Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 6367-2:2006 (ISO 6931-2 : 2005) về Thép không gỉ làm lò xo - Phần 2: Băng hẹp do Bộ Khoa học và Công nghệ ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 6367-2 : 2006
THÉP KHÔNG GỈ LÀM LÒ XO - PHẦN 2: BĂNG HẸP
Stainless steel for springs - Part 2: Narrow strip
1. Phạm vi áp dụng
Tiêu chuẩn này áp dụng cho băng hẹp cán nguội có chiều dày đến 3 mm, chiều rộng cuộn nhỏ hơn 60 mm, được làm từ thép không gỉ nêu trong Bảng 1. Thép được sử dụng trong điều kiện nêu tại các Bảng 4, 5 và 6 dùng để chế tạo lò xo hoặc những phần lò xo chống ăn mòn và đôi khi trong điều kiện nhiệt độ tăng không nhiều.
Các mác thép khác với mác thép nêu trong Bảng 1, nhưng được đề cập trong ISO/TS 15510, có thể đáp ứng các điều kiện nêu trên khi có sự thỏa thuận giữa nhà chế tạo và người mua (xem Phụ lục A)
Ngoài các yêu cầu kỹ thuật của tiêu chuẩn này, các yêu cầu chung về cung cấp qui định trong ISO 404 được áp dụng, nếu không có các yêu cầu nào khác được qui định trong Tiêu chuẩn này.
2. Tài liệu viện dẫn
TCVN 4398:2001 (ISO 377:1997) Thép và sản phẩm thép - Vị trí lấy mẫu, chuẩn bị phôi mẫu và mẫu thử cơ tính
ISO 404:1992 Steel and steel products - General technical delivery requirements (Thép và sản phẩm thép - Yêu cầu kỹ thuật chung về cung cấp)
ISO 4885:1996 Ferrous products - Heat treatments - Vocabulary (Sản phẩm sắt - Nhiệt luyện - Từ vựng)
ISO/TS 4949:2003 Steel names based on letter symbols (Tên thép dựa vào các ký hiệu chữ cái)
TCVN 258-1:2002 (ISO 6507-1:1997) Vật liệu kim loại - Thử độ cứng Vickers - Phần 1: Phương pháp thử
TCVN 197:2002 (ISO 6892:1998) Vật liệu kim loại - Thử kéo ở nhiệt độ thường
ISO 6929:1987 Steel products - Definitions and classification (Sản phẩm thép - Định nghĩa và phân loại)
ISO 7438:1985. Metallic materials - Bend test (Vật liệu kim loại - Thử uốn)
ISO 9445:2002, Continously cold-rolled stainless steel narrow strip, wide strip, plate/sheet and cut lengths - Tolerances on dimensions and forms (Băng hẹp, băng rộng, tấm/tấm mỏng và tấm cắt của thép chống gỉ cán nguội liên tục - Dung sai kích thước và hình dạng)
ISO/TR 9769:1991, Steel and iron - Review of available methods of analysis (Thép và gang - Xem xét lại phương pháp phân tích hiện có)
ISO 14284:1996. Steel and iron - Sampling and preparation of samples for determination of chemical composition (Thép và gang - Lấy mẫu và chuẩn bị mẫu để xác định thành phần hóa học)
ISO/TS 15510:2003, Stainless steels - Chemical composition (Thép không gỉ - Thành phần hóa học)
ISO 16143-1:2004, Stainless steels for general purposes - Part 1: Flat products (Thép không gỉ dùng cho mục đích chung - Phần 1: Sản phẩm phẳng)
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ, định nghĩa nêu trong TCVN 4398:2001 (ISO 377:1997). ISO 404, ISO 4885, ISO 6929, ISO 14284. ISO 16143-1 và thuật ngữ, định nghĩa sau:
3.1. Cuộn Iõi (spool)
Băng thép được quấn hình xoắn ốc lên một dưỡng phụ.
CHÚ THÍCH: Băng trong cuộn lõi cũng có thể được hàn nối hai đầu.
4. Phân loại và ký hiệu qui ước
4.1. Phân loại
Thép đề cập trong tiêu chuẩn này được phân loại theo tổ chức của chúng thành:
- thép austenit;
- thép ferit;
- thép mactenxit;
- thép hóa bền bằng tiết pha.
4.2. Ký hiệu
4.2.1. Tên thép
Đối với các mác thép đề cập trong tiêu chuẩn này, tên thép nêu trong các bảng liên quan phù hợp với ISO/TS 4949.
4.2.2. Số hiệu thép
Đối với các mác thép đề cập trong tiêu chuẩn này, số hiệu thép nêu trong các bảng liên quan tương ứng với số hiệu dùng trong ISO/TS 15510.
5. Thông tin do người mua cung cấp
5.1. Thông tin bắt buộc
Các thông tin sau phải được người mua cung cấp khi yêu cầu và đặt hàng:
a) số lượng;
b) ký hiệu qui ước của hình dạng sản phẩm (ví dụ: băng hoặc chiều dài cắt);
c) số hiệu của tiêu chuẩn về kích thước (ISO 9445);
d) kích thước và dung sai chiều dày, chiều rộng và chiều dài phù hợp với ISO 9445 và khi cần là các chữ cái bao hàm dung sai đặc biệt tương ứng (xem 7.5);
e) đường kính trong của cuộn phù hợp với ISO 9445 (xem 7.5);
f) số hiệu của tiêu chuẩn này [TCVN 6367-2 (ISO 6931-2)];
g) tên thép và số hiệu thép (xem 4.2);
h) điều kiện cung cấp (xem 6.2.2);
i) loại tài liệu kiểm tra phù hợp với ISO 10474 (xem 8.2).
VÍ DỤ:
5 tấn băng hẹp phù hợp với ISO 9445 có chiều dày danh nghĩa là 0,08 mm với dung sai chiều dày chính xác (P) chiều rộng danh nghĩa là 250 mm với dung sai chiều rộng chính xác (P) đối với thép X5CrNi18-9 (dòng 6, Bảng 1 của ISO/TS 15510:2003) trong điều kiện gia công nguội +C850, đường đi của quá trình 2H, được qui định trong tiêu chuẩn này và giấy chứng nhận kiểm tra 3.1.B phù hợp với ISO 10474.
5 tấn băng hẹp ISO 9445-0,80Px250P
Thép ISO 6931 -2-X5CrNi18-9+C850+2H
ISO 10474-3.1.B
hoặc
5 tấn băng hẹp ISO 9445-0,80Px250P
Thép ISO 6931-2-ISO/TS 15510 dòng 6+C850+2H
ISO 10474-3.1.B
5.2. Các lựa chọn
Số lượng các lựa chọn được qui định trong tiêu chuẩn này và được liệt kê dưới đây. Nếu người mua không chỉ rõ mong muốn thực hiện một trong các lựa chọn này thì nhà sản xuất phải cung cấp cho người mua, phù hợp với các qui định cơ bản của tiêu chuẩn này (xem 5.1):
a) bất kỳ yêu cầu nào liên quan đến quá trình sản xuất thép và các sản phẩm thép (xem 6.1);
b) bất kỳ yêu cầu nào liên quan đến hình thức cung cấp (xem 6.2.1.1);
c) bất kỳ yêu cầu nào liên quan đến điều kiện về mép (xem 6.2.1.2);
d) bất kỳ yêu cầu nào liên quan đến điều kiện xử lý đặc biệt (xem 6.2.2.1 và Bảng A.3);
e) bất kỳ yêu cầu nào liên quan đến các đặc tính công nghệ đặc biệt (xem 7.3.1, Bảng 7 và 7.3.3);
f) bất kỳ yêu cầu nào liên quan đến chất lượng bề mặt (xem 7.3.2);
g) bất kỳ yêu cầu nào liên quan đến giới hạn uốn băng khác với Bảng 7 (xem 7.3.1 và 8.3.3.2.3);
h) bất kỳ yêu cầu nào liên quan đến thử chất lượng bên trong (xem 7.4):
i) bất kỳ yêu cầu nào liên quan đến thử đặc biệt bổ sung (xem 8.1);
j) bất kỳ yêu cầu nào liên quan đến thử kéo để kiểm tra sự đồng nhất của giới hạn bền kéo (xem 8.3.1. và Bảng 8);
k) bất kỳ yêu cầu nào liên quan đến việc xác định phân tích sản phẩm (xem 8.3.2.2 và Bảng 8)
I) bất kỳ yêu cầu nào liên quan đến thực hiện thử khả năng uốn (xem 8.3.2.3 và Bảng 8);
m) bất kỳ yêu cầu nào liên quan đến dung sai về độ phẳng, đường cong mép và độ vồng của mép (xem 8.3.3.3);
n) bất kỳ yêu cầu nào liên quan đến việc đo cuộn dây, kể cả các giá trị liên quan (xem 8.3.3.3).
6. Quá trình sản xuất
6.1. Yêu cầu chung
Quá trình sản xuất thép và quá trình chế tạo sản phẩm do nhà sản xuất quyết định, trừ khi có thỏa thuận nào khác tại thời điểm yêu cầu và đặt hàng
6.2. Cung cấp
6.2.1. Hình thức cung cấp
6.2.1.1. Băng thường được lấy từ cuộn. Băng mỏng có thể được quấn vào một dưỡng phụ làm bằng thép, giấy cacton hoặc vật liệu khác để không làm gãy dưỡng. Băng cũng có thể được lấy từ cuộn lô (xem 3.1) để làm tăng khối lượng của cuộn, giảm thiểu đường kính ngoài của cuộn dây. Trong trường hợp sau đó, mối hàn phải được đánh dấu rõ ràng.
Đồng thời, băng cũng có thể được cắt thành các đoạn. Chúng có thể được để trong hộp hoặc trên palô và có thể buộc thành bó.
Một số cuộn hoặc bó các đoạn cắt có thể được bó thành một chuyến.
Trừ khi có thỏa thuận nào khác tại thời điểm yêu cầu và đặt hàng, việc lựa chọn hình thức cung cấp cho nhà sản xuất quyết định.
6.2.1.2. Trừ khi có thỏa thuận nào khác tại thời điểm yêu cầu và đặt hàng, băng cán nguội dùng làm lò xo được cung cấp với mép cắt. Theo thỏa thuận riêng, băng cũng có thể được cung cấp với mép cách hoặc mép đặc biệt, như mép được gia công cơ, mép được cạo sạch rìa hoặc mép được nắn chỉnh để tạo thành một hình dạng, thường thành hình vuông hoặc hình tròn.
6.2.2. Điều kiện cung cấp
6.2.2.1. Điều kiện cung cấp băng do người mua qui định.
Điều kiện cung cấp được nêu trong Bảng 3, 4, 5 và 6. Phải qui định dãy giới hạn bền kéo nêu trong Bảng 3 và 4 hoặc dãy độ cứng nêu trong Bảng 5 hoặc 6.
Trong trường hợp đặc biệt, nếu được thỏa thuận, sản phẩm cũng được cung cấp trong các điều kiện xử lý nêu trong Bảng A.3 mà thông thường được dành cho lò xo thành phẩm.
6.2.2.2. Trong điều kiện +C, băng phải được cung cấp với bề mặt sáng (2H), hoặc với bề mặt ráp, (xem 7.3.2).
Loại băng thép X20Cr13 (dòng 84), X30Cr13 (dòng 85), X39Cr13 (dòng 86) và X7CrNiAI17-7 (dòng 102) trong điều kiện “ủ” hoặc “ủ hòa tan” có thể được cung cấp theo sự lựa chọn của nhà sản xuất với bề mặt ủ sáng (2R), được tẩy gỉ (2D), được tẩy gỉ và cán phẳng (2B) hoặc bề mặt xỉn (2F) phù hợp với ISO 16143-1.
7. Yêu cầu
7.1. Thành phần hóa học
7.1.1. Áp dụng các yêu cầu về thành phần hóa học nêu trong Bảng 1 với thành phần hóa học phù hợp với việc phân tích mẫu đúc.
Để cải thiện giới hạn bền mỏi của lò xo, đối với mác thép austenit, khuyến cáo thành phần khối lượng lớn nhất của lưu huỳnh là 0,015 %.
7.1.2. Phân tích sản phẩm có thể khác với việc giá trị giới hạn đối với phân tích mẫu đúc nêu trong Bảng 1 bởi các giá trị liệt kê trong Bảng 2.
7.2. Cơ tính
7.2.1. Áp dụng các dữ liệu trong Bảng 3 và Bảng 4 cho giới hạn bền kéo của băng thép làm lò xo cứng
7.2.2. Không tính đến khối lượng của cuộn dây và cuộn lõi (xem 3.1) nặng 500 kg hoặc nhỏ hơn, sự chênh lệch lớn nhất của giới hạn bền kéo giữa hai đầu của cuộn dây hoặc cuộn lõi phải là 100 MPa (xem 8.3.1). Đối với cuộn lõi có khối lượng trên 500 kg, sự chênh lệch lớn nhất của giới hạn bền kéo phải được thỏa thuận tại thời điểm yêu cầu và đặt hàng.
7.2.3. Đối với dãy độ cứng của băng thép ferit và austenit được cán làm lò xo cứng, áp dụng các số liệu trong Bảng 5.
7.2.4. Đối với dãy về độ cứng của băng mactenxit, áp dụng các số liệu trong Bảng 6.
7.2.5. Không kể đến khối lượng của cuộn dây và cuộn Iõi (xem 3.1) nặng 500 kg hoặc nhỏ hơn, sự chênh lệch lớn nhất của độ cứng giữa hai đầu của cuộn dây hoặc cuộn lõi phải là 30 HV (xem 8.3.1). Đối với cuộn lõi có khối lượng trên 500 kg, sự chênh lệch lớn nhất của độ cứng phải được thỏa thuận tại thời điểm yêu cầu và đặt hàng.
7.3. Đặc tính kỹ thuật và điều kiện bề mặt
7.3.1. Băng phải có khả năng uốn thích hợp. Nếu không có sự thỏa thuận nào khác, áp dụng các dữ liệu hướng dẫn trong Bảng 7. Không cho phép có các vết nứt có thể nhìn được bằng mắt thường.
7.3.2. Bề mặt băng phải là một trong các bề mặt băng nêu trong 6.2.2 và được định nghĩa trong ISO 16143-1. Cho phép có màng dầu cán nguội. Chỉ cho phép có vết rỗ, vết khía, vết bẩn và vết xước nếu chúng không gây ảnh hưởng đến tính năng của lò xo. Xem A.6.3.
7.3.3. Đối với bằng dùng cho lò xo có giới hạn bền cao, nếu các yêu cầu tại 7.3.1 và 7.3.2 không đầy đủ thì phải có các thỏa thuận cụ thể tại thời điểm yêu cầu và đặt hàng.
7.4. Chất lượng bên trong
Sản phẩm không được có những khuyết tật bên trong có thể ảnh hưởng đến các ứng dụng thuộc phạm vi của tiêu chuẩn. Những phép thử dùng để đánh giá các đặc tính bên trong phải được thỏa thuận tại thời điểm yêu cầu và đặt hàng.
7.5. Kích thước và dung sai kích thước
Dung sai chiều dày, chiều rộng và chiều dài phải được qui định phù hợp với ISO 9445.
Đường kính trong của cuộn dây phải được thỏa thuận phù hợp với ISO 9445.
8. Kiểm tra và thử nghiệm
8.1. Yêu cầu chung
Nhà sản xuất phải tiến hành việc kiểm soát quá trình, kiểm tra và thử nghiệm một cách thích hợp nhằm đảm bảo việc cung cấp phù hợp với các yêu cầu của đơn hàng, bao gồm:
- tần suất thích hợp của việc kiểm tra xác nhận kích thước của sản phẩm;
- tăng cường giám sát ngoại quan chất lượng bề mặt của sản phẩm;
- tần suất và loại phép thử thích hợp để đảm bảo sử dụng đúng mác thép.
Bản chất và tần suất của việc kiểm tra xác nhận, giám sát và các phép thử nêu trên được xác định bằng nhà sản xuất, còn mức độ duy trì chúng được xác định thông qua các bằng chứng của hệ thống quản lý. Xét về khía cạnh này, việc kiểm tra xác nhận bằng các phép thử cụ thể đối với các yêu cầu này là không cần thiết nếu không có thỏa thuận nào khác.
8.2. Loại và nội dung tài liệu kiểm tra
8.2.1. Tại thời điểm yêu cầu và đặt hàng, đối với mỗi lần cung cấp phải thỏa thuận việc đưa ra một trong các tài liệu kiểm tra phù hợp với ISO 10474.
8.2.2. Nếu đã thỏa thuận việc cấp giấy chứng nhận kiểm tra 3.1.A, 3.1.B hoặc 3.1.C phù hợp với ISO 10474:1991 hoặc báo cáo kiểm tra 3.2 phù hợp với ISO 10474:1991, các kiểm tra cụ thể phù hợp với 8.3 được tiến hành và thông tin sau phải được nêu trong tài liệu kiểm tra:
a) kết quả phân tích mẫu đúc;
b) kết quả của các phép thử bắt buộc được đánh dấu bằng chữ “m” trong cột thứ hai của Bảng 8.
c) kết quả của một số phép thử hoặc kiểm tra tùy chọn tại thời điểm yêu cầu và đặt hàng.
8.3. Thử nghiệm và kiểm tra cụ thể
8.3.1. Phạm vi thử nghiệm
Số liệu trong Bảng 8 áp dụng cho thành phần của các đơn vị thử và cho số lượng phép thử đối với mỗi đơn vị thử, có tính đến ngoại lệ sau của giới hạn bền kéo hoặc độ cứng Vickers:
Nếu thí nghiệm về tính đồng đều của giới hạn bền kéo (phù hợp với 7.2.2) hoặc độ cứng Vickers (phù hợp với 7.2.5) được thỏa thuận tại thời điểm yêu cầu và đặt hàng thì phải lấy đoạn thử tại hai đầu của từng cuộn dây hoặc cuộn lõi (xem 3.1). Nếu một số cuộn dây hoặc cuộn lỗi của băng cán nguội được làm từ một cuộn vật liệu cán nóng hoặc cán nguội và chúng được đánh số theo thứ tự thì chỉ cần lấy một đoạn thử từ đầu của từng cuộn dây hoặc cuộn lõi đã được làm liên tiếp nhau.
8.3.2. Lựa chọn và chuẩn bị mẫu thử và đoạn thử
8.3.2.1. Yêu cầu chung
Phải áp dụng các điều kiện chung về lựa chọn và chuẩn bị mẫu thử và đoạn thử nêu trong TCVN 4398:2001 (ISO 377:1997) và ISO 14284.
8.3.2.2. Phân tích sản phẩm
Đối với phân tích sản phẩm, việc lựa chọn và chuẩn bị mẫu thử phải được tiến hành phù hợp với các yêu cầu của ISO 14284.
8.3.2.3. Thử kéo, thử độ cứng và thử uốn
Các đoạn thử dùng cho thử kéo, thử độ cứng và thử uốn phải được thực hiện phù hợp Hình 2 và được chuẩn bị phù hợp lần lượt với TCVN 197:2002 (ISO 6892:1998). TCVN 258-1:2002 (ISO 6507-1:1997 và 8.3.3.2.3.
8.3.3. Phương pháp thử
8.3.3.1. Phân tích hóa học
Trong trường họp có tranh chấp, phương pháp tham chiếu được sử dụng cho phân tích hóa học phải phù hợp với một trong trong các phương pháp nêu trong ISO/TR 9769.
8.3.3.2. Thử kéo, thử độ cứng và thử uốn
8.3.3.2.1. Thử kéo phải được tiến hành phù hợp với TCVN 197:2002 (ISO 6892:1998).
8.3.3.2.2. Thử độ cứng Vickers phải được tiến hành phù hợp với TCVN 258-1:2002 (ISO 6507-1:1997).
8.3.3.2.3. Tương tự với quá trình sản xuất lò xo, để kiểm tra khả năng uốn, một băng thử có chiều rộng 20 mm được uốn đến 90° bằng cách ấn quanh một trục gá với bán kính hợp với chiều dày của đoạn thử (xem Bảng 7). Uốn vuông góc với trục dọc của đoạn thử, tức là ngang theo chiều cán trong trường hợp đoạn thử nằm dọc và song song với chiều cán trong trường hợp đoạn thử nằm ngang.
Ngoài ra, áp dụng các yêu cầu chung nêu trong ISO 7438.
8.3.3.3. Dung sai hình dạng
Các phương pháp kiểm soát độ phẳng, độ gợn sóng của mép, độ vồng cong của mép và dung sai của chúng có thể được thỏa thuận tại thời điểm yêu cầu và đặt hàng.
Có thể thỏa thuận việc đo bó dây tại thời điểm yêu cầu và đặt hàng. Nếu được thỏa thuận, các giá trị liên quan của hình dạng cuộn dây, được đo theo độ lệch a (xem Hình 1), cũng phải được qui định tại thời điểm yêu cầu và đặt hàng.
Kích thước tính bằng milimét
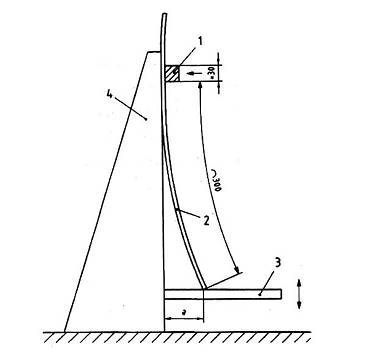
Chỉ dẫn:
1. Mâm kẹp
2. Băng
3. Thước
4. Giá đỡ
Hình 1 - Hình dạng cuộn dây, được đo theo độ lệch a, có chiều dài để thử là 300 mm
Kích thước tính bằng milimét
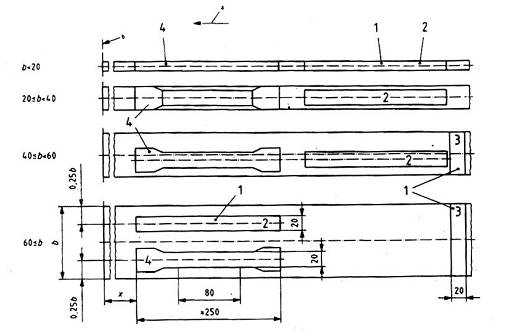
Chỉ dẫn:
1. Mẫu thử uốn, có thể rộng 20 mm
2. Mẫu thử theo chiều dọc để uốn ngang theo hướng cán
3. Mẫu thử ngang để uốn song song với hướng cán
4. Mẫu thử kéo: một mẫu thử có chiều dài Lo = 80 mm và chiều rộng 20 mm, hoặc chiều dài Lo = 50 mm và chiều rộng 12,5 mm. Ngoài ra, với b > 200 mm, có thể sử dụng mẫu thử nằm ngang.
b Chiều rộng băng
x Trong trường hợp có tranh chấp, mẫu thử phải được đặt ở khoảng cách tối thiểu là một vòng tính từ đầu ngoài hoặc đầu trong của cuộn dây
a Hướng cán
b Mép băng ngoài
Hình 2 - Mẫu thử
Bảng 1 - Thành phần hóa học (phân tích mẫu đúc) của thép
Đơn vị tính bằng phần trăm khối lượng
|
Ký hiệu qui ước của thép |
|
|
|
|
|
|
|
|
|
|
|
|
Tên |
Dòng số trong ISO/TS 15510:2003 |
C |
Si |
Mn |
P max. |
S max. |
N |
Cr |
Mo |
Ni |
Khác |
|
Thép asutenit |
|||||||||||
|
X5CrNi18-9 |
6 |
£ 0,07 |
£ 1,00 |
£ 2,00 |
0,045 |
0,030 a,d |
£ 0,11 |
17,5 đến 19,5 |
- |
8,0 đến 10,5 |
— |
|
X10CrNi18-8 |
11 |
0,05 đến 0,15 |
£ 2,00 |
£ 2,00 |
0,045 |
0,030 a,d |
£ 0,11 |
16,0 đến 19,0 |
£ 0,80 |
6,0 đến 9,5 |
— |
|
X12CrMnNiN 17-7-5 |
13 |
£ 0,15 |
£ 1,00 |
5,5 đến 7,5 |
0,045 |
0,030 a,d |
0,05 đến 0,25 |
16,0 đến 18,0 |
- |
3,5 đến 5,5 |
- |
|
X5CrNiMo17-12-2 |
30 |
£ 0,07 |
£ 1,00 |
£ 2,00 |
0,045 |
0,030 a,d |
£ 0,11 |
16,5 đến 18,5 |
2,00 đến 3,00 |
10,0 đến 13,0 |
- |
|
X11CrNiMnN 19-8-6 |
43 |
0,70 đến 0,15 |
0,50 đến 1,00 |
5,0 đến 7,5 |
0,030 |
0,015 a,d |
0,20 đến 0,30 |
17,5 đến 19,5 |
- |
6,5 đến 8,5 |
- |
|
Thép ferit |
|||||||||||
|
X6Cr17 |
67 |
£ 0,08c |
£ 1,00 |
£ 1,00 |
0,040 |
0,030 a |
- |
16,0 đến 18,0 |
- |
- |
- |
|
Thép mactenxit |
|||||||||||
|
X20Cr13 |
84 |
0,16 đến 0,25 |
£ 1,00 |
£ 1,50 |
0,040 |
0,030 a |
- |
12,0 đến 14,0 |
- |
- |
- |
|
X30Cr13 |
85 |
0,26 đến 0,35 |
£ 1,00 |
£ 1,50 |
0,040 |
0,030a |
- |
12,0 đến 14,0 |
- |
- |
- |
|
X39Cr13 |
86 |
0,36 đến 0,42 |
£ 1,00 |
£ 1,00 |
0,040 |
0,030a |
- |
12,5 đến 14,5 |
- |
- |
- |
|
Thép hóa bền bằng tiết pha |
|||||||||||
|
X7CrNiAI17-7 |
102 |
£ 0,09 |
£ 0,70 |
£ 1,00 |
0,040 |
0,015 |
- |
16,0 đến 18,0 |
- |
6,5 đến 7,8 b |
Al: 0,70 đến 1,50 |
|
CHÚ THÍCH: Các yếu tố không liệt kê trong bảng này có chưa được tính toán cụ thể cho tùng loại thép một cách có chủ ý nếu không có thỏa thuận của người mua, ngoại trừ đối với việc hoàn thiện mẫu đúc. Cần có mọi đề phòng cần thiết để tránh đưa vào các yếu tố như phế liệu và những vật liệu khác đã sử dụng trong sản xuất có thể tầm ảnh hưởng đến cơ tính và sự phù hợp của thép. |
|||||||||||
|
a Dãy cụ thể của hàm lượng lưu huỳnh có thể làm cho các đặc tính cụ thể tốt hơn. Đối với vật liệu có thể gia công trên máy, hàm lượng lưu huỳnh được kiểm soát 0,015 % đến 0,030 %. Đối với vật liệu có thể hàn được, hàm lượng lưu huỳnh được kiểm soát 0,008 % đến 0,020 % là có lợi. Đối với vật liệu có thể đánh bóng, hàm lượng lưu huỳnh được kiểm soát tối đa là 0,015 %. b Khi có thỏa thuận đặc biệt, thép được sử dụng cho biến dạng nguội có thể được yêu cầu là 7,0 % đến 8,3 % Ni. c Đối với một số ứng dụng, ví dụ như khả năng hàn được, có thể thỏa thuận mức tối đa 0,12 %C. d Để cải thiện giới hạn bền mỏi của lò xo, đối với mác thép austenit, khối lượng tối đa của lưu huỳnh là 0,15 %. |
|||||||||||
Bảng 2 - Sai số cho phép giữa phân tích sản phẩm và giá trị giới hạn nêu tại Bảng 1 đối với phân tích mẫu đúc
|
Thành phần |
Phân tích mẫu đúc % (theo khối lượng) |
Sai lệch cho phép a) % (theo khối lượng) |
|
|
Cacbon |
|
£ 0,20 |
± 0,01 |
|
|
> 0,20 |
£ 0,42 |
± 0,02 |
|
Silic |
|
£ 1,00 |
± 0,04 |
|
> 1,00 |
£ 2,00 |
± 0,07 |
|
|
Mangan |
|
£ 1,00 |
± 0,04 |
|
> 1,00 |
£ 2,00 |
± 0,07 |
|
|
> 2,00 |
£ 7,5 |
± 0,10 |
|
|
Photpho |
|
£ 0,045 |
± 0,005 |
|
Lưu huỳnh |
|
£ 0,015 |
± 0,003 |
|
|
> 0,015 |
£ 0,030 |
± 0,005 |
|
Nitơ |
³ 0,03 |
£ 0,11 |
± 0,01 |
|
> 0,11 |
£ 0,30 |
± 0,02 |
|
|
Crom |
³ 12,0 |
£ 19,5 |
± 0,20 |
|
Molipđen |
|
£ 1,75 |
± 0,07 |
|
³ 1,75 |
£ 3,00 |
± 0,10 |
|
|
Niken |
|
£ 5,0 |
± 0,10 |
|
> 5,0 |
£ 13,0 |
± 0,20 |
|
|
Nhôm |
³ 0,70 |
£ 1,50 |
± 0,10 |
|
a ± nghĩa là, trong một mẫu đúc, sai lệch có thể trên giá trị cao nhất hoặc dưới giá trị nhỏ nhất của dãy giá trị qui định trong Bảng 1, nhưng không thể xảy ra đồng thời cả hai. |
|||
Bảng 3 - Độ bền kéo trong điều kiện gia công nguội
|
Ký hiệu |
Độ bền kéo a,b MPa c |
|
+ C700 |
700 đến 850 |
|
+ C850 |
850 đến 1000 |
|
+ C1000 |
1000 đến 1150 |
|
+ C1150 |
1150 đến 1300 |
|
+ C1300 |
1300 đến 1500 |
|
+ C 1500 |
1500 đến 1700 |
|
+ C1700 |
1700 đến 1900 |
|
+ C1900 |
1900 đến 2200 |
|
a Có thể thỏa thuận giá trị giới hạn bền kéo trung gian. Đồng thời, có thể qui định cho giới hạn chảy hoặc độ cứng 0,2 % nhỏ nhất, nhưng chỉ một thông số được qui định cho một đơn đặt hàng (xem Bảng 5 và 6). b Chiều dày tối đa cho mỗi giới hạn bền kéo và cho sự giảm của độ giãn dài cùng với sự tăng của giới hạn bền kéo. Cả hai phụ thuộc vào sự gia công biến cứng của thép và điều kiện gia công nguội. Do đó. có thể yêu cầu thông tin chính xác hơn từ nhà sản xuất. c 1 MPa = 1 N/mm2. |
|
Bảng 4 - Tính sẵn có của các mác thép trong trong điều kiện gia công nguội
|
Ký thiệu của thép |
Giới hạn bền kéo hiện có |
||||||||||||||
|
Tên |
Dòng số trong ISO/TS 15510:2003 |
+C700 |
+C850 |
+C1000 |
+C1150 |
+C1300 |
+C1500 |
+C1700 |
+C1900 |
||||||
|
|
|||||||||||||||
|
X5CrNi18-9 |
6 |
X |
X |
X |
X |
X |
- |
- |
- |
||||||
|
X10CrNi18-8 |
11 |
- |
X |
X |
X |
X |
X |
X |
X |
||||||
|
X12CrMnNiN 17-7-5 |
13 |
- |
X |
X |
X |
X |
X |
- |
- |
||||||
|
X5CrNiMo17-12-2 |
30 |
X |
X |
X |
X |
X |
- |
- |
- |
||||||
|
X11CrNiMnN 19-8-6 |
43 |
- |
X |
X |
X |
X |
xc |
- |
- |
||||||
|
Thép ferit |
|||||||||||||||
|
X6Cr17 |
67 |
X |
X |
- |
- |
- |
- |
- |
- |
||||||
|
Thép mactenxit |
|||||||||||||||
|
X20Cr13 a |
84a |
X |
X |
- |
- |
- |
- |
- |
- |
||||||
|
X30Cr13 a |
85a |
X |
X |
- |
- |
- |
- |
- |
- |
||||||
|
X39Cr13 a |
86a |
X |
X |
- |
- |
- |
- |
- |
- |
||||||
|
Thép hóa bin bềna iKt pha |
|||||||||||||||
|
X7CrNiAI17-7b |
102b |
- |
- |
X |
X |
X |
X |
X |
- |
||||||
|
a Trong điều kiện ram, với dãy giới hạn bền kéo (Rm) như sau: X20Cr13: 500 MPa đến 700 MPa; X30Cr13: 540 MPa đến 740 MPa: X39Cr13: 560 MPa đến 760 MPa, và điều kiện tôi và ram (xem Hình A.4 đến A.6 và Bảng 6). b Trong điều kiện tôi ra dung dịch rắn với dãy giới hạn bền kéo (Rm) từ 800 MPa đến 1 000 MPa. c Băng với giới hạn bền kéo đến +C1500 có thể phù hợp tùy thuộc vào chiều dày yêu cầu. |
|||||||||||||||
Bảng 5 - Độ cứng Vickers trong điều kiện cán nguội đối với thép austenit và thép ferit (xem A.2 và A.3)
|
Ký hiệu của thép |
Khoảng độ cứng HV |
Dung sai |
|
|
Tên |
Dòng số trong ISO/TS 15510:2003 |
||
|
Thép austenlt |
|||
|
X5CrNi18-9 |
6 |
220 đến 450 |
± 25HV |
|
X10CrNi18-8 |
11 |
250 đến 450 451 đến 600 |
± 25HV ± 30HV |
|
X12CrMnNiN 17-7-5 |
13 |
250 đến 450 451 đến 500 |
± 25HV ± 30HV |
|
X5CrNiMo17-12-2 |
30 |
220 đến 400 |
± 25HV |
|
X11CrNiMnN19-8-6 |
43 |
300 đến 450 451 đến 475 |
± 25 HV ± 30 HV |
|
Thép ferit |
|||
|
X6Cr17 |
67 |
200 đến 300 |
± 20HV |
Bảng 6 - Độ cứng Vickers của thép mactenxit
|
Ký hiệu của thép |
Độ cứng Vikers (HV) |
|||
|
Tên |
Dòng số trong |
Ủ |
Cán nguội nhẹ |
Tôi và ram a |
|
X20Cr13 |
84 |
190 đến 240 |
240 đến 290 |
480 đến 520 |
|
X30Cr13 |
85 |
190 đến 240 |
270 đến 320 |
500 đến 540 |
|
X39Cr13 |
86 |
200 đến 250 |
270 đến 320 |
520 đến 560 |
|
a Khoảng độ cứng đặc trưng khi ram ở 300 °C. Xem A.4 và Hình A.4 đến A.6 để có thêm thông tin. |
||||
Bảng 7 - Dữ liệu về khả năng uốn của băng
|
Ký hiệu thép |
Điều kiện cung cấp |
Khả năng uốn của băng, chiều dày tính bằng milimét |
||||||||||
|
> 0,05 đến 0,25 |
Trên 0,25 đến 0,50 |
Trên 0,50 đến 0,75 |
Trên 0,75 đến 1,00 a |
|||||||||
|
Theo hướng của trục uốn |
||||||||||||
|
Tên |
Dòng số trong ISO/TS 15510:2003 |
Chiều ngang |
Chiều dọc b |
Chiều ngang |
Chiều dọc b |
Chiều ngang |
Chiều dọc b |
Chiều ngang |
Chiều dọc b |
|||
|
Thép austenit |
||||||||||||
|
X5CrNi18-9 |
6 |
+C700 +C850 +C1000 +C1150 +C1300 |
£ 0,5 £ 0,5 £ 1,0 £ 2,0 £ 2,5 |
£ 1,0 £ 2,0 £ 3,0 £ 5,0 £ 7,0 |
£ 0,5 £ 1,0 £ 1,5 £ 2,5 £ 3,0 |
£ 2,0 £ 3,0 £ 5,0 £ 7,0 £ 9,0 |
£ 1,0 £ 1,5 £ 2,5 £ 3,0 £ 4,5 |
£ 3,0 £ 5,0 £ 7,0 £ 9,0 £ 11,0 |
£ 1,5 £ 2,5 £ 3,0 £ 4,5 £ 6,0 |
£ 5,0 £ 7,0 £ 9,0 £ 11,0 £ 13,0 |
||
|
X10CrNi18-8 và X12CrMnNiN 17-7-5 |
11 13 |
+C850 +C1000 +C1150 +C1300 +C1500 +C1700C +C1900C |
£ 0,5 £ 0,5 £ 0,5 £ 1,5 £ 2,0 £ 2,5 £ 3,0 |
£ 1,0 £ 2,0 £ 2,5 £ 3,0 £ 4,5 £ 9,0 £ 12,0 |
£ 0,5 £ 0,5 £ 1,0 £ 2,0 £ 2,5 £ 3,0 £ 3,5 |
£ 1,5 £ 2,5 £ 3,0 £ 4,0 £ 5,0 £ 9,5 £ 13,0 |
£ 0,5 £ 1,0 £ 2,0 £ 2,5 £ 3,0 £ 3,5 - |
£ 2,5 £ 3,0 £ 4,0 £ 5,0 £ 7,0 £ 11,0 - |
£ 1,0 £ 2,0 £ 2,5 £ 3,0 £ 3,5 - - |
£ 3,0 £ 4,0 £ 5,0 £ 7,0 £ 9,5 - - |
||
|
X5CrNiMo17-12-2 |
30 |
+C700 +C850 +C1000 +C1150 +C1300 |
£ 0,5 £ 1,0 £ 1,5 £ 2,5 £ 3,0 |
£ 3,0 £ 4,0 £ 6,0 £ 8,0 £ 11,0 |
£ 1,0 £ 1,5 £ 2,0 £ 3,0 £ 3,5 |
£ 4,0 £ 6,0 £ 8,0 £ 11,0 £ 13,0 |
£ 1,5 £ 2,5 £ 3,0 £ 4,5 - |
£ 6,0 £ 8,0 £ 11,0 <> - |
£ 2,0 £ 3,0 £ 4,5 - - |
£ 8,0 £ 11,0 £ 14,0 - - |
||
|
X11CrNiMnN19-8-6 |
43 |
+C1150 +C1300 +C1500 |
£ 0,5 £ 2,0 £ 3,0 |
£ 3,0 £ 5,0 £ 10,0 |
£ 2,0 £ 3,0 £ 4,0 |
£ 5,0 £ 9,0 £ 14,0 |
£ 3,0 £ 4,0 £ 6,0 |
£ 6,5 £ 10,0 £ 16,0 |
£ 4,0 £ 6,0 £ 9,0 |
£ 9,0 £ 11,0 £ 18,0 |
||
|
Thép hóa bền bằng tiết pha |
||||||||||||
|
X7CrNiAI17-7 |
102 |
+C1150 +C1300 +C1500 +C1700 |
£ 0,5 £ 2,0 £ 3,0 £ 6,0 |
£ 3,0 £ 5,0 £ 10,0 £ 18,0 |
£ 2,0 £ 3,0 £ 4,0 £ 7,0 |
£ 5,0 £ 9,0 £ 14,0 £ 19,0 |
£ 3,0 £ 4,0 £ 6,0 £ 9,0 |
£ 6,5 £ 10,0 £ 16,0 £ 20,0 |
£ 4,0 £ 6,0 £ 9,0 £ 11,0 |
£ 9,0 £ 11,0 £ 18,0 £ 21,0 |
||
|
CHÚ THÍCH 1: Khả năng uốn r/t (r = bán kính trục uốn, t = chiều dày băng) tại gốc 90o CHÚ THÍCH 2: Hiện không có số liệu cụ thể của thép ferit, thép mactenxit và mác X11CrNiMnN19-8-6 trong điều kiện +C850 và +C1000. |
||||||||||||
|
a Đối với chiều dày băng lớn hơn, chưa có giá trị nào được nêu. b Hiện tại, nếu chưa có thỏa thuận nào khác, giá trị này được xem là dữ liệu mang tính chỉ dẫn. c Giá trị đối với điều kiện +C1700 và +C1900 có hiệu lực chỉ đối với mác X10CrNi18-8 (dòng 11). |
||||||||||||
Bảng 8 - Phép thử được thực hiện, đơn vị thử và phạm vi của thử nghiệm trong thử nghiệm cụ thể
|
Yêu cầu chất lượng a |
b |
Đơn vị thử |
Số lượng |
||
|
Sản phẩm trên mỗi đơn vị thử |
Mẫu thử của mỗi sản phẩm |
Đoạn thử của mỗi mẫu |
|||
|
Phân tích sản phẩm c |
o |
Mẻ đúc |
d |
1 |
1 |
|
Thử kéo hoặc thử độ cứng g không có kiểm tra tính đồng đều của giới hạn bền kéo hoặc độ cứng |
m |
Mẻ đúc và lô sản xuất e |
1 sản phẩm cho 10 cuộn hoặc cuộn lõi được cung cấp hoặc một phần của chúng |
1 |
1 |
|
Thử kéo hoặc thử độ cứng g có kiểm tra tính đồng đều của giới hạn bền kéo hoặc độ cứng |
o |
Mẻ đúc và lô sản xuất e |
f |
f |
f |
|
Khả năng uốn |
o |
Mẻ đúc và lô sản xuất e |
Thỏa thuận tại thời điểm yêu cầu và đặt hàng |
||
|
Hình dạng dây |
o |
Mẻ đúc và lò sản xuất e |
Thỏa thuận tại thời điểm yêu cầu và đặt hàng |
||
|
a Nếu yêu cầu phép thử khác, ví dụ xác định môđun đàn hồi thì phải được thỏa thuận tại thời điểm yêu cầu và đặt hàng. b m = phép thử phải được tiến hành trong từng trường hợp; o = phép thử chỉ được tiến hành khi có sự thỏa thuận tại thời điểm yêu cầu và đặt hàng. c Nếu không có yêu cầu phân tích sản phẩm, thành phần hóa học theo phân tích mẫu đúc phải do nhà sản xuất đưa ra cho các nguyên tố liệt kê trong Bảng 1. d Nếu không có thỏa thuận nào khác tại thời điểm yêu cầu và đặt hàng, mỗi mẻ đúc phải lấy một mẫu thử. e Cùng mẻ đúc, cùng chiều dày danh nghĩa, cùng điều kiện nhiệt luyện cuối cùng (nghĩa là cùng nhiệt luyện và/hoặc cùng mức độ biến dạng nguội). f Xem 8.3.1. g Tùy thuộc vào khoảng giới hạn bền kéo hoặc khoảng đội cứng có được qui định hay không. |
|||||
Phụ lục A
(tham khảo)
Thông tin bổ sung
A.1. Lựa chọn thép chống gỉ dùng cho các ứng dụng của dạng lò xo băng chính xác
Có một số yêu cầu khác nhau cho việc sử dụng thép chống ăn mòn trong dạng băng chính xác dùng cho các sử dụng lò xo. Về mặt lý thuyết, có thể sử dụng một số thép được qui định trong ISO/TS 15510 Tiêu chuẩn này cụ thể các đặc tính của các loại thép thông dụng hơn được sử dụng. Cả điều kiện cung cấp và sử dụng cho từng thành phần phụ thuộc vào môi trường ăn mòn, kích thước băng, cơ tính được yêu cầu, hình dạng chi tiết, số lượng và phương pháp tạo hình, tuổi thọ của chi tiết, yêu cầu về chi phí và một số đặc tính vật lý đặc biệt được qui định.
Đối với việc sử ứng dụng lò xo, thép được sử dụng trong điều kiện “nặng” hoặc giới hạn bền cao. Độ bền cao có được bằng các cách khác nhau cho các tổ chức thép khác nhau, và các đặc tính lò xo thành phẩm phụ thuộc vào lộ trình của quá trình đặc thù và thép được lựa chọn.
Thép có tổ chức stenit và ferit nói chung không được tôi bằng nhiệt luyện. Độ bền cao hơn có được do cán nguội. Tỷ lệ biến cứng nguội phụ thuộc vào thành phần của thép. Sau cùng một tỷ lệ cán nguội, austenit kém ổn định hơn, như X10CrNi18-8 (dòng số 11 trong Bảng 1 của ISO/TS 15510:2003), sẽ có Rm và HV cao hơn, và duy trì giá trị A cao hơn mác thép austenit ổn định hơn như X5CrNi18-9 (dòng 6). Chi tiết hơn xem Bảng 5 và A.2. Thép ferit biến cứng nguội có phạm vi hẹp hơn thép austenit. Bởi vậy, các đặc tính đạt được trong một loại thép cụ thể tại một chiều dày cụ thể phụ thuộc vào mức độ cán nguội và tính chất biến cứng. Tuy nhiên, có thể tăng Rm và E của lò xo đã tạo hình bằng ram (xem A.2 và A.3, Bảng A.3 và A.4 và Hình A.1 đến A.3).
Thép mactenxit có tính chất “đàn hồi” hơn thép austenit và ferit. Thép mactenxit khó uốn và có sự chống ăn mòn thấp hơn, giá vật liệu thấp hơn nhưng chi phí cho nhiệt luyện đắt hơn. Phương pháp sử dụng các loại thép này khác nhau. Các nhà sản xuất thép thường cung cấp thép mactenxit cho các nhà chế tạo lò xo trong điều kiện hoặc đã ủ hoặc cán nguội nhẹ, và ít khi trong điều kiện ram và tôi. Thép ở điều kiện cán nguội mỏng dễ cắt phôi. Thông thường sau khi tạo hình lò xo thép, thép mactenxit được nhiệt luyện bằng ram và tôi để có được sự cân bằng giới hạn bền và độ dẻo mong muốn (Xem chi tiết A.4, Bảng 6. A.3 và A.4 và Hình A.4 đến A.6).
Mác thép hóa bền bằng tiết pha X7CrNiAI17-7 (dòng 102) có thể được sử dụng theo một trong hai cách sau:
a) Được cung cấp trong điều kiện ủ hòa tan. Sau khi thành hình lò xo, lò xo được hóa bền qua hai lần hóa già nhân tạo (xem A.5).
b) Được cung cấp sau khi cán nguội đối với độ bền +C1300 hoặc cao hơn. Sau khi tạo hình lò xo, qua hóa già nhân tạo (xem A.5. Bảng A.4 và Hình A.1) làm tăng E và Rm.
Đối với loại thép này, sự hóa bền đạt được bằng cả hóa bền do cán nguội và tiết các pha khác từ tổ chức cơ bản.
Trong Bảng A.1 có liệt kê một số điểm đặc trưng của việc sử dụng các mác thép khác nhau.
A 2 Chi tiết về thép austenit
Thép này cơ bản được hóa bền bằng gia công. Yêu cầu kỹ thuật có thể được qui định bằng việc lựa chọn Rm và khoảng độ cứng Vickers, xem trong Bảng 5. Khi lựa chọn yêu cầu kỹ thuật này, cần chú ý đến việc duy trì độ dẻo của thép, xem trong Bảng A.2.
Sau khi tạo hình lò xo, giới hạn bền có thể tăng thêm bằng ram như trong Bảng A.3.
Kết quả môđun đàn hồi (E) được nêu trong Bảng A.4. Kết quả của Rm được thể hiện trên Hình A.1 đến A.3. Việc xử lý nhiệt luyện cuối cùng này cũng loại bỏ việc xử lý ứng suất được thực hiện trong quá trình thành hình lò xo và đây cũng là nguyên nhân của sự tăng giới hạn bền.
A.3. Chi tiết về thép ferit X6Cr17 (dòng 67)
Thép này chỉ được hóa bền bằng cán nguội. Với sự lựa chọn một hay hai khả năng trong Bảng 4. giới hạn bền có thể qui định bởi HV như được nêu trong Bảng 5. Môđun đàn hồi (E) có giá trị xấp xỉ là 210 MPa không thể làm tăng bằng nhiệt luyện. Bảng A.2 cho thấy thép này có độ dẻo thấp trong điều kiện gia công nguội, do đó không sử dụng thép này cho những bán kính uốn lớn.
A.4. Chi tiết về thép mactenxit
Bảng 6 cho thấy độ cứng Vickers của thép mactenxit và Bảng 3 cho thấy điều kiện tôi và nhiệt luyện cần thiết cho độ cứng cao hơn. Mặc dù, trong một số trường hợp, thép này cũng có thể được cung cấp trong điều kiện tôi và ram (quá trình xử lý và mã điều kiện bề mặt 2Q), để tạo cho thép ở điều kiện thông thường, đối với khả năng để tạo hình lớn nhất, hoặc trong điều kiện cán nguội nhẹ khi mà việc dễ dàng dập là quan trọng hơn khả năng dễ tạo hình lớn nhất. Do đó, sau khi tạo hình, lò xo thường được tôi và ram, chọn nhiệt độ ram thấp hơn, ví dụ như 250 °C, nếu yêu cầu vật liệu cứng hơn, kém dẻo hơn hoặc nhiệt độ ram cao hơn, ví dụ như 350 °C, nếu đòi hỏi vật liệu dẻo hơn, dể uốn hơn (xem Hình A.1 đến A.6). Việc xử lý tôi và ram cũng làm tăng môđun đàn hồi (E), như thể hiện trong Bảng A.4.
A.5. Chi tiết về thép hóa bền bằng tiết pha X7CrNiAI17-7 (dòng 102)
Thép được cung cấp trong điều kiện ủ hòa tan (+AT) điển hình là ủ ở nhiệt độ từ 1 030 °C đến 1 050 oC và được làm nguội bằng không khí để có Rm là 800 MPa đến 1 000 MPa.
Sau khi tạo hình lò xo, việc xử lý hóa già nhân tạo hai lần được thực hiện bằng một trong hai phương pháp theo Bảng A.3.
Điều kiện cung cấp để sản xuất thép cứng nhất là cán nguội thép đến giới hạn bền +C1300 hoặc cao hơn. Sau khi tạo hình lò xo điển hình là ủ hòa tan một lần theo Bảng A.3. Việc xử lý này làm tăng Rm và E. Kết quả về Rm được thể hiện trong Hình A.1 và kết quả về E được thể hiện trong Bảng A.4.
Khi yêu cầu có khả năng dễ tạo hình lớn hơn, phải xem xét khả năng cấp trong điều kiện ủ hòa tan hoặc điều kiện gia công nguội nhỏ hơn, và nên thảo luận điều này với nhà sản xuất thép.
A.6. Hướng dẫn chung về việc xử lý
A.6.1. Đặc tính vật lý
A.1 đến A.5 và Bảng A.1 và A.4 mô tả sự biến thiên của giá trị E. Chú ý rằng giá trị E giảm khi tăng nhiệt độ. Bảng A.1 mô tả sự biến thiên của đặc tính từ tính cùng với thành phần hóa học và nhiệt luyện.
A.6.2. Xử lý làm sạch và nhiệt luyện
Thép phải được làm sạch hoàn toàn trước khi nhiệt luyện. Nếu không cho phép có sự xuất hiện màu khi nhiệt luyện vì lý do ngoại quan và chống ăn mòn thì việc nhiệt luyện được tiến hành trong một môi trường được bảo vệ hoặc sử dụng một quá trình làm sạch phù hợp không làm ảnh hưởng đến đặc tính của lò xo.
A.6.3. Độ nhám bề mặt trung bình
Điều kiện bề mặt của băng được đặc trưng bởi các giá trị gần đúng sau đối với độ nhám bề mặt trung bình:
- Ra < 0,3="">mm cho mức kéo +C1150 và cao hơn;
- Ra < 0,5="">mm cho mức kéo từ +C700 đến +C1000.
Bảng A.1 - Một số điểm đặc trưng khi sử dụng các mác thép khác nhau
|
Ký hiệu thép |
Điểm đặc trưng của việc sử dụng các mác thép này |
|
|
Tên thép |
Dòng số |
|
|
Thép austenit (xem A.2) |
||
|
X5CrNi18-9 |
6 |
Thép chống gỉ austenit phổ biến nhất Kết cấu thép austenit khá bền dẫn đến tỷ lệ biến cứng thấp hơn X12CrMnNiN 17-7-5 hoặc X10CrNi18-8. Nhiệt độ sử dụng lớn nhất từ 120 °C đến 250 °C tùy thuộc vào ứng suất. Một số mức độ về khả năng thẩm thấu từ tính, tùy thuộc vào điều kiện nhưng ít hơn X10CrNi18-8 (dòng 11). Độ đền chống ăn mòn trung bình trong phạm vi thép austenit. |
|
X10CrNi18-8 |
11 |
Thép không gỉ thường được sử dụng nhiều nhất cho việc chế tạo lò xo và có khả năng Rm cao nhất. Tổ chức austenit tương đối không bền vững. Rm cao ở điều kiện ủ hòa tan. Tốc độ hóa bền do gia công nguội cao nhất dẫn đến Rm cao khi việc duy trì được một số độ dẻo (A %). Nhiệt độ sử dụng lớn nhất từ 120 °C đến 250 °C tùy thuộc vào ứng suất Độ từ thẩm, phụ thuộc vào điều kiện. Độ bền chống ăn mòn nhỏ hơn X5CrNi18-9 chút ít. |
|
X12CrMnNiN17-7-5 |
13 |
Rp và Rm cao trong điều kiện ủ hòa tan. Tốc độ hóa bền > X5CrNi18-9 nhưng <> Độ từ thẩm ít hơn X5CrNi18-9. Mác này thường được sử dụng tại Mỹ. |
|
X5CrNiMo17-12-2 |
30 |
Được sử dụng khi yêu cầu sự chống ăn mòn cao hơn X5CrNi18-9. Nhiệt độ sử dụng lớn nhất từ 120 °C đến 250 °C tùy thuộc vào ứng suất |
|
X11CrNiMnN19-8-6 |
43 |
Hoàn toàn không có từ tính trong mọi điều kiện. Rm cao ở điều kiện ủ hòa tan, và có thể cán nguội cho Rm rất cao. Nhiệt độ sử dụng lớn nhất từ 120 °C đến 250 °C tùy thuộc vào ứng suất. Tốc độ biến cứng > X5CrNi18-9 nhưng <> Độ bền chống ăn mòn tương tự X10CrNi18-8. |
|
Thép ferit (xem A.3) |
||
|
X6Cr17 |
67 |
Chỉ có thể hóa bền bằng cán nguội và chỉ ở một mức độ vừa phải (xem Bảng 4, 5 và A.2). Độ bền chống ăn mòn trung bình. Độ từ thẩm cao trong mọi điều kiện. |
|
Thép mactenxit (xem A.4) |
||
|
X20Cr13 X30CM3 X39Cr13 |
84 85 86 |
Có tính “đàn hồi” hơn thép austenil hoặc ferit. Độ bền cao có được sau khi tạo hình lò xo bằng tôi và ram. Tôi và ram cũng làm tăng E. Độ dẻo và độ bén chống ăn mòn thấp hơn tổ chức thép chống gỉ khác. Độ bền cuối cùng có thể tăng cùng với hàm lượng cacbon (xem Bảng 6). Độ từ thẩm cao trong mọi điều kiện. |
|
Thép hóa bền bằng tiết pha (xem A.5) |
||
|
X7CrNiAI17-7 |
|
Độ bền mỏi cao. Hóa bền bằng việc nhiệt luyện cho mức giới hạn bền rất cao. Độ bền cao hơn khi nâng nhiệt độ, nhưng khả năng chống mài mòn thấp hơn thép austenit. Nhiệt độ sử dụng lớn nhất từ 250 °C đến 300 °C tùy thuộc vào ứng suất. Một số độ từ thẩm tùy thuộc vào điều kiện. |
Bảng A.2 - Thông tin về giá trị độ giãn dài tối thiếu (A80mm) đối với thép austenit và thép ferit cán nguội tại các giới hạn bền kéo khác nhau
|
Ký thiệu thép |
Giới hạn bền kéo hiện có |
||||||||
|
Tên thép |
Dòng số trong ISO/TS 15510:2003 |
+C700 |
+C850 |
+C1000 |
+C1150 |
+C1300 |
+C1500 |
+C1700 |
+C1900 |
|
Thép austenit |
|||||||||
|
X5CrNi18-9 |
6 |
25 |
12 |
5 |
3 |
1 |
- |
- |
- |
|
X10CrNi18-8 |
11 |
35a |
25 |
20 |
15 |
10 |
5 |
2 |
1 |
|
X12CrMnNiN 17-7-5 |
13 |
40 a |
25 |
13 |
5 |
2 |
5 |
- |
- |
|
X5CrNiMo17-12-2 |
30 |
20 |
10 |
4 |
1 |
- |
- |
- |
- |
|
X11CrNiMnN 19-8-6 |
43 |
35 a |
12 |
9 |
8 |
2 |
1 |
- |
- |
|
Thép ferit |
|||||||||
|
X6Cr17 |
67 |
2 |
1 |
- |
- |
- |
- |
- |
- |
|
a Thép trong điều kiện làm mềm: không được dùng làm lò xo |
|||||||||
Bảng A.3 - Số liệu hướng dẫn cho việc nhiệt luyện lò xo làm bằng băng
|
Ký hiệu thép |
Nhiệt luyện |
||||||
|
Tên thép |
Dòng số trong ISO/TS 15510:2003 |
Điều kiện ban đầu |
Nhiệt độ |
Làm nguội |
Nhiệt độ/ Thời gian giữ |
Làm nguội |
Tăng giới hạn bền kéo |
|
Thép austenit |
|||||||
|
X5CrNi18-9 |
6 |
cán nguội |
Ram: 250 oC/24h đến 450 oC/30 min |
không khí |
- |
- |
xem Hình A.2 |
|
X10CrNi18-8 |
11 |
xem Hình A.1 |
|||||
|
X12CrMnNiN 17-7-5 |
13 |
xem Hình A.1 |
|||||
|
X5CrNiMo17-12-2 |
30 |
xem Hình A.3 |
|||||
|
X11CrNiMnN 19-8-6 |
43 |
xem Hình A.1 |
|||||
|
Thép mactenxit |
|||||||
|
|
|
|
Tôi: Tối đa 30 min |
|
Ram: Tối đa 1 h |
|
|
|
X20Cr13 |
84 |
|
950 oC - 1 050 oC |
dầu/ không khí |
200 oC - 400 oC |
|
xem Hình A.4 |
|
X30Cr13 |
85 |
ủ |
950 oC - 1 050 oC |
dầu/ không khí |
200 oC - 400 oC |
- |
xem Hình A.4 |
|
X39Cr13 |
86 |
|
1000 oC - 1 100 oC |
dầu/ không khí |
200 oC - 400 oC |
|
xem Hình A.6 |
|
Thép hóa bền bằng tiết pha |
|||||||
|
X7CrNiAl17-7b |
102 |
cán nguội |
Ram: b 480 oC/2h đến 550 oC/1 h |
không khí |
- |
- |
xem Hình A.1 |
|
ủ hòa tan |
Hóa già nhân tạo lần đầu: 760 oC/40 min đến 820 oC/30 min |
nước/ không khí < 12="">oCc |
Hóa già nhân tạo lần hai: 480 oC/2h đến 550 oC/1 h |
không khí |
300 MPA - 550 MPad |
||
|
CHÚ THÍCH: Xem sự phân loại dữ liệu của giới hạn bền kéo trong Bảng 3 và 4 và Hình A.1 đến A.3 |
|||||||
|
a Các điều kiện nhiệt luyện tối ưu có thể thay đổi. Phải chọn các điều kiện nhiệt luyện phù hợp với mục đích đã chọn. b Việc ram X7CrNiAl17-7 ở điều kiện cán nguội +C1300 và cao hơn có một số mức độ hóa già nhân tạo. c Nhiệt độ tối đa thấp nhất phụ thuộc vào nhiệt độ và thời gian ủ trung gian. d Có thể đạt được giới hạn bền kéo cao hơn là 1450 MPa bằng nhiệt luyện +P1450: ủ trung gian ở nhiệt độ từ 945 oC đến 965 oC/10 min; làm nguội bằng không khí; xử lý nhiệt độ thấp ở -70 oC/8 h và tôi phân tán ở nhiệt độ từ 500 oC đến 520 oC/1 h. 1 MPa = 1 N/mm2. |
|||||||
Bảng A.4 - Số liệu hướng dẫn cho hệ số co giãn
|
Ký hiệu thép |
Môđun đàn hồi a trong |
||
|
Tên thép |
Dòng số trong ISO/TS 15510:2003 |
Điều kiện cung cấp +C |
Điều kiện cán nguội và nhiệt luyện |
|
Thép austenit |
|||
|
X5CrNi18-9 |
6 |
185 |
195 |
|
X10CrNi18-8 |
11 |
185 |
195 |
|
X12CrMnNiN17-7-5 |
13 |
200 |
210 |
|
X5CrNiMo17-12-2 |
30 |
180 |
190 |
|
X11CrNiMnN19-8-6 |
43 |
190 |
200 |
|
Thép ferit |
|||
|
X6Cr17 |
67 |
210 |
- |
|
Thép mactenxit |
|||
|
X20Cr13 |
84 |
210 |
220 b |
|
X30Cr13 |
85 |
210 |
220 b |
|
X39Cr13 |
86 |
210 |
220 b |
|
Thép hóa bền bằng tiết pha |
|||
|
X7CrNiAI17-7 |
102 |
195 |
200 |
|
a Số liệu tham khảo về môđun đàn hồi có thể áp dụng cho việc đo các mẫu thử kéo theo chiều dọc đối với giới hạn bền kéo trung bình 1 800 MPa; đối với giới hạn bền kéo trung bình 1 300 MPa thì giá trị thấp hơn 6 GPa. Có thể nội suy các giá trị trung gian. b Áp dụng cho điều kiện +QT, xem Bảng 6 và A.3, và Hình A.4 đến A.6. |
|||
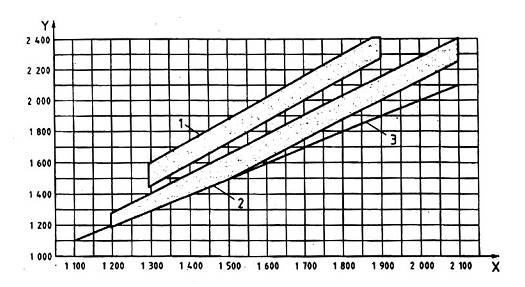
Chỉ dẫn:
X Độ bền kéo của băng trong giai đoạn đầu (cán nguội) tính bằng MPa *.
Y Độ bền kéo sau khi nhiệt luyện tính bằng MPa *.
1 X7CrNiAI17-7 đã ram a.
2 X10CrNi18-8 đã ram, X12CrMnNiN 17-7-5 đã ram b, X11CrNiMnN19-8-6 đã ram b.
3. Giai đoạn đầu (cán nguội).
CHÚ THÍCH 1: Sự tăng giới hạn bền kéo phụ thuộc vào phân tích hóa học mác thép liên quan.
CHÚ THÍCH 2: Tại phạm vi kéo thấp hơn, sự tăng của giới hạn bền kéo thấp hơn nhiều sự tăng của giới hạn chảy 0,2 %. Do vậy, việc tăng đặc tính đàn hồi của vật liệu hoặc các chi tiết đã được ram cao hơn nhiều các giá trị kéo chỉ thị.
a Ram X7CrNiAI17-7 trong điều kiện cán nguội +C1300 và cao hơn có một số mức hóa già nhân tạo.
b Đối với thép X12CrMnNiN 17-7-5 và X11CrNiMnN19-8-6, giới hạn bền kéo lớn nhất trong giai đoạn đầu là 1 700 MPa *.
* 1 MPa = 1 N/mm2.
Hình A.1 - Dữ liệu hướng dẫn cho việc tăng giới hạn bền kéo của băng cán nguội được làm bằng thép X10CrNi18-8 (dòng 11), X12CrMnNiN17-7-5 (dòng 13), X11CrNiMnN19-8-6 (dòng 43) và X7CrNiAI17-7 (dòng 102) bằng nhiệt luyện (xem Bảng A.3)
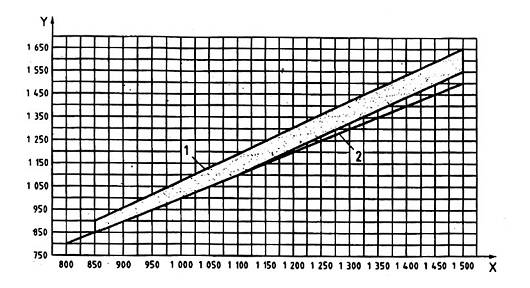
Chỉ dẫn:
X Độ bền kéo của băng trong giai đoạn đầu (cán nguội) tính bằng MPa *.
Y Độ bền kéo sau khi nhiệt luyện tính bằng MPa *.
1 X5CrNiAI18-9 đã ram.
2 Giai đoạn đầu (cán nguội).
CHÚ THÍCH 1: Sự tăng giới hạn bền kéo phụ thuộc vào phân tích hóa học mác thép liên quan.
CHÚ THÍCH 2: Tại phạm vi kéo thấp hơn, sự tăng của giới hạn bền kéo thấp hơn nhiều độ tăng của giới hạn chảy 0,2 %. Do vậy, việc tăng đặc tính đàn hồi của vật liệu hoặc các chi tiết đã được nhiệt luyện cao hơn nhiều các giá trị kéo chỉ thị
* 1 MPa = 1 N/mm2.
Hình A.2 - Dữ liệu hướng dẫn cho việc tăng giới hạn bền kéo của băng cán nguội được làm bằng thép X5CrNi18-9 (dòng 6) bằng nhiệt luyện (xem Bảng A.3)
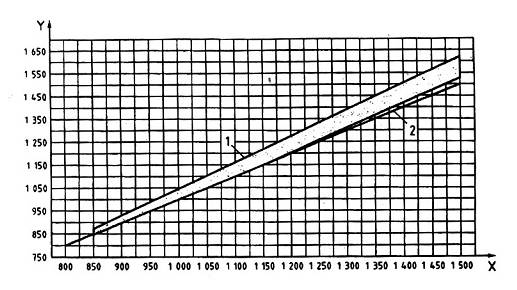
Chỉ dẫn:
X Độ bền kéo của băng trong giai đoạn đầu (cán nguội) tính bằng MPa *.
Y Độ bền kéo sau khi nhiệt luyện tính bằng MPa *.
1 X5CrNiMo17-12-2 đã ram.
2 Giai đoạn đầu (cán nguội).
CHÚ THÍCH 1: Sự tăng giới hạn bền kéo phụ thuộc vào phân tích hóa học mác thép liên quan.
CHÚ THÍCH 2: Tại phạm vi kéo thấp hơn, sự tăng của giới hạn bền kéo thấp hơn nhiều độ tăng của giới hạn chảy 0,2 %. Do vậy, việc tăng đặc tính đàn hồi của vật liệu hoặc các chi tiết đã được nhiệt luyện cao hơn nhiều các giá trị kéo chỉ thị.
* MPa = 1 N/mm2.
Hình A.3 - Dữ liệu hướng dẫn cho việc tăng giới hạn bền kéo của băng cán nguội được làm bằng thép X5CrNiMo17-12-2 (dòng 30) bằng nhiệt luyện (xem Bảng A.3)
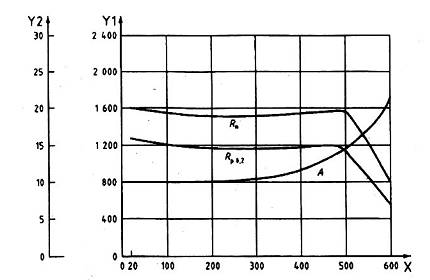
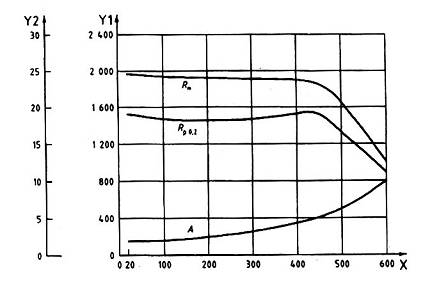
Chỉ dẫn:
X Nhiệt độ ram a tính bằng °C.
Y1 Độ bền tính bằng MPa *.
Y2 Độ giãn dài tính bằng %.
Rm Giới hạn bền kéo
Rp0,2 Giới hạn chảy, độ giãn dài không tỷ lệ (0,2 %)
A Độ giãn dài
a Nếu nhiệt độ ram vượt 400 °C, cả khả năng chống ăn mòn và độ cứng giảm đáng kể.
* 1 MPa = 1 N/mm2.
Hình A.4 - Dữ liệu hướng dẫn cho các đặc tính cơ học của thép X20Cr13 (dòng 84) sau khi tôi và ram (xem Bảng A.3)

Chỉ dẫn:
X Nhiệt độ ram a tính bằng °C.
Y1 Độ bền tính bằng MPa *.
Y2 Độ giãn dài tính bằng %.
Rm Giới hạn bền kéo
Rp0,2 Giới hạn chảy, độ giãn dài không tỷ lệ (0,2 %)
A Độ giãn dài
a Nếu nhiệt độ ram vượt 400 °C, cả khả năng chống ăn mòn và độ cứng giảm đáng kể.
* MPa = 1 N/mm2.
Hình A.5 - Dữ liệu hướng dẫn cho các đặc tính cơ học của thép X30Cr13 (dòng 85) sau khi tôi và ram (xem Bảng A.3)
Chỉ dẫn:
X Nhiệt độ ram a tính bằng °C.
Y1 Độ bền tính bằng MPa *.
Y2 Độ giãn dài tính bằng %.
Rm Giới hạn bền kéo
Rp0,2 Giới hạn chảy, độ giãn dài không tỷ lệ (0,2 %)
A Độ giãn dài
a Nếu nhiệt độ ram vượt 400 °C, cả khả nâng chống ăn mòn và độ cứng giảm đáng kể.
* 1 MPa = 1 N/mm2.
Hình A.6 - Dữ liệu hướng dẫn cho các đặc tính cơ học của thép X39Cr13 (dòng 86) sau khi tôi và ram (xem Bảng A.3)
Phụ lục B
(tham khảo)
Ký hiệu thép nêu trong Bảng 1 và của các mác so sánh
trong các tiêu chuẩn ASTM-, EN- VÀ JIS
Bảng B.1 - Ký hiệu thép nêu trong Bảng 1 và của các mác so sánh trong các tiêu chuẩn ASTM-, EN- và JIS
|
Ký hiệu tiếp theo |
||||||
|
Bảng 1 |
ASTM/UNS |
EN 10151 |
JIS |
|||
|
Tên thép |
Dòng số trong ISO/TS 15510:2003 |
|
Tên thép |
Số hiệu |
|
|
|
Thép austenit |
||||||
|
X5CrNi18-9 |
6 |
S30400 |
X5CrNi18-10 |
1.4301 |
SUS304 |
|
|
X10CrNi18-8 |
11 |
S30100 |
X10CrNi18-8 |
1.4301 |
|
|
|
X12CrMnNiN 17-7-5 |
13 |
S20100 |
X12CrMnNiN 17-7-5 |
1.4372 |
SUS201 |
|
|
X5CrNiMo17-12-2 |
30 |
S31600 |
X5CrNiMo17-12-2 |
1.4401 |
SUS316 |
|
|
X11CrNiMnN19-8-6 |
43 |
|
X11CrNiMnN19-8-6 |
1.4369 |
|
|
|
Thép ferit |
||||||
|
X6Cr17 |
67 |
S43000 |
X6Cr17 |
1.4016 |
SUS430 |
|
|
Thép mactenxit |
||||||
|
X20Cr13 |
84 |
S42000 |
X20Cr13 |
1.4021 |
SUS420J |
|
|
X30Cr13 |
85 |
S42000 |
X30Cr13 |
1.4028 |
SUS420J: |
|
|
X39Cr13 |
86 |
S42000 |
X39Cr13 |
1.4031 |
|
|
|
Thép hóa bền bằng tiết pha |
||||||
|
X7CrNiAI17-7 |
102 |
S17700 |
X7CrNiAI17-7 |
1.4568 |
SUS631 |
|