp xúc điện cực hoặc tiếp theo giai đoạn tiếp xúc điện cực (xem Hình A.1)
![]()
CHÚ THÍCH 1: Hệ số KF và các lực F1, F2, F3 được viết với chỉ số dưới dòng s để chỉ thị sự tiếp xúc điện cực.
CHÚ THÍCH 2: Hệ số KF và các lực F1, F2 và F3 được viết với chỉ số dưới dòng f để chỉ thị diễn biến tiếp theo giai đoạn tiếp xúc điện cực.
CHÚ THÍCH 3: Các lực F1, F2 và F3 là ba dao động đầy đủ đầu tiên trong quá trình tiếp xúc điện cực hoặc tiếp theo giai đoạn tiếp xúc điện cực.
A.2.6.4. Thời gian tăng lực (ta)
Thời gian tăng lực ta là khoảng (nhịp) thời gian từ lúc tiếp xúc ban đầu của các điện cực tới thời điểm đạt được lực điện cực tĩnh (xem Hình A.1).
A.2.6.5. Thời gian phân rã (tsd, tfd)
Có thể xác định thời gian phân rã tsd hoặc tfd của các dao động về lực do tiếp xúc điện cực hoặc quá trình tiếp theo giai đoạn tiếp xúc điện cực theo Hình A.1.
A.3. Qui trình để xác định các đặc tính cơ - động lực học
A.3.1. Qui định chung
Để đánh giá các đặc tính cơ - động lực học cần xác định năng lượng va đập Ea và trình tự thời gian của lực điện cực trong quá trình tiếp xúc và tiếp theo giai đoạn tiếp xúc điện cực.
A.3.2. Tính toán năng lượng va đập
Có thể thu được tốc độ va đập yêu cầu va để tính toán năng lượng va đập Ea (xem A.2.6.2) từ đường cong dịch chuyển - thời gian của điện cực di động hoặc bằng cảm biến đo tốc độ dao động (dải tần số: xấp xỉ 10Hz đến 1kHz). Hành trình làm việc của điện cực phải là 5mm.
Khối lượng di chuyển của hệ thống sinh lực bao gồm các pittông, cần pittông, tấm kẹp, giá giữ điện cực, điện cực và một phần của dây dẫn điện mềm và/hoặc đoạn nối dây điện có thể thu được từ thông tin do nhà sản xuất cung cấp, bằng tính toán hoặc cân.
Hình A.2 giới thiệu một ví dụ của hệ thống đo này dưới dạng sơ đồ khối. Có thể thu được tốc độ va đập va từ các tín hiệu của cảm biến tốc độ dao động.
A.3.3. Tính toán các dao động của lực trong quá trình tiếp xúc điện cực và tiếp theo giai đoạn tiếp xúc điện cực
Đối với phép đo đường cong lực - thời gian, phải đặt một cảm biến lực trong đầu hàn càng gần với điện cực càng tốt. Bộ biến đổi lực phải có tần số 0Hz tới ít nhất là 3 kHz, ví dụ, bộ biến đổi lực kiểu thạch anh - áp điện, và tín hiệu ra được hiển thị theo thời gian cơ sở trên máy đo dao động (xem Hình A.2). Phải thực hiện việc đánh giá các biên độ lực phù hợp với A.2.6.3.
Đặc tính của diễn biến tiếp theo giai đoạn tiếp xúc điện cực được xác định bằng một phép thử mô phỏng. Trong phép thử này, một giờ nhô hình tròn phù hợp với ISO 8167 in dấu vào tấm thép được nung chảy nhanh bằng cách sử dụng một sung dòng điện đủ cao (t = 1 chu kỳ) vượt quá giới hạn phun ra. Diễn biến tiếp theo giai đoạn tiếp xúc của điện cực được xác định bằng cách đo chiều cao của mối hàn gờ nổi sau khi tác động lực điện cực. Việc đánh giá các biên độ lực được thực hiện phù hợp với A.2.6.3.
Dựa trên các phép đo lỗi tiếp xúc, các giá trị đo được phải được xác định phù hợp với Điều 15 đối với 10%, 50% và 100% lực điện cực tối đa.
Phụ lục B
(Tham khảo)
Các ví dụ về tấm nhãn
|
a) Nhận dạng |
|
|||||||||
|
|
1) Nhà sản xuất, quốc gia 2) Thiết bị hàn đường điện trở |
Nhãn hiệu |
|
|||||||
|
|
4) số loạt |
Năm sản xuất |
5) TCVN 6362 (ISO 669) |
|
||||||
|
b) công suất hàn |
|
|||||||||
|
|
6) ~ |
7) U20 = 4 V đến 8 V với 4 bậc |
|
|||||||
|
|
8) I2cc = 45kA |
9) I2CC = 30kA |
10) I2p = 22kA |
|
||||||
|
c) Nguồn cung cấp điện chính |
|
|||||||||
|
|
11) 1 ~ 50Hz |
12) U1N = 400V |
|
|||||||
|
|
13) Sp = 176kVA |
(S50 = 250kVA) |
|
|||||||
|
d) Các đặc tính khác |
|
|||||||||
|
|
14) e = 215mm |
15) I = 550mm |
|
|||||||
|
|
16) Fmax = 1200 daN |
17) Fmin = 200 daN |
|
|||||||
|
|
22) p1 = 8 bar |
23) p2 = 6bar |
|
|||||||
|
|
24) Q = 16 I/min |
25) Dp = 2bar |
|
|||||||
|
|
26) khối lượng = 1350kg |
27) v = 0,8m/min đến 0,8m/min |
|
|||||||
|
|
28) a10 = mrad |
29) |
g10 = mm |
|
||||||
|
|
|
a50 = 0,05 mrad |
|
g50 - 0,015mm |
|
|||||
|
|
|
a100 = 0,24 mrad |
|
g100 = 0,02mm |
|
|||||
|
|
||||||||||
Hình B.1 - Thiết bị hàn đường
|
a) Nhận dạng |
|
||||||||
|
|
1) Nhà sản xuất, quốc gia 2) Thiết bị hàn điểm điện trở |
Nhãn hiệu |
|
||||||
|
|
4) Số loạt |
Năm sản xuất |
5) TCVN 6362 |
|
|||||
|
b) công suất hàn |
|
||||||||
|
|
6) ~ |
7) U20 = 3,5 V đến 7 V với 4 bậc |
|
||||||
|
|
8) I2CC = 21kA |
9) I2CC = 15kA |
10) I2p = 7,8kA |
|
|||||
|
c) Nguồn cung cấp điện chính |
|
||||||||
|
|
11) 1 ~ 50Hz |
12) U1N = 400V |
|
||||||
|
|
13) Sp = 56kVA |
(S50 = 80kVA) |
|
||||||
|
d) Các đặc tính khác |
|
||||||||
|
|
14) |
e = 115mm đến 415mm |
15) I = 1050mm |
|
|||||
|
|
16) |
Fmax = 600 daN |
17) Fmin = 100 daN |
|
|||||
|
|
22) |
p1 = 8 bar |
23) p2 = 6 bar |
|
|||||
|
|
24) |
Q = 12 I/min |
25) Dp = 2 bar |
|
|||||
|
|
26) |
khối lượng = 560kg |
|
|
|||||
|
|
|||||||||
Hình B.2 - Thiết bị hàn điểm
(Nếu không có thỏa thuận về sự chỉ báo độ lệch góc a và độ lệch tâm g)
|
a) Nhận dạng |
|
||||||
|
|
1) Nhà sản xuất, quốc gia |
|
|||||
|
2) Thiết bị hàn mép điện trở |
|||||||
|
|
4) Số loạt |
Năm sản xuất |
5) TCVN 6362 (ISO 669) |
|
|||
|
b) Công suất hàn |
|
||||||
|
|
6) |
7) U2di = 11V |
|
||||
|
|
8) I2CC = 165kA |
9) I2CC = 130kA |
10) I2p = 22,58kA |
|
|||
|
c) Nguồn cung cấp điện chính |
|
||||||
|
|
11) 3 ~ 50Hz |
12) U1N = 400V |
|
||||
|
|
13) Sp = 212kVA |
(S50 = 300kVA) |
|
||||
|
d) Các đặc tính khác |
|
||||||
|
|
14) |
e = 200mm đến 500mm |
15) I = 350mm |
|
|||
|
|
16) |
Fmax = 3000 daN |
17) Fmin = 230 daN |
|
|||
|
|
22) |
p1 = 8 bar |
23) p2 = 6 bar |
|
|||
|
|
24) |
Q = 38 I/min |
25) Dp = 4 bar |
|
|||
|
|
26) |
khối lượng = 2230kg |
|
|
|||
Hình B.3 - Thiết bị hàn gờ nổi
(nếu không có thỏa thuận về sự chỉ báo độ lệch góc a và độ lệch tâm g)
|
a) Nhận dạng |
|
||||||||
|
|
1) Nhà sản xuất, quốc gia |
Nhãn hiệu |
|
||||||
|
2) Thiết bị hàn mép điện trở |
|||||||||
|
|
4) Số loạt |
Năm sản xuất |
5) TCVN 6362 (ISO 669) |
|
|||||
|
b) công suất hàn |
|
||||||||
|
|
6) |
7) U2di = 11V |
|
||||||
|
|
8) I2CC = 200kA |
9) I2CC = 200kA |
10) I2p = 53,4kA |
|
|||||
|
c) Nguồn cung cấp điện chính |
|
||||||||
|
|
11) 3 ~ 50Hz |
12) U1N = 400V |
|
||||||
|
|
13) Sp = 410kVA |
(S50 = 580kVA) |
|
||||||
|
d) Các đặc tính khác |
|
||||||||
|
|
14) |
e = 135mm đến 180mm |
15) l = 450mm |
|
|||||
|
|
16) |
Fmax = 1000 kN |
17) Fmin = 300 daN |
|
|||||
|
|
18 |
F1max = 1000 kN |
19) F1min = 500 kN |
|
|||||
|
|
20) |
F2max = 2000 kN |
21) F2min = 1000 kN |
|
|||||
|
|
18) |
p1 = 140 bar |
23) p2 = 130 bar |
|
|||||
|
|
24) |
Q = 150 I/min |
25) Dp = 6 bar |
|
|||||
|
|
26) |
khối lượng = 26000kg |
|
|
|||||
Hình B.4 - Thiết bị hàn giáp mép