Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 6700-1:2000 (ISO 9606-1 : 1994) về Kiểm tra chấp nhận thợ hàn - Hàn nóng chảy - Phần 1: Thép do Bộ Khoa học Công nghệ và Môi trường ban hành
TIÊU CHUẨN VIỆT NAM
TCVN 6700-1 : 2000
(ISO 9606-1 : 1994)
KIỂM TRA CHẤP NHẬN THỢ HÀN - HÀN NÓNG CHẢY
PHẦN 1: THÉP
Approval testing of welders - Fusion welding
Part 1: Steels
Lời nói đầu
TCVN 6700-1 : 2000 hoàn toàn tương đương với ISO 9606-1:1994
TCVN 6700-1 : 2000 do Ban kỹ thuật tiêu chuẩn TCVN/TC 44/SC1 Hàn biên soạn. Tổng cục Tiêu chuẩn - Đo lường - Chất lượng đề nghị, Bộ Khoa học, Công nghệ và Môi trường ban hành.
KIỂM TRA CHẤP NHẬN THỢ HÀN - HÀN NÓNG CHẢY
PHẦN 1: THÉP
Approval testing of welders - Fusion welding
Part 1: Steels
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các yêu cầu, các phạm vi chấp nhận, các điều kiện kiểm tra, các yêu cầu chấp nhận và cấp chứng chỉ kiểm tra chấp nhận thợ hàn thép. Mẫu chứng chỉ kiểm tra chấp nhận được nêu trong phụ lục B.
Trong quá trình kiểm tra chấp nhận thợ hàn cần thể hiện có đủ kinh nghiệm thực tế và kiến thức nghề nghiệp (kiểm tra không bắt buộc) về các quá trình hàn, vật liệu và các yêu cầu an toàn mà họ được chấp nhận các thông tin này được nêu trong phụ lục D.
Tiêu chuẩn này áp dụng khi có yêu cầu kiểm tra chấp nhận thợ hàn của khách hàng, tổ chức có thẩm quyền kiểm tra hoặc các tổ chức khác.
Tiêu chuẩn này áp dụng cho kiểm tra chấp nhận thợ hàn thép đối với phương pháp hàn nóng chảy.
Các phương pháp hàn đề cập đến trong tiêu chuẩn này bao gồm các phương pháp hàn nóng chảy bằng tay hoặc được cơ khí hóa một phần. Tiêu chuẩn này không áp dụng cho các phương pháp hàn hoàn toàn cơ khí hóa và tự động hóa (xem 5.2).
Tiêu chuẩn này bao gồm kiểm tra chấp nhận thợ hàn đối với công việc hàn bán sản phẩm và thành phẩm được chế tạo từ các loại vật liệu gia công áp lực, hoặc đúc được liệt kê trong 5.4.
Chứng chỉ kiểm tra chấp nhận do người kiểm tra hoặc cơ quan kiểm tra có trách nhiệm cấp.
2. Tiêu chuẩn trích dẫn
ISO 857:1990 Các phương pháp hàn, hàn đồng và hàn vẩy - Từ vựng
ISO 1106-1:1984 Kiến nghị thực hành đối với kiểm tra bức xạ mối hàn nóng chảy - Phần 1: Mối hàn giáp mép nóng chảy trên thép tấm chiều dày đến 50 mm.
ISO 1106-2:1985 Kiến nghị thực hành đối với kiểm tra bức xạ mối hàn nóng chảy - Phần 2: Mối hàn giáp mép nóng chảy thép tấm chiều dày lớn hon 50 mm đến 200 mm.
ISO 1106-3:1984 Kiến nghị thực hành đối với kiểm tra bức xạ mối hàn nóng chảy - Phần 3: Mối hàn theo chu vi thép ống có chiều dày thành đến 50 mm.
ISO 2560:1973 Yêu cầu kỹ thuật của thép cacbon -mangan dùng để hàn hồ quang tay.
ISO 3452:1984 Thử không phá hủy - Kiểm tra bằng chất thẩm thấu - Nguyên lý chung.
ISO 3580:1975 Que hàn hồ quang bằng tay thép bền rão - Mã ký hiệu nhận biết,
ISO 3581:1976 Que hàn hồ quang bằng tay thép không gỉ và thép hợp kim cao tương tự khác - Mã ký hiệu nhận biết
ISO 4063:1990 Hàn, hàn đồng, hàn vảy và hàn bằng đẩy thau các kim loại - Danh mục các phương pháp và số trích dẫn để trình bày ký hiệu trên bản vẽ.
ISO 5173:1981 Hàn - Mối hàn giáp mép vật liệu kim loại - Thử uốn.
ISO 5817:1992 Mối hàn hồ quang từ thép - Hướng dẫn mức chất lượng trên cơ sở các khuyết tật.
TCVN 6115:1996 (ISO 6520:1982) Phân loại và giải thích các khuyết tật trong mối hàn do nóng chảy kim loại
ISO 6947:1990 Mối hàn - Các tư thế hàn - Định nghĩa góc nghiêng và góc quay.
ISO 9017: -1) Thử phá hủy mối hàn vật liệu kim loại - Thử phá hủy.
ISO 9956-2: 1995 Yêu cầu kỹ thuật và chấp nhận quy trình công nghệ hàn vật liệu kim loại - Phần 2: Yêu cầu kỹ thuật quy trình hàn hồ quang hàn đối với thép.
ISO 9956-3: 1995 Yêu cầu kỹ thuật và chấp nhận quy trình công nghệ hàn vật liệu kim loại - Phần 3: Kiểm tra quy trình hàn đối với hàn hồ quang thép.
3. Định nghĩa
Trong tiêu chuẩn này sử dụng các định nghĩa sau:
3.1. Thợ hàn tay (manual welder): Thợ hàn, người cầm và thao tác bằng tay kìm cặp que hàn, mỏ hàn, đèn hàn hoặc mỏ hàn hơi.
3.2. Thợ hàn máy (welding operator): Thợ hàn, người thao tác thiết bị hàn được cơ giới hóa một phần chuyển động tương đối giữa kìm hàn, mỏ hàn, đèn hàn hoặc mỏ hàn hai và chi tiết hàn.
3.3. Người kiểm tra hoặc cơ quan kiểm tra (examiner or test body): Người hoặc tổ chức kiểm tra xác nhận sự phù hợp với tiêu chuẩn được áp dụng. Người kiểm tra hoặc cơ quan kiểm tra phải được các bên tham gia hợp đồng chấp nhận.
3.4. Yêu cầu kỹ thuật của quy trình công nghệ hàn (welding procedure specification): Tài liệu cung cấp một cách chi tiết những thông số cơ bản về hàn để đảm bảo tính lặp lại của các quy trình hàn.
3.5. Phạm vi chấp nhận (range of approval): Khoảng chấp nhận đối với các thông số cơ bản về hàn.
3.6. Chi tiết kiểm tra (test piece): Liên kết hàn được sử dụng để kiểm tra chấp nhận.
3.7. Mẫu kiểm tra (test specimen): Phần hoặc bộ phận cắt ra từ chi tiết kiểm tra để thực hiện thử phá hủy theo quy định.
3.8. Kiểm tra (test): Một loạt các thao tác bao gồm việc chế tạo chi tiết kiểm tra hàn và tiếp theo là báo cáo kết quả kiểm tra không phá hủy và / hoặc phá hủy.
4. Ký hiệu và chữ viết tắt
4.1. Quy định chung
Khi không sử dụng toàn bộ từ thì phải sử dụng các ký hiệu và chữ viết tắt sau đây khi điền vào chứng chỉ kiểm tra (xem phụ lục B).
4.2. Chi tiết kiểm tra
a chiều dày danh nghĩa của mối hàn góc.
BW mối hàn giáp mép.
D đường kính ngoài của ống.
FW mối hàn góc
P tấm
t chiều dày tấm hoặc thành ống
T ống
z chiều dài cạnh của mối hàn góc
4.3. Vật liệu hàn (kể cả khi bảo vệ, thuốc hàn)
nm không có kim loại bổ sung mối hàn.
wm có kim loại bổ sung mối hàn.
A thuốc bọc hệ axít
B thuốc bọc hệ bazơ
C thuốc bọc hệ cenlulo
R thuốc bọc hệ rutin
RA thuốc bọc hệ rutin-axít
RB thuốc bọc hệ rutin-bazơ
RC thuốc bọc hệ rutin-cenlulo
RR thuốc bọc hệ rutin dầy
S thuốc bọc que hàn các dạng khác
4.4. Những vấn đề khác
bs hàn hai phía
gg tạo rãnh mặt sau hoặc mài mặt sau mối hàn
mb hàn có đệm lót mặt sau mối hàn
nb hàn không có đệm lót mặt sau mối hàn
ng không tạo rãnh mặt sau hoặc không mài mặt sau mối hàn.
ss hàn một phía
5. Những yêu cầu cần thiết đối với kiểm tra chấp nhận
5.1. Yêu cầu chung
Các yêu cầu được quy định trong điều này phải được xem xét theo thứ tự để đánh giá khả năng của thợ hàn trong pham vi của các yêu cầu này. Mỗi yêu cầu được xem là một yếu tố quan trọng trong kiểm tra chấp nhận.
Kiểm tra chấp nhận thợ hàn phải được tiến hành trên chi tiết kiểm tra và độc lập với dạng kết cấu.
5.2. Phương pháp hàn
Phương pháp hàn được định nghĩa trong ISO 857 và mã số tra cứu của chúng khi biểu thị ký hiệu được cho trong ISO 4063.
Tiêu chuẩn này bao gồm các phương pháp hàn sau:
111 - hàn hồ quang điện cực kim loại có thuốc bọc (hàn hồ quang tay):
114 - hàn hồ quang dây kim loại lõi thuốc không có khí bảo vệ:
121 - hàn hồ quang dây kim loại dưới lớp thuốc hàn;
131 - hàn hồ quang điện cực kim loại trong khí trơ (hàn MIG);
135 - hàn hồ quang điện cực kim loại trong khí hoạt tính (hàn MAG);
136 - hàn hồ quang dây kim loại lõi thuốc trong khí hoạt tính;
137 - hàn hồ quang dây kim loại lõi thuốc trong khí trơ;
141 - hàn hồ quang điện cực vonphram trong khí trơ (hàn TIG)
15 - hàn hồ quang platma
311 - hàn oxy-axetylen
Các phương pháp hàn nóng chảy khác theo thỏa thuận.
5.3. Các kiểu mối nối (mối hàn giáp mép và mối hàn góc)
Các chi tiết kiểm tra để kiểm tra chấp nhận đối với mối hàn giáp mép (BW) và mối hàn góc (FW) trên tấm (P) hoặc ống1) (T) phải được chế tạo phù hợp với 7.2.
5.4. Nhóm vật liệu
5.4.1. Yêu cầu chung
Để giảm tới mức tối thiểu sự lặp lại không cần thiết các kiểm tra kỹ thuật giống nhau, các loại thép có đặc tính hàn và luyện kim giống nhau được phân thành các nhóm để kiểm tra chấp nhận thợ hàn (xem 5.4.2).
Nói chung, khi kiểm tra chấp nhận thợ hàn phải dùng kim loại bổ sung có thành phần hóa học tương tự với bất kỳ loại thép nào trong nhóm kim loại cơ bản.
Khi hàn bất kỳ vật liệu nào trong một nhóm cho phép chứng nhận thợ hàn đối với việc hàn tất cả các vật liệu khác trong chính nhóm đó.
Khi hàn các kim loại cơ bản từ hai nhóm khác nhau mà chúng không được phép chấp nhận lẫn nhau theo bảng 4 và 5 (xem 6.4), phải quy định việc kiểm tra chấp nhận đối với sự liên kết này là một nhóm riêng.
Khi kim loại bổ sung khác với nhóm kim loại cơ bản, việc chấp nhận đối với liên kết của nhóm kim loại cơ bản và kim loại bổ sung là cần thiết, trừ khi chúng được phép theo bảng 4 và 5.
5.4.2. Nhóm thép của kim loại cơ bản
Thép sử dụng để kiểm tra chấp nhận thợ hàn và quy trình hàn phải phù hợp với ISO 9956-3, xem phụ lục A.
Thép được phân nhóm theo kim loại cơ bản như sau:
5.4.2.1. Nhóm W01
Thép không hợp kim các bon thấp (các bon-mangan) và / hoặc thép hợp kim thấp. Nhóm này cũng bao gồm thép kết cấu hạt mịn có giới hạn chảy RCH ≤ 360 N/mm2.
5.4.2.2. Nhóm W02
Thép bền rão crom-molybden (CrMo) và / hoặc crom-molybden-vanadi (CrMoV).
5.4.2.3. Nhóm W03
Thép kết cấu hạt mịn thường hóa, tôi và ram cũng như thép được xử lý cơ nhiệt luyện có giới hạn chảy RCH > 360 N/mm2, cũng như thép niken hàn tương tự với hàm lượng niken từ 2 % đến 5 %.
5.4.2.4. Nhóm W04
Thép không gỉ ferít hoặc mactensit có hàm lượng crom từ 12 % đến 20 %.
5.4.2.5. Nhóm W11
Thép không gỉ crom-niken (CrNi) ferít-austenít và austenit
5.5. Vật liệu hàn
5.5.1. Yêu cầu chung
Trong phần lớn các kiểm tra chấp nhận kim loại bổ sung phải giống như kim loại cơ bản. Khi tiến hành kiểm tra thợ hàn có sử dụng kim loại bổ sung, khí bảo vệ hoặc thuốc hàn thích hợp đối với một nhóm vật liệu, phép kiểm tra này cho phép chấp nhận thợ hàn sử dụng bất kỳ vật liệu hàn tương tự khác (kim loại bổ sung, khí bảo vệ hoặc thuốc hàn) đối với cùng nhóm kim loại đó.
5.5.2. Hàn hồ quang điện cực kim loại có thuốc bọc (hàn hồ quang tay)
Nhóm điện cực có thuốc bọc (que hàn) được phân loại theo các đặc tính quan trọng nhất phù hợp với ISO 2560 như sau:
A thuốc bọc hệ axit;
B thuốc bọc hệ bazơ;
C thuốc bọc hệ cenlulo;
R thuốc bọc hệ rutin;
RA thuốc bọc hệ axít-rutin
RB thuốc bọc hệ bazơ-rutin;
RC thuốc bọc hệ cenlulo-rutin;
RR thuốc bọc hệ rutin dày;
S thuốc bọc que hàn các dạng khác.
Chú thích 2 - Chi tiết hơn về điện cực có thuốc bọc tham khảo ISO 2560, ISO 3580 hoặc ISO 3581 tùy theo loại thép có yêu cầu.
5.6. Kích thước
Kiểm tra chấp nhận thợ hàn dựa trên cơ sở chiều dày của vật liệu (tức là chiều dày tấm hoặc chiều dày thành ống) và đường kính ống mà thợ hàn sẽ sử dụng trong sản xuất. Một phép kiểm tra được tiến hành cho mỗi một trong ba khoảng chiều dày tấm và chiều dày thành ống hoặc đường kính ống như quy định trong bảng 1 và 2.
Không nhất thiết phải đo chính xác chiều dày hoặc đường kính nhưng nên có sự tìm hiểu chung khi lựa chọn các giá trị cho trong bảng 1 và 2.
Bảng 1 - Chi tiết kiểm tra (tấm hoặc ống) và phạm vi chấp nhận
|
Chiều dày chi tiết kiểm tra, t mm |
Phạm vi chấp nhận |
|
t ≤ 3 |
t đến 2t1) |
|
3 <> ≤ 12 |
3 mm đến 2t2) |
|
t > 12 |
≥ 5 mm |
|
1) Đối với hàn oxy-axetylen (311): t đến 1,5 t 2) Đối với hàn oxy-axetylen (311): 3 mm đến 1,5 t |
|
Bảng 2 - Đường kính chi tiết kiểm tra và phạm vi chấp nhận
|
Đường kính chi tiết kiểm tra, D1) mm |
Phạm vi chấp nhận |
|
D ≤ 25 |
D đến 2D |
|
25 < d="" ≤=""> |
0,5D đến 2D (ít nhất 25 mm) |
|
D > 150 |
≥ 0,5D |
|
1) Đối với các đoạn rỗng, D là kích thước của chỗ nhỏ nhất. |
|
5.7. Tư thế hàn
Phải sử dụng các tư thế hàn được giới thiệu trên các hình 1 và 2 (theo ISO 6947). Các góc nghiêng và quay đối với các mối hàn thẳng phải theo ISO 6947.
Các tư thế hàn và các góc dùng trong kiểm tra chấp nhận phải dựa trên cùng một dung sai như dùng trong sản xuất.
6. Phạm vi chấp nhận thợ hàn
6.1. Quy định chung
Theo quy tắc chung, chi tiết kiểm tra để chấp nhận thợ hàn không chỉ đối với các điều kiện dùng trong kiểm tra mà còn đối với tất cả các mối nối được xem là dễ hàn hơn. Phạm vi chấp nhận đối với mỗi kiểu kiểm tra được cho trong các điều và bảng thích ứng. Trong những bảng này, phạm vi chấp nhận được chỉ ra trong cùng một đường nằm ngang.
6.2. Phương pháp hàn
Mỗi phép kiểm tra thường chấp nhận một phương pháp hàn. Mỗi thay đổi phương pháp hàn cần có một kiểm tra chấp nhận mới. Tuy nhiên, một thợ hàn có thể được chấp nhận nhiều hơn một phương pháp hàn bởi một hoặc hai kiểm tra chấp nhận riêng biệt dùng cho một mối nối có nhiều phương pháp hàn. Ví dụ trong trường hợp cần chấp nhận một mối hàn giáp mép một phía có chân được thực hiện bằng hàn TIG (141) mà không có đệm lót và được hàn bằng hàn hồ quang điện cực kim loại có thuốc bọc (111) thợ hàn có thể được chấp nhận bằng một trong hai cách sau:
a) thực hiện tốt kiểm tra chấp nhận đối với hàn mối nối có nhiều phương pháp hàn, nghĩa là chân mối hàn được hàn TIG (141) không có đệm lót mặt sau mối hàn, các đường hàn hoặc lớp hàn tiếp sau được hàn hồ quang điện cực kim loại có thuốc bọc (111) nằm trong các giới hạn của phạm vi chấp nhận đối với mỗi phương pháp hàn:
b) thực hiện có kết quả các kiểm tra chấp nhận riêng biệt có liên quan, một đối với hàn TIG (141) không có đệm lót mặt sau mối hàn cho đường hàn ở chân và một kiểm tra riêng biệt cho hàn điền đầy bằng hàn hồ quang điện cực kim loại có thuốc bọc (111) có đệm lót mặt sau mối hàn hoặc được hàn hai phía có hoặc không có đệm lót mặt sau mối hàn.
6.3. Các kiểu mối nối
Tùy theo chi tiết, phạm vi chấp nhận thợ hàn được giới thiệu trong bảng 3; có thể áp dụng các chuẩn mức sau:
a) chấp nhận các mối hàn giáp mép thép ống bao gồm các mối hàn giáp mép đối với các tấm;
b) việc chấp nhận các mối hàn giáp mép các tấm ở tất cả các tư thế có liên quan bao gồm các mối hàn giáp mép thép ống có đưòng kính ngoài lớn hơn hoặc bằng 500 mm, trừ mục c) cũng áp dụng;
c) chấp nhận các mối hàn giáp mép kiểm tra đối với các tấm được hàn ở tư thế bằng (PA) hoặc nằm ngang thẳng đứng (PC) phải bao gồm chấp nhận các mối hàn giáp mép trên các ống có đường kính ngoài lớn hơn hoặc bằng 150 mm được hàn ở các tư thế tương tự như đã cho trong bảng 7;
d) hàn một phía không có đệm lót mặt sau mối hàn chấp nhận các mối hàn một phía có đệm lót mặt sau mối hàn và các mối hàn hai phía có và không có việc tạo rãnh mặt sau mối hàn bằng điện cực.;
e) hàn các tấm hoặc ống có đệm lót mặt sau mối hàn chứng nhận các mối hàn được hàn hai phía nhưng không chấp nhận các mối hàn không có đệm lót mặt sau mối hàn;
f) việc chấp nhận các mối hàn giáp mép được chấp nhận cho cả các mối hàn góc đối với các điều kiện hàn tương tự;
g) trong trường hợp công việc gia công sản phẩm phần lớn là hàn góc, nên chấp nhận thợ hàn bằng một kiểm tra hàn góc thích hợp, nghĩa là hàn trên các tấm, ống hoặc mối nối nhánh (xem ISO 9956-3);
h) khi hàn hai phía không tạo rãnh mặt sau mối hàn được phép chấp nhận các mối hàn một phía có đệm lót mặt sau mối hàn và các mối hàn hai phía có tạo rãnh mặt sau mối hàn;
i) việc chấp nhận các mối hàn giáp mép ống không có đệm lót mặt sau mối hàn bao gồm việc chấp nhận đối với các mối hàn nối nhánh trong cùng một phạm vi chấp nhận như đã cho trong các bảng từ 3 đến 7. Đối với một mối hàn nhánh, phạm vi chấp nhận dựa trên đường kính của nhánh;
j) trong trường hợp công việc sản xuất phần lớn là hàn nối nhánh hoặc đòi hỏi một mối hàn nối nhánh phức tạp, thợ hàn nên được đào tạo đặc biệt. Trong một số trường hợp, một phép kiểm tra chấp nhận thợ hàn trên một mối hàn nối nhánh có thể là cần thiết.
6.4. Nhóm vật liệu
Theo nhóm vật liệu của chi tiết kiểm tra, phạm vi các vật liệu mà thợ hàn được chấp nhận được cho trong bảng 4 và 5 (xem 5.4). Đối với thép không thuộc bất kỳ nhóm thép nào, thợ hàn phải thực hiện việc kiểm tra chấp nhận chỉ đối với loại thép đó.
6.5. Điện cực có thuốc bọc (que hàn)
Khi thay đổi loại thuốc bọc điện cực có thể yêu cầu thay đổi kỹ thuật hàn. Kiểm tra chấp nhận loại thuốc bọc điện cực sẽ tạo điều kiện chấp nhận thợ hàn đối với các hệ thuốc bọc khác như quy định trong bảng 6.
6.6. Khí bảo vệ và thuốc hàn
Được phép thay đổi khí bảo vệ hoặc thuốc hàn (xem 5.5.1). Tuy nhiên việc thay đổi từ khí bảo vệ hoạt tính sang khí trơ hoặc từ khí trơ sang khí hoạt tính cấn có việc kiểm tra chấp nhận mới đối với thợ hàn.
6.7. Kích thước
Phạm vi chấp nhận tùy theo chiều dầy của tấm hoặc thành ống và / hoặc đường kính ống được giới thiệu trong bảng 1 và 2.
6.8. Tư thế hàn
Phạm vi chấp nhận đối với mối tư thế hàn được cho trong bảng 7. Các tư thế hàn và mã hiệu theo hình 1 và 2 (phù hợp với ISO 6947).
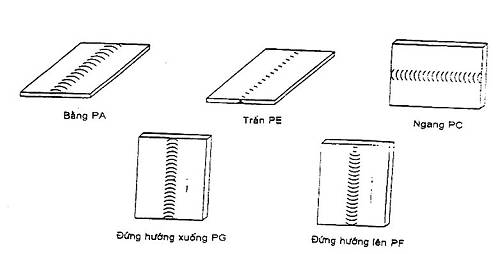
a) Các mối hàn giáp mép
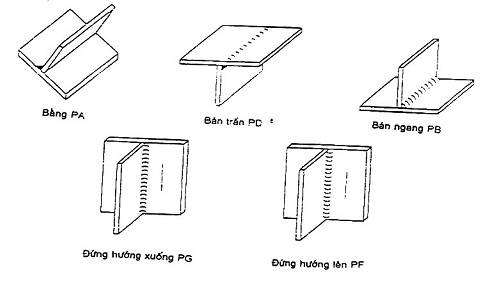
b) Các mối hàn góc
Hình 1 - Các tư thế hàn đối với các tấm kim loại
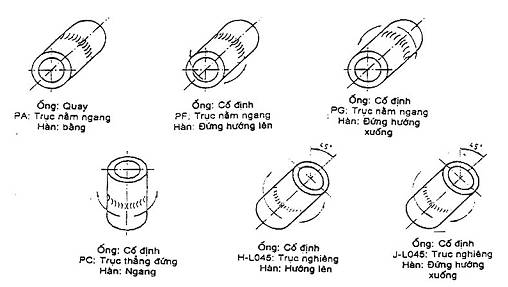
a) Mối hàn giáp mép
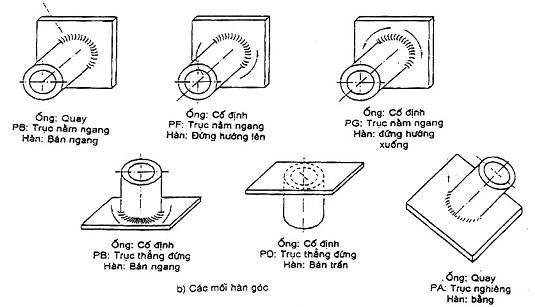
b) Các mối hàn góc
Hình 2 - Các tư thế hàn đối với các ống kim loại
Bảng 3 - Phạm vi chấp nhận cho các kiểm tra trên các mối hàn giáp mép (chi tiết về các kiểu mối hàn)
|
Loại mối hàn |
Phạm vi chấp nhận |
|||||||
|
Mối hàn giáp mép tấm |
Mối hàn giáp mép ống |
|||||||
|
Hàn một phía ss |
Hàn hai
phía |
Hàn một
phía |
||||||
|
mb |
nb |
gg |
ng |
mb |
nb |
|||
|
Mối hàn giáp mép tấm |
Hàn một phía |
mb |
* |
- |
x |
- |
1) |
- |
|
ss |
nb |
x |
* |
x |
x |
1) |
1) |
|
|
Hàn hai phía |
gg |
x |
- |
* |
- |
1) |
- |
|
|
|
bs |
ng |
x |
- |
x |
* |
1) |
- |
|
Mối hàn giáp mép thép ống |
Hàn một phía |
mb |
x |
- |
x |
- |
* |
- |
|
ss |
nb |
x |
x |
x |
x |
x |
* |
|
|
Chỉ dẫn * chỉ mối hàn mà thợ hàn được chấp nhận trong kiểm tra chấp nhận. x chỉ mối hàn mà thợ hàn cũng được chấp nhận. - chỉ mối hàn mà thợ hàn không được chấp nhận. |
||||||||
|
1) Xem 6.3b) và 6.3.c). |
||||||||
Bảng 4 - Phạm vi chấp nhận đối với kim loại cơ bản
|
Nhóm vật liệu của chi tiết kiểm tra |
Phạm vi chấp nhận |
||||
|
|
W01 |
W02 |
W03 |
W04 |
W011 |
|
W01 |
* |
- |
- |
- |
- |
|
W02 |
x |
* |
- |
- |
- |
|
W03 |
x |
x |
* |
- |
- |
|
W04 |
x |
x |
- |
* |
- |
|
W011 |
x1) |
x1) |
x1) |
x1) |
* |
|
Chỉ dẫn * biểu thị nhóm vật liệu mà thợ hàn được chấp nhận khi kiểm tra chứng nhận. x biểu thị các nhóm vật liệu khác mà thợ hàn cũng đưọc chấp nhận. - biểu thị các nhóm vật liệu khác mà thợ hàn không được chấp nhận. |
|||||
|
Chú thích - Bảng này chỉ được áp dụng khi kim loại cơ bản được biểu thị bằng * và kim loại bổ sung là cùng một nhóm. |
|||||
|
1) Khi sử dụng kim loại bổ sung thuộc nhóm W11. |
|||||
Bảng 5 - Phạm vi chấp nhận đối với các liên kết các nhóm vật liệu khác nhau
|
Nhóm vật liệu của chi tiết kiểm tra |
Phạm vi chấp nhận |
|
W02 |
W02 hàn với W011) |
|
W03 |
W02 hàn với W011) W03 hàn với W011) W03 hàn với W021) |
|
W04 |
W02 hàn với W011) W04 hàn với W011) W04 hàn với W021) |
|
W11 |
W11 hàn với W012) W11 hàn với W022) W11 hàn với W032) W11 hàn với W042) |
|
1) Đối với liên kết vật liệu khác nhóm, vật liệu bổ sung phải thuộc nhóm của một trong những nhóm kim loại cơ bản. 2) Khi sử dụng vật liệu bổ sung của nhóm kim loại W11. |
|
Bảng 6 - Phạm vi chấp nhận đối với điện cực có thuốc bọc
|
Loại điện cực có thuốc bọc của chi tiết kiếm tra |
Phạm vi chấp nhận |
||||
|
A; RA |
R; RB: RC: RR |
B |
C |
S |
|
|
A; RA |
* |
- |
- |
- |
- |
|
R; RB; RC; RR |
x |
* |
- |
- |
- |
|
B |
x |
x |
* |
- |
- |
|
C |
- |
- |
- |
* |
- |
|
S1) |
- |
- |
- |
- |
* |
|
Chỉ dẫn * chỉ loại điện cực có thuốc bọc mà thợ hàn được chấp nhận khi kiểm tra chấp nhận. x chỉ các nhóm điện cực khác mà thợ hàn cũng được chấp nhận. - chỉ các nhóm diện cực khác mà thợ hàn không được chấp nhận |
|||||
|
1) S chỉ được chấp nhận đối với loại thuốc bọc điện cực đặc biệt sử dụng khi khiểm tra. |
|||||
Bảng 7 - Phạm vi chấp nhận theo tư thế hàn
|
Tư thế hàn của chi tiết kiểm tra |
Phạm vi chấp nhận |
||||||||||||||||||||||||
|
Tấm |
Ống |
||||||||||||||||||||||||
|
Mối hàn giáp mép |
Mối hàn góc |
Mối hàn giáp mép |
Mối hàn góc |
||||||||||||||||||||||
|
Trục-ống và góc |
|||||||||||||||||||||||||
|
Quay |
Cố định |
Quay |
1) |
Cố định |
|||||||||||||||||||||
|
0o |
90o |
45o |
0o |
90o |
|||||||||||||||||||||
|
|
PA |
PC |
PG |
PF |
PE |
PA |
PB |
PG |
PF |
PD |
PA |
PG |
PF |
PC |
H-L045 |
J-L045 |
PA |
PB |
PG |
PF |
PD2) |
||||
|
Tấm |
Mối hàn giáp mép |
PA |
* |
- |
- |
- |
- |
x |
x |
- |
- |
- |
x |
- |
- |
- |
- |
- |
x |
x |
- |
- |
- |
||
|
PC |
x |
* |
- |
- |
- |
x |
x |
- |
- |
- |
x |
- |
- |
x |
- |
- |
x |
x |
- |
- |
- |
||||
|
PG |
- |
- |
* |
- |
- |
- |
- |
x |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||
|
PF |
x |
- |
- |
* |
- |
x |
x |
- |
x |
- |
x |
- |
- |
- |
- |
- |
x |
x |
- |
x |
- |
||||
|
PE |
x |
x |
- |
x |
* |
x |
x |
- |
x |
x |
x |
- |
- |
- |
- |
- |
x |
x |
- |
x |
x |
||||
|
Mối hàn góc |
PA |
- |
- |
- |
- |
- |
* |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
x |
- |
- |
- |
- |
|||
|
PB |
- |
- |
- |
- |
- |
x |
* |
- |
- |
- |
- |
- |
- |
- |
- |
- |
x |
x |
- |
- |
- |
||||
|
PG |
- |
- |
- |
- |
- |
- |
- |
* |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
||||
|
PF |
- |
- |
- |
- |
- |
x |
x |
- |
* |
- |
- |
- |
- |
- |
- |
- |
x |
x |
- |
- |
- |
||||
|
PD |
- |
- |
- |
- |
- |
x |
x |
- |
x |
* |
- |
- |
- |
- |
- |
- |
x |
x |
- |
- |
x |
||||
|
Ống |
Mối hàn giáp mép đường trục ống và góc |
Quay |
0o |
PA |
x |
- |
- |
- |
- |
x |
x |
- |
- |
- |
* |
- |
- |
- |
- |
- |
x |
x |
- |
- |
- |
|
Cố định |
PG |
- |
- |
x |
- |
- |
- |
- |
x |
- |
- |
- |
* |
- |
- |
- |
- |
- |
- |
x |
- |
- |
|||
|
PF |
x |
- |
- |
x |
x |
x |
x |
- |
x |
x |
x |
- |
* |
- |
- |
- |
x |
x |
- |
x |
x |
||||
|
90o |
PC |
x |
x |
- |
- |
- |
x |
x |
- |
- |
- |
x |
- |
- |
* |
- |
- |
x |
x |
- |
- |
- |
|||
|
45o |
H-L045 |
x |
x |
- |
x |
x |
x |
x |
- |
x |
x |
x |
- |
x |
x |
* |
- |
x |
x |
- |
x |
x |
|||
|
Mối hàn góc đường trục ống và góc |
J-L045 |
- |
- |
x |
- |
- |
- |
- |
x |
- |
- |
- |
x |
- |
- |
- |
* |
- |
- |
x |
- |
- |
|||
|
Quay |
PA |
- |
- |
- |
- |
- |
x |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
* |
- |
- |
- |
- |
|||
|
1) |
PB |
- |
- |
- |
- |
- |
x |
x |
- |
- |
- |
- |
- |
- |
- |
- |
- |
x |
* |
- |
- |
- |
|||
|
Cố định |
0o |
PG |
- |
- |
- |
- |
- |
- |
- |
x |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
* |
- |
- |
||
|
PF |
- |
- |
- |
- |
- |
x |
x |
- |
x |
x |
- |
- |
- |
- |
- |
- |
x |
x |
- |
* |
x |
||||
Chỉ dẫn
* chỉ tư thế hàn mà thợ hàn được chấp nhận trong kiểm tra chấp nhận.
x chỉ tư thế hàn mà thợ hàn cũng được chấp nhận.
- chỉ tư thế hàn mà thợ hàn không được chấp nhận.
1) PB đối với ống có thể được hàn ở hai tư thế.
a) ống quay, đường trục: nằm ngang, mối hàn: bán ngang.
b) ống quay, đường trục: thẳng đứng, mối hàn: bán ngang.
2) Đây là một tư thế hàn được chấp nhận và bao gồm các kiểm tra khác có liên quan.
7. Kiểm tra
7.1. Sự giám sát
Việc hàn và kiểm tra chi tiết kiểm tra phải có sự chứng kiến của người kiểm tra hoặc cơ quan kiểm tra.
Các chi tiết kiểm tra phải được đánh dấu nhận dạng của người kiểm tra và thợ hàn trước khi bắt đầu hàn.
Người kiểm tra hoặc cơ quan kiểm tra có thể ngừng việc kiểm tra nếu các điều kiện hàn không đúng hoặc thợ hàn có biểu hiện không có khả năng kỹ thuật để đạt được tiêu chuẩn yêu cầu, ví dụ có quá nhiều sửa chữa và / hoặc sửa chữa có hệ thống.
7.2. Hình dạng và kích thước của các chi tiết kiểm tra
Hình dạng và kích thước của các chi tiết kiểm tra (xem 5.6) phải theo chỉ dẫn trong các hình từ 3 đến 6.
7.3. Các điều kiện hàn
Việc kiểm tra chấp nhận đối với thợ hàn phải thích hợp với các điều kiện được dùng trong sản xuất và theo “WPS hoặc pWPS” (xem 3.4) được chuẩn bị theo ISO 9956-2. Mẫu chung đối với “WPS hoặc dWPS” được giới thiệu trong phụ lục C.
Khi chuẩn bị “WPS hoặc pWPS” phải áp dụng các điều kiện sau:
a) việc kiểm tra phải được thực hiện với các phương pháp hàn được dùng trong sản xuất;
b) kim loại bổ sung phải thích hợp với các phương pháp hàn và tư thế hàn;
c) việc chuẩn bị cạnh rãnh hàn của các tấm và / hoặc ống cho chi tiết kiểm tra phải đại diện cho việc gia công cạnh rãnh hàn được dùng trong sản xuất;
d) kích thước của chi tiết kiểm tra được quy định trong các bảng và hình vẽ của tiêu chuẩn này (xem các bảng 1 và 2 và các hình từ 3 đến 6);
e) việc hàn phải được thực hiện ở các tư thế và góc độ của các mối hàn nối nhánh thường dùng trong sản xuất (xem các hình 1 và 2);
f) mối hàn phải được đánh giá theo điều 8:
g) thời gian hàn chi tiết kiểm tra phải tương đương với thời gian làm việc trong các điều kiện sản xuất thông thường;
h) chi tiết kiểm tra phải có ít nhất là một lần ngừng hàn và một lần bắt đầu hàn lại ở đường hàn lót và đường hàn trên mặt và được nhận diện trên chiều dài mối hàn được kiểm tra;
i) yêu cầu về gia nhiệt hoặc kiểm soát nhiệt lượng cấp vào được quy định trong “WPS hoặc pWPS” là bắt buộc đối với chi tiết kiểm tra của thợ hàn;
j) có thể bỏ qua yêu cầu xử lý nhiệt sau khi hàn và / hoặc hóa già đã ghi trong “WPS” hoặc “pWPS” trừ khi có yêu cầu thử uốn;
k) nhận diện chi tiết kiểm tra;
I) thợ hàn được phép sửa các khuyết tật nhỏ trừ các khuyết tật trên lớp bề mặt, bằng mài, tạo rãnh hoặc bằng các phương pháp khác được dùng trong sản xuất. Việc chấp nhận của người kiểm tra hoặc cơ quan kiểm tra phải được chấp nhận
7.4. Phương pháp kiểm tra
Mỗi mối hàn đã hoàn thành phải được kiểm tra bằng mắt trong điều kiện như khi hàn. Khi cần (xem bảng 8) việc Kiểm tra bằng mắt có thể được bổ sung bằng kiểm tra hạt từ, thẩm thấu (xem ISO 34 hoặc các phương pháp kiểm khác và các kiểm tra thô đại trên mối hàn giáp mép.
Nếu được chấp nhận bởi kiểm tra bằng mắt cần tiến hành thêm các kiểm tra bằng chụp tia bức xạ, kiểm tra phá hủy và / hoặc kiểm tra thô đại (xem bảng 8).
Mẫu kiểm tra thô đại phải được lấy và tấm thực trên mặt để thể hiện rõ mối hàn
Khi sử dụng tia bức xạ, phải luôn luôn áp dụng các kiểm tra uốn đối với mối hàn giáp mép được chế tạo bằng phương pháp hàn MIG/MAG (131, 135) hoặc bằng phương pháp hàn oxy-axêtylen (311).
Trước khi kiểm tra cơ tính, đệm lót mặt sau mối hàn phải được tháo ra. Chi tiết kiểm tra có thể được cắt bằng nhiệt hoặc bằng cơ khí để bỏ các đoạn đầu và cuối cách các mặt mút của chi tiết kiểm tra dạng tấm 25 mm (hình 7 và 8).
Bảng 8 - Các phương pháp kiểm tra
|
Phương pháp kiểm tra |
Mối hàn giáp mép tấm |
Mối hàn giáp mép ống |
Mối hàn góc |
|
Bằng mắt |
* |
* |
* |
|
Chụp tia bức xạ |
*1)2) |
*1)2) |
- |
|
Uốn |
*3) |
*3) |
- |
|
Đứt gãy (phá hủy) |
*1) |
*1) |
*4)5) |
|
Thô đại (không đánh bóng) |
- |
- |
*5) |
|
Hạt từ / thẩm thấu |
- |
- |
- |
|
Chỉ dẫn chỉ phương pháp kiểm là bắt buộc. chỉ phương pháp kiểm là không bắt buộc |
|||
|
1) Kiểm tra bằng chụp tia bức xạ hoặc kiểm phá hủy phải được dùng nhưng không dùng cả hai. 2) Kiểm tra bằng chụp tia bức xạ có thể được thay bằng kiểm tra siêu âm đối với chiếu dầy lớn hơn hoặc bằng 8 mm chỉ đối với thép pherit. 3) Khi sử dụng chụp tia bức xạ thi thử kéo là bắt buộc đối với phưong pháp 131, 135 và 311. 4) Kiểm tra phá hủy nên được hỗ trợ bởi kiểm tra hạt từ / thẩm thấu khi người kiểm tra hoặc cơ quan kiểm tra yêu cầu. 5) Kiểm tra phá hủy có thế được thay thế bằng kiểm tra thô đại tại ít nhất là tại bốn mặt cắt, một trong các mặt cắt lấy tại vị trí dừng / bắt đầu hàn. |
|||
Kích thước tính bằng milimét
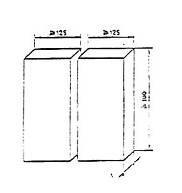
Hình 3 - Các kích thước của chi tiết kiểm tra cho mối hàn giáp mép các tấm
Kích thước tính bằng milimét
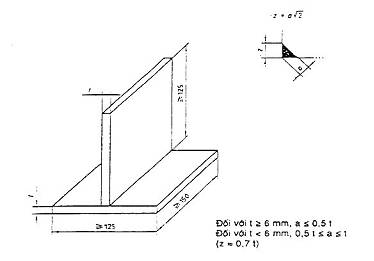
Hình 4 - Các kích thước của chi tiết kiểm tra cho mối hàn góc các tấm
Kích thước tính bằng milimét
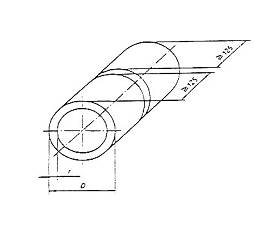
Hình 5 - Các kích thước của chi tiết kiểm tra cho mối hàn giáp mép các ống
Kích thước tính bằng milimét
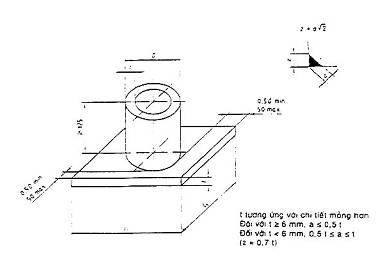
Hình 6 - Các kích thước của chi tiết kiểm tra cho mối hàn góc trên ống
7.5. Chi tiết kiểm tra và các mẫu kiểm tra
7.5.1. Quy định chung
Trong các điều 7.5.2 và 7.5.5 giới thiệu chi tiết về kiểu, kích thước và việc chuẩn bị các chi tiết kiểm tra và mẫu kiểm tra. Ngoài ra đã chỉ định các yêu cầu về thử cơ tính.
7.5.2. Mối hàn giáp mép các tấm
Khi dùng phương pháp chụp tia bức xạ, chiều dài kiểm tra (xem hình 7a) của mối hàn trên chi tiết kiểm tra phải được chụp tia bức xạ như trong điều kiện hàn phù hợp với ISO 1106-1 hoặc ISO 1106-2; bằng kỹ thuật cấp B.
Khi thử phá hủy theo ISO 9017, phải thử toàn bộ chiều dài kiểm tra chi tiết kiểm tra.
Chi tiết kiểm tra phải được cắt thành nhiều mẫu kiểm tra (xem hình 7a). Chiều dài của mẫu thử phá hủy phải xấp xỉ bằng 50 mm. Nếu cần, phần kim loại mối hàn nhô lên của mẫu thử có thể được loại bỏ, ngoài ra các cạnh mép mối hàn có thể được khía rãnh có chiều sâu xấp xỉ 5 mm để dễ làm đứt gãy kim loại mối hàn (xem hình 7b). Trong trường hợp hàn một phía (ss) không có đệm lót mặt sau mối hàn (nb), một nửa chiều dài kiểm tra được kiểm tra ở phía mặt mối hàn và nửa chiều dài còn lại được kiểm tra ở phía chân mối hàn (xem các hình 7c và 7d).
Khi kiểm tra uốn ngang, phải kiểm tra hai mẫu thử uốn ở chân mối hàn và hai mẫu thử uốn mặt mối hàn phù hợp ISO 5173. Đường kính của gối uốn trước hoặc gối uốn trong phải là 4t và góc uốn nhỏ nhất là 120° trừ trường hợp kim loại cơ bản có độ dẻo thấp hoặc kim loại bổ sung có lẫn tạp chất khác.
Trong quá trình kiểm tra, các mẫu kiểm tra không được để lộ ra bất kỳ vết nứt nào lớn hơn 3 mm theo mọi hướng. Các hư hỏng xuất hiện ở các góc của chi tiết kiểm tra trong khi kiểm tra được bỏ qua trong đánh giá.
Đối với chiếu dày tấm lớn hơn hoặc bằng 12 mm, các kiểm tra uốn ngang có thể được thay thế bằng các kiểm tra uốn theo bốn phía.
7.5.3. Mối hàn góc các tấm
Để kiểm tra phá hủy theo ISO 9017, nếu cần, chi tiết kiểm tra có thể được cắt thành nhiều mẫu kiểm tra (xem hình 8a). Mỗi mẫu kiểm tra phải được bố trí để kiểm tra như giới thiệu trên hình 8b, và được xem xét sau khi phá hủy.
Khi kiểm tra thô đại, bốn mẫu kiểm tra được cắt đều nhau trên chiều dài kiểm tra.
7.5.4. Mối hàn giáp mép các ống
Khi chụp tia bức xạ, toàn bộ chiều dài kiểm tra của mối hàn trên chi tiết kiểm tra phải đưọc chụp tia bức xạ trong điều kiện như khi hàn phù hợp với ISO 1106-3 sử dụng kỹ thuật cấp B, trừ trường hợp cần có kỹ thuật tường kép.
Khi kiểm tra phá hủy theo ISO 9017, toàn bộ chiều dài kiểm tra của chi tiết kiểm tra phải được kiểm tra và chi tiết kiểm tra phải được cắt tối thiểu thành 4 mẫu kiểm tra (xem hình 9a).
Cần có chiều dài mối hàn nhỏ nhất là 150 mm để kiểm tra các ống. Nếu chu vi nhỏ hơn 150 mm, cần có thêm các chi tiết kiểm tra mối hàn nhưng tối đa là 3 chi tiết kiểm tra.
Chiều dài kiểm tra của bất kỳ mẫu kiểm tra nào phải xấp xỉ bằng 40 mm. Nếu cần, phần kim loại mối hàn nhô lên của mẫu kiểm tra có thể được loại bỏ, ngoài ra các cạnh mép mối hàn có thể được khía rãnh với chiều sâu xấp xỉ 5 mm để dễ phá hủy kim loại mối hàn (xem hình 9b). Trong trường hợp hàn một phía (ss) không có đệm lót mặt sau mối hàn (nb), một nửa chiều dài kiểm tra của chi tiết kiểm (xem hình 9a) được kiểm tra ở phía mặt mối hàn và nửa kia được kiểm tra ở phía chân mối hàn (xem hình 9c và 9d) .
Khi kiểm tra uốn ngang phải kiểm tra hai mẫu kiểm tra uốn chân mối hàn và hai mẫu kiểm tra uốn mặt mối hàn theo ISO 5173. Đường kính của gối uốn trước hoặc gối uốn trong phải là 4t và góc uốn nhỏ nhất là 120° trừ trường hợp kim loại cơ bản có độ dẻo thấp hoặc kim loại bổ sung có lẫn tạp chất khác.
Để cắt các chi tiết kiểm tra được hàn ở tư thế PF, PG và H-LO45 (xem hình 2 và 9a), các mẫu kiểm tra phải được lấy từ các tư thế hàn khác nhau.
Trong quá trình kiểm tra, các mẫu kiểm tra không được để lộ ra bất kỳ vết nứt nào lớn hơn 3 mm theo mọi hướng. Các hư hỏng xuất hiện tại các góc của mẫu kiểm tra trong khi kiểm được bỏ qua trong đánh giá.
Đối với chiều dày thành lớn hơn hoặc bằng 12 mm, các kiểm tra uốn ngang có thể được thay thế bảng các kiểm tra uốn bốn phía.
7.5.5. Mối hàn góc trên ống
Đối với các kiểm tra phá hủy theo ISO 9017, chi tiết kiểm tra phải được cắt thành 4 hoặc nhiều hơn 4 mẫu kiểm tra và được kiểm tra phá hủy (xem hình 10).
Khi kiểm tra thô đại, tối thiểu phải cắt 4 mẫu kiểm tra được phân bố cách đều nhau xung quanh chu vi ống.
8. Các yêu cầu nghiệm thu các chi tiết kiểm tra
Các chi tiết kiểm tra phải được đánh giá theo các yêu cầu nghiệm thu được quy định cho các kiểu khuyết tật thích ứng.
Giải thích đầy đủ về các khuyết tật này được giới thiệu trong TCVN 6115:1995 (ISO 6520). Các yêu cầu nghiệm thu đối với các khuyết tật được phát hiện bởi các phương pháp kiểm tra theo tiêu chuẩn này, nếu không có quy định nào khác, phải được đánh giá phù hợp với ISO 5817. Một thợ hàn được chứng nhận nếu các knuyết tật trong chi tiết kiểm tra nằm trong các giới hạn quy định của mức B trong ISO 5817, trừ các dạng khuyết tật sau: kim loại hàn quá thừa, độ lồi mối hàn góc quá lớn, chiều dày mối hàn góc quá lớn, sự điền đầy của kim loại hàn trong rãnh hàn quá giới hạn cho phép, được áp dụng các khuyết tật thuộc C.
Nếu các khuyết tật trong chi tiết kiểm tra vượt quá giới hạn lớn nhất cho phép thì thợ hàn sẽ không được chấp nhận. Các yêu cầu trên cũng được thực hiện đối với các tiêu chuẩn nghiệm thu kiểm tra không phá hủy. Các thủ tục quy định phải được áp dụng cho tất cả các kiểm tra phá hủy và không phá hủy.
9. Kiểm tra lại
Nếu một chi tiết kiểm tra nào đó không phù hợp với các yêu cầu của tiêu chuẩn này, thợ hàn phải làm một chi tiết kiểm tra mới.
Nếu sự không đạt yêu câu là do thợ hàn không có đủ kỹ năng thì thợ hàn được coi là không thể phù hợp với các yêu cầu của tiêu chuẩn này mà không cần có sự đào tạo thêm trước khi kiểm tra lại.
Nếu sự hư hỏng là do các nguyên nhân về luyện kim hoặc các nguyên nhân bên ngoài khác mà không phải do thợ hàn không đủ kỹ năng thì cần có kiểm tra bổ sung hoặc các mẫu kiểm tra bổ sung để đánh giá chất lượng và tình trạng nguyên vẹn của vật liệu kiểm tra mới và / hoặc các điều kiện kiểm tra mới.
Kích thước tính bằng milimét
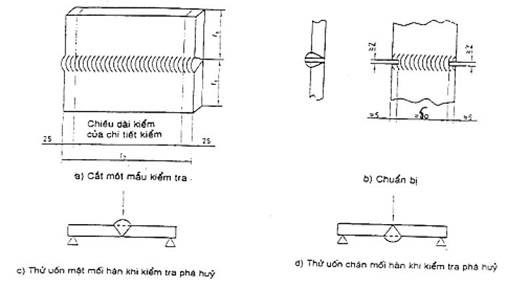
Hình 7 - Chuẩn bị và kiểm tra phá hủy các mẫu kiểm tra đối với mối hàn giáp mép các tấm
Kích thước được tính bằng milimét
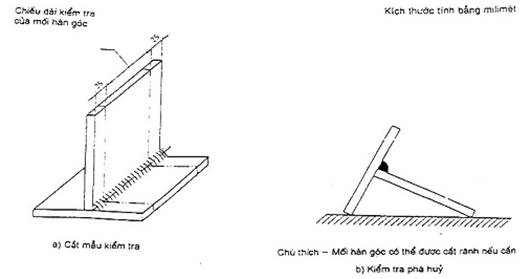
Hình 8 - Chuẩn bị và kiểm tra phá hủy các mẫu kiểm tra đối với mối hàn góc các tấm
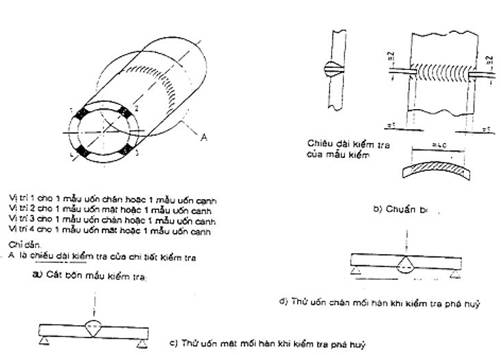
Hình 9 - Chuẩn bị và kiểm tra phá hủy các mẫu kiểm tra đối với mối hán giáp mép các ống
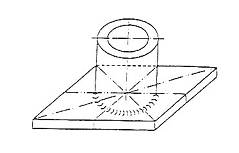
Hình 10 - Chuẩn bị và kiểm tra phá hủy các mẫu kiểm tra đối với mối hàn góc trên ống
10. Thời gian có hiệu lực
10.1. Chấp nhận lần đầu
Hiệu lực của việc chấp nhận lần đầu bắt đầu từ ngày hoàn thành tốt tất cả các kiểm tra yêu cầu. Ngày này có thể khác với ngày ghi trên chứng chỉ.
Chấp nhận một thợ hàn có hiệu lực trong thời gian hai năm với điều kiện là trong các khoảng thời gian 6 tháng người chủ / người điều phối ký vào chứng chỉ của thợ hàn và các điều kiện sau đây được đáp ứng:
a) Thợ hàn phải liên tục tham gia vào công việc hàn trong phạm vi đang được chấp nhận. Cho phép có sự gián đoạn trong thời gian không lớn hơn 6 tháng;
b) Công việc của thợ hàn nhìn chung phải phù hợp với các điều kiện kỹ thuật trong đó việc kiểm tra chấp nhận được thực hiện;
c) Không có chứng cứ nào thể hiện sự yếu kém về kỹ năng và sự hiểu biết của thợ hàn.
Nếu một trong các điều kiện trên không được đáp ứng, việc chấp nhận phải được hủy bỏ.
10.2. Sự gia hạn
Hiệu lực của chấp nhận trên chứng chỉ có thể được gia hạn thêm các khoảng thời gian hai năm đối với phạm vi chấp nhận ban đầu với điều kiện là từng điều kiện sau đây phù hợp với 10.1 được đáp ứng.
a) các mối hàn sản xuất do thợ hàn tiến hành đạt chất lượng yêu cầu;
b) các biên bản kiểm tra, ví dụ các tài liệu trong 6 tháng về kiểm tra tia x hoặc kiểm tra siêu âm hoặc các báo cáo kiểm tra phá hủy phải được lưu giữ trong hồ sơ với chứng chỉ chấp nhận thợ hàn.
Người kiểm tra hoặc cơ quan kiểm tra phải kiểm tra sự phù hợp với các điều kiện trên và ký gia hạn vào chứng chỉ kiểm tra chấp nhận thợ hàn.
11. Cấp chứng chỉ
Phải cấp chứng chỉ cho thợ hàn đã đỗ trong kỳ kiểm tra chấp nhận thợ hàn. Tất cả các điều kiện kiểm tra có liên quan phải được ghi trên chứng chỉ. Nếu thợ hàn thi hỏng bất kỳ một mục kiểm tra nào như đã mô tả thì không được cấp chứng chỉ.
Chứng chỉ phải được chính người kiểm tra hoặc cơ quan kiểm tra cấp và phải bao gồm tất cả các thông tin được cho trong phụ lục B. Mẫu kiến nghị của phụ lục B được kiến nghị dùng làm chứng chỉ kiểm tra chấp nhận thợ hàn.
Nếu dùng các mẫu chứng chỉ kiểm tra chấp nhận thợ hàn khác thì các mẫu đó phải bao gồm các thông tin đã nêu trong phụ lục B. Yêu cầu kỹ thuật của quy trình hàn của cơ sở chế tạo (WPS) giới thiệu trong phụ lục C cho các thông tin về vật liệu, tư thế hàn, quá trình và phạm vi chấp nhận .v.v... phù hợp với tiêu chuẩn này.
Chứng chỉ kiểm tra chấp nhận thợ hàn ngoài tiếng Việt nếu cần bằng một trong các thứ tiếng chính thức của ISO (Anh, Pháp và Nga).
Việc kiểm tra thực hành và hiểu biết công việc (xem phụ lục D) phải được chỉ định bằng “chấp nhận” hoặc “không kiểm tra”.
Việc thay đổi cơ bản đối với kiểm tra chấp nhận trong các phạm vi cho phép, cần có một kiểm tra mới và một chứng chỉ chấp nhận mới.
12. Ký hiệu
Ký hiệu của chứng chỉ thợ hàn phải bao gồm các mục sau theo trình tự đã cho (hệ thống được sắp xếp cho có thể sử dụng được máy tính).
- số hiệu của tiêu chuẩn này;
- các thông số cơ bản:
● các phương pháp hàn: xem 5.2 và ISO 4063;
● bán sản phẩm: tấm (P), ống (T), xem 5.3;
● kiểu mối nối: mối hàn giáp mép (BW), mối hàn góc (FW), xem 5.3;
● nhóm vật liệu: xem 5.4;
● kim loại bổ sung: xem 5.5;
● kích thước của chi tiết kiểm tra: chiều dày (t) và đường kính ống (D), xem 5.6;
● các tư thế hàn: xem 5.7, hình 1 và 2 và ISO 6947,
● chi tiết về các kiểu mối hàn: xem 6.3 và bảng 5, đối với các chữ viết tắt theo 4.4.
Ký hiệu dùng cho máy tính phải có dạng sau:
"xxx xxxxxx", "xxx", "x", "xx", "xxx", "xx", "xxx", "xxxx", "xxxxxx", "xx", "xx"
Ví dụ
"TCVN 6700-1:2000", "111", "P", "BW", "W11", "RB", "t10", "D200", "H-L045", "ss", "nb"
Tiếp theo là các ký hiệu khác về các chi tiết của kiểu mối hàn theo trình tự đã cho trong điều 4, được ngăn cách bởi", "Các ký hiệu đó không có sẵn trên máy tính".
Ví dụ ký hiệu 1
Chấp nhận thợ hàn TCVN ..... 111 P BW W11 B t09 PF ss nb
Giải thích
|
Phương pháp hàn: hàn hồ quang điện cực có vỏ bọc |
111 |
|
|
Tấm |
P |
|
|
Mối hàn giáp mép |
BW |
|
|
Nhóm vật liệu: thép austenít |
W11 |
|
|
Kim loại bổ sung: có thuốc bọc hệ bazơ |
B |
|
|
Kích thước chi tiết kiểm tra: chiều dày 9 mm |
t09 |
|
|
Tư thế hàn: mối hàn giáp mép các tấm: đứng hướng lên |
PF |
|
|
Các chi tiết về kiểu mối hàn: |
|
|
|
một phía |
ss |
|
|
không có đệm lót mặt sau mối hàn |
nb |
|
|
Ví dụ ký hiệu 2 |
|
|
|
Chấp nhận thợ hàn TCVN |
311 T BW W01 nm t02 D20 PA ss nb |
|
|
Giải thích |
|
|
|
Phương pháp hàn: hàn oxy-axetylen |
311 |
|
|
Ống |
T |
|
|
Mối hàn giáp mép |
BW |
|
|
Nhóm vật liệu: thép hợp kim cácbon thấp |
W01 |
|
|
Kim loại bổ sung: Không có kim loại bổ sung |
nm |
|
|
Kích thước chi tiết kiểm tra: |
|
|
|
chiều dày 2 mm |
t02 |
|
|
đường kính ống 120 mm |
D102 |
|
|
Tư thế hàn: mối hàn giáp mép các ống, ống quay, trục nằm ngang, bằng |
PA |
|
|
Các chi tiết về kiểu mối hàn: |
|
|
|
một phía |
ss |
|
|
không tạo rãnh mặt sau mối hàn |
nb |
|
Chú thích 3 - Để giải thích các ch
ữ viết tắt dùng trong các ví dụ về ký hiệu, xem điều 4.
PHỤ LỤC A
(quy định)
SO SÁNH NHÓM THÉP
Nhóm thép chấp nhận thợ hàn trong tiêu chuẩn này được so sánh với nhóm thép trong tiêu chuẩn quy trình hàn ISO 9956-3.
|
Chấp nhận thợ hàn |
Nhóm thép Phương pháp hàn phù hợp với ISO 9956-3 |
|
W01 |
1 |
|
W02 |
4, 5, 6 |
|
W03 |
2, 3,7 |
|
|
không bao gồm1) thép với hàm lượng niken |
|
|
5 < ni="" %="" ≤=""> |
|
W04 |
8 |
|
W011 |
9 |
|
1) Yêu cầu chấp nhận thợ hàn đặc biệt (xem 6.4) |
|
PHỤ LỤC B
(tham khảo)
CHỨNG CHỈ KIỂM TRA CHẤP NHẬN THỢ HÀN
Ký hiệu..........................................................................
|
Số của yêu cầu kỹ thuật của quy trình hàn của cơ sở sản xuất (nếu áp dụng) |
Số của người kiểm tra hoặc cơ quan kiểm tra |
|
Tên thợ hàn: |
|
|
Nhận dạng: |
|
|
Phương pháp nhận dạng: |
|
|
Ngày và nơi sinh: |
|
|
Người sử dụng lao động: |
|
|
Quy phạm / Tiêu chuẩn kiểm tra: |
|
|
Hiểu biết công việc: Chấp nhận / Không kiểm tra (xóa những nội dung không thích hợp) |
|
|
Các chi tiết về kiểm tra mối hàn |
Phạm vi chấp nhận |
|
Phương pháp hàn |
|
|
|
Tấm hoặc ống |
|
|
|
Kiểu mối nối |
|
|
|
Nhóm kim loại cơ bản |
|
|
|
Loại kim loại bổ sung / ký hiệu khí bảo vệ |
|
|
|
Vật liệu phụ |
|
|
|
Chiều dày chi tiết kiểm tra (mm) |
|
|
|
Đường kính ngoài của ống (mm) |
|
|
|
Tư thế hàn |
|
|
|
Tạo rãnh / đệm lót mặt sau mối hàn |
|
|
Các thông tin phụ thêm (bổ sung) trên tờ kèm theo và hoặc số yêu cầu kỹ thuật của quy trình hàn
|
Kiểu kiểm tra |
Được thực hiện và có thể chấp nhận |
Không yêu cầu |
Tên, ngày và chữ ký Người kiểm tra hoặc cơ quan kiểm tra Ngày phát Nơi phát Hiệu lực của chấp nhận tới |
|
|
Bằng mắt Chụp tia bức xạ Hạt từ/thẩm thấu Thô đại Phá hủy Uốn Kiểm tra bổ sung1) |
|
|
||
|
1) Kèm theo một tờ riêng nếu cần |
|
|||
Gia hạn chấp nhận bởi người kiểm tra hoặc cơ quan kiểm tra cho 2 năm sau (theo 10.2)
|
Ngày |
Chữ ký |
Chức vụ |
|
|
|
|
Gia hạn chấp nhận bởi người chủ/người điều phối cho 6 tháng sau (theo 10.2)
|
Ngày |
Chữ ký |
Chức vụ |
|
|
|
|
PHỤ LỤC C
(tham khảo)
YÊU CẦU KỸ THUẬT CỦA QUY TRÌNH HÀN CỦA CƠ SỞ SẢN XUẤT (WPS)
(xem ISO 9956-2 / sửa đổi 1)
|
Địa điểm |
Người kiểm tra hoặc cơ quan kiểm tra |
|
Số quy trình hàn của cơ sở sản xuất |
Phương pháp chuẩn bị và làm sạch |
|
Số WPAR |
Đặc tính kỹ thuật của kim loại cơ bản |
|
Cơ sở sản xuất |
|
|
Tên thợ hàn |
|
|
Phương pháp hàn |
Chiều dày vật liệu (mm) |
|
Kiểu mối nối |
Đường kính ngoài (mm) |
|
Chi tiết về chuẩn bị mối hàn (phác thảo) |
Tư thế hàn |
|
Kết cấu mối nối |
Trình tự hàn |
|
|
|
Các chi tiết về công việc hàn
|
Đường hàn |
Phương pháp |
Cỡ kim loại bổ sung |
Dòng điện hàn A |
Điện áp hồ quang V |
Loại dòng |
Tốc độ cấp dây |
Tốc độ hàn* |
Gia nhiệt* |
|
|
|
|
|
|
|
|
|
|
|
* Nếu cần thiết |
||||||||
|
Loại kim loại bổ sung và ký hiệu hàng hóa |
Các thông tin khác |
|
Sự nung khô hoặc sấy khô: |
ví dụ dao động (để tăng chiều rộng đường hàn (chiều rộng max) |
|
Khí/thuốc hàn |
Lắc: biên độ, tần số, thời gian dừng |
|
bảo vệ |
bề mặt (phun nhiệt) |
|
đệm lót mặt sau mối hàn |
chi tiết về sự hàn xung |
|
lưu lượng khí bảo vệ mặt sau mối hàn |
|
|
Kích thước loại điện cực volfam |
|
|
Chi tiết về tạo rãnh mặt sau mối hàn |
Khoảng cách giữa mỏ hàn và chi tiết |
|
|
Chi tiết về hàn plasma |
|
Nhiệt độ nung nóng sơ bộ: |
|
|
Nhiệt độ bổ sung giữa các đường hàn: |
Góc nghiêng mỏ hàn |
|
Xử lỷ nhiệt sau khi hàn và/hoặc hóa già |
|
|
Thời gian, nhiệt độ, phương pháp |
|
|
Tốc độ nung nóng và làm nguội |
|
|
Cơ sở sản
xuất |
Người kiểm tra hoặc cơ quan kiểm
tra |
PHỤ LỤC D
(tham khảo)
HIỂU BIẾT CÔNG VIỆC HÀN
D.1. Quy định chung
Nên kiểm tra hiểu biết công việc hàn nhưng việc kiểm tra này không bắt buộc. Nếu thực hiện việc kiểm tra này thì kết quả cần được ghi trên chứng chỉ thợ hàn.
Phụ lục này vạch ra những nét chung về hiểu biết công việc hàn mà thợ hàn cần có để tuân theo các quy trình hàn và đáp ứng được các yêu cầu về thực hành công việc hàn. Hiểu biết công việc hàn được giới thiệu trong phụ lục này chỉ là những kiến thức ở mức cơ bản nhất.
Do chương trình đào tạo khác nhau, nên ở đây chỉ tiêu chuẩn hóa những đối tượng hoặc hạng mục chung của hiểu biết công việc hàn. Các câu hỏi thực tế được dùng bao gồm các câu hỏi được nêu trong D.2 có liên quan tới kiểm tra chấp nhận thợ hàn.
Các kiểm tra thực tế về hiểu biết công việc hàn của thợ hàn có thể được đưa ra bằng các phương pháp sau hoặc liên hợp của các phương pháp này.
a) các kiểm tra viết (chọn theo kiểu rút thăm);
b) hỏi vấn đáp theo một bộ các câu hỏi viết;
c) kiểm tra máy tính;
d) kiểm tra sự thao diễn / quan sát nhận xét theo một bộ các chỉ tiêu viết.
Việc kiểm tra hiểu biết công việc hàn được giới hạn cho những vấn đề có liên quan đến quá trình hàn được dùng trong kiểm tra.
D.2. Yêu cầu
D.2.1. Thiết bị hàn
D.2.1.1. Hàn oxi-axetylen
a) Nhận biết chai khí;
b) Nhận biết và lắp ráp các chi tiết cần thiết;
c) Lựa chọn đúng vòi và mỏ hàn.
D.2.1.2. Hàn hồ quang
a) Nhận biết và lắp ráp các chi tiết và thiết bị cần thiết;
b) loại dòng điện hàn;
c) Nối đúng cáp hàn.
D.2.2. Phương pháp hàn
D.2.2.1. Hàn oxi-axetylen (311)
a) Áp suất khí;
b) Lựa chọn cỡ vòi;
c) Loại ngọn lửa hàn;
d) Hiệu quả của quá nhiệt.
D.2.2.2. Hàn hồ quang điện cực kim loại có thuốc bọc (111) (hàn hồ quang tay)
a) Bảo quản và sấy điện cực (que hàn);
b) Sự khác nhau của các loại điện cực (que hàn).
D.2.2.3. Hàn hồ quang trong môi trường khí bảo vệ (114, 131, 135, 136, 141, 15)
a) Loại và cỡ điện cực;
b) Nhận biết khí bảo vệ và lưu lượng (114);
c) Loại, cỡ và bảo quản vòi/đầu nối;
d) Lựa chọn và hạn chế phương pháp di chuyển giọt kim loại;
e) Bảo vệ hồ quang hàn khỏi gió lùa.
D.2.2.4. Hàn hồ quang dưới lớp thuốc (12)
a) Làm khô, cho thêm và phủ lại đúng chất thuốc hàn;
b) Hiệu chỉnh và chuyển dịch đầu hàn.
D.2.3. Kim loại cơ bản
a) Nhận biết vật liệu;
b) phương pháp và kiểm tra nung sơ bộ;
c) Kiểm tra nhiệt độ nung nóng giữa các đường hàn.
D.2.4. Vật liệu hàn
a) Nhận biết vật liệu hàn;
b) Tồn chứa, bảo quản và các điều kiện của vật liệu hàn;
c) Lựa chọn đúng cỡ kích;
d) Làm sạch que hàn và dây hàn;
e) Kiểm tra cuộn dây hàn;
f) Kiểm tra chất lượng và điều khiển lưu lượng khí.
D.2.5. An toàn và ngăn ngừa sự cố
D.2.5.1. Yêu cầu chung
a) Quy trình lắp ráp, mở và đóng an toàn;
b) Kiểm tra an toàn khói và khí hàn;
c) Bảo vệ con người;
d) Nguy hiểm cháy;
e) Hàn trong các không gian hạn hẹp;
f) Nhận thức về môi trường hàn.
D.2.5.2. Hàn oxi-axetylen
a) An toàn về tồn chứa, xếp dỡ và sử dụng an toàn khí nén;
b) Phát hiện sự rò rỉ ở ống dẫn khí và phụ tùng đường ống dẫn khí;
c) Quy trình cần phải làm trong trường hợp có ngọn lửa cháy ngược.
D.2.5.3. Phương pháp hàn hồ quang
a) Nguy hiểm do điện giật;
b) Bức xạ nhiệt của hồ quang;
c) Hiệu quả của hồ quang phun.
D.2.5.4. Hàn hồ quang trong khí bảo vệ
a) Tồn chứa, xếp dỡ và sử dụng an toàn khí nén;
b) Phát hiện rò rỉ ở ống dẫn khí và phụ tùng đường ống dẫn khí.
D.2.6. Quy trình hàn
Đánh giá các yêu cầu của quy trình hàn và ảnh hưởng của các thông số hàn.
D.2.7. Chuẩn bị mép hàn và thể hiện mối hàn
a) Phù hợp với sự chuẩn bị mối hàn theo yêu cầu kỹ thuật của quy trình (WPS);
b) Làm sạch bề mặt nóng chảy.
2.8. Khuyết tật
a) Nhận biết các khuyết tật;
b) Nguyên nhân;
c) Ngăn ngừa và tiến hành sửa chữa.
2.9. Chấp nhận thợ hàn
Thợ hàn phải nhận thức được phạm vi được chấp nhận.
1) Đang in.
1) Từ “ống” đứng riêng hoặc trong liên hiệp từ được dùng với nghĩa “ống” hoặc “đoạn rỗng”.