Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 7011-5:2007 (ISO 230 - 5 : 2000) về Quy tắc kiểm máy công cụ - Phần 5: Xác định tiếng ồn do máy phát ra
TIÊU CHUẨN QUỐC GIA
TCVN 7011-5:2007
QUI TẮC KIỂM MÁY CÔNG CỤ - PHẦN 5: XÁC ĐỊNH TIẾNG ỒN DO MÁY PHÁT RA
Test code for machine tools – Part 5: Determination of the noise emission
1. Phạm vi áp dụng
1.1. Qui định chung
Tiêu chuẩn này quy định các phương pháp kiểm độ ồn của các máy công cụ được lắp đặt cố định trên sàn nhà xưởng và các thiết bị phụ có liên quan trực tiếp đến sàn nhà xưởng. Mục đích của phép đo là xác định dữ liệu ồn phát ra từ máy công cụ.
Những dữ liệu nhận được có thể sử dụng cho mục đích công bố và kiểm tra tiếng ồn phát ra xung quanh máy công cụ, được xác định trong ISO 4871, và cũng để so sánh đặc tính các bộ phận khác nhau của các dạng máy công cụ hoặc thiết bị đã cho, trong điều kiện môi trường xác định và điều kiện vận hành và lắp đặt được tiêu chuẩn hóa.
Đối với tiêu chuẩn này, “thiết bị phụ” bao gồm bộ nguồn thủy lực, băng tải, máy tách sương mù dầu bôi trơn, bộ trao đổi nhiệt, máy lạnh v.v…Tiếng ồn phát ra từ thiết bị phụ chủ yếu được vận hành, nối với nhiều máy công cụ phải được xem xét như ồn nền.
Các chỉ dẫn chung đã cho về lắp đặt và vận hành máy khi kiểm và lựa chọn các vị trí của micrô với vị trí làm việc và vị trí xác định khác. Các chỉ dẫn cụ thể được xác định trong các tiêu chuẩn kiểm độ ồn của từng dạng máy công cụ riêng biệt.
Điều 11 xác định một phương pháp đo mức áp suất âm phát ra tại vị trí làm việc và tại các vị trí xác định khác trong vùng lân cận của máy công cụ. Phương pháp này nối tiếp phương pháp xác định trong ISO 11202 và ISO 11204.
Điều 12 xác định phương pháp đo mức áp suất âm trên bề mặt đo của máy và tính mức công suất âm gây ra do máy công cụ. Phương pháp này tiếp theo các phương pháp xác định trong ISO 3744 và ISO 3746.
Xác định mức công suất âm trên cơ sở phương pháp cường độ (ISO 9614 và ISO 9614 – 2) không áp dụng cho tiêu chuẩn này.
1.2. Các dạng ồn và nguồn ồn
Các phương pháp qui định trong tiêu chuẩn này phù hợp với toàn bộ các dạng ồn được phát ra từ máy công cụ.
Tiêu chuẩn này áp dụng cho máy công cụ với tất cả các loại và cỡ máy, bao gồm các thiết bị, bộ phận và các cụm lắp ráp.
CHÚ THÍCH: Phép đo trong tiêu chuẩn này không thực hiện được với các máy công cụ cỡ lớn.
1.3. Môi trường kiểm
Môi trường kiểm áp dụng cho phép đo trong tiêu chuẩn này thường là nơi có mái che (trong nhà), có một hoặc nhiều mặt phẳng phản xạ phù hợp với các yêu cầu xác định trong điều 11 và 12 tương ứng với 11.4.2 và 12.3.2.
1.4. Cấp chính xác
Các giá trị riêng của mức áp suất âm phát ra tại một vị trí cố định và của mức công suất âm được xác định theo tiêu chuẩn này có thể khác với giá trị thực bởi giá trị nằm trong phạm vi phép đo riêng của độ tin cậy. Độ tin cậy trong phép đo mức áp suất âm phát ra và xác định mức công suất âm phát sinh do nhiều yếu tố, kết hợp với điều kiện môi trường tại vị trí kiểm và các yếu tố khác với các kỹ thuật thực nghiệm làm ảnh hưởng đến kết quả đo. Tiêu chuẩn này áp dụng các phương pháp mức áp suất âm và mức áp suất phát ra có kết quả phù hợp với cấp chính xác 2 (phương pháp kỹ thuật) và cấp chính xác 3 (phương pháp khảo sát). Do độ chính xác 2 đòi hỏi cao hơn nên cấp 2 sẽ đạt được mỗi khi có thể. Thông tin riêng về phép đo không tin cậy cho trong Điều 7.
Mặc dù cấp chính xác 2 (kỹ thuật) được ưu tiên sử dụng, cấp chính xác 3 (khảo sát) có thể được chấp nhận để công bố độ ồn và các mục đích khác. Trong tiêu chuẩn này, chỉ có việc xác định cấp chính xác 3 được mô tả hoàn toàn. Đối với cấp chính xác 2 phải sử dụng ISO 3744 và ISO 11204.
2. Tài liệu viện dẫn
ISO 354:2003 Acoustics – Measurement of sound absorption in a reverberation room (Âm học, Phép đo sự hấp thụ âm thanh trong một phòng vang).
ISO 3744:1994, Acoustics – Determination of sound power levels of noise sources using sound pressure – Engineering method in an essentially free field over a reflecting plane (Âm học – Xác định mức công suất âm của nguồn ồn sử dụng áp suất âm – Phương pháp kỹ thuật trong phạm vi tự do trên một mặt phẳng phản xạ).
ISO 3746:1995, Acoustics – Determination of sound power levels of noise sources using sound pressure – Survey method using an enveloping messurement surface over a reflecting plane (Âm học – Xác định mức công suất âm của nguồn ổn sử dụng áp suất âm – Phương pháp khảo sát sử dụng phương pháp bao bề mặt trên mặt phẳng phản xạ).
ISO 4871:1996, Acoustics – Declaration and verification of noise emission values of machinery and equipment (Âm học – Công bố và kiểm tra các giá trị độ ồn của máy và thiết bị).
ISO 6926:1999, Acoustics – Requirement for the performance and calibration of reference sound sources used for the determination of sound power levels (Âm học – Các yêu cầu đối với đặc tính và hiệu chuẩn các nguồn âm chuẩn được sử dụng để xác định mức công suất âm).
ISO 7960:1995, Airborne noise emitted by machine tools – Operating conditions for woodworking machines (Tiếng ồn phát ra từ máy công cụ - Điều kiện vận hành cho máy gia công gỗ).
ISO 8500, Airborne noise emitted by machine tools – Operating conditions for mechanical pressesup to 2500 KN (Tiếng ồn phát ra từ máy công cụ - Điều kiện vận hành của máy ép cơ khí có lực ép đến 2500 kN).
ISO 8525, Airborne noise emitted by machine tools – Operating conditions for metal cutting machine tools. (Tiếng ồn phát ra từ máy công cụ - Điều kiện vận hành của máy cắt kim loại).
ISO 11200 Acoustics – Noise emitted by machine and equipment – Âm học. (Tiếng ồn phát ra từ máy và thiết bị - Hướng dẫn sử dụng tiêu chuẩn cơ bản để xác định mức áp suất âm tại vị trí làm việc và tại vị trí xác định khác).
ISO 11202:1995 Acoustics – Noise emitted by machinery and equipment – Measurement of emission sound pressure lelvels at a work station and at other specified positions – Survey method in situ. (Âm học – Tiếng ồn phát ra từ máy và thiết bị - Phép đo mức áp suất âm phát ra tại vị trí làm việc và tại vị trí xác định khác – Phương pháp khảo sát tại hiện trường).
ISO 11204:1995 Acoustics – Noise emitted by machinery and equipment – Measurement of emission sound pressure levels at a work station and at other specified positions – Method requiring environmental corrections (Âm học – Tiếng ồn phát ra từ máy và thiết bị - Phép đo mức áp suất âm phát ra tại vị trí làm việc và tại vị trí xác định khác – Phương pháp hiệu chỉnh môi trường).
IEC 60651:1979, Sound level meter, and Amendment 1:1993 (Đồng hồ đo âm thanh, và bản sửa đổi 1-1993).
IEC 60804:1985 Intergrating – averaging sound level meter, and Amendment 2:1993 (Đồng hồ đo mức âm thanh trung bình – hợp nhất, và bản sửa đổi 2 – 1993).
IEC 60942:1997, Electroacoustics – Sound calibrator (Điện âm học – Hiệu chuẩn âm thanh).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau.
CHÚ THÍCH 1 Trong các định nghĩa và toàn bộ công thức của tiêu chuẩn này sử dụng giá trị cơ sở (L’p, v.v) chỉ dẫn các giá trị được đo không có bất cứ sự hiệu chỉnh nào.
CHÚ THÍCH 2 Các định nghĩa chi tiết hơn có thể tham khảo trong các điều kiện kiểm độ ồn cho các kiểu máy công cụ và thiết bị liên quan riêng.
3.1. Âm thanh phát ra (emission)
Âm thanh tỏa vào không khí từ một nguồn ồn được định nghĩa hợp lý (máy công cụ đang kiểm) trong điều kiện lắp đặt và vận hành xác định.
CHÚ THÍCH Các kí hiệu về độ ồn phát ra có thể không đưa vào nhãn hoặc đặc tính kỹ thuật của sản phẩm. Các kí hiệu độ ồn cơ bản là mức công suất âm của bản thân nguồn và mức áp suất phát ra tại vị trí làm việc hoặc tại vị trí xác định khác trong vùng lân cận của nguồn.
3.2. Áp suất âm phát ra (emission
sound pressure), p
Áp suất âm, tại vị trí xác định gần nguồn ồn khi đang làm việc trong điều kiện
lắp đặt và vận hành xác định trên một bề mặt phẳng phản xạ (sàn), không tính
đến ảnh hưởng của ồn nền cũng như ảnh hưởng của phản xạ khác từ mặt phẳng hoặc
mặt phẳng cho phép với mục đích kiểm.
CHÚ THÍCH Áp suất âm được tính theo Pascal (Pa)
3.3. Mức áp suất âm phát ra (emission sound pressure level), Lp
Mức áp suất âm phát ra được xác định như sau
![]() (1)
(1)
Trong đó
p là mức áp suất âm được đo với thang thời gian và tần số cụ thể, lựa chọn từ IEC 60651.
p0 là áp suất âm chuẩn.
CHÚ THÍCH Mức áp suất âm được xác định tại vị trí đo và được tính bằng đêxiben. Áp suất âm chuẩn là 20 μPa.
3.3.1. Mức áp suất âm trung bình tính theo thời gian (time – averaged emission sound pressure level), LpeqT
Mức áp suất âm của âm thanh ổn định liên tục nằm trong khoảng thời gian T có cùng áp suất âm bình phương trung bình khi âm thanh đang được xem xét với thời gian khác nhau.
CHÚ THÍCH 1 Mức áp suất âm trung bình được tính theo đêxiben và bằng công thức sau.
 (2)
(2)
CHÚ THÍCH 2 LpeqT phải được đo với một dụng cụ theo yêu cầu của IEC 60804.
CHÚ THÍCH 3 Mức áp suất trung bình tính theo thời gian thang A được ký hiệu bằng LpA eqT, thường được viết tắt là LpA.
CHÚ THÍCH 4 Nói chung, chỉ số dưới dòng eq và T được bỏ qua khi mức áp suất âm cần thiết xác định trên một khoảng thời gian đo tin cậy.
CHÚ THÍCH 5 Công thức (2) chính là để nhận biết môi trường ồn “mức áp suất âm liên tục tương đương” được xác định trong ISO 1996-1 và ISO 1999. Tuy nhiên, lượng âm thanh được định nghĩa ở trên sử dụng đặc tính ồn do máy phát ra khi kiểm, và thừa nhận rằng do tiêu chuẩn và điều kiện vận hành cũng như môi trường âm thanh có điều khiển, được sử dụng cho phép đo.
3.3.2. Mức áp suất âm cao nhất thang C (C – weighted peak emission sound pressure level), LpC,peak
Giá trị cao nhất tức thời của mức áp suất âm thanh C được xác định theo chu kỳ vận hành.
CHÚ THÍCH Mức áp suất âm cao nhất được tính theo đêxiben.
3.3.3. Mức áp suất âm đơn (single – event emission sound pressure level), Lp,1s
Mức áp suất âm phát ra theo thời gian của một âm đơn tách rời trong khoảng thời gian T xác định đã được tiêu chuẩn hóa với T0 = 1s.
CHÚ THÍCH 1 Mức áp suất âm đơn xác định theo đêxiben và được tính theo công thức sau:
 (3)
(3)
CHÚ THÍCH 2 Công thức trên để nhận biết môi trường ổn “mức hiển thị âm thanh”. Tuy nhiên, lượng phát ra được định nghĩa ở trên được sử dụng với đặc tính của nguồn ồn và thừa nhận môi trường có điều khiển sử dụng cho phép đo.
3.4. Mức áp suất âm (sound pressure level), L’p
Là mức đo tại bất kỳ vị trí nào không có hiệu chỉnh (K1A, K1A, K1A) được chỉ dẫn là cơ sở.
3.5. Trường tự do trên mặt phẳng phản xạ (Free field over a reflecting plane)
Trường âm trong một mặt phẳng đồng nhất đẳng hướng trong không gian phía trên mặt phẳng cứng không xác định, trên đó đặt máy được kiểm.
3.6. Vị trí làm việc (work station)
Vị trí của người thao tác (operator’s position)
Vị trí trong vùng lân cận máy khi kiểm theo mục đích của người thao tác.
3.7. Người thao tác (operetor)
Người ở vị trí làm việc trong vùng lân cận của máy kiểm và thực hiện nhiệm vụ làm việc kết hợp với máy.
3.8. Vị trí xác định (specified position)
Vị trí được định nghĩa liên quan đến máy nhưng không hạn chế, kể cả vị trí của người thao tác.
CHÚ THÍCH 1 Vị trí có thể là một chỗ, một điểm cố định, hoặc kết hợp các điểm dọc theo quĩ đạo hoặc bề mặt đặt tại khoảng cách so với máy như được mô tả trong mã kiểm độ ồn phù hợp.
CHÚ THÍCH 2 Các vị trí được đặt trong vùng lân cận của vị trí làm việc hoặc vùng lân cận của máy, có thể nhận biết là “các vị trí ngoài”.
3.9. Giai đoạn vận hành (operational period)
Khoảng thời gian để máy kiểm hoàn thành một qui trình xác định (ví dụ đối với trung tâm gia công khi khoan hoặc doa hoặc thay dụng cụ).
3.10. Chu kỳ vận hành (operational cycle)
Trình tự xác định của một giai đoạn vận hành xảy ra khi máy kiểm thực hiện hoàn toàn chu kỳ làm việc.
CHÚ THÍCH Mỗi một giai đoạn vận hành được kết hợp với một qui trình xác định mà có thể chỉ xảy ra một lần hoặc có thể lặp lại, trong suốt chu kỳ vận hành (ví dụ một trung tâm gia công khoan hoặc doa hoặc thay dụng cụ).
3.11. Khoảng thời gian đo (measurement time interval)
Một hoặc nhiều phần của một giai đoạn vận hành hoặc chu kỳ vận hành có mức áp suất âm phát ra xác định hoặc lớn hơn mức áp suất âm lớn nhất được khảo sát.
3.12. Ghi nhận theo thời gian (time history)
Sự ghi nhận liên tục mức áp suất âm phát ra như một hoạt động của thời gian mà có thể diễn ra ở một hoặc nhiều giai đoạn vận hành của một chu kỳ thời gian.
3.13. Ồn nền (background noise)
Tiếng ồn do toàn bộ các nguồn khác với tiếng ồn của máy phát ra khi kiểm.
CHÚ THÍCH 1 Ồn nền được đo bằng mức áp suất âm thang A và được tính bằng đêxiben (dB).
CHÚ THÍCH 2 Ồn nền có thể bao gồm các tác động từ âm thanh xung quanh, sự rung động của kết cấu và tiếng ồn điện khi trang bị dụng cụ.
3.14. Hiệu chỉnh ồn nền (background noise correction)
Sự hiệu chỉnh đối với mức áp suất âm được yêu cầu khi hiệu ΔLA giữa mức áp suất âm thang A, L’pA với máy công cụ được thử khi vận hành và mức áp suất âm thang A của ồn nền tại một vị trí qui định thấp hơn giá trị được xác định (xem 11.4.2.1, 11.4.2.2, 12.3.2.1 và 12.3.2.2).
3.15. Hiệu chỉnh môi trường (evironmental correction), ΔL2
Sự hiệu chỉnh có tính đến ảnh hưởng của âm thanh được phản xạ hoặc âm hấp thụ trên mức áp suất âm bề mặt.
CHÚ THÍCH k2 là tần số phụ thuộc và được tính bằng đêxiben. Sự hiệu chỉnh trong trường hợp thang A, được ghi là ΔL2A.
3.16. Hiệu chỉnh môi trường cục bộ (local evironmental correction), KΔL3
Sự hiệu chỉnh có tính đến ảnh hưởng của âm phản xạ trên mức áp suất âm được phát ra tại vị trí xác định (vị trí làm việc) đối với máy kiểm.
Hệ số KΔL3 phụ thuộc cả tần số và vị trí và được tính theo đêxiben. Trong trường hợp với thang A, được ghi là K3A.
3.17. Hộp tham chiếu (reference box)
Bề mặt giả thiết là một hình chữ hộp chữ nhật nhỏ nhất bao quanh nguồn và định giới hạn của mặt phẳng phản chiếu hoặc các mặt phẳng phản chiếu
3.18. Bề mặt đo (measurement surface)
Bề mặt giả thiết của diện tích S bao quanh nguồn trên đó đặt các điểm đo.
CHÚ THÍCH Bề mặt đo giới hạn trên một hoặc nhiều mặt phẳng phản xạ nghĩa là mặt phẳng phản xạ không bao gồm trong diện tích của mặt phẳng đo.
3.19. Mức áp suất âm bề mặt
(surface sound presure level), ![]()
Được tính từ giá trị trung bình của mức áp suất âm trung bình theo thời gian tại tất cả các điểm đo trên bề mặt đo có sự hiệu chỉnh ồn nền và sử dụng hệ số hiệu chỉnh môi trường K2.
CHÚ THÍCH: Mức áp suất âm bề mặt được tính theo đêxiben.
3.20. Công suất âm (sound power), W
Lượng âm trên một đơn vị thời gian tại đó một năng lượng âm được tỏa ra từ một nguồn.
CHÚ THÍCH Công suất âm được tính theo watt (W).
3.21. Mức công suất âm (sound power level), Lw
Được tính bằng 10 lần của lôgarít cơ số 10 nhân với tỷ số giữa công suất âm được phát ra từ một nguồn âm khi kiểm và nguồn âm chuẩn.
CHÚ THÍCH 1 Mức công suất âm được tính theo đêxiben. Nguồn âm chuẩn là 1pW (10-12W).
CHÚ THÍCH 2 Thang tần số hoặc chiều rộng của dải tần số được sử dụng theo chỉ dẫn.
CHÚ THÍCH 3 Ví dụ mức công suất âm thang A là LWA.
3.22. Phạm vi tần số đo (frequency range of interest)
Đối với mục đích chung, phạm vi tần số đo bao gồm các dải ốc ta có tần số trung tâm từ 125 Hz đến 8000 Hz.
3.23. Khoảng cách đo (measurement distance), d
Khoảng cách từ bề mặt tham chiếu đến bề mặt đo dạng hộp.
CHÚ THÍCH Khoảng cách đo được tính theo mét.
4. Thiết bị đo
4.1. Qui định chung
Thiết bị đo bao gồm micro và dây cáp và tốt nhất là phù hợp với yêu cầu của dụng cụ kiểu 1 qui định trong IEC 60651 hoặc trong trường hợp đồng hồ đo mức âm thanh trung bình tích hợp dùng dụng cụ kiểu 1 được qui định trong IEC 60804.
Nếu không có dụng cụ trên có thể sử dụng kiểu 2, kết quả kiểm phù hợp với cấp chính xác 3 (phương pháp khảo sát).
4.2. Hiệu chuẩn
Trước và sau mỗi loạt phép đo phải hiệu chuẩn âm với độ chính xác ± 0,3 dB (cấp 1 được xác định trong IEC 60942) phải được ứng dụng với micrô để kiểm tra hiệu chuẩn toàn bộ hệ thống đo tại một hoặc nhiều tần số trên phạm vi tần số kiểm.
Phải kiểm tra một năm một lần sự phù hợp với yêu cầu của IEC 60942. Sự phù hợp của hệ thống dụng cụ với các yêu cầu của IEC 60651 phải được kiểm tra ít nhất hai năm một lần trong phòng thí nghiệm hiệu chuẩn về sự phù hợp tiêu chuẩn đo (hoặc trong trường hợp hệ thống trung bình tích hợp theo yêu cầu của IEC 60804).
Ngày kiểm tra cuối cùng của việc hợp chuẩn với tiêu chuẩn IEC phải được ghi lại.
4.3. Các điều kiện môi trường bất lợi
Các điều kiện môi trường bất lợi tác động đến micrô được dùng để đo (ví dụ điện mạnh hoặc từ trường, gió, tác động của không khí thải từ máy khi kiểm, nhiệt độ cao hoặc thấp) phải được tránh bằng lựa chọn tính chất hoặc vị trí của micrô. Các chỉ dẫn của người chế tạo dụng cụ đo liên quan đến điều kiện môi trường bất lợi phải được ghi theo sau điều kiện môi trường.
5. Lắp đặt và vận hành máy khi kiểm
5.1. Yêu cầu chung
Các phương pháp lắp đặt và vận hành khi kiểm ảnh hưởng đáng kể đến tiếng ồn phát ra. Mục này xác định điều kiện biến đổi nhỏ nhất về sự phát ra tiếng ồn do các điều kiện lắp đặt và vận hành máy khi kiểm. Các chỉ dẫn liên quan đến tiêu chuẩn thử độ ồn của các dạng máy công cụ riêng biệt cần cho máy kiểm phải được ghi rõ. Các máy kiểm có cùng điều kiện vận hành và lắp đặt phải xác định mức áp suất âm phát ra, mức công suất âm và cho mục đích công bố
Các tiêu chuẩn kiểm độ ồn liên quan đến tiêu chuẩn này là:
- ISO 7960 đối với máy gia công gỗ;
- ISO 8500 đối với máy dập tạo hình kim loại;
- ISO 8525 đối với máy cắt kim loại.
5.2. Vị trí của máy
Tại bất kỳ vị trí nào có thể, máy khi kiểm phải được lắp đặt đối với mặt phẳng phản xạ như khi lắp đặt để sử dụng ở trạng thái thông thường. Trong phân xưởng lắp ráp của nhà chế tạo, cho phép i các máy ép công suất lớn, máy doa cỡ lớn, máy ép cỡ lớn, v.v…được lắp ráp ở vị trí rộng hoặc toàn bộ sàn, khi có chiều cao khác nhau so với mặt phẳng phản xạ thì phải so sánh với phần lắp đặt sau cùng trong phân xưởng làm việc của người sử dụng.
Nếu vị trí máy nằm trong môi trường kiểm được lựa chọn, thì phải có không gian đủ để cho bề mặt đo của máy kiểm phù hợp với yêu cầu 12.2.1.
5.3. Lắp đặt máy
Trong nhiều trường hợp, tiếng ồn phát ra từ máy được kiểm phụ thuộc vào giá đỡ và các điều kiện lắp máy. Khi có điều kiện lắp ráp điển hình máy công cụ thì điều kiện này phải được sử dụng hoặc được mô phỏng, nếu có thể thực hiện được.
Nếu không có điều kiện lắp ráp điển hình hoặc không thể sử dụng điều kiện này thì phải tránh sự thay đổi âm thanh phát ra từ máy do hệ thống lắp ráp được sử dụng để kiểm. Các bước phải được tiến hành để giảm bất kỳ âm thanh nào phát ra từ kết cấu của máy đã được lắp đặt.
5.4. Thiết bị phụ
Phải bảo đảm sao cho ống dẫn điện, đường ống hoặc ống dẫn không khí nối với máy khi kiểm không phát ra năng lượng âm thanh đáng kể vào môi trường kiểm.
Thiết bị phụ được cung cấp cùng với máy phải bao gồm hộp tham chiếu và các điều kiện vận hành được mô tả trong báo cáo kiểm.
Khi các thiết bị phụ cần thiết cho việc vận hành máy khi kiểm không được trang bị theo máy thì thiết bị phụ phải đặt bên ngoài môi trường kiểm.
5.5. Vận hành máy trong khi kiểm
Khi đo tiếng ồn, phải sử dụng điều kiện vận hành được qui định trong tiêu chuẩn kiểm độ ồn phù hợp, nếu là dạng máy công cụ đặc biệt thì điều kiện vận hành phụ thuộc vào máy được kiểm. Nếu không có các tiêu chuẩn kiểm độ ồn riêng biệt thì máy kiểm phải được vận hành, theo cách sử dụng thông thường. Trong trường hợp như vậy, phải lựa chọn một hoặc một vài điều kiện vận hành sau:
a) máy ở điều kiện vận hành có chu kỳ làm việc đặt biệt (ví dụ máy công cụ có công dụng riêng, máy di động);
b) máy ở điều kiện vận hành qui định (có tải, chu kỳ chạy không hoặc chu kỳ đặc biệt)
Tiếng ồn của máy công cụ phát ra có thể được xác định với bất kỳ yêu cầu nào của điều kiện vận hành (nhiệt độ tải trọng, tốc độ trục chính, v.v…) các điều kiện kiểm này phải được lựa chọn trước và phải giữ không đổi trong khi kiểm. Máy trong khi kiểm phải theo các điều kiện thao tác được yêu cầu trước khi tiến hành đo độ ồn.
Nếu tiếng ồn phát ra phụ thuộc vào thông số vận hành thứ hai như vật liệu chế tạo hoặc dạng dụng cụ được sử dụng, các thông số này phải được qui định trong các tiêu chuẩn kiểm độ ồn đối với dạng máy công cụ riêng nếu có, nếu không có tiêu chuẩn, phải lựa chọn các thông số sao cho có thể thực hiện được với vận hành điển hình có mức biến đổi nhỏ nhất.
Với mục đích riêng, để xác định một hoặc nhiều điều kiện vận hành theo cách là tiếng ồn phát ra từ máy công cụ của cùng dạng có thể lặp lại ở mức độ cao và điều kiện vận hành thông dụng này dùng cho các máy công cụ thông dụng hoặc đặc trưng. Các điều kiện vận hành này phải được cung cấp trong các tiêu chuẩn kiểm độ ồn riêng biệt, nếu có.
Các điều kiện vận hành, liên quan đến việc sử dụng các phanh từ, phanh thủy lực, phanh điện không được qui định trong tiêu chuẩn này.
Các điều kiện vận hành máy công cụ khi kiểm độ ồn phải được mô tả đầy đủ trong báo cáo kiểm.
6. Quá trình đo
Đọc mức áp suất âm thang A và mức áp suất âm lớn nhất thang C tại mỗi vị trí của micrô như chỉ dẫn trong 11.2 và 12.2.2 Mức áp suất âm phải được quan sát trên chu trình vận hành điển hình của vận hành máy.
Xác định các giá trị như sau:
a) mức áp suất âm thang A L’pA khi vận hành máy kiểm;
b) mức áp suất âm thang A L’’pA được tạo bởi ồn nền;
c) mức áp suất âm lớn nhất thang C. LpCpeak tại vị trí xác định trong 11.2 (chỉ đối với yêu cầu của mục 1).
Chu trình tiến hành không được thấp hơn 30s, trừ khi có các qui định khác trong tiêu chuẩn kiểm độ ồn đối với các loại máy công cụ hoặc thiết bị đặc biệt.
Khi cần thiết đo âm thanh riêng biệt (ví dụ, công suất ép) thì xác định mức công suất âm, Lp1s.
Đối với tiếng ồn biến đổi theo thời gian, phải xác định cẩn thận chu trình tiến hành, để đạt được giá trị trung bình theo thời gian ổn định, theo mục đích của phép đo. Đối với một máy có cách vận hành với mức ồn khác nhau thì lựa chọn chu trình đo phù hợp với mỗi cách và phải qui định điều này trong báo cáo kiểm.
7. Phép đo tin cậy
Phép đo tin cậy (K) phụ thuộc vào sai lệch tiêu chuẩn của khả năng tái tạo (xem Phụ lục A của ISO 4871:1996). Để xác định mức công suất âm theo đúng với ISO 3744 và ISO 3746 và mức áp suất âm tại vị trí làm việc phù hợp với ISO 11200, giá trị lớn nhất của sai lệch tiêu chuẩn của khả năng tái tạo đã cho (loại trừ điều kiện vận hành khác nhau) đối với phương pháp kỹ thuật (cấp 2) và phương pháp khảo sát (cấp 3). Tuy nhiên, sai lệch tiêu chuẩn của lặp lại phải nhỏ hơn và khác nhiều so với nhiều dạng khác nhau của máy công cụ và thiết bị được áp dụng theo tiêu chuẩn này.
Thông tin về sai lệch tiêu chuẩn lặp lại và phép đo tin cậy (K) đối với các dạng máy công cụ cụ thể phải được qui định trong tiêu chuẩn kiểm độ ồn phù hợp riêng.
Các phương pháp mô tả trong điều 11 và điều 12 ứng với cấp 2 (kỹ thuật) và cấp 3 (khảo sát) phụ thuộc vào độ chính xác, ví dụ, các điều kiện môi trường, ồn nền, vị trí của micrô trên bề mặt đo. Nếu không có các tiêu chuẩn kiểm riêng, yêu cầu của phép đo tin cậy (K) được cho trong 10.2.
8. Thông tin được ghi
8.1. Dữ liệu kiểm
a) địa điểm và ngày tiến hành phép đo, và
b) người chịu trách nhiệm kiểm.
8.2. Máy được kiểm
Mô tả máy gồm
- kiểu máy;
- dữ liệu kỹ thuật;
- kích thước;
- nhà chế tạo;
- số loạt máy; và
- năm chế tạo.
8.3. Các điều kiện thử
a) mô tả điều kiện vận hành chính xác, chu trình và giai đoạn vận hành, nếu có liên quan;
b) điều kiện lắp đặt;
c) vị trí của máy trong môi trường kiểm;
d) nếu máy đang kiểm có nhiều nguồn ồn thì mô tả nguồn vận hành khi đo.
8.4. Môi trường âm thanh
Nếu việc kiểm được tiến hành trong nhà:
a) mô tả cách xử lý cơ lý tường, trần nhà và sàn;
b) chỉ dẫn tóm tắt vị trí của máy kiểm và thể tích phòng;
c) chất lượng độ vang âm thanh của phòng theo 1.1.4.3 và nếu phù hợp, theo 1.2.3.3.
8.5. Dụng cụ
a) thiết bị sử dụng để đo, bao gồm tên, kiểu, số loạt và nhà chế tạo;
b) phương pháp sử dụng để kiểm tra, hiệu chuẩn hệ thống đo; ngày, địa điểm và kết quả hiệu chuẩn;
c) đặc tính của kính chắn gió (nếu có).
8.6. Dữ liệu ồn
8.6.1. Đối với phép đo mức áp suất âm;
a) toàn bộ dữ liệu mức áp suất âm được đo;
b) vị trí của micrô;
c) mức áp suất âm thang A tại vị trí xác định và khi được yêu cầu, cùng giá trị với thang tần số khác hoặc dải tần số khác;
d) mức áp suất âm lớn nhất thang C tại vị trí xác định và khi được yêu cầu, đặc tính ồn tại vị trí làm việc với thời gian khác;
e) mức ồn nền thang A tại mỗi vị trí xác định và nếu được yêu cầu, mức ồn nền trong dải tần số;
f) hệ số hiệu chỉnh môi trường cục bộ thang A, K3A, tại mỗi vị trí xác định.
8.6.2. Đối với việc xác định công suất âm:
a) mức công suất âm thang A;
b) kích thước dài và diện tích S của bề mặt đo;
c) khoảng cách đo và vị trí đặt micrô;
d) hệ số hiệu chỉnh môi trường K2A và phương pháp xác định theo một trong các qui trình của điều 12.3.3;
e) mức áp suất âm thang A L’pA tại mỗi vị trí đo;
f) mức áp suất bề mặt thang A ![]() ;
;
9. Thông tin được ghi trong báo cáo kiểm
Chỉ ghi các dữ liệu (xem Điều 7) được yêu cầu đối với mục đích của phép đo và đưa vào báo cáo. Nếu điều kiện kiểm độ ồn đã tiêu chuẩn hóa cho máy công cụ hoặc thiết bị kiểm thì các điều kiện này sẽ được ghi vào trong báo cáo.
Trong báo cáo phải ghi rõ dù trong bất kỳ trường hợp nào mức công suất âm tại vị trí xác định và mức công suất âm nhận được phải hoàn toàn phù hợp với yêu cầu của tiêu chuẩn này.
Bản báo cáo phải ghi rõ ngày đo mức áp suất âm và tên người chịu trách nhiệm của việc kiểm.
Mức áp suất âm tại vị trí xác định phải được làm tròn đến số đêxiben gần nhất (ví dụ, đối với cấp 2, độ chính xác đến 0,5 dB gần nhất).
Mức áp suất âm thang A của máy được kiểm phải được làm tròn đến số đêxiben gần nhất (ví dụ, đối với cấp 2, độ chính xác đến 0,5 dB gần nhất).
Phải ghi hệ số hiệu chỉnh môi trường K2A và hệ số hiệu chỉnh môi trường cục bộ K3A.
Trong tiêu chuẩn này gồm hai cấp chính xác có thể thực hiện được nên trong kết quả kiểm phải luôn ghi rõ ràng cấp chính xác đạt được (kỹ thuật hoặc khảo sát).
10. Công bố và thẩm tra giá trị ồn phát ra
10.1. Yêu cầu chung
Công bố về độ ồn phát ra từ máy công cụ hoặc thiết bị, trong tài liệu kỹ thuật và hướng dẫn sử dụng là trách nhiệm của nhà chế tạo.
10.2. Sự công bố
Đối với việc công bố các giá trị âm thanh của máy công cụ và thiết bị được đo trong tiêu chuẩn này thì các giá trị âm được công bố với hai con số cung cấp cho người đọc thông tin cả về giá trị đo được và giá trị liên quan đến hệ số tin cậy K (xem Điều 5 của ISO 4871:1996).
Để áp dụng tiêu chuẩn này, các giá trị K được sử dụng cho máy công cụ: 2,5 dB (cấp 2), 4 dB (cấp 3) dùng cả với mức áp suất âm và mức công suất âm.
Một ví dụ về sự công bố tiếng ồn được cho trong phụ lục E.
Các hướng dẫn về việc công bố độ ồn cho trong A.2.2 của ISO 4871:1996 phải theo sau:
a) mức áp suất âm thang A tại vị trí làm việc;
b) mức công suất âm thang A, nếu yêu cầu;
c) mức công suất âm lớn nhất thang C tại vị trí làm việc, nếu được yêu cầu.
CHÚ THÍCH lượng âm phát ra bổ sung thêm cũng có thể cho vào công bố.
Các giá trị âm thanh được công bố phải được làm tròn đến số đêxiben gần nhất.
10.3. Thẩm tra
Qui trình thẩm tra cho trong 6.2 của ISO 4871:1996 phải theo qui định dưới đây. Tiêu chuẩn thẩm định phải phù hợp với các giá trị được đo.
L1 ≤ (L + K)
Trong đó,
L1 là giá trị được đo để thẩm tra;
L là bất kỳ một trong 3 giá trị qui định trong 10.2.
Sự thẩm tra phải được hướng dẫn để sử dụng cùng một điều kiện lắp ráp, lắp đặt và vận hành như điều kiện để xác định các giá trị độ ồn phát ra ban đầu.
11. Xác định mức áp suất âm tại vị trí làm việc và tại các vị trí khác
11.1. Yêu cầu chung
Phần này quy định phương pháp đo mức áp suất âm phát ra từ máy công cụ và các thiết bị phụ có liên quan tại vị trí làm việc và tại các vị trí lân cận khác được xác định.
Phần này cho các yêu cầu về môi trường kiểm và sự hiệu chỉnh môi trường cục bộ (xem 11.4.3) dẫn đến kết quả có thể có cấp chính xác 2 (phương pháp kỹ thuật) hoặc cấp chính xác, 3 (phương pháp khảo sát).
Mức áp suất âm được đo với thang A, thang C và nếu được yêu cầu theo dải tần số.
CHÚ THÍCH 1 Các nội dung liên quan đến mục này được tóm tắt trong Bảng 1 của ISO 11200:1995.
Trạm làm việc là vị trí riêng để sử dụng của người thao tác. Vị trí này có thể được đặt trong không gian mở trong một phòng có nguồn hoặc trong buồng cố định với nguồn hoặc trong một nơi có hàng rào bao quanh tách biệt với nguồn. Một hoặc nhiều vị trí có thể được đặt trong vị trí lân cận của máy làm việc hoặc máy không làm việc. Vị trí như vậy đôi khi liên quan đến vị trí của người đứng ngoài.
CHÚ THÍCH 2 Tại bất kỳ một vị trí nào liên quan đến một máy riêng biệt và đối với điều kiện lắp ráp và vận hành đã cho thì mức áp suất âm được xác định bằng phương pháp trong tiêu chuẩn này, nhìn chung sẽ thấp hơn mức áp suất âm được đo trực tiếp trong phòng làm việc đặc trưng. Điều này do sự phản xạ và sự ảnh hưởng của các máy khác. Đối với thông tin cụ thể xem ISO 11690-3.
11.2. Vị trí của micrô
Người thao tác, nếu có mặt, không được mặc quần áo có tính hấp thụ âm thanh không bình thường hoặc bất kỳ mũ hoặc khăn quàng cổ (khác với mũ sắt bảo hộ được yêu cầu vì lý do an toàn hoặc một nắp sắt hoặc khung để đỡ micrô) ảnh hưởng đến việc đo âm thanh.
Nếu người thao tác có mặt, micrô phải được đặt cách 0,2 m ± 0,02 so với mặt của mặt phẳng giữa của đầu người thao tác trên đường kẻ với mắt, đường tâm của nó song song với tầm nhìn của người thao tác và trên mặt đó quan sát giá trị cao của mức áp suất âm thang A, LpA. Ngoài các yêu cầu được qui định trong các tiêu chuẩn máy công cụ riêng thì vị trí của người thao tác phải theo như mô tả trong 11.2.2 đến 11.2.5.
11.2.2. Vị trí của micrô đối với chỗ ngồi của người thao tác
Nếu người thao tác không có mặt và nếu chỗ ngồi được gắn với máy đang kiểm thì micrô phải được đặt 0,8 m ± 0,05 m trên giữa mặt phẳng ngồi, trừ khi có tiêu chuẩn kiểm độ ồn riêng qui định khác.
Nếu người thao tác không có mặt, và nếu chỗ ngồi được gắn chặt vào máy đang kiểm, vị trí của micrô phải được mô tả trong tiêu chuẩn kiểm độ ồn với các dạng máy công cụ hoặc thiết bị riêng. Nếu không có các tiêu chuẩn kiểm thì vị trí của micrô phải được mô tả trong báo cáo kiểm.
Nếu người thao tác có mặt, thì cho phép điều chỉnh chỗ ngồi của người thao tác để việc điều khiển thuận lợi. Khoảng cách từ mặt phẳng ngồi đến đỉnh đầu người thao tác lấy bằng 0,91 m ± 0,05 m
11.2.3. Vị trí của micrô khi người thao tác đứng một chỗ
Nếu người thao tác có mặt, áp dụng các yêu cầu của 11.2.1. Nếu phép đo được tiến hành khi người thao tác hoặc người đứng ngoài không có mặt hoặc nếu không có vị trí khác được xác định trong tiêu chuẩn kiểm độ ồn phù hợp thì vị trí micrô được xác định liên quan đến điểm tham chiếu trên mặt phẳng nền mà người thao tác thường đứng. Điểm tham chiếu này nằm trên sàn ngay dưới tâm đầu người thao tác. Micrô phải đặt thẳng ngay trên điểm tham chiếu với một khoảng cách xác định trong phạm vi 1,55 m ± 0,075 m. Chiều cao xác định thường được qui định trong các tiêu chuẩn kiểm độ ồn tương ứng, nếu có.
11.2.4. Vị trí của micrô đối với người thao tác di chuyển dọc theo đường đi xác định
Trong tình huống khi người thao tác di chuyển dọc theo một đường đi xác định trong vùng lân cận của máy được kiểm, phải sử dụng đủ số lượng vị trí của micrô hoặc dịch chuyển micrô để xác định mức áp suất âm dọc theo đường đi xác định. Điều này phải tiến hành bằng sự tích hợp liên tục dọc theo chiều dài của đường đi hoặc lấy đủ số lượng của phép đo tại các vị trí riêng biệt và khoảng thời gian được xác định và rồi áp dụng công thức sau:
![]() (4)
(4)
Trong đó
T là tổng khoảng thời gian đo;
![]()
Ti khoảng thời gian mỗi một lần đo;
N là tổng số lượng khoảng thời gian đo;
LpA,T(i) Mức áp suất âm thang A trên khoảng thời gian đo Ti.
Đường tham chiếu phải được xác định như là một đường trên sàn ngay dưới tầm đầu người thao tác đối với một đường đi xác định điển hình. Nếu không có chiều cao khác được qui định đối với sự dịch chuyển của người thao tác trong tiêu chuẩn kiểm độ ồn phù hợp thì vị trí của micrô phải được đặt ngay trên đường tham chiếu một chiều cao xác định trong phạm vi 1,55 m ± 0,075 m.
Vị trí micrô phải được xác định lại toàn bộ các vị trí cố định của người thao tác và đường đi được xác định phải được cho trong tiêu chuẩn kiểm độ ồn đối với với các dạng máy công cụ hoặc thiết bị riêng tùy thuộc vào máy được kiểm.
Khi không có các vị trí xác định như vậy thì phải xác định ít nhất 4 vị trí của micrô đối với mẫu tương ứng của phạm vi âm dọc theo đường đi xác định.
11.2.5. Vị trí micrô đối với người đứng xem và đối với các máy không có người thao tác.
Nếu vị trí của người thao tác không được nhận biết, một trạm làm việc “qui ước” (ví dụ dùng để bảo dưỡng, làm việc hoặc sửa chữa) hoặc một trong nhiều vị trí của người đứng ngoài phải được định nghĩa trong các tiêu chuẩn kiểm độ ồn riêng.
Như vậy, nếu không có tiêu chuẩn kiểm riêng, phép đo phải được tiến hành ít nhất ở 4 vị trí của micrô và được đặt cách mỗi mặt của hình hộp tham chiếu được định nghĩa trong 3.17 tại chiều cao 1,55 m ± 0,075 m trên mặt phẳng nền. Giá trị của mức áp suất âm cao nhất phải được ghi lại như mức áp suất âm của máy đang kiểm. Các giá trị đo được trên các vị trí này, phải được ghi lại.
11.3. Đại lượng được đo
Đại lượng cơ bản được đo tại mỗi vị trí xác định trên một giai đoạn vận hành hoặc chu trình vận hành xác định của máy công cụ được kiểm là L’pA, L’’pA, L’pCpeak được xác định trong điều 6 a), b) và c).
11.4. Đại lượng được xác định
11.4.1. Yêu cầu chung
Để đạt được mức áp suất tại vị trí xác định, phải áp dụng cả hai hiệu chỉnh ồn nền và hiệu chỉnh môi trường cục bộ K3 để đo mức áp suất âm trừ mức áp suất âm lớn nhất không cho phép LpCpeak không cho phép hiệu chỉnh.
11.4.2 Mức công suất âm
11.4.2.1. Nếu, tại vị trí xác định, hiệu ΔLA giữa mức áp suất âm thang A L’pA với máy công cụ đang kiểm trong trạng thái vận hành và mức áp suất âm thang A L’’pA của ồn nền vượt quá 10 dB (15dB đối với cấp chính xác 2) thì mức áp suất âm tại vị trí xác định được tính bằng:
LpA = L’pA – K3A dB (5)
11.4.2.2. Nếu, tại vị trí xác định, ΔLA giữa 3dB và 10dB (15 dB cho cấp chính xác 2) thì mức áp suất âm trong vị trí xác định là:
![]() dB (6)
dB (6)
Sự hiệu chỉnh này đối với ồn nền phải được áp dụng cho mỗi một vị trí mà ΔLA nằm giữa 3dB và 10dB (15 dB cho cấp chính xác 2).
Nếu ΔLA lớn hơn 6dB thì kết quả phù hợp với cấp chính xác 2 còn các giá trị khác phù hợp với cấp chính xác 3.
11.4.2.3. Nếu ΔLA < 3db="" thì="" phép="" đo="" không="" có="" giá="" trị="" theo="" điều="">
11.4.3. Hiệu chỉnh môi trường cục bộ
Phần này mô tả qui trình để xác định cường độ hiệu chỉnh môi trường cục bộ K3A, để tính toán ảnh hưởng của phản xạ âm đến mức áp suất âm tại vị trí xác định.
Điều kiện có trước cho mục này là hiệu chỉnh môi trường K2A (xem 12.3.3) không được lớn hơn 7bB.
Nếu sử dụng phương pháp kỹ thuật (cấp 2) thì các yêu cầu của ISO 11204 được phép dùng để xác định K3A.
Mặt khác, một phương pháp dưới đây chủ yếu là cấp chính xác 3 (phương pháp khảo sát) thường đánh giá thấp giá trị K3A. Hiệu chỉnh môi trường cục bộ K3A được dùng để đo dữ liệu, không được lớn hơn 2,5 dB.
Nếu giá trị K3A tính toán lớn hơn 2,5 dB thì 2,5 dB được sử dụng như hiệu chỉnh môi trường cục bộ ước tính.
Do mức áp suất âm nhận được bởi phương pháp này sẽ cao hơn mức áp suất âm nhận bởi phương pháp kỹ thuật (cấp 2).
CHÚ THÍCH Nếu lớn hơn giá trị giới hạn 2,5 dB thì độ chính xác của kết quả bị giảm. Tuy nhiên kết quả có thể được ghi lại và giúp ích để xác định đường bao cao hơn với mức áp suất âm tại vị trí xác định.
Theo phương pháp này, giá trị hiệu chỉnh môi trường cục bộ K3A dùng cho vị trí xác định được tính theo công thức sau:
![]() dB (7)
dB (7)
Trong đó,
a là khoảng cách từ điểm xác định đến nguồn âm chính gần nhất của máy đang kiểm.
A là diện tích hấp thụ âm tương đương của phòng ở 1kHz, trên một m2.
Trong trường hợp nguồn âm chính không được xác định tốt, a phải được chọn với khoảng cách từ điểm xác định đến bộ phận gần nhất của máy đang kiểm. Trong trường hợp này, người thao tác dịch chuyển dọc theo đường đi, a phải được lựa chọn với khoảng cách ngắn nhất giữa bất kỳ phần nào của đường đi và máy đang kiểm.
CHÚ THÍCH 2 Nếu phù hợp, tiêu chuẩn kiểm độ ồn riêng, cho hướng dẫn để xác định các giá trị a.
12. Phương pháp xác định mức áp suất âm phát ra từ máy công cụ
12.1. Giới thiệu
Tiêu chuẩn này qui định phương pháp đo mức áp suất âm trên bề mặt đo bao máy công cụ hoặc thiết bị liên quan để tính toán mức công suất âm được tạo bởi nguồn ồn. Phần này cho các yêu cầu với môi trường kiểm cũng như kỹ thuật để đạt mức áp suất âm bề mặt từ mức công suất âm của máy công cụ được tính toán, chỉ dẫn kết quả có thể đạt được cấp chính xác 2 (phương pháp kỹ thuật) hoặc cấp chính xác 3 (phương pháp khảo sát).
CHÚ THÍCH Nội dung của phần này được tóm tắt trong Bảng 1 của ISO 3744; 1994 và ISO 3746:1995.
12.2. Bề mặt đo và các vị trí của micrô
12.2.1. Lựa chọn bề mặt đo
Để dễ dàng định vị các vị trí của micrô trên bề mặt đo, phải xác định một hình hộp tham chiếu giả thuyết (xem 3.17). Khi xác định kích thước của các hình hộp tham chiếu này, các phần tử nhô ra khỏi nguồn không tính vào sự lan truyền âm thanh. Những phần tử nhô này phải được nhận biết trong tiêu chuẩn kiểm độ ồn riêng đối với các dạng khác nhau của máy công cụ.
Vị trí của máy công cụ khi kiểm, bề mặt đo và vị trí của micrô được xác định bởi hệ thống tọa độ với trục nằm ngang x và y trong mặt phẳng nền song song với chiều dài và chiều rộng của hộp tham chiếu.
Với tiêu chuẩn này chỉ sử dụng dạng mặt phẳng đo là hình hộp chữ nhật có diện tích S, các cạnh của hình hộp này song song với các cạnh của hình hộp tham chiếu và cách hình hộp này một khoảng cách đo d.
Giá trị d nên lấy bằng 1m, trường hợp đặc biệt cho phép giảm xuống 0,5 m. Các giá trị d khác không được sử dụng trong tiêu chuẩn này.
Đặc biệt với máy công cụ cỡ lớn, các tiêu chuẩn kiểm độ ồn riêng áp dụng cho các thành phần, bộ phận, thiết bị phụ, nguồn công suất v.v…phụ thuộc vào máy đang kiểm và bao gồm cả hình hộp tham chiếu.
Đối với máy công cụ có kích thước lớn hơn kích thước trong phụ lục A thì các tiêu chuẩn riêng về điều kiện vận hành phải qui định phương pháp xác định bề mặt đo.
Các tiêu chuẩn kiểm độ ồn của các dạng máy đặc biệt phải cho các thông tin chi tiết về các bề mặt đặc thù và cách sắp xếp bố trí micrô được lựa chọn vì sử dụng các vị trí micrô khác nhau dẫn đến sự đánh giá khác nhau về mức công suất âm của máy công cụ (12.2.2.4).
Cấu trúc của hình hộp tham chiếu, ba kích thước của mặt phẳng đo cũng như là khoảng cách đo phải được mô tả trong báo cáo điểm.
12.2.2. Các vị trí của micrô
Các vị trí của micrô nằm trên bề mặt đo phải được đặt như qui định dưới đây.
Cấp chính xác cũng phụ thuộc vào số lượng vị trí của micrô (đối với cấp chính xác 2 xem ISO 3744 và cấp chính xác 3 xem ISO 3746).
12.2.2.1. Các vị trí của micrô được đặt nằm ngang
Mỗi một mặt phẳng thẳng đứng của micrô được chia nhỏ ra theo dải nằm ngang để thành số nhỏ nhất có thể thực hiện được, có diện tích bằng nhau, đáy có chiều dài lớn nhất đến 3d (xem Hình A1).
Vị trí của micrô đặt nằm ngang nằm ở giữa của mỗi một phần diện tích.
Các kích thước nằm ngang của hình hộp tham chiếu có thể chấp nhận đến 10m.
Tiêu chuẩn này có thể áp dụng cho các máy có kích thước lớn hơn 10 m, miễn là tiếng ồn phát ra từ các bộ phận của máy phù hợp với hình hộp tham chiếu đã định.
Nếu kích thước nằm ngang của hình hộp tham chiếu lớn hơn 10 m thì mức áp suất âm không được xác định. Trong trường hợp này, mức áp suất âm phải xác định cho vị trí qui định.
12.2.2.2. Các vị trí của micrô được đặt thẳng đứng
Đối với các máy công cụ có kích thước thẳng đứng l3 nhỏ hơn hoặc bằng 3,5 m, chỉ có chiều cao quả micrô được xem xét và được lấy bằng 1,6 m so với mặt phẳng phản xạ (sàn nhà xưởng) (xem Hình A.2 và Hình A4).
Đối với các máy cao (l3 > 3,5) trong đó, lượng ồn đáng kể được phát ra từ đỉnh (ví dụ một số lực ép), phải xem xét hàng thứ hai của vị trí micrô có chiều cao khác nhau (Xem Hình A.3, A.5, và A.6), trong đó
![]() (8)
(8)
Nếu kích thước theo phương thẳng đứng l3 của máy đang kiểm lớn hơn 3,5 m nhưng tiếng ồn phát ra không đáng kể từ nguồn cách sàn lớn hơn 3m thì chỉ giữ lại một hàng vị trí của micrô được giữ lại và cách sàn 1,6 m.
12.2.3. Các vị trí của micrô đặt ở trên cao
Cho phép đặt các vị trí của micrô trên bề mặt cao hơn mặt phẳng đo, trong điều kiện sau:
- Đặt các vị trí của micrô tốn nhiều thời gian, khó khăn và không an toàn khi đặt trên máy công cụ;
- Các vị trí thực của micrô thường không chính xác so với vị trí lý thuyết được tính toán;
- Trừ trường hợp đặc biệt, các vị trí của micrô ở phía trên không cung cấp bất kỳ giá trị bổ sung nào đối với mức áp suất âm bề mặt trung bình trên cạnh thẳng đứng của bề mặt đo;
Trong trường hợp đặc biệt, phải lưu ý đến sự an toàn của người và dụng cụ bằng sự thỏa thuận giữa các đối tác quan tâm, phép đo ở phía trên có thể tiến hành theo sự bố trí được xác định từ các vị trí của micrô trên cạnh thẳng đứng của bề mặt đo, được chỉ trên Hình A2 đến A6.
12.2.2.4. Sự giảm số lượng các vị trí của micrô
Số lượng vị trí của micrô có thể được giảm nếu điều tra ban đầu đối với một dạng máy đặc biệt chỉ ra rằng sử dụng việc giảm số lượng vị trí của micrô thì mức áp suất âm bề mặt được tính toán không bị sai lệch lớn hơn 1dB so với phép đo có đủ số lượng vị trí của micrô. Ví dụ khi máy mẫu kiểm là đối xứng.
12.3. Tính mức áp suất âm bề mặt thang A và mức công suất âm thang A
12.3.1. Yêu cầu chung
Các kết quả tính toán trong phần này để đo mức áp suất âm được qui định trong điều 6a) và b).
12.3.2. Tính toán mức áp suất âm bề mặt thang A
12.3.2.1. Nếu trong toàn bộ
các vị trí của micrô, hiệu ΔLA giữa mức áp suất âm thang A được đo
L’pAi, với máy công cụ đang kiểm theo vận hành và mức áp suất âm
thang A L’’pAi của ồn nền lớn hơn 10 dB (15 dB với cấp chính xác 2)
thì việc tính mức áp suất âm bề mặt thang A ví dụ ![]() ,
sử dụng phương trình sau:
,
sử dụng phương trình sau:
![]() dB (9)
dB (9)
Trong đó,
![]() là
mức áp suất âm bề mặt thang A;
là
mức áp suất âm bề mặt thang A;
L’pAi là mức áp suất âm bề mặt được đo tại vị trí micrô thứ l;
N là số vị trí của micrô;
12.3.2.2. Nếu trong một vài vị trí của micrô, ΔLA
nằm giữa 3db và 10dB (15 dB đối với cấp chính xác 2) thì tính mức áp suất âm bề
mặt thang A, ![]() sử dụng công
thức (10).
sử dụng công
thức (10).
![]() dB (10)
dB (10)
Ở đây L’’pAi là mức áp suất âm của ồn nền được đo tại vị trí micrô thứ I, theo đêxiben.
Nếu ΔLA lớn hơn 6dB (A) thì kết quả sẽ phù hợp với cấp chính xác 2 còn những cái khác sẽ phù hợp với cấp chính xác 3.
12.3.2.3. Nếu ΔLA nhỏ hơn 3dB thì phép đo không theo điều này.
12.3.3. Các hiệu chỉnh đối với môi trường kiểm
Phần này mô tả qui trình xác định lượng hiệu chỉnh môi trường K2A để tính ảnh hưởng của nguồn âm phản xạ đến mức áp suất âm bề mặt.
Phép đo phù hợp với mục này đạt cấp chính xác 2 nếu K2A ≤ 2 dB và cấp chính xác 3 nếu K2A ≤ 7 dB.
12.3.3.1. Qui trình kiểm bằng sử dụng một nguồn âm chuẩn
Hệ số hiệu chỉnh K2A thích hợp nhất là được xác định bằng tính toán mức công suất âm của nguồn âm chuẩn (xem ISO 6926) được hiệu chuẩn trước khi một phạm vi bất kỳ trên mặt phẳng phản xạ. Trong trường hợp này, K2A được cho bởi biểu thức:
K2A = L*WA – LWAr (11)
Trong đó
L*WA mức công suất âm thang A không có hiệu chỉnh môi trường của nguồn âm chuẩn xác định theo c 12.2 và 12.3 khi sử dụng giá trị K2A = 0;
LWAr mức công suất âm thang A đã được định chuẩn của nguồn âm chuẩn (tham chiếu 1pW (= 10-12W), theo đêxiben.
12.3.3.2. Các qui trình khác
Mặc dù qui trình sử dụng nguồn âm chuẩn là thích hợp nhất nhưng khó đặt đúng nguồn âm chuẩn trên máy công cụ và để xác định chính xác L*WA. Trong trường hợp này, sử dụng các qui trình khác như mô tả dưới đây.
Hiệu chỉnh môi trường K2A trong công thức (12) tính các ảnh hưởng phản xạ âm không mong muốn từ các vùng bao quanh phòng và hoặc đối tượng phản xạ gần các máy công cụ được kiểm. Giá trị hiệu chỉnh môi trường K2A phụ thuộc chính vào tỷ số của diện tích hấp thu âm tương đương A của phòng kiểm với diện tích S của bề mặt đo. Đại lượng không phụ thuộc chính vào vị trí của nguồn trong phòng kiểm.
Phải hiệu chỉnh môi trường K2A theo công thức:
![]() dB (12)
dB (12)
Trong đó,
A diện tích hấp thụ âm tương đương của phòng tại 1kHz, trên một mét vuông (m2)
S là diện tích bề mặt đo trên một mét vuông
Giá trị diện tích hấp thụ âm thanh tương đương A được xác định bằng các phương pháp cho trong phụ lục B.
12.3.3. Tính mức công suất âm thang A
12.3.4. Mức công suất âm thang A LWA được tính toán như sau:
![]() dB (13)
dB (13)
Trong đó
S là diện tích bề mặt đo trên một mét vuông
S0 = 1 m2
PHỤ LỤC A
(Qui định)
VỊ TRÍ MICRÔ TRÊN BỀ MẶT ĐO
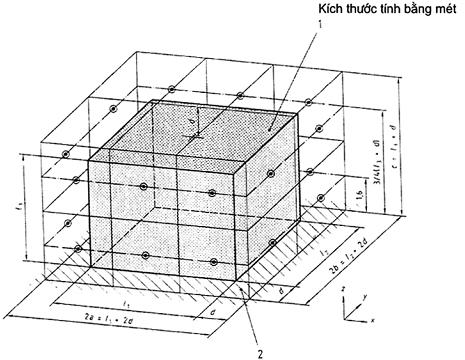
Kích thước tính bằng mét
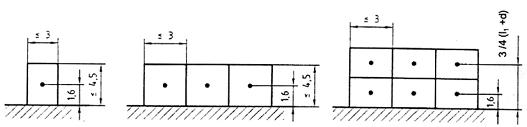
Hình A.1 Sơ đồ xác định các vị trí micrô
Trong trường hợp chung d = 1m (nếu d = 0,5 m, xem ISO 3746)
Kích thước tính bằng mét
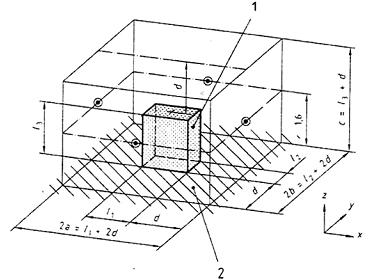
Chỉ dẫn
1 Hình hộp tham chiếu
2 Mặt phẳng phản xạ
Hình A.2 – Ví dụ về phép đo bề mặt và vị trí micrô đối với một máy cỡ nhỏ (l1 ≤ 1m, l2 ≤ 1m, l3 ≤ 3,5 m)
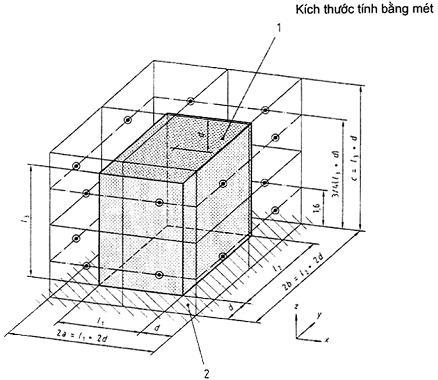
Kích thước tính bằng mét
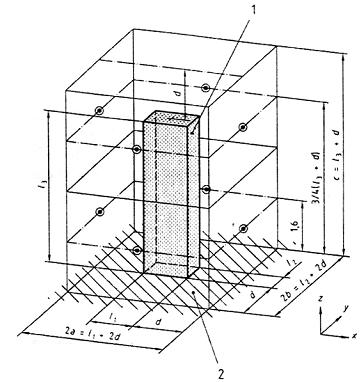
Chỉ dẫn
1 Hình hộp tham chiếu
2 Mặt phẳng phản xạ
Hình A.3 – Ví dụ phép đo bề mặt và các vị trí micrô đối với máy có chiều cao lớn diện tích đáy nhỏ (l1 ≤ 1m, l2 ≤ 1m, l3 > 3,5 m)
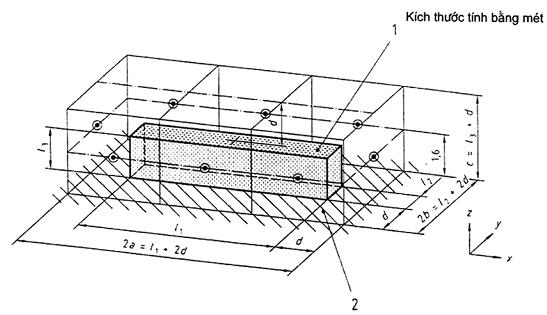
Chỉ dẫn
1 Hình hộp tham chiếu
2 Mặt phẳng phản xạ
Hình A.4 – Ví dụ phép đo bề mặt và các vị trí micrô dùng cho các máy có chiều dài lớn (4 m ≤ l1 ≤ 7m, l2 ≤ 1m, l3 ≤ 3,5 m)
Chỉ dẫn
1 Hình hộp tham chiếu
2 Mặt phẳng phản xạ
Hình A.5 – Ví dụ phép đo bề mặt và các vị trí micrô đối với máy có kích thước trung bình (1 m ≤ l1 ≤ 4m, 1m ≤ l2 ≤ 4m, l3 > 3,5 m)
Chỉ dẫn
1 Hình hộp tham chiếu
2 Mặt phẳng phản xạ
Hình A.6 – Ví dụ phép đo bề mặt và các vị trí micrô dùng cho các máy cỡ lớn (4 m ≤ l1 ≤ 7m, 1m ≤ l2 ≤ 4m, l3 > 3,5 m)
PHỤ LỤC B
(Qui định)
XÁC ĐỊNH DIỆN TÍCH HẤP THỤ ÂM THANH TƯƠNG ĐƯƠNG, A
B.1. Qui định chung
Phụ lục này cung cấp hai phương pháp lựa chọn để xác định diện tích hấp thụ âm thanh tương đương dùng cho hiệu chỉnh môi trường cục bộ K3A [mục 11.3.3.2, công thức (12)].
B.1.1. Phương pháp gần đúng
Hệ số hấp thụ âm thanh trung bình α của bề mặt phòng kiểm được đánh giá bằng Bảng B1. Giá trị A được cho trong một mét vuông tính bằng công thức:
A = α SV (B.1)
Trong đó
α là hệ số hấp thụ âm thanh trung bình đối với thang A trong Bảng B1.
SV tổng diện tích của bề mặt bao của phòng kiểm (tường, trần, sàn), theo mét vuông.
Bảng B1 Giá trị gần đúng của hệ số hấp thụ âm trung bình α
|
Hệ số hấp thụ âm trung bình, α |
Mô tả phòng kiểm |
|
0,05 |
Phòng gần như phòng trống có tường trơn nhẵn, cứng bằng bê tông, gạch, trát vữa hoặc lát đá. |
|
0,1 |
Phòng trống một phần, phòng có tường trơn |
|
0,15 |
Phòng có trang thiết bị, phòng máy hình chữ nhật, phòng công nghiệp hình chữ nhật. |
|
0,2 |
Phòng có trang thiết bị hình dáng không đồng đều, phòng máy hoặc phòng công nghiệp có hình dáng không đều. |
|
0,25 |
Phòng có thiết bị được bọc, phủ, phòng máy hoặc công nghiệp có lượng ít vật liệu hấp thụ âm trên trần hoặc tường (ví dụ, trần hấp thụ âm cục bộ). |
|
0,35 |
Phòng có vật liệu hấp thụ âm cả trên trần và tường. |
|
0,5 |
Phòng có nhiều vật liệu hấp thụ âm trên tường và tường. |
B.1.2. Phương pháp phản xạ
Nếu được yêu cầu, xác định giá trị diện tích hấp thụ âm thanh A bằng việc đo thời gian phản xạ của phòng kiểm, được kích thích ồn dải băng rộng hoặc âm xung với thang A trên hệ thống thu nhận (xem ISO 354). Giá trị của A trên một mét vuông được tính bằng công thức; vì vậy
A = 0,16 (V/T) (B2)
Trong đó
V – thể tích của phòng kiểm, tính theo mét khối;
T – thời gian phản xạ của phòng kiểm, tính theo giây.
CHÚ THÍCH Với mục đích xác định K2A trực tiếp từ giá trị đo thang A, điều này thuận tiện hơn để sử dụng thời gian phản xạ được đo theo dải tần số với tần số trung tâm 1 Hz.
B.2. Các yêu cầu chất lượng đối với phòng kiểm
Đối với bề mặt đo trong một phòng kiểm phù hợp với phép đo theo yêu cầu của tiêu chuẩn này thì tỷ số của diện tích hấp thụ âm thanh A với diện tích S của bề mặt đo không được nhỏ hơn 1,
A/S ≥ 1 (B.3)
Tỷ số A/S lớn hơn thì tốt hơn.
Nếu các yêu cầu trên không thể phù hợp thì phải chọn một mặt phẳng đo mới. Mặt phẳng đo này phải nhỏ hơn tổng diện tích nhưng vẫn phải nằm ngoài gần phạm vi. Sự lựa chọn tỷ số A/S có thể tăng lên khi đưa thêm các vật liệu hấp thụ âm thanh vào trong phòng kiểm rồi xác định lại giá trị của tỷ số A/S dưới điều kiện mới.
Nếu yêu cầu trên không có thể phù hợp với bất kỳ bề mặt đo nằm ngoài gần phạm vi của nguồn khi kiểm thì môi trường đặc biệt không có thể sử dụng cho phép đo trên nguồn khi thử theo các yêu cầu của tiêu chuẩn.
Đối với vị trí kiểm trong nhà, hiệu chỉnh môi trường k2A thường có giá trị rất nhỏ.
CHÚ THÍCH Trong một vài trường hợp đặc biệt trong nhà, K2A có thể có giá trị âm, nhưng đối với tiêu chuẩn này K2A có thể lấy là không.
PHỤ LỤC C
(Tham khảo)
HƯỚNG DẪN ĐỂ PHÁT HIỆN ỒN XUNG
Trong nhiều trường hợp, so sánh mức áp suất âm thang A trung bình theo thời gian với đặc tính thời gian I, LpAleq có giá trị tương đương của LpAeq với cùng một chu kỳ vận hành, có thể giúp ích quyết định gồm tiếng ồn có thành phần xung đáng kể. Đối với mục đích này, tiến hành so sánh một hoặc nhiều vị trí của micrô và tại ít nhất 10 chu kỳ vận hành tại mỗi vị trí được quan sát. Hiệu (LpAleq - LpAeq) là chỉ số của ồn xung (xung).
Nếu giá trị trung bình của chỉ số ồn xung bằng hoặc lớn hơn 3 dB thì ồn đó được coi là xung.
Mức áp suất âm lớn nhất thang C, LpCpeak (như mô tả trong 3.3.2 và 11.3) có thể được sử dụng cùng với mức áp suất âm thang C trung bình theo thời gian, Lpceq đối với cùng một chu kỳ vận hành. Hiệu (LpC,peak – LpAeq) có thể được sử dụng như là lượng ồn xung phát ra bởi máy công cụ và thiết bị.
Đối với lần tác động riêng tách rời hoặc với một chuỗi tác động liên tục với khoảng thời gian 1s hoặc lớn hơn giữa các lần tác động. Sự khác nhau giữa các giá trị lớn nhất của LpAl và LpAS có thể được sử dụng như một kí hiệu của tác động đơn. Hiệu giữa (LpAlmax – LpASmax) biểu thị ồn xung tác động đơn mà nó có thể sử dụng để mô tả ồn xung đơn. Đối với tác động đơn liên tiếp, sử dụng trung bình đại số của giá trị lớn nhất LpAl với tác động riêng rẽ và giá trị lớn nhất trung bình LpAs trên toàn bộ các lần tác động. Mức áp suất âm lớn nhất thang C, LpC.peak có thể được sử dụng cùng với mức áp suất âm lớn nhất thang C và đặc tính thời gian S, LpCSmax. Hiệu giữa (LpC,peak – LpCSmax) có thể được sử dụng như một kí hiệu của ồn xung với lần tác động đơn phát ra từ máy công cụ và thiết bị.
PHỤ LỤC D
(Tham khảo)
VÍ DỤ VỀ THÔNG TIN ĐƯỢC GHI (XEM PHỤ LỤC B)
|
Máy được kiểm |
||||
|
Dạng |
Máy tiện nằm ngang |
|||
|
Dữ liệu kỹ thuật |
Đường kính cho phép lớn nhất 250 mm, khoảng cách giữa hai mũi tâm 1000 mm |
|||
|
Kích thước |
l1 = 2,96 m l2 = 1,48 m l3 = 1,83 m |
|||
|
Nhà chế tạo |
|
|||
|
Số loạt máy |
12345 |
|||
|
Năm sản xuất |
1999 |
|||
|
Điều kiện kiểm |
||||
|
Mô tả điều kiện vận hành |
a) Tốc độ trục chính lớn nhất: 1500m b) Tiện trơn thực tế Vật liệu phôi: thép các bon C40 Đường kính phôi gia công: 80 mm Tốc độ cắt: 200m/min Chiều sâu cắt: 2 mm Tốc độ tiến: 0,25 mm/vòng Tốc độ quay của trục chính: 800 vòng/min |
|||
|
Điều kiện lắp đặt |
Trên sàn xưởng |
|||
|
Vị trí của máy |
Giữa phòng lắp ráp |
|||
|
Mô tả nguồn ồn |
Động cơ trục chính và dụng cụ cắt |
|||
|
Môi trường âm thanh |
Trong nhà, không xử lý vật lý tường |
|||
|
Dụng cụ |
||||
|
Nhà chế tạo, tên, kiểu loạt số |
Xxxx, Yyyy, Zzzz, nnnn |
|||
|
Ngày, địa điểm và kết quả định chuẩn |
Ngày/tháng/năm, trong cùng một phòng bằng phương tiện định chuẩn mức âm: 0,2 dB |
|||
|
Đặc tính của kính chắn gió |
Không có kính chắn gió |
|||
|
Dữ liệu âm về của mức áp suất âm phát ra tại vị trí làm việc |
||||
|
|
Tốc độ lớn nhất của trục chính (1500 vòng/min) |
Máy tiện trụ |
||
|
Mức áp suất âm trung bình theo thời gian thang A |
75,7 |
74,4 |
||
|
Mức áp suất âm lớn nhất thang C |
92 |
90 |
||
|
ồn nền thang A |
< 60=""> |
|||
|
K3A |
K3A = 0,1 dB được xác định bằng đo thời gian phản xạ |
|||
|
Dữ liệu âm của mức công suất âm |
||||
|
|
Tốc độ lớn nhất của trục chính (1500 vg/min) |
Tiện trụ |
||
|
Mức công suất âm thang A |
90,5 dB = 1,11 mW |
90,9 dB = 1,22 mW |
||
|
Kích thước dài của bề mặt đo |
l1 + 2m = 4,96m l2 + 2m = 3,48 m l3 + 1m = 2,83 m |
|||
|
Diện tích S của bề mặt đo |
≈ 60 m2 ≈ 18,1 dB |
|||
|
Khoảng cách đo d |
1m |
|||
|
K2A |
K2A ≈ 4,6 dB, được xác định bằng sử dụng nguồn âm chuẩn |
|||
|
Ồn nền thang A |
< 60="" db="" tại="" mỗi="" điểm=""> |
|||
|
Mức áp suất âm tại mỗi điểm đo |
1 |
77,5 |
77,0 |
|
|
2 |
77,7 |
76,9 |
||
|
3 |
77,2 |
78,6 |
||
|
4 |
76,0 |
76,5 |
||
|
5 |
75,9 |
77,4 |
||
|
6 |
76,7 |
78,0 |
||
|
7 |
75,6 |
76,5 |
||
|
8 |
77,8 |
77,0 |
||
|
Mức áp suất âm thang A |
72,3 |
72,7 |
||
a) Vị trí của người thao tác
PHỤ LỤC E
(Tham khảo)
VÍ DỤ VỀ CÔNG BỐ TIẾNG ỒN PHÁT RA TỪ MÁY CÔNG CỤ VÀ THIẾT BỊ
Một ví dụ về sự công bố hai số được cho dưới đây là các giá trị điển hình, chỉ dùng để minh họa
|
Số kiểu máy, điều kiện vận hành và các thông tin nhận biết khác: Loại 990, kiểu 11-TC, 50Hz, 230V, tải trọng được ước tính |
||
|
Các giá trị ồn được công bố theo ISO 4871 |
||
|
Mức công suất âm thang A đo được, LwA (chuẩn 1pW), dB |
Vận hành phương thức 1 91 |
Vận hành phương thức 2 91 |
|
Độ tin cậy, KWA, dB |
3 |
3 |
|
Mức áp suất âm thang A, LpA (chuẩn 20 μPa) tại vị trí làm việc, dB |
76 |
74 |
|
Độ tin cậy KpA, dB |
3 |
3 |
|
Các giá trị được xác định theo qui tắc kiểm độ ồn cho trong tiêu chuẩn này sử dụng các tiêu chuẩn cơ bản ISO 3744 hoặc ISO 3746 và ISO 11202 hoặc ISO 11204 Tổng giá trị ồn đo được và độ tin cậy kết hợp của nó đặc trưng giới hạn trên của phạm vi giá trị mà có khả năng xảy ra trong các phép đo. |
||
Nếu không có qui tắc kiểm độ ồn hoặc nếu điều kiện vận hành không phù hợp với qui tắc kiểm được chỉ dẫn trong tiêu chuẩn này thì phải cho thêm thông tin về điều kiện vận hành.