Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 6694:2010 (ISO 9185:2007) về Quần áo bảo vệ - Đánh giá khả năng chống chịu của vật liệu đối với kim loại nóng chảy văng bắn
TIÊU CHUẨN QUỐC GIA
TCVN 6694:2010
ISO 9185:2007
QUẦN ÁO BẢO VỆ - ĐÁNH GIÁ KHẢ NĂNG CHỐNG CHỊU CỦA VẬT LIỆU ĐỐI VỚI KIM LOẠI NÓNG CHẢY VĂNG BẮN
Protective clothing - Assessment of resistance of materials to molten metal splash
Lời nói đầu
TCVN 6694:2010 thay thế TCVN 6694:2000.
TCVN 6694:2010 hoàn toàn tương đương với ISO 9185:2007.
TCVN 6694:2010 do Ban kỹ thuật Tiêu chuẩn quốc gia TCVN/TC 94 Phương tiện bảo hộ cá nhân biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Lời giới thiệu
Từ trước đến nay, việc sử dụng TCVN 6694:2000 (ISO 9185:1990) và EN 373:1995 đã thu được những thành công đáng kể do sử dụng những phương pháp thử cơ bản cho các vật liệu dùng để sản xuất quần áo bảo vệ chống lại kim loại nóng chảy văng bắn. Những yêu cầu kỹ thuật của EN và ISO viện dẫn các phương pháp thử này và thiết lập các mức tính năng dựa trên khối lượng của sắt hoặc nhôm có thể văng bắn vào vật liệu thử mà không gây hư hại cho màng cảm biến nhiệt.
Việc xem xét lại các phương pháp thử trong tiêu chuẩn này kết hợp với những thay đổi dựa trên kinh nghiệm nhằm nâng cao độ tái lập và tương ứng với dữ liệu về tai nạn của ngành công nghiệp nấu chảy nhôm. Vì vậy, một qui trình thử được đưa ra nhằm xác định mức độ bảo vệ của vật liệu khi criolit nóng chảy văng bắn vào. Việc soát xét tiêu chuẩn này cũng hài hòa với một qui trình thử có thay đổi chút ít so với qui trình trong TCVN 6694 (ISO 9185) và EN 373 trước đây dùng để thử với nhôm nóng chảy.
Hệ thống cung cấp mới màng cảm biến PVC đã được thiết lập cùng với nhà phân phối mới trên toàn cầu - xem chú thích trong nội dung tiêu chuẩn. Một yêu cầu kỹ thuật đơn lẻ cho màng PVC thay thế các yêu cầu kỹ thuật khác trong TCVN 6694 (ISO 9185) và EN 373 trước đây.
Phương pháp thử trong tiêu chuẩn này khác so với phương pháp thử để đánh giá tính năng bảo vệ của vật liệu sản xuất quần áo bảo vệ dùng cho công việc hàn trong TCVN 6693 (ISO 9150).
QUẦN ÁO BẢO VỆ - ĐÁNH GIÁ KHẢ NĂNG CHỐNG CHỊU CỦA VẬT LIỆU ĐỐI VỚI KIM LOẠI NÓNG CHẢY VĂNG BẮN
Protective clothing - Assessment of resistance of materials to molten metal splash
1. Phạm vi áp dụng
Tiêu chuẩn này qui định phương pháp đánh giá khả năng chống nhiệt truyền qua của vật liệu dùng làm quần áo bảo vệ chống kim loại nóng chảy văng bắn. Tiêu chuẩn này đưa ra các qui trình cụ thể để đánh giá ảnh hưởng của nhôm nóng chảy, criolit nóng chảy, đồng nóng chảy, sắt nóng chảy và thép cacbon thấp nóng chảy văng bắn.
Nguyên tắc của phương pháp thử này có thể áp dụng cho các vật liệu nóng chảy khác ngoài các vật liệu mà qui trinh cụ thể đã đưa ra, miễn là phải áp dụng các biện pháp phù hợp để bảo vệ người thực hiện phép thử. Một điều quan trọng cũng cần phải lưu ý là một vật liệu có khả năng chống chịu tốt với kim loại nóng chảy nguyên chất không bảo đảm một tính năng tốt để chống lại bất kỳ loại xỉ nào có thể xuất hiện trong quá trình sản xuất.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất bao gồm cả các sửa đổi, bổ sung (nếu có).
ISO 683-1:1987, Heat-treatable steels, alloy steels and free-cutting steels - Part 1: Direct-hardening unalloyed and low-alloyed wrought steel in form of different black products (Thép cải thiện, thép hợp kim và thép dễ cắt - Phần 1: Thép hình gia công áp lực hợp kim thấp và không hợp kim tôi trực tiếp của sản phẩm tôi không màu khác nhau)
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau:
3.1. Hư hại (damage)
(màng cảm biến PVC) bất kỳ sự làm nhẵn hay biến đổi nào đối với vân nổi hoặc lỗ trên màng cảm biến PVC, có chiều rộng tổng cộng ít nhất 5 mm.
CHÚ THÍCH: Ở những chỗ biến đổi ngoại quan có thể nhìn thấy được là những đốm riêng rẽ, hư hại xuất hiện khi tổng chiều rộng của từng đốm theo mặt cắt ngang bất kỳ vượt quá 5 mm. Đối với criolit, kinh nghiệm cho thấy có thể xác định được hư hại nhỏ hơn 5 mm theo chiều rộng, nhưng lớn hơn 10 mm theo chiều dài.
3.2. Chỉ số văng bắn kim loại nóng chảy (molten metal splash index)
Số chỉ tương ứng với lượng kim loại nóng chảy tối thiểu được rót ra gây hư hại cho màng cảm biến PVC.
4. Nguyên tắc
Thử vật liệu bằng cách rót một lượng kim loại nóng chảy lên mẫu thử được đỡ bởi khung chốt đặt nằm nghiêng một góc so với phương nằm ngang. Đánh giá hư hại bằng cách đặt màng cảm biến PVC nhựa nhiệt dẻo có vân nổi ngay phía dưới, tiếp xúc với mẫu thử và chú ý đến những thay đổi trên màng sau khi rót. Ghi lại bất kỳ hiện tượng dính kim loại nào trên bề mặt mẫu thử. Tùy thuộc vào kết quả, lặp lại phép thử bằng cách sử dụng lượng kim loại lớn hơn hoặc nhỏ hơn, cho đến khi quan sát được lượng kim loại tối thiểu gây ra hư hại màng cảm biến.
5. Thiết bị, dụng cụ và vật liệu
5.1. Kim loại và criolit tuân theo các yêu cầu kỹ thuật nêu trong Phụ lục A. Các kim loại hoặc chất nền khác phù hợp với mục đích sử dụng.
CHÚ THÍCH: Nên sử dụng các hạt kim loại thô hay các miếng nhỏ cắt từ thanh hoặc tấm đặc vì các hạt kim loại tính khó nóng chảy. Khoảng nhiệt độ rót sử dụng trong công nghiệp cho các kim loại khác nhau và cho criolit được nêu trong Phụ lục A.
5.2. Màng cảm biến PVC 1), là một tấm PVC có vân nổi, có khối lượng trên đơn vị diện tích (300 ± 30) g/m2, khi thử theo Phụ lục B, tấm PVC không có dấu hiệu nhẵn hoặc biến đổi các vân nổi ở vùng tâm tại nhiệt độ khối (166 ± 2) °C, nhưng có dấu hiệu nhẵn hoặc biến đổi các vân nổi ở vùng tâm tại nhiệt độ khối (183 ± 2) °C. Phải thực hiện qui trình nêu trong Phụ lục B không quá 30 ngày trước ngày thử nghiệm theo tiêu chuẩn này.
CHÚ THÍCH: Lý do để hiệu chuẩn liên tục màng cảm biến PVC là vì nó dễ bị thay đổi theo thời gian do mất mát chất hóa dẻo. Nên cất giữ màng cảm biến PVC ở nơi mát mẻ và tối để giảm thiểu sự thay đổi này. Vì lý do kinh tế và tính nhất quán của sản phẩm, sản xuất một lô gồm ít nhất 1 500 m và sau đó sử dụng để thử nghiệm trong vòng một vài năm.
5.3. Cốc nấu, có các kích thước bên ngoài xấp xỉ là cao 97 mm, đường kính miệng 80 mm, đường kính đáy 56 mm và dung tích (đầy tới miệng) 190 ml (xem Hình 1).
CHÚ THÍCH: Đối với hầu hết các kim loại nóng chảy, gồm cả sắt, vật liệu tẩm graphit (nếu sử dụng lò cảm ứng) được cho là phù hợp để làm cốc nấu.
5.4. Cơ cấu giữ cốc nấu tháo lắp được, có thể di chuyển nhanh và an toàn cốc nấu có chứa kim loại nóng chảy từ lò nấu đến thiết bị thử.
5.5. Lò nấu, có khả năng vận hành ở nhiệt độ cao hơn 100 °C so với nhiệt độ rót được qui định ở Phụ lục A. Lò nấu có thể là lò đốt cách lửa hoặc lò loại cảm ứng.
CHÚ THÍCH: Lò đốt cách lửa có khả năng nấu ít nhất bốn cốc (có nghĩa là, kích thước bên trong lò điển hình là 135 mm x 190 mm x 780 mm), nhưng thời gian nấu chảy kim loại như thép, sắt và đồng phải mất vài giờ. Lò cảm ứng nấu chảy một cốc đơn có chứa kim loại kể trên mất chưa đến nửa giờ.
5.6. Đầu đo nhiệt độ, là một cặp nhiệt điện nhỏ 2) hoặc một quang kế đo nhiệt độ không tiếp xúc có khả năng đo nhiệt độ kim loại nóng chảy lên tới 1 650 °C với độ chính xác ± 10 °C.
5.7. Thiết bị rót, chỉ trong Hình 1, bao gồm một cơ cấu rót, một bộ phận để quay cơ cấu rót ở vận tốc góc không đổi, một giá giữ mẫu cùng với khung đỡ và một khay cát.
Cơ cấu rót, bao gồm một cơ cấu giữ cốc và trục dẫn, phải được thiết kế và kết cấu sao cho điểm rót kim loại nóng chảy từ cốc nấu nằm trên trục quay của trục dẫn. Cơ cấu rót phải làm bằng thép.
CHÚ DẪN
1 động cơ
2 cơ cấu giữ cốc nấu
3 cốc nấu
4 khung đỡ có thể điều chỉnh được
5 mẫu thử
6 khay cát
7 giá giữ mẫu
a Hướng rót
Hình 1 - Cốc nấu vận hành bằng động cơ
Hình 2 cho thấy một ví dụ của thiết kế thích hợp, dùng một trục dẫn thẳng và cơ cấu giữ có lắp cốc nấu với miệng cốc ngang bằng với mặt trên cùng của cơ cấu giữ cốc.
Hình 3 cho thấy một ví dụ của thiết bị gồm một trục dẫn quay tay với cơ cấu giữ có lắp cốc nấu với miệng cốc trên trục xoay. Vì vậy, trong thiết bị này, miệng cốc không lắp ngang bằng với mặt trên cùng của cơ cấu giữ cốc.
Tuy nhiên khi có yêu cầu, trong cả hai cơ cấu rót này, trục quay đi qua mép rót của cốc nấu.
Kích thước tính bằng milimét

CHÚ DẪN
1 lò xo xoắn
2 giá đỡ cốc nấu
3 chốt hãm
4 vành rót
5 trục
Hình 2 - Cơ cấu rót
Kích thước tính bằng milimét
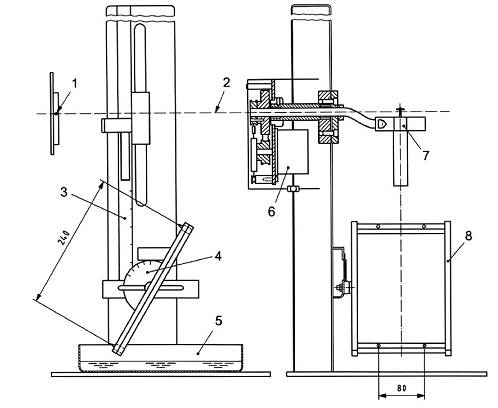
CHÚ DẪN
1 chốt chỉ thị
2 trục xoay
3 thước đo độ cao rót
4 thước đo góc nghiêng của mẫu thử
5 khay cát
6 động cơ điều khiển theo cấp
7 cơ cấu giữ cốc nấu
8 giá giữ mẫu
Hình 3 - Cơ cấu rót có trục dẫn quay tay
Giá giữ mẫu phải gồm một khung chốt chữ nhật, kích thước ngoài (160 ± 2) mm x (248 ± 2) mm làm bằng thép vuông 8 mm. Khung phải có bốn chốt, hai chốt nằm trên đường tâm của thanh ngang trên và hai chốt nằm trên đường tâm của thanh ngang dưới, khoảng cách giữa hai chốt theo chiều rộng (80 ± 2) mm, theo chiều dài (240 ± 2) mm và cách các góc tương ứng (40 ± 2) mm.
Khung chốt phải được đỡ trên một khung thích hợp cho phép thay đổi góc của mẫu so với phương nằm ngang (xem Phụ lục A) và vị trí của mẫu tương ứng với cơ cấu rót được điều chỉnh. Theo khuyến nghị, tác động ban đầu của kim loại hoặc criolit nóng chảy không nên ở phía dưới tâm của mẫu thử. Tác động ban đầu này phải không nằm trong khoảng 25 mm phía trên của mẫu thử.
Các ví dụ về thiết bị rót thích hợp được chỉ trong Hình 1 và 2, cả hai thiết bị được lắp với động cơ điện điều khiển theo cấp bằng biện pháp quay cơ cấu rót với vận tốc góc không đổi.
Cơ cấu rót phải được đỡ chắc chắn bằng một biện pháp mà cho phép điều chỉnh độ cao rót, được đo ở khoảng cách thẳng đứng từ trục dẫn đến tâm của khung chốt, nhằm đạt được giá trị qui định trong Phụ lục A.
Thiết bị rót phải có biện pháp giữ cơ cấu rót ổn định ở vị trí dừng của nó. Trong Hình 1, trên thiết bị rót có một cái chặn bằng kim loại để giữ cơ cấu rót.
Khay cát phải có kích thước tối thiểu khoảng 250 mm chiều rộng x 350 mm chiều dài x 50 mm chiều sâu và phải đổ đầy cát khô tới độ sâu 30 mm đến 40 mm.
5.8. Cân, có khả năng cân chính xác tới 1,0 g.
5.9. Dưỡng cắt, có dạng hình chữ nhật cứng (260 ± 2) mm x (100 ± 2) mm, với bốn lỗ có đường kính 5 mm, mỗi góc có một lỗ và cách hai cạnh liền kề (10 ± 1) mm, tâm của các lỗ tạo nên các góc của một hình chữ nhật (240 ± 2) mm x (80 ± 2) mm.
6. Điều hòa mẫu
Điều hòa mẫu thử ít nhất 24 h trong môi trường có nhiệt độ (20 ± 2) °C và độ ẩm tương đối (65 ± 5) %.
Nếu không thực hiện phép thử ngay sau khi điều hòa, đặt mẫu thử đã được điều hòa vào trong một hộp chứa kín. Bắt đầu thử mỗi mẫu trong vòng 2 min sau khi lấy ra khỏi môi trường điều hòa hoặc hộp chứa kín.
Trong khi thử, phải sử dụng môi trường không có gió lùa và có nhiệt độ trong khoảng từ 10 °C đến 30 °C và độ ẩm tương đối trong khoảng từ 15 % đến 80 %.
7. Chuẩn bị mẫu thử
Đặt mẫu phòng thí nghiệm lên một bề mặt phẳng, nhẵn, không kéo căng mẫu nhưng không được có các nếp gấp và nếp nhăn. Trước tiên, đánh dấu và cắt bảy mẫu thử bằng dưỡng cắt có chiều dài dài hơn theo chiều của máy, trừ trường hợp không áp dụng qui định này (ví dụ, đối với da chiều cắt không quan trọng). Dùng dưỡng cắt để tạo ra các dấu có đường kính khoảng 2 mm ở tâm của các lỗ trên dưỡng cắt để xác định vị trí các chốt (của khung chốt) trên vật liệu. Cắt số lượng tương tự các miếng màng cảm biến PVC nhưng không đánh dấu vị trí của các chốt (xem 9.3).
CHÚ THÍCH: Việc đánh giá sử dụng qui trình lặp đi lặp lại, và vì vậy không thể định rõ số lượng chính xác các mẫu thử cần dùng. Thông thường bảy mẫu là đủ để cho ra kết quả. Nếu biết trước về vật liệu hoặc nếu vật liệu được đánh giá phù hợp với một yêu cầu kỹ thuật, thì cần ít mẫu thử hơn.
8. An toàn cho người thực hiện
Người thực hiện phải mặc quần áo và thiết bị bảo vệ đáp ứng các yêu cầu của tiêu chuẩn ISO và CEN, để bảo vệ chống nguy cơ bị kim loại hoặc criolit nóng chảy văng bắn bất ngờ. Việc đánh giá rủi ro cũng phải lưu ý đến bảo vệ chống khói và/hoặc hơi độc.
CẢNH BÁO - Cùng với nguy cơ văng bắn kim loại nóng chảy, một số kim loại (ví dụ, natri) tự bốc cháy và sinh ra hơi độc khi bị đốt nóng trong không khí. Vì vậy cần phải có các biện pháp an toàn bổ sung khi thử khả năng chống chịu của vật liệu đối với các kim loại này. Người thực hiện phải hiểu rõ đặc tính của criolit và tất cả các kim loại nóng chảy dự kiến sử dụng trong phép thử này.
9. Cách tiến hành
9.1. Lắp đặt thiết bị, dụng cụ
Đối với việc sử dụng kim loại nóng chảy, điều chỉnh vị trí của cơ cấu rót đến độ cao rót qui định trong Phụ lục A. Độ cao rót là khoảng cách thẳng đứng từ trục dẫn đến tâm của khung chốt. Điều chỉnh góc của khung chốt để tạo ra được góc giữa mẫu và phương nằm ngang theo qui định trong Phụ lục A.
9.2. Chuẩn bị kim loại hoặc criolit nóng chảy
Lấy khoảng 50 g (cân chính xác đến gam) kim loại hoặc criolit, hoặc bội số của 50 g nếu biết vật liệu chịu được một lượng cao hơn trong khi thử, nghiền thô hoặc cắt thành thanh hoặc tấm rồi cho vào trong cốc nấu khô và đun đến nhiệt độ cao hơn nhiệt độ nóng chảy một chút, tại nhiệt độ này kim loại hoặc criolit sẽ nóng chảy trong suốt phép thử (xem Phụ lục A).
9.3. Lắp vật liệu thử vào khung chốt
Gắn một màng PVC với mặt có vân nổi quay lên trên, sao cho dưới lực căng đủ để màng phẳng. Đặt mẫu thử lên trên màng PVC bằng cách đóng chốt qua các vị trí đã đánh dấu. Bảo đảm mẫu thử và màng PVC tiếp xúc trên toàn bộ diện tích và mẫu thử không bị nhăn. Ngoài ra, bảo đảm mặt của mẫu thử dự kiến sẽ là mặt ngoài của trang phục tiếp xúc với kim loại hoặc criolit nóng chảy.
9.4. Rót
9.4.1. Rót kim loại nóng chảy
Dùng cơ cấu giữ cốc nấu tháo lắp được cẩn thận di chuyển cốc đến vành rót. Để kim loại nóng chảy nguội xuống nhiệt độ rót (xem Phụ lục A) và sau đó vận hành cơ cấu rót sao cho cốc quay ít nhất 130° so với phương nằm ngang với tốc độ không đổi (36 ± 2,5)° trên giây. Tốc độ này tương đương với việc quay 90° trong (2,5 ± 0,2) s. Rót kim loại qua vành cốc, không qua bất kỳ miệng rót nào, và bảo đảm sử dụng vùng bề mặt của vành cốc không bị hư hại.
CHÚ THÍCH: Kinh nghiệm cho thấy, các vành cốc có thể bị biến đổi khi sử dụng, khi đó vành cốc làm thay đổi dòng chảy của kim loại hoặc criolit nóng chảy qua vành. Nếu vành cốc bị biến đổi đến nỗi không còn trơn và/hoặc không vát như cũ, thì loại bỏ cốc. Nên làm sạch kỹ cốc giữa các phép thử bằng các biện pháp thích hợp như gõ và/hoặc nung, để loại bỏ cặn cứng.
9.4.2. Rót criolit nóng chảy
Khi sử dụng vật liệu này, phải quay cốc nấu ít nhất 130° so với phương nằm ngang, nhưng ở tốc độ không đổi (18 ± 1,5)° trên giây.
9.4.3. Cách tiến hành bổ sung
Không được sử dụng lại bất kỳ kim loại hoặc criolit nóng chảy nào đã đóng cứng trên mẫu thử.
CHÚ THÍCH: Không nên sử dụng lại kim loại hoặc criolit nếu có dấu hiệu bị nhiễm bẩn và/hoặc biến đổi.
9.5. Kiểm tra
9.5.1. 30 s sau khi rót xong, lấy mẫu thử ra và kiểm tra màng PVC xem có bị hư hại không (xem 3.1). Chú ý bất kỳ hư hại nào.
9.5.2. Chú ý và ghi lại xem có bất kỳ kim loại nóng chảy nào bị đóng cứng và dính vào bề mặt của mẫu thử hay không.
9.6. Xác định khối lượng của kim loại đã rót
Để kim loại còn lại trong cốc đủ cứng rồi lấy ra. Cân khối lượng còn lại này chính xác đến gam và lấy khối lượng kim loại nóng chảy ban đầu trừ đi khối lượng còn lại. Ghi là “khối lượng kim loại đã rót”.
10. Thử lặp lại
10.1. Nếu màng PVC không bị hư hại, lặp lại qui trình thử bằng cách sử dụng mẫu thử vật liệu và màng PVC mới và sử dụng lượng kim loại trong cốc nấu lớn hơn 50 g so với lượng kim loại đã sử dụng trong phép thử trước đó. Nếu đạt đến dung tích của cốc nấu, phép thử chưa đủ để làm hư hại màng. Nếu quan sát thấy hư hại, tiến hành theo 10.2.
10.2. Lặp lại qui trình thử bằng cách sử dụng lượng kim loại trong cốc ít hơn 10 g so với lượng kim loại đã sử dụng trong phép thử trước đó. Nếu quan sát thấy hư hại màng PVC, lặp lại từ 10.2. Nếu quan sát không thấy hư hại màng PVC, tiến hành theo 10.3.
10.3. Lặp lại qui trình thử bằng cách sử dụng lượng kim loại trong cốc bằng lượng kim loại đã sử dụng trong phép thử trước đó. Nếu quan sát thấy hư hại màng PVC, lặp lại từ 10.2. Nếu quan sát không thấy hư hại màng PVC, lặp lại từ 10.3 cho đến khi bốn phép thử liên tiếp không làm hư hại màng PVC.
10.4. Chú ý giá trị lớn nhất của khối lượng kim loại đã rót (xem 9.6) trong bốn phép thử liên tiếp này, và khối lượng nhỏ nhất của kim loại đã rót gây hư hại màng PVC.
10.5. Ghi lại giá trị trung bình của hai giá trị này lấy chính xác đến gam để biểu thị “chỉ số văng bắn kim loại nóng chảy”.
11. Phép thử không đạt
Dừng phép thử không đạt và lặp lại phép thử bằng cách sử dụng khối lượng kim loại tương tự nếu trong khi thử xảy ra bất kỳ hiện tượng nào sau đây:
a) điểm rót chệch khỏi mẫu thử dọc theo phương nằm ngang;
b) kim loại chảy ra khỏi mép của mẫu thử hoặc chảy vào trong khoảng 25 mm của mép trên mẫu thử;
c) giọt kim loại nóng chảy đầu tiên không rơi vào mẫu thử;
d) kim loại không nóng chảy hoàn toàn khi rót;
e) màng PVC bắt cháy do kim loại đóng cứng vào khung chốt.
12. Báo cáo thử nghiệm
Báo cáo thử nghiệm phải bao gồm các nội dung sau:
a) viện dẫn tiêu chuẩn này;
b) đối với từng mẫu thử riêng biệt, khối lượng kim loại gần đúng đã sử dụng (xem 9.2), có bất kỳ kim loại nóng chảy nào dính vào vật liệu hay không, kết quả đánh giá màng PVC và khối lượng kim loại hoặc criolit nóng chảy đã rót;
c) chỉ số văng bắn kim loại hoặc criolit nóng chảy được tính toán theo qui định trong Điều 10;
d) kim loại hoặc nguồn gốc cụ thể của criolit đã sử dụng, nhiệt độ rót, góc của mẫu so với phương nằm ngang và độ cao rót;
e) bất kỳ sai lệch nào so với qui trình thử mà có ảnh hưởng đến kết quả thử.
Phụ lục A
(qui định)
Các điều kiện thử đối với một số kim loại và criolit
Do tiêu chuẩn này chỉ gồm một phương pháp thử, không qui định các mức tính năng đối với vật liệu, nhưng có thể so sánh giữa các vật liệu trên phương diện bảo vệ chống các kim loại và criolit nóng chảy. Các điều kiện qui định trong Bảng A.1 đã được chứng minh là thích hợp với kim loại liệt kê và với criolit. Góc của mẫu thử đối với nhôm phản ánh sự cần thiết gia tăng độ nhạy của phép thử đối với kim loại này để có thể so sánh các vật liệu dễ dàng hơn, và chứng tỏ tính linh hoạt của phương pháp thử cơ bản, nhờ đó có thể đánh giá được cho nhiều kim loại. Đối với criolit, tốc độ quay cốc nấu, góc của mẫu và độ cao rót cần khác so với các giá trị đưa ra đối với kim loại do criolit có độ nhớt thấp hơn nhiều.
Nhiệt độ để nấu chảy kim loại và criolit trước khi rót cao hơn chút ít so với nhiệt độ rót để tránh sự nguội đi trong quá trình chuyển từ lò nấu đến thiết bị rót. Đối với những chất được rót ở nhiệt độ cao hơn, tốc độ nguội lớn hơn khi rót ở nhiệt độ thấp hơn và vì vậy các chất này cần nấu chảy tới nhiệt độ cao hơn để bù trừ nhiệt khi chuyển từ lò nấu đến cơ cấu giữ cốc nấu. Nhiệt độ tới hạn là nhiệt độ rót, có thể ước lượng bằng cách sử dụng đường cong nhiệt độ/thời gian đã có (đường cong làm nguội). “Nhiệt độ chuyển đi từ lò nấu” dưới đây đã được kiểm chứng đối với các kim loại sử dụng lò cảm ứng, và nhiệt độ này cho phép đạt được nhiệt độ rót qui định trong Bảng A.1.
- Nhôm 820 °C
- Đồng 1 350 °C
- Sắt 1 500 °C
- Thép cacbon thấp 1 650 °C
- Criolit 1 200 °C
Bảng A.1 - Nhiệt độ rót, độ cao rót và góc của mẫu so với phương nằm ngang đối với một số kim loại nóng chảy khác nhau
|
Kim loại |
Nhiệt độ rót °C |
Độ cao rót mm |
Góc của mẫu so với phương nằm ngang 0 |
|
Nhôm có độ tinh khiết tối thiểu 99,5 % |
780 ± 20 |
225 ± 5 |
60 ± 1 |
|
Đồng có độ tinh khiết tối thiểu 99 % |
1 280 ± 20 |
225 ± 5 |
75 ± 1 |
|
Sắt có độ tinh khiết tối thiểu 93 % và có các tạp chất sau: - C 2,8 % đến 3,2 % - Si 1,2 % đến 2,0 % - P 0,3 % đến 0,6 % |
1 400 ± 20 |
225 ± 5 |
75 ± 1 |
|
Thép cacbon thấp ứng với ký hiệu C25, theo qui định trong ISO 683-1:1987 |
1 550 ± 20 |
225 ± 5 |
75 ± 1 |
|
Criolit loại công nghiệp |
1 120 ± 20 |
300 ± 5 |
70 ± 1 |
Phụ lục B
(qui định)
Phương pháp thử để đánh giá đặc tính nhiệt của màng cảm biến PVC
B.1 Nguyên tắc
Đốt nóng một khối nhôm đến nhiệt độ qui định và đặt lên màng PVC. Sau một thời gian qui định, lấy khối nhôm ra và kiểm tra các vân nổi trên màng PVC có bị nhẵn hay không.
B.2 Thiết bị, dụng cụ
B.2.1 Khối nhôm hình trụ, có đường kính (75 ± 2) mm, chiều cao (70 ± 2) mm và khối lượng (880 ± 50) g. Một đầu của khối nhôm phải được gia công phẳng và vê tròn các cạnh. Đưa cặp nhiệt điện vào một lỗ được khoan gần và song song với mặt gia công phẳng để đo nhiệt độ của khối nhôm.
B.2.2 Tấm thép, có đường kính không nhỏ hơn 100 mm và chiều dày không nhỏ hơn 10 mm. Một mặt của tấm thép phải được gia công phẳng.
B.2.3 Lò nung, có khả năng đốt nóng khối nhôm đến 185 °C.
B.2.4 Đồng hồ bấm giây
B.3 Cách tiến hành
Cắt hai mẫu thử hình tròn có đường kính không nhỏ hơn 100 mm từ màng PVC. Đặt tấm thép (B.2.2) có mặt gia công quay lên trên.
Đặt mẫu thử trên tấm thép với mặt có vân nổi quay trên lên.
Đốt nóng khối nhôm (B.2.1) đến nhiệt độ (166 ± 2)°C.
Lấy khối nhôm ra khỏi lò nung (B.2.3) và đặt mặt gia công của khối nhôm tiếp xúc với mặt có vân nổi của mẫu thử. Bấm đồng hồ (B.2.4). Sau 5 s, lấy khối nhôm ra. Kiểm tra vùng trung tâm của bề mặt mẫu thử được tiếp xúc với khối nhôm xem các vân nổi có bị nhẵn hoặc biến đổi hay không.
Lặp lại qui trình trên với một mẫu thử khác bằng cách sử dụng một khối nhôm có nhiệt độ (183 ± 2) °C.
Cần làm sạch mặt gia công của khối nhôm trước khi bắt đầu mỗi lần thử.
B.4 Báo cáo thử nghiệm
Ghi lại liệu các vân nổi của mẫu thử ở vùng trung tâm có bị nhẵn hay biến đổi tại hai nhiệt độ của khối nhôm hay không.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN 6693, (ISO 9150), Quần áo bảo vệ - Xác định diễn thái của vật liệu khi các giọt nhỏ kim loại nóng chảy bắn vào
[2] EN 373, Protective clothing - Assessment of resistance of materials to molten metal splash
MỤC LỤC
Lời nói đầu
Lời giới thiệu
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Thuật ngữ và định nghĩa
4. Nguyên tắc
5. Thiết bị, dụng cụ và vật liệu
6. Điều hòa
7. Chuẩn bị mẫu thử
8. An toàn cho người thực hiện
9. Cách tiến hành
Lắp đặt thiết bị, dụng cụ
Chuẩn bị kim loại hoặc criolit nóng chảy
Lắp vật liệu thử vào khung chốt
Rót
Kiểm tra
Xác định khối lượng của kim loại đã rót
10. Phép thử lặp lại
11. Phép thử không đạt
12. Báo cáo thử nghiệm
Phụ lục A (qui định) Các điều kiện thử đối với một số kim loại và criolit
Phụ lục B (qui định) Phương pháp thử để đánh giá đặc tính nhiệt của màng cảm biến PVC
Thư mục tài liệu tham khảo
1) Màng cảm biến PVC được cung cấp bởi Phòng thử nghiệm An toàn và vệ sinh, Harpur Hill, Buxton, SK17 9JN, Anh. Thông tin này đưa ra nhằm tạo thuận lợi cho người sử dụng tiêu chuẩn này và không phải là chỉ định của ISO. Có thể sử dụng những sản phẩm tương đương nếu chúng cho ra kết quả tương tự.
2) Dụng cụ thích hợp là cặp nhiệt điện dạng ống dài hình chữ U giống que đo mực nước, có thể mua từ Heraeus Electro - Nite Ltd., Chesterfield, S41 9ED, Anh. Thông tin này đưa ra nhằm tạo thuận lợi cho người sử dụng tiêu chuẩn này và không phải là chỉ định của ISO. Có thể sử dụng những sản phẩm tương đương nếu chúng đưa ra kết quả tương tự.