Nội dung toàn văn Tiêu chuẩn Việt Nam TCVN 9760:2013 (ISO 2808:2007) về Sơn và vecni – Xác định độ dày màng
TIÊU CHUẨN QUỐC GIA
TCVN 9760:2013
ISO 2808:2007
SƠN VÀ VECNI – XÁC ĐỊNH ĐỘ DÀY MÀNG
Paints and varnishes – Determination of film thickness
Lời nói đầu
TCVN 9760:2013 – Hoàn toàn tương đương với ISO 2808:2007.
TCVN 9760:2013 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC35 Sơn và vecni biên soạn,Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Lời giới thiệu
Phép đo độ dày màng phụ thuộc vào các bước sau:
a) Hiệu chuẩn thiết bị đo, được thực hiện chủ yếu bởi nhà sản xuất hoặc bất kỳ phông thử nghiệm nào có đủ năng lực chuyên môn;
b) Kiểm tra xác nhận thiết bị (kiểm tra độ chính xác được thực hiện thường xuyên theo định kỳ bởi người sử dụng, chủ yếu trước khi thực hiện mỗi loạt các phép đo);
c) Căn chỉnh thiết bị tiếp theo, nếu cần thiết, sao cho số đo độ dày do thiết bị đo được phù hợp với số đo của mẫu thử có độ dày được biết. Đối với dụng cụ đo độ dày màng, điều này có nghĩa là bằng không trên bề mặt không được phủ, sử dụng các thiết bị có độ dày đã biết như miếng chêm, hoặc sử dụng mẫu thử được phủ có độ dày màng đã biết;
d) Phép đo.
SƠN VÀ VECNI – XÁC ĐỊNH ĐỘ DÀY MÀNG
Paints and varnishes – Determination of film thickness
1 Phạm vi áp dụng
Tiêu chuẩn này mô tả một số phương pháp được áp dụng để đo độ dày lớp phủ trên bề mặt nền. Các phương pháp mô tả cách xác định độ dày màng ướt, độ dày màng khô và độ dày màng của các lớp bột chưa đóng rắn. Viện dẫn đến các tiêu chuẩn riêng biệt nếu có. Nếu không thì mô tả chi tiết phương pháp.
Tổng quan về các phương pháp được đưa ra trong Phụ lục A, trong đó phạm vi áp dụng, các tiêu chuẩn hiện có và độ chụm được quy định đối với các phương pháp riêng biệt.
Tiêu chuẩn này cũng quy định các thuật ngữ liên quan đến xác định độ dày màng.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết khi áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các bản sửa đổi, bổ sung (nếu có).
TCVN 8632 (ISO 3611), Thước cặp micro để đo ngoài.
ISO 463, Geometrical product speifications (GPS) – Dimensional measuring equipment – Design and metrological chacteristics of mechanical dial gauges (Yêu cầu kỹ thuật về dạng hình học của sản phẩm (GPS) – Thiết bị đo kích cỡ - Thiết kế và các đặc tính đo lường của dụng cụ đo kiểu đồng hồ số cơ học).
ISO 4618:2006, Paint and varnishes – Term and definitions (Sơn và vecni – Thuật ngữ và định nghĩa).
ISO 8503-1, Preparation of steel substrate before application of paints and related products – Surface roughness chacrateristics of blast-cleaned steel substrates – Part 1: Specifications and definitions for ISO surface profile comparators for the assessment of abrasive blast-cleaned surfaces (Chuẩn bị nền thép trước khi áp dụng sơn và các sản phẩm liên quan – Các đặc tính nhám bề mặt của nền thép được làm sạch bằng phương pháp thổi – Phần 1: Yêu cầu kỹ thuật và định nghĩa về thiết bị so sánh biên dạng bề mặt ISO để đánh giá nền được làm sạch bằng thổi mài mòn).
3 Thuật ngữ và định nghĩa
Trong tiêu chuẩn này, áp dụng các thuật ngữ và định nghĩa được nêu trong ISO 4618 và các thuật ngữ, định nghĩa sau.
3.1
Nền (substrate)
Bề mặt mà vật liệu phủ được sơn hoặc sẽ được sơn.
[ISO 4618:2006]
3.2
Lớp phủ (coating)
Các lớp liên tục được hình thành từ việc sơn một hoặc nhiều lớp vật liệu phủ lên nền.
[ISO 4618:2006]
3.3
Độ dày màng (film thickness)
Khoảng cách giữa bề mặt của màng và bề mặt của nền.
3.4
Độ dày màng ướt (wet-film thickness)
Độ dày của vật liệu phủ ướt vừa mới được sơn, được đo ngay sau khi sơn.
3.5
Độ dày màng khô (dry-film thickness)
Độ dày của lớp phủ còn lại trên bề mặt khi lớp phủ khô hoàn toàn.
3.6
Độ dày lớp bột chưa đóng rắn (thickness of uncured power layer)
Độ dày của vật liệu phủ vừa mới được sơn ở dạng bột, được đo ngay sau khi sơn và trước khi sấy khô:
3.7
Khu vực bề mặt sơn1 (relevant surface area)
Một phần của sản phẩm đã được phủ hoặc sẽ được phủ bởi lớp màng và trong đó, lớp màng phủ rất quan trọng đối với khả năng sử dụng và/hoặc ngoại quan.
3.8
Khu vực thử1 (test area)
Phần đại diện của khu vực bề mặt sơn mà trong đó số các phép đo đơn lẻ theo thỏa thuận được thực hiện là kiểm tra điểm.
3.9
Khu vực đo1 (measurement area)
Khu vực mà tại đó phép đo được thực hiện.
3.10
Độ dày màng cục bộ nhỏ nhất1 (minimum local film thickness)
Giá trị nhỏ nhất của độ dày màng cục bộ đo được trên khu vực bề mặt sơn của mẫu thử cụ thể.
3.11
Độ dày màng cục bộ lớn nhất1 (maximum local film thickness)
Giá trị cao nhất của độ dày màng cục bộ được thấy trên khu vực bề mặt sơn của mẫu thử cụ thể.
3.12
Độ dày màng trung bình1 (mean film thickness)
Giá trị trung bình số học của tất cả độ dày màng khô riêng biệt trong khu vực thử hoặc kết quả của xác định phân tích khối lượng của độ dày.
3.13
Hiệu chuẩn (calibration)
Quá trình được kiểm soát và ghi lại của phép đo các chuẩn hiệu chuẩn truy nguyên và kiểm tra xác nhận các kết quả thuộc độ chính xác đã công bố của thiết bị đo.
CHÚ THÍCH: Hiệu chuẩn ban đầu chủ yếu được thực hiện bởi nhà sản xuất thiết bị hoặc bởi phòng thử nghiệm có năng lực trong môi trường được kiểm soát sử dụng quy trình bằng văn bản. Thông thường, hiệu chuẩn ban đầu sẽ được người sử dụng kiểm tra thường xuyên theo định kỳ. Các chuẩn được sử dụng trong hiệu chuẩn để sao cho độ không đảm bảo đo tổng hợp nhỏ hơn độ chính xác đã công bố của thiết bị.
3.14
Kiểm tra xác nhận (verification)
Kiểm tra độ chính xác do người sử dụng thực hiện, sử dụng các chuẩn đối chứng.
3.15
Chuẩn đối chứng (reference standard)
Mẫu có độ dày màng đã biết mà người sử dụng có thể sử dụng để kiểm tra xác nhận độ chính xác của dụng cụ đo.
CHÚ THÍCH: Các chuẩn đối chứng có thể là các chuẩn về độ dày đã được sơn phủ, hoặc miếng chêm. Nếu các bên liên quan đồng ý, một phần của mẫu thử nghiệm có thể được sử dụng làm chuẩn độ dày đối với công việc cụ thể.
3.16
Điều chỉnh (adjustment)
Hoạt động căn chỉnh các số đọc độ dày của dụng cụ đo phù hợp với số đọc độ dày của chuẩn đối chứng.
CHÚ THÍCH: Hầu hết các thiết bị đo điện tử có thể được điều chỉnh theo chuẩn độ dày hoặc miếng chêm, khi đã biết độ dày của lớp phủ hoặc miếng chêm.
3.17
Độ chính xác (accuracy)
Tính nhất quán giữa giá trị đo được và giá trị thực của chuẩn độ dày.
4 Xác định độ dày màng ướt
4.1 Tổng quát
Phụ lục A đưa ra tổng quan về các phương pháp được sử dụng để xác định độ dày màng ướt.
4.2 Các phương pháp cơ học
4.2.1 Nguyên tắc
Trong tất cả các phương pháp cơ học, bề mặt nền được tiếp xúc bởi một phần dụng cụ đo qua lớp phủ và bề mặt lớp phủ được tiếp xúc đồng thời (xem Hình 1) hoặc tiếp sau (xem Hình 2 và Hình 3) bởi phần khác của dụng cụ. Độ dày màng ướt là sự chênh lệch về độ cao giữa hai điểm tiếp xúc này, có thể được đọc trực tiếp.
4.2.2 Phạm vi áp dụng
Nguyên tắc cơ học phù hợp với tất cả tổ hợp nền – màng. Nền phải phẳng ít nhất theo một hướng tại khu vực phép đo được thực hiện. Cho phép bề mặt được uốn cong theo một mặt phẳng (ví dụ bề mặt trong hoặc ngoài ống).
4.2.3 Tổng quát
Phân loại theo phương pháp phá hủy hoặc không phá hủy phụ thuộc vào:
a) Các đặc tính lưu biến của vật liệu phủ;
b) Bản chất của sự tiếp xúc ướt giữa các bề mặt tiếp xúc của dụng cụ đo và vật liệu phủ;
c) Liệu các phép đo độ dày có làm cho lớp phủ không thích hợp với mục đích dự định.
Do khả năng các hạt bột màu còn lại giữa dụng cụ đo và nền không thể loại bỏ hết, tất cả các phương pháp cơ học đều có sai số hệ thống: độ dày màng được hiển thị nhỏ hơn độ dày lớp màng ướt thực tế khoảng ít nhất bằng đường kính trung bình của các hột bột màu.
Trong trường hợp dụng cụ đo kiểu bánh xe (phương pháp 1B, xem 4.2.5), bánh xe phải được làm ướt bằng vật liệu phủ. Nếu không, điều này dẫn đến sai số hệ thống mà có thể dẫn đến kết quả số đo bị tăng lên và là hàm số của:
- Sức căng bề mặt và các đặc tính lưu biến của vật liệu phủ;
- Vật liệu chế tạo dụng cụ đo kiểu bánh xe;
- Tốc độ quay của bánh xe.
4.2.4 Phương pháp 1A – Dụng cụ đo kiểu răng lược
4.2.4.1 Mô tả dụng cụ
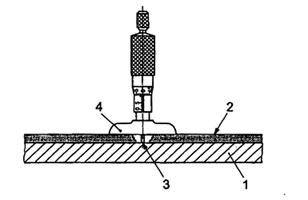
Dụng cụ đo kiểu răng lược là một tấm phẳng được làm từ vật liệu chịu ăn mòn có răng dọc theo cạnh của nó (xem Hình 1). Các răng đối chứng tại các góc của tấm phẳng định ra đường nền, dọc theo đường đó các răng ở trong được bố trí để tạo nên một loạt các khe hở tăng dần đều. Mỗi một răng được ghi nhãn với giá trị của khe hở được phân định.
Với các dụng cụ kiểu răng lược có sẵn trên thị trường, độ dày tối đa có thể đo được điển hình là 2 000 mm và số gia nhỏ nhất điển hình là 5 mm.
CHÚ DẪN
1 nền
2 lớp phủ
3 điểm tiếp xúc ướt
4 dụng cụ đo kiểu răng lược
Hình 1- Ví dụ về dụng cụ đo kiểu răng lược
4.2.4.2 Cách tiến hành
Đảm bảo rằng các răng đều sạch và không bị mòn hỏng hoặc hư hại. Đặt dụng cụ đo kiểu răng lược trên bề mặt mẫu thử phẳng sao cho các răng vuông góc với mặt phẳng bề mặt. Để thời gian đủ đối với lớp phủ để làm ướt các răng trước khi tháo dụng cụ đo.
Trong trường hợp mẫu thử bị cong theo một mặt phẳng, dụng cụ đo kiểu răng lược phải được đặt vào vị trí song song với trục cong.
Kết quả của phép đo độ dày phụ thuộc vào thời gian đo. Vì vậy, độ dày phải được đo càng sớm càng tốt ngay sau khi sơn phủ.
Ghi lại số đo khoảng cách lớn nhất của răng được làm ướt bởi vật liệu phủ, đó chính là độ dày lớp màng ướt.
4.2.5 Phương pháp 1B – Dụng cụ đo kiểu bánh xe
4.2.5.1 Mô tả dụng cụ
Dụng cụ đo kiểu bánh xe bao gồm một bánh xe, được làm bằng thép cứng và chịu ăn mòn, có ba vành nhô ra (xem Hình 2).
Hai vành tròn được rà cho có đường kính bằng nhau và được định dạng đồng tâm với trục bánh xe. Vành tròn thứ ba có đường kính nhỏ hơn và lệch tâm. Một trong những vành tròn ngoài có vạch chia mà từ đó hình chiếu tương ứng của các vành tròn đồng tâm với vành tròn lệch tâm có thể đọc được.
Có hai kiểu:
- Kiểu thứ nhất có vành tròn lệch tâm được định vị giữa các vành tròn đồng tâm;
- Kiểu thứ hai có vành tròn lệch tâm được định vị bên ngoài các vành tròn đồng tâm và liền kề với một trong số vành tròn đồng tâm.
CHÚ THÍCH: Không giống kiểu 1, thiết kế của kiểu 2 cho phép số đo độ dày màng ướt không có thị sai.
Với dụng cụ đo kiểu bánh xe có sẵn trên thị trường hiện tại, độ dày tối đa có thể đo được là 1500 mm và số gia nhỏ nhất là 2 mm.
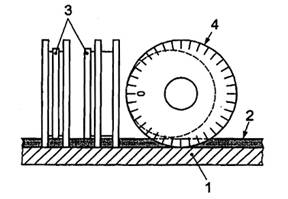
CHÚ DẪN
1 nền
2 lớp phủ
3 vành tròn lệch tâm
4 dụng cụ đo kiểu bánh xe
Hình 2 – Ví dụ về dụng cụ đo kiểu bánh xe
4.2.5.2 Cách tiến hành
Giữ dụng cụ đo kiểu bánh xe bằng ngón tay cái và tay trỏ ở trục bánh xe và ấn các vành tròn đồng tâm trên bề mặt tại điểm có số đo lớn nhất trên thang chia.
Trong trường hợp mẫu thử cong trên một mặt phẳng, trục cong và trục dụng cụ đo kiểu bánh xe phải song song.
Lăn dụng cụ đo kiểu bánh xe theo một hướng, nâng lên khỏi bề mặt và đọc số đo vạch chia cao nhất mà tại đó vành tròn lệch tâm vẫn bị ướt bởi vật liệu phủ. Làm sạch dụng cụ đo và lặp lại quy trình theo hướng khác.
Trình độ dày màng ướt bằng giá trị trung bình số học của những số đo này.
Kết quả phép đo độ dày phụ thuộc vào thời gian đo. Vì vậy ngay sau khi sơn phủ, độ dày phải được đo càng sớm càng tốt.
Để giảm thiểu tác động của sức căng bề mặt đối với kết quả, quan sát sơn làm ướt vành tròn lệch tâm như thế nào và ghi lại số đo vạch chia tại điểm tiếp xúc đầu tiên. Điều này chỉ có thể thực hiện được bằng kiểu thứ hai của dụng cụ đo kiểu bánh xe.
4.2.6 Phương pháp 1C – Dụng cụ đo kiểu đồng hồ
4.2.6.1 Thiết bị và các chuẩn đối chứng
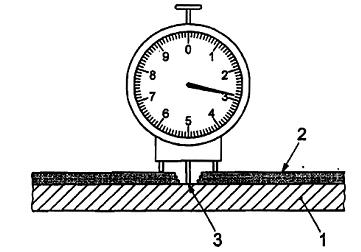
4.2.6.1.1 Dụng cụ đo kiểu đồng hồ (xem Hình 3)
Dụng cụ đo kiểu đồng hồ cơ học phù hợp với yêu cầu của ISO 463 và dụng cụ đo kiểu đồng hồ điện tử có khả năng đo với độ chính xác 5 mm (dụng cụ đo kiểu đồng hồ cơ học) hoặc 1 mm (dụng cụ đo kiểu đồng hồ điện tử), hoặc tốt hơn. Dụng cụ đo có thể hiển thị số hoặc hiển thị tương tự.
Mặt dưới của thiết bị đo kiểu đồng hồ có hai chốt tiếp xúc có độ dài bằng nhau được định vị bằng nhau tính từ pit-tông chuyển động và thẳng hàng với nó. Sử dụng ốc vặn điều chỉnh để điều chỉnh vị trí pit-tông theo đúng đường dẫn.

CHÚ DẪN
1 nền
2 lớp phủ
3 pít tông
Hình 3 – Ví dụ về dụng cụ đo kiểu đồng hồ
4.2.6.1.2 Chuẩn đối chứng đối với đặt điểm “0” dụng cụ đo
Cần dùng đĩa chuẩn phẳng để xác định điểm “0” cho dụng cụ đo. Đĩa đối chứng phải bao gồm một đĩa kính phẳng mà dung sai độ phẳng không vượt quá 1 mm [xem TCVN 5906 (ISO 1101)].
4.2.6.2 Cách tiến hành
Đặt điểm “0” dụng cụ đo kiểu đồng hồ trên đĩa đối chứng bằng đầu đo được điều chỉnh sao cho đầu đo vừa chạm vào đĩa.
Vặn pit-tông ngược lại từ vị trí điểm “0”. Đặt các chốt tiếp xúc của dụng cụ đo kiểu đồng hồ trên mẫu thử sao cho chúng vuông góc với mặt nền và cẩn thận vặn pit-tông xuống cho đến khi đầu đo vừa chạm vào vật liệu phủ.
Kết quả của phép đo độ dày phụ thuộc vào thời đo. Vì vậy ngay sau khi sơn phủ, độ dày phải được đo càng sớm càng tốt.
Đọc độ dày màng ướt trực tiếp từ dụng cụ đo.
4.3 Phương pháp khối lượng
4.3.1 Nguyên tắc
Một lớp phủ được sơn phủ và độ dày được xác định bằng cách chia khối lượng của lớp phủ cho khối lượng riêng và diện tích bề mặt phủ.
Độ dày màng ướt, tw, tính bằng micromét, được tính theo công thức sau:
![]() (1)
(1)
Trong đó
mo là khối lượng mẫu thử chưa được phủ, tính bằng gam;
m là khối lượng mẫu thử đã được phủ, tính bằng gam;
A là diện tích bề mặt được phủ, tính bằng mét vuông;
r là khối lượng riêng của vật liệu phủ dạng lỏng được phủ, tính bằng gam trên mililít.
CHÚ THÍCH: Khối lượng riêng của vật liệu phủ dạng lỏng được phủ có thể được xác định theo ISO 2811-1, ISO 2811-2, ISO 2811-3 hoặc ISO 2811-4.
4.3.2 Phạm vi áp dụng
Nguyên tắc khối lượng có thể được áp dụng rộng rãi, miễn là lượng các chất dễ bay hơi trong vật liệu phủ dạng lỏng ít.
4.3.3 Tổng quát
Việc xác định bằng cách sử dụng nguyên tắc khối lượng thu được giá trị trung bình của độ dày màng ướt trên toàn bộ diện tích bề mặt phủ. Đặc biệt với việc áp dụng phun, mặt trái của mẫu thử được che đi để ngăn ngừa các sai số phép đo do phủ lên một phần của mặt trái (phun đè lên). Miếng che mặt trái phải được bỏ đi trước khi cân mẫu thử đã phủ sơn.
4.3.4 Phương pháp 2 – Chênh lệch về khối lượng
4.3.4.1 Thiết bị, dụng cụ
Dụng cụ được yêu cầu là cân có thể cân đến 500 g, với độ chính xác đến 1 mg.
4.3.4.2 Cách tiến hành
Cân mẫu thử chưa được phủ trước và sau đó cân mẫu thử được phủ và tính độ dày màng ướt sử dụng công thức (1).
4.4 Phương pháp quang nhiệt
4.4.1 Nguyên tắc
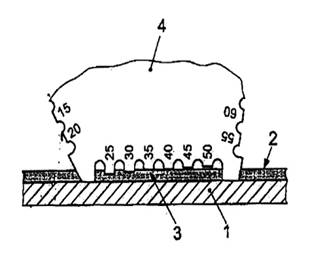
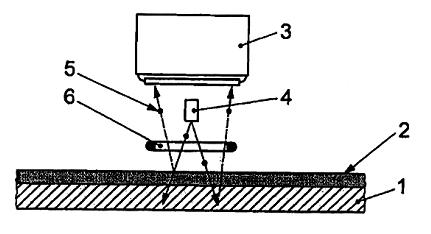
Độ dày màng được xác định từ sự chênh lệch giữa thời gian sóng nhiệt bức xạ đến lớp phủ và thời gian sóng tái phát xạ (hoặc nhiệt hoặc siêu âm) dò được (xem Hình 4).
Tất cả các phương pháp quang nhiệt, bao gồm tất cả các loại kích thích hoặc phương pháp dò, sử dụng cùng nguyên tắc: đưa năng lượng xung hoặc năng lượng tuần hoàn dưới dạng nhiệt vào mẫu thử và sau đó dò sự tăng nhiệt độ cục bộ.
Chênh lệch về thời gian đo được so sánh với các giá trị đạt được bằng dụng cụ đối với các lớp màng có độ dày được biết dưới các điều kiện nhất định (năng lượng kích thích, độ dài xung, tần số kích thích, v.v…) (xem 4.4.4.2).
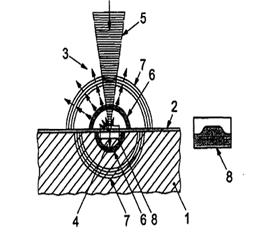
CHÚ DẪN
1 nền
2 lớp phủ
3 bức xạ nhiệt tái phát
4 hấp thụ bức xạ bởi lớp phủ (phụ thuộc vào độ dày lớp phủ và vật liệu phủ)
5 chiếu xạ nhiệt
6 các sóng nhiệt
7 các sóng siêu âm
8 biến dạng bề mặt
Hình 4 – Sự tương tác của bức xạ với mẫu thử trong phép đo độ dày quang nhiệt, cho thấy sự biến dạng bề mặt
4.4.2 Phạm vi áp dụng
Nguyên tắc quang nhiệt về cơ bản phù hợp với tất cả các tổ hợp nền-màng. Nó cũng có thể được sử dụng để xác định độ dày của các lớp riêng biệt trong màng phủ nhiều lớp, miễn là các lớp này có đủ khác biệt với nhau về độ dẫn nhiệt và các tính phản xạ của chúng.
Độ dày nền tối thiểu được yêu cầu là một hàm của hệ thống đo được sử dụng (xem 4.4.4.1.1) và của tổ hợp nền-màng phủ.
4.4.3 Tổng quát
Phân loại phương pháp phá hủy hoặc không phá hủy phụ thuộc vào mục đích của lớp phủ. Năng lượng nhiệt được hấp thụ bởi lớp phủ có thể có tác động lên lớp phủ do ảnh hưởng nhiệt cục bộ được sinh ra (xem số 8 trong Hình 4).
4.4.4 Phương pháp 3 – Xác định sử dụng các đặc tính nhiệt
4.4.4.1 Dụng cụ và các chuẩn đối xứng
4.4.4.1.1 Hệ thống phép đo
Có nhiều phương pháp khác nhau để sản sinh sóng nhiệt trong vật liệu phủ và để phát hiện các tác động của nhiệt phát sinh tại vị trí gia nhiệt trong mẫu thử (xem EN 1504-2). Các nguồn bức xạ nhiệt (ví dụ các nguồn laze, điốt phát quang, các nguồn sáng nóng) chủ yếu được sử dụng làm hệ thống kích thích đối với các lớp phủ sơn.
Các phương pháp phát hiện sau được sử dụng:
- Phát hiện bức xạ nhiệt tái phát (đo phóng xạ quang nhiệt);
- Phát hiện sự thay đổi chỉ số khúc xạ (trong không khí nóng phía trên khu vực đo);
- Phát hiện hỏa điện (phép đo dòng nhiệt).
4.4.4.1.2 Các chuẩn đối xứng
Các mẫu thử đối chứng với các đặc tính hấp thụ khác nhau và một dải độ dày màng là cần thiết cho mục đích hiệu chuẩn (xem EN 1504-2).
4.4.4.2 Hiệu chuẩn
Hiệu chuẩn hệ thống đo bằng các mẫu thử đối chứng (xem 4.4.4.1.2) đối với từng tổ hợp nền-màng (đặc biệt đối với từng vật liệu phủ).
4.4.4.3 Cách tiến hành
Vận hành dụng cụ và đo độ dày màng theo các chỉ dẫn của nhà sản xuất.
5 Xác định độ dày màng khô
5.1 Tổng quát
Phụ lục A nêu tổng quan về các phương pháp được sử dụng đối với việc xác định độ dày màng khô.
5.2 Các phương pháp cơ học
5.2.1 Nguyên tắc
Trắc vi kế hoặc dụng cụ đo kiểu đồng hồ (phương pháp 4A, xem 5.2.4) được sử dụng để đo độ dày màng là chênh lệch giữa tổng độ dày (nền + màng) và độ dày nền.
Có hai cách xác định độ dày màng:
a) Các phép đo được thực hiện trước và sau khi loại bỏ lớp phủ (phá hủy)
Tổng độ dày trước hết được đo tại khu vực đo xác định và sau đó độ dày nền được đo sau khi lớp phủ đã được loại bỏ ở khu vực đo.
b) Các phép đo được thực hiện trước và sau khi tạo lớp phủ (không phá hủy)
Đo độ dày nền trước và sau đó đo tổng độ dày tại cùng khu vực đo sau khi phủ sơn.
Độ dày màng được tính từ chênh lệch giữa hai số đo.
Dụng cụ đo chiều sâu (phương pháp 4B, xem 5.2.5) hoặc máy đo biên dạng (phương pháp 4C, xem 5.2.6) cho phép độ dày màng được xác định trực tiếp chênh lệch về độ cao giữa bề mặt lớp màng và bề mặt nền lộ ra.
CHÚ THÍCH: Chỉ có thể thực hiện được phương án “loại bỏ lớp phủ” với dụng cụ đo chiều sâu hoặc máy đo biên dạng (phương pháp 4B và 4C).
5.2.2 Phạm vi áp dụng
Nguyên tắc cơ học chủ yếu thích hợp với tất cả các tổ hợp nền-màng. Khi sử dụng dụng cụ đo cơ học, nền và lớp phủ phải đủ cứng để ngăn ngừa số đo bị sai lệch do đầu đo tạo ra vệt lõm.
Trắc vi kế hoặc dụng cụ đo kiểu đồng hồ (phương pháp 4A) cũng thích hợp đối với việc đo độ dày màng của mẫu thử hình trụ có mặt cắt ngang tròn (ví dụ dây, ống).
Máy đo biên dạng (phương pháp 4C) được công nhận là phương pháp trọng tài trong trường hợp có tranh cãi.
5.2.3 Tổng quát
Trong phương án “tạo lớp phủ”. Sử dụng khuôn có các lỗ được dán nhãn để đảm bảo rằng việc xác định độ dày nền và tổng độ dày được thực hiện chính xác tại các điểm giống nhau.
CHÚ THÍCH 1: Phương án “tạo lớp phủ” tốt nhất nên được sử dụng trong trường hợp nền nhựa do trong hầu hết các trường hợp không thể làm lộ nền ra mà không gây sự hư hại.
Trong phương án “loại bỏ lớp phủ”, khu vực đo phải được khoanh tròn và dán nhãn. Lớp phủ phải được loại bỏ cẩn thận và hoàn toàn trong khu vực đo mà không gây hư hại nền về mặt cơ học hoặc hóa học. Nền có thể được che một phần bằng cách sử dụng băng dính trước khi sơn từng lớp để thực hiện các bước như đã xác định.
Trong trường hợp dụng cụ đo chiều sâu và máy đo biên dạng (phương pháp 4B và 4C), lớp phủ không được loại bỏ trong khu vực đo phải còn nguyên không hư hại.
Trong trường hợp máy đo biên dạng (phương pháp 4C), phần biên giữa nền và bề mặt lớp màng phải được xác định đủ.
Đối với nền cứng (ví dụ kính) lớp phủ có thể được loại bỏ cơ học, nhưng với nền có độ cứng kém hơn (ví dụ thép) lớp phủ phải được loại bỏ theo phương thức hóa học sử dụng dung môi hoặc thuốc tẩy sơn.
CHÚ THÍCH 2: Trong trường hợp các vật liệu có độ cứng kém hơn như thép, lớp màng có thể được cắt xuyên bằng khoan lõi có đường kính 10 mm và đĩa lớp phủ được hình thành như vậy được loại bỏ bằng dung môi hoặc thuốc tẩy sơn.
Tất cả các bề mặt (lớp phủ, nền, mặt trái mẫu thử) được tiếp xúc hoặc được đo phải làm sạch và không có cặn lớp màng.
5.2.4 Phương pháp 4A – Chênh lệch về độ dày
5.2.4.1 Mô tả dụng cụ
5.2.4.1.1 Trắc vi kế
Trắc vi kế phải có khả năng đo chính xác đến 5 mm. Nó phải gắn với bánh hãm để hạn chế lực gây ra bởi trục quay trên bề mặt thử.
Kiểu 1 – Cố định với giá
Đầu trắc vi kế có bề mặt đo phẳng được kẹp chặt với giá cứng bằng tấm đệm phẳng sao cho độ cao của nó có thể điều chỉnh được. Bề mặt đo phải song song thẳng với đỉnh tấm đệm.
Kiểu 2 – Dụng cụ cầm tay (xem Hình 5)
Thuật ngữ thường sử dụng đối với loại dụng cụ này là một trắc vi kế ngoài, mặc dù nó cũng được biết đến là thước cặp micro dành cho sử dụng đo ngoài (xem ISO 3611). Trắc vi kế phải phù hợp với các yêu cầu của ISO 3611. Bề mặt đo của trục quay và đe phải phẳng và song song với nhau.
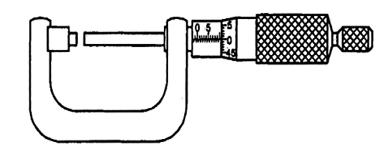
Hình 5 – Trắc vi kế ngoài
5.2.4.1.2 Dụng cụ đo kiểu đồng hồ
Dụng cụ đo kiểu đồng hồ cơ học phù hợp với các yêu cầu của ISO 463 và dụng cụ đo kiểu đồng hồ điện tử chủ yếu có thể đo với độ chính xác đến 5 mm (dụng cụ đo kiểu đồng hồ cơ học) hoặc 1 mm (dụng cụ đo kiểu đồng hồ điện tử), hoặc tốt hơn. Dụng cụ đo phải được lắp với thiết bị nâng đầu đo. Hình dạng của đầu đo phải được lựa chọn phù hợp với độ cứng vật liệu phủ mà nó phải đo độ dày (hình cầu đối với các vật liệu cứng, phẳng đối với các vật liệu mềm).
Kiểu 1 – Cố định với giá
Dụng cụ đo kiểu đồng hồ được gắn vào giá như được biểu thị trong Hình 6. Nếu đầu bút phẳng được sử dụng, bề mặt đo phải song song thẳng với mặt trên của tầm đế.
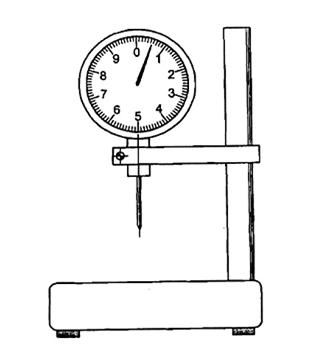
Hình 6 – Dụng cụ đo kiểu đồng hồ cố định với giá
Kiểu 2 – Dụng cụ cầm tay
Dụng cụ đo kiểu này gắn với một tay cầm. Thiết bị nâng pit-tông phải được định hình sao cho dụng cụ đo độ dày có thể được thao tác bằng một tay. Đầu đe có khả năng hoán đổi phải được định vị ngược với đầu đo chuyển động. Hình dạng của đầu đo phải được lựa chọn phù hợp với độ cứng vật liệu được thử (hình cầu đối với các vật liệu cứng, phẳng đối với các vật liệu mềm).
Nếu cả đầu đo và đe có thiết kế phẳng (như trong dụng cụ đo độ dày phoi được biểu thị trong Hình 7), các bề mặt phẳng phải song song với nhau.

CHÚ DẪN
1 độ mở dụng cụ đo
Hình 7 – Dụng cụ đo độ dày phoi
5.2.4.2 Cách tiến hành
Chuẩn bị mẫu thử như được xác định trong 5.2.3 đối với các phương án “loại bỏ lớp phủ” và “tạo lớp phủ” (xem 5.2.1).
Thao tác tất cả các dụng cụ sao cho mặt được phủ của mẫu thử hoặc mặt sẽ được phủ đối diện trục quay (micromet, xem 5.2.4.1.1) hoặc bộ phận tiếp xúc (dụng cụ đo kiểu đồng hồ, xem 5.2.4.1.2) trong phương án “loại bỏ lớp phủ” và “tạo lớp phủ”.
Khi sử dụng dụng cụ được gắn với giá (5.2.4.1.1 và 5.2.4.1.2, kiểu 1 trong từng trường hợp) đặt mẫu thử trên tấm đế.
Khi sử dụng loại dụng cụ cầm tay (5.2.4.1.1 và 5.2.4.1.2, kiểu 2 trong từng trường hợp) giữ mẫu thử áp vào đầu đo cố định.
CHÚ THÍCH: Cán dụng cụ được xác định trong 5.2.4.1.1 và 5.2.4.1.2, kiểu 2 trong từng trường hợp, có thể được kẹp vào giá để thao tác dễ dàng hơn.
Lặp lại quy trình đối với phép đo thứ hai sau khi loại bỏ lớp màng (“loại bỏ lớp phủ”) hoặc tạo lớp màng (“tạo lớp phủ”).
Thực hiện từng phép đo sao cho:
- Khi sử dụng micromet như được mô tả trong 5.2.4.1.1, trục quay chuyển động ngược bề mặt được thử cho đến khi bánh hãm được kích hoạt;
- Khi sử dụng dụng cụ đo kiểu đồng hồ như được mô tả trong 5.2.4.1.2, bề mặt thử được tiếp xúc cẩn trọng bởi đầu bộ phận tiếp xúc tải có lò xo.
Độ dày màng là sự chênh lệch giữa số đo nhận được đối với tổng độ dày và số đo nhận được đối với độ dày nền.
5.2.5 Phương pháp 4B – Dụng cụ đo chiều sâu
5.2.5.1 Dụng cụ và các chuẩn đối xứng
5.2.5.1.1 Kiểu 1 – Dụng cụ đo chiều sâu kiểu trắc vi kế (xem Hình 8)
Trắc vi kế loại này chủ yếu có khả năng đo chính xác đến 5 mm hoặc tốt hơn. Trắc vi kế phải được lắp bánh hãm để giới hạn lực do bộ phận tiếp xúc trên nền. Nó có đế hoặc bệ phẳng được đặt trên bề mặt lớp phủ và có tác dụng như mặt phẳng đối chứng.
CHÚ DẪN
1 nền
2 lớp phủ
3 bộ phận tiếp xúc
4 đế hoặc bệ phẳng
Hình 8 – Dụng cụ đo chiều sâu
5.2.5.1.2 Kiểu 2 – Dụng cụ đo chiều sâu kiểu đồng hồ (xem Hình 9)
Dụng cụ đo kiểu đồng hồ cơ học phù hợp với các yêu cầu của ISO 463 và dụng cụ đo kiểu đồng hồ điện tử chủ yếu có thể đo với độ chính xác đến 5 mm (dụng cụ đo kiểu đồng hồ cơ học) hoặc 1 mm (dụng cụ đo kiểu đồng hồ điện tử), hoặc tốt hơn. Dụng cụ đo có thể có đế hoặc bệ phẳng mà được đặt trên bề mặt lớp phủ và có tác dụng như mặt phẳng đối chứng.
CHÚ DẪN
1 nền
2 lớp phủ
3 bộ phận tiếp xúc
Hình 9 – Dụng cụ đo chiều sâu kiểu đồng hồ
5.2.5.1.3 Chuẩn đối chứng đối với định vị điểm “0” dụng cụ đo
Đĩa chuẩn phẳng được yêu cầu để định vị điểm “0” của dụng cụ đo. Đĩa chuẩn phải bao gồm một đĩa kính phẳng mà dung sai độ phẳng của đĩa không được quá 1 mm(xem ISO 1101).
5.2.5.2 Cách tiến hành
Loại bỏ lớp phủ từ khu vực đo. Đưa dụng cụ về 0 bằng cách kiểm tra điểm “0” bằng đĩa chuẩn (5.2.5.1.3) và sau đó:
a) Khi sử dụng dụng cụ đo chiều sâu trắc vi kế, đặt bệ trên bề mặt lớp phủ sao cho trục quay ở bên trên khu vực lộ ra và vặn trục quay xuống cho đến khi đầu chạm nền và bánh hãm khởi động;
b) Khi sử dụng dụng cụ đo chiều sâu kiểu đồng hồ, đặt bộ phận tiếp xúc trên nền lộ ra và bệ (hoặc chân/chốt tiếp xúc) trên lớp phủ (nếu dụng cụ đo thuộc loại có chân/chốt tiếp xúc, cần thận trọng nhằm đảm bảo chúng vuông góc với bề mặt mẫu thử).
Độ dày màng có thể được biểu thị ngay lập tức là số đo chiều sâu (hiệu chính, khi cần thiết, đối với bất kỳ lỗi điểm “0” nào có).
5.2.6 Phương pháp 4C – Quét biên dạng bề mặt
5.2.6.1 Mô tả dụng cụ
Dụng cụ này bao gồm một kim ngang kết nối với thiết bị ghi và khuếch đại phù hợp. Đối với mục đích của phép đo độ dày màng, dụng cụ được sử dụng để đo biên dạng của vai được hình thành giữa nền và lớp phủ bằng cách loại bỏ phần lớp phủ (xem Hình 10). Dụng cụ đo biên dạng hoặc độ nhám có kim chuyển động tự do mà theo đó bán kính của đầu kim được lựa chọn phù hợp với độ nhám của nền và bề mặt lớp màng, là thích hợp nhất.
CHÚ THÍCH: Các phép đo có thể được thực hiện dựa trên nguyên lý quang học hoặc âm học (nghĩa là không có bất kỳ tiếp xúc nào với mẫu thử).
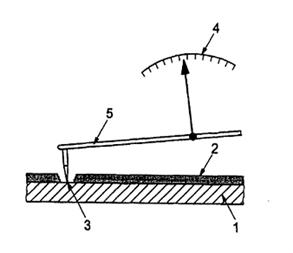
CHÚ DẪN
1 nền
2 lớp phủ
3 đầu kim
4 thang tỷ lệ
5 đòn bẩy
Hình 10 – Máy quét biên dạng bề mặt
5.2.6.2 Cách tiến hành
Chuẩn bị mẫu thử như được xác định trong 5.2.3. Quét và ghi lại biên dạng bề mặt trong khu vực đo sử dụng máy vẽ đồ thị và màn hình thích hợp.
Các yếu tố sau có thể tác động bất lợi đối với các số đo:
- Các bề mặt chưa được làm sạch hết;
- Các rung động trong hệ thống đo;
- Sử dụng đầu kim không phù hợp.
Vẽ các đường tham chiếu qua độ cao trung bình của đường quét được ghi lại đối với bề mặt lớp màng (đường phía trên) và qua đường quét được ghi lại đối với nền (đường phía dưới). Đo độ dày màng là khoảng cách giữa các đường chuẩn tại điểm giữa của vai.
5.3. Phương pháp khối lượng
5.3.1 Nguyên tắc
Độ dày màng khô, td, tính bằng micro mét, được tính từ sự chênh lệch giữa khối lượng của mẫu thử không được phủ và khối lượng của mẫu thử được phủ sử dụng công thức sau:
![]() (2)
(2)
Trong đó:
mo là khối lượng mẫu thử không phủ, tính bằng gam;
m là khối lượng mẫu thử đã được phủ, tính bằng gam;
A là diện tích bề mặt được phủ, tính bằng mét vuông;
ro là khối lượng riêng của vật liệu phủ khô, tính bằng gam trên mililít
CHÚ THÍCH: Khối lượng riêng lớp màng khô của vật liệu phủ có thể được xác định theo ISO 3233.
5.3.2 Phạm vi áp dụng
Phương pháp khối lượng được áp dụng phổ biến.
5.2.3 Tổng quát
Sử dụng phương pháp khối lượng thu được giá trị trung bình của độ dày màng khô trên toàn bộ diện tích bề mặt phủ. Đặc biệt với việc áp dụng phun, mặt trái của mẫu thử được che để ngăn ngừa các sai số phép đo do phủ một phần lên mặt trái (phun đè lên).
5.3.4 Phương pháp 5 – Chênh lệch về khối lượng
5.3.4.1 Thiết bị, dụng cụ
Dụng cụ yêu cầu là cân có khả năng cân đến 500 g có độ chính xác đến 1 mg.
5.3.4.2 Cách tiến hành
Cân mẫu thử sạch khi chưa được phủ, sau khi phủ, làm khô và cân lại. Tính độ dày màng khô sử dụng công thức (2).
5.4 Phương pháp quang học
5.4.1 Nguyên tắc
Trong phương pháp mặt cắt ngang (phương pháp 6A, xem 5.4.4) mẫu thử được mài/cắt dọc theo mặt phẳng vuông góc với lớp phủ sao cho độ dày màng có thể được đo trực tiếp bằng cách sử dụng kính hiển vi (xem Hình 11).
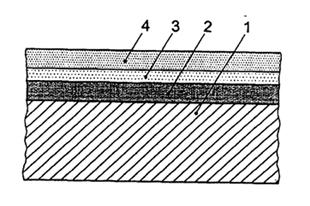
CHÚ DẪN
1 nền
2 lớp phủ 1
2 lớp phủ 2
3 lớp phủ 3
Hình 11 – Mẫu thử mặt cắt ngang
Với phương pháp cắt nêm (phương pháp 6B, xem 5.4.5) mặt cắt với kích cỡ xác định được thực hiện trong lớp phủ sử dụng dụng cụ cắt theo góc xác định đối với bề mặt (xem Hình 12). Độ dày màng, t, được tính bằng cách sử dụng công thức sau:
t = b× tana (3)
Trong đó
b là nửa chiều rộng hình chiếu của mặt cắt (từ cạnh đến nền), được xác định bằng cách sử dụng kính hiển vi;
a là góc cắt.
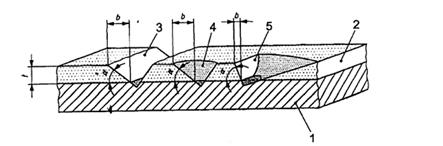
CHÚ DẪN
1 nền
2 lớp phủ
3 cắt đối xứng
4 khoan hình nón
5 cắt nghiêng
Hình 12 – Cắt đối xứng, cắt nghiêng và khoan hình nón
Cắt nêm đối xứng (số 3 trong Hình 12) có thể được thực hiện trong lớp phủ sử dụng lưỡi dao đặc biệt, khoan hình nón (số 4 trong Hình 12) sử dụng máy khoan đặc biệt và cắt nghiêng (số 5 trong Hình 12) sử dụng dụng cụ khía rãnh.
5.4.2 Phạm vi áp dụng
Nguyên tắc quang học về cơ bản phù hợp với tất cả các tổ hợp nền – màng. Độ dày của các lớp riêng rẽ trong lớp phủ nhiều lớp cũng có thể đo được, miễn là từng lớp đủ để phân biệt với nhau.
Nếu phương pháp cắt ngang hoặc nêm được sử dụng, nền sẽ phải có các đặc tính cần thiết để có thể cắt từng đoạn, khoan hoặc cắt.
Trong trường hợp có tranh cãi, phương pháp cắt ngang (phương pháp 6A, xem 5.4.4) được công nhận là phương pháp trọng tài.
5.4.3 Tổng quát
Mẫu thử phải phẳng đối với phương pháp cắt nêm (xem Chú thích 5.4.5.2).
Nếu vật liệu phủ có tính đàn hồi, cắt ngang/nêm có thể bị biến dạng dần đến phép đo cho các kết quả không đúng. Tác động này có thể được giảm bớt bằng cách làm nguội mẫu thử trước khi thực hiện cắt.
Trong trường hợp lớp phủ giòn và/hoặc bám dính kém, sự tách lớp của lớp màng có thể gây khó khăn cho việc xác định mặt phân cách thực sự giữa lớp phủ và nền. Vì vậy, có thể có sai số trong các số đo.
5.4.4 Phương pháp 6A – Cắt ngang
5.4.4.1 Kiểu 1 – Bằng chứng phương pháp mài
5.4.4.1.1 Dụng cụ và vật liệu
5.4.4.1.1.1 Máy đánh bóng và mài
Các dụng cụ được sử dụng để chuẩn bị mẫu trong nghiên cứu cấu trúc kim loại là thích hợp.
5.4.4.1.1.2 Vật liệu bao bọc
Sử dụng nhựa đóng rắn ở nhiệt độ thấp không có tác động có hại đối với lớp phủ sơn và cho phép bao bọc không có khoảng hở.
5.4.4.1.1.3 Vật liệu đánh bóng và mài
Sử dụng giấy ráp không thấm nước, ví dụ giấy ráp có độ hạt 280, 400 và 600, hoặc các loại bột nhão kim cương hoặc bột nhão tương tự.
5.4.4.1.1.4 Kính hiển vi để đo
Kính hiển vi được yêu cầu là kính có hệ thống chiếu sáng thích hợp cho sự tương phản hình ảnh tối ưu. Sự phóng đại phải được chọn sao cho phạm vi nhìn tương ứng với 1,5 đến 3 lần độ dày màng. Thiết bị đo quang điện tử hoặc kính mắt phải cho phép phép đo được thực hiện đến độ chính xác ít nhất là 1 mm.
5.4.4.1.2 Cách tiến hành
Bọc mẫu thử hoặc mẫu đại diện của mẫu thử trong nhựa (5.4.4.1.1.2). Đánh bóng ẩm mẫu thử hoặc mẫu sử dụng máy mài và máy đánh bóng (5.4.4.1.1.1) dọc theo mặt phẳng vuông góc với bề mặt lớp phủ. Lặp lại quy trình này với vật liệu mài mịn hơn. Đo độ dày của lớp lộ ra bằng cách sử dụng kính hiển vi.
5.4.4.2 Kiểu 2 – Bằng phương pháp cắt
5.4.4.2.1 Thiết bị, dụng cụ
5.4.4.2.1.1 Dụng cụ cắt
Dụng cụ được yêu cầu là máy cắt tiêu bản hiển vi theo cơ chế cắt quay hoặc cắt ngang, có lưỡi cắt bằng carbide với hình dạng thích hợp và giá đỡ để kẹp giữ mẫu thử.
5.4.4.2.1.2 Kính hiển vi để đo
Kính hiển vi được yêu cầu là kính có hệ thống chiếu sáng thích hợp cho sự tương phản hình ảnh tối ưu. Sự phóng đại phải được chọn sao cho phạm vi nhìn tương ứng với 1,5 đến 3 lần độ dày màng. Thiết bị đo quang điện tử hoặc thị kính phải cho phép các phép đo được thực hiện đến độ chính xác ít nhất là 1 mm.
5.4.4.2.2 Cách tiến hành
Kẹp mẫu thử hoặc mẫu đại diện được lấy từ mẫu thử trong giá đỡ mẫu thử thiết bị cắt lát mỏng và cắt dọc theo mặt phẳng vuông góc với bề mặt lớp phủ. Đo độ dày của các lớp lộ ra bằng cách sử dụng kính hiển vi.
5.4.5 Phương pháp 6B – Cắt nêm
5.4.5.1 Thiết bị, dụng cụ
5.4.5.1.1 Tổng quát
Dụng cụ cắt và kính hiển vi đo được yêu cầu đối với phương pháp cắt nêm. Những dụng cụ này có thể được tích hợp trong một dụng cụ.
5.4.5.1.2 Dụng cụ cắt
Dụng cụ cắt là một dụng cụ đặc biệt có dao cắt thay thế được để thực hiện các vết cắt chính xác tại góc xác định.
Dụng cụ cắt (dao cắt, mũi khoan sơn đặc biệt hoặc máy mài) phải:
- Được làm từ vật liệu carbide;
- Có các biên của lưỡi được rà chính xác;
- Có hình dáng thích hợp nhằm đảm bảo cắt nêm chuẩn xác.
Góc cắt tiêu chuẩn là trong phạm vi a = 5,7o (tan a = 0,1) đến a = 45o (tan a = 1).
5.4.5.1.3 Kính hiển vi đo
Kính hiển vi được yêu cầu là kính có độ phóng đại xấp xỉ gấp 50 lần và có thiết bị chiếu sáng. Thị kính phải cho phép phép đo thực hiện đến 20 mm.
5.4.5.2 Cách tiến hành
Đánh dấu mẫu thử, ví dụ bằng nút dạ có màu tương phản tại khu vực đo. Cắt hoặc khoan qua điểm đánh dấu . Cắt hoặc khoan phải xuyên vào nền. Đánh dấu để định vị vết cắt hoặc khoan bằng kính hiển vi, đo nửa độ rộng của hình chiếu, b, và tính độ dày màng sử dụng công thức (3) (xem 5.4.1).
CHÚ THÍCH: Công thức (3) không thể được sử dụng với các bề mặt cong. Công thức tính sửa đổi có thể được sử dụng đối với khoan hình nón trong bề mặt cong.
5.5 Phương pháp từ tính
5.5.1 Tổng quát
Các dụng cụ đo độ dày màng khô loại từ tính, điều bắt buộc là chúng phải được kiểm tra trước khi lấy số đo. Việc kiểm tra theo các chỉ dẫn của nhà sản xuất phải được thực hiện trong khoảng độ dày dự tính đối với lớp phủ.
5.5.2 Nguyên tắc
Độ dày màng được xác định dựa trên sự tương tác giữa từ trường và nền kim loại. Độ dày màng được xác định bởi lực cần thiết để loại bỏ bụi từ trường từ lớp phủ (phương pháp 7A, xem 5.5.5), hoặc từ các thay đổi trong trường từ tính (phương pháp 7B, 7C và 7D, xem 5.5.6, 5.5.7 và 5.5.8).
5.5.3 Phạm vi áp dụng
Các phương pháp từ tính thích hợp với các lớp phủ trên nền kim loại.
Đối với phương pháp 7A, 7B và 7C, nền phải là sắt từ và đối với phương pháp 7D, nền không phải sắt từ.
Các đặc tính của lớp phủ phải sao cho số đo được đưa ra là hợp lệ khi dụng cụ chạm vào bề mặt phủ.
5.5.4 Tổng quát
Từ trường được sinh ra bởi dụng cụ có thể bị ảnh hưởng bởi những yếu tố sau:
- Hình dạng của nền (kích cỡ, độ cong và độ dày);
- Các đặc tính của vật liệu nền (ví dụ: độ dẫn từ, tính dẫn nhiệt và các đặc tính xuất phát từ xử lý sơ bộ);
- Độ nhám của nền;
- Các trường từ tính khác (hiện tượng từ tính dư của nền và các trường từ tính ngoài).
5.5.5 Phương pháp 7A – Dụng cụ đo đẩy từ tính
5.5.5.1 Mô tả dụng cụ
Dụng cụ này bao gồm một nam châm để xác định độ dày màng dựa trên lực hút giữa nam châm và nền [xem Hình 13a) và 13b)].
CHÚ THÍCH: Dụng cụ được chỉ ra trong Hình 13a) có thể được sử dụng trong bất kỳ vị trí nào. Dụng cụ được chỉ ra trong Hình 13b) được thiết kế chỉ dành cho sử dụng theo một hướng do tác động của trọng lực.

Hình 13 – Dụng cụ đo đẩy từ tính
5.5.5.2 Cách tiến hành
Đặt dụng cụ có nam châm tựa vào lớp phủ. Nâng nam châm xa khỏi lớp phủ theo hướng vuông góc với bề mặt lớp phủ. Độ dày màng được suy ra từ lực cần thiết để loại bỏ lực từ trường khỏi mẫu thử.
5.5.6 Phương pháp 7B – Dụng cụ đo dòng từ tính
5.5.6.1 Mô tả dụng cụ
Dụng cụ này bao gồm một nam châm để xác định độ dày màng từ sự thay đổi, được gây ra bởi nền, trong từ trường của nam châm. Trường từ tính được đo bằng đầu dò Hall (xem Hình 14).
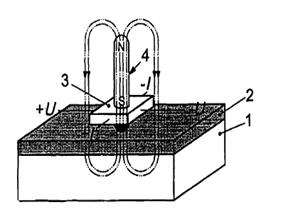
CHÚ DẪN
1 nền
2 lớp phủ
3 bộ phận Hall
4 nam châm
U điện áp Hall
I dòng kiểm soát
Hình 14 – Đầu dò Hall
5.5.6.2 Cách tiến hành
Đặt dụng cụ trên lớp phủ sao cho nó vuông góc với lớp phủ. Đọc độ dày trực tiếp từ mặt số hoặc tính độ dày theo chỉ dẫn của nhà sản xuất.
5.5.7 Phương pháp 7C – Dụng cụ đo cảm ứng từ tính
5.5.7.1 Mô tả dụng cụ
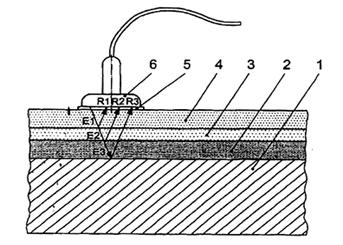
Dụng cụ này bao gồm một nam châm điện để xác định độ dày màng dựa trên sự thay đổi được sản sinh trong từ trường khi nó tiếp cận nền sắt từ (xem Hình15). Trường điện từ xoay chiều tần số thấp (LF, ví dụ 60 Hz đến 400 Hz) được tạo ra bởi nam châm điện (xem ISO 2178)[3]
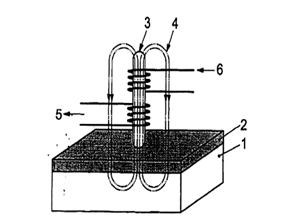
CHÚ DẪN
1 nền
2 lớp phủ
3 lõi sắt từ
4 trường từ tính xoay chiều (LF)
5 tín hiệu đo
6 dòng
Hình 15 – Nguyên tắc của dụng cụ cảm ứng từ tính
5.5.7.2 Cách tiến hành
Đặt dụng cụ trên lớp phủ sao cho nó vuông góc với lớp phủ. Tính độ dày màng từ sự thay đổi trong dòng từ tính.
5.5.8 Phương pháp 7D – Dụng cụ đo dòng xoáy
5.5.8.1 Mô tả dụng cụ
Dụng cụ này bao gồm một nam châm điện để xác định độ dày màng từ sự thay đổi trong trường từ tính được gây ra bởi các dòng xoáy trong nền dẫn điện (xem Hình 16). Trường điện từ xoay chiều tần số cao (HF, ví dụ 0,1 MHz đến 30 MHz) được tạo ra trong nam châm điện (xem ISO 2360).
5.5.8.2 Cách tiến hành
Đặt dụng cụ trên lớp phủ sao cho nó vuông góc với lớp phủ.
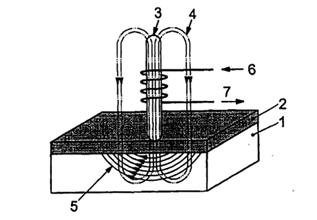
CHÚ DẪN
1 nền
2 lớp phủ
3 lõi ferit
4 trường từ tính xoay chiều (HF)
5 các dòng xoáy
6 dòng
7 tín hiệu đo
Hình 16 – Nguyên tắc của dụng cụ đo dòng xoáy
5.6 Phương pháp phóng xạ
5.6.1 Nguyên tắc
Độ dày màng được suy từ sự tương tác giữa bức xạ ion hóa và lớp phủ. Đồng vị phóng xạ được sử dụng làm nguồn bức xạ.
5.6.2 Phạm vi áp dụng
Nguyên tắc phóng xạ phù hợp với bất kỳ tổ hợp nền – màng nào, miễn là chênh lệch giữa số nguyên tử của vật liệu phủ và của nền ít nhất là 5 (xem ISO 3543).
5.6.3 Tổng quát
Phép đo độ dày màng có thể bị ảnh hưởng bởi:
- Hình của nền (kích cỡ, độ cong);
- Tạp chất tại bề mặt lớp phủ;
- Sự thay đổi về khối lượng riêng lớp phủ.
5.6.4 Phương pháp 8 – Phương pháp tán xạ ngược beta
5.6.4.1 Mô tả dụng cụ
Dụng cụ tán xạ ngược beta (xem Hình 17) bao gồm
- Nguồn bức xạ (đồng vị phóng xạ) phát ra chủ yếu các hạt beta có năng lượng thích hợp với độ dày màng được đo;
- Đầu dò hoặc hệ thống đo có nhiều biên độ mở và bao gồm một máy dò beta để đếm số hạt beta tán xạ ngược (ví dụ máy đếm Geiger);
- Hệ thống hiển thị và xử lý dữ liệu.
CHÚ DẪN
1 nền
2 lớp phủ
3 máy đếm
4 đồng vị phóng xạ
5 các hạt tán xạ ngược
6 độ mở
Hình 17 – Phương pháp tán xạ ngược beta
5.6.4.2 Kiểm tra xác nhận
Kiểm tra xác nhận và, nếu cần thiết, điều chỉnh dụng cụ bằng các tiêu chuẩn có lớp phủ và nền có cùng thành phần càng giống mẫu thử được kiểm tra càng tốt.
5.6.4.3 Cách tiến hành
Thao tác dụng cụ theo chỉ dẫn của nhà sản xuất.
5.7 Phương pháp quang nhiệt
5.7.1 Nguyên tắc
Độ dày màng được xác định từ sự chênh lệch giữa thời gian sóng nhiệt được bức xạ đến lớp phủ và thời gian sóng phát xạ trở lại (hoặc nhiệt hoặc sóng siêu âm) dò được (xem Hình 18).
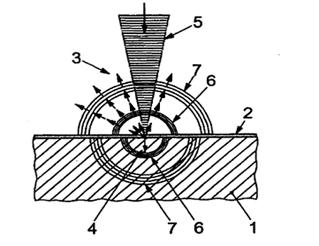
Chú dẫn:
1 nền
2 lớp phủ
3 bức xạ nhiệt tái phát
4 hấp thụ bức xạ bởi lớp phủ (phụ thuộc vào độ dày lớp phủ và vật liệu phủ)
5 chiếu xạ nhiệt
6 sóng nhiệt
7 sóng siêu âm
Hình 18 – Sự tương tác của bức xạ với mẫu thử trong phép đo độ dày bằng phương pháp quang nhiệt
Tất cả các phương pháp quang nhiệt, bao gồm tất cả các loại kích thích hoặc phương pháp dò, sử dụng cùng nguyên tắc: đưa năng lượng xung hoặc năng lượng tuần hoàn dưới dạng nhiệt vào mẫu thử và sau đó là sự tăng nhiệt độ cục bộ.
Chênh lệch về thời gian đo được so sánh với các giá trị đạt được bằng dụng cụ đối với lớp màng có độ dày được biết dưới các điều kiện cố định (năng lượng kích thích, độ dài xung, tần số kích thích, v.v…) (xem 5.7.4.2).
5.7.2 Phạm vi áp dụng
Nguyên tắc quang nhiệt chủ yếu thích hợp với tất cả các tổ hợp nền – màng. Nó cũng có thể được sử dụng để xác định độ dày của các lớp riêng biệt trong lớp phủ nhiều tầng, miễn là những lớp này có đủ để phân biệt với nhau về mặt tính dẫn nhiệt và các đặc tính phản xạ của chúng.
Độ dày nền tối thiểu được yêu cầu là hàm của hệ thống đo được sử dụng (xem 5.7.4.1.1) và kết hợp nền – màng.
5.7.3 Tổng quát
Phân loại phương pháp là phá hủy hoặc không phá hủy phụ thuộc vào mục đích của lớp phủ. Năng lượng nhiệt được hấp thụ bởi lớp phủ có thể có tác động đối với lớp phủ do tác động nhiệt cục bộ được sinh ra.
5.7.4 Phương pháp 9 – Xác định sử dụng các đặc tính nhiệt
5.7.4.1 Dụng cụ và các chuẩn đối chứng
5.7.4.1.1 Hệ thống đo
Có nhiều phương pháp sản sinh sóng nhiệt trong vật liệu phủ và phát hiện các tác động nhiệt được sản sinh tại địa điểm đốt nóng trong mẫu thử (xem EN 15042-2). Các nguồn bức xạ nhiệt (ví dụ các nguồn laze, điốt phát quang, các nguồn sáng nóng sáng) chủ yếu được sử dụng làm hệ thống kích thích đối với các lớp phủ sơn.
Các phương pháp phát hiện sau được sử dụng:
- Phát hiện bức xạ nhiệt tái phát thải (phép đo phóng xạ quang nhiệt);
- Phát hiện sự thay đổi trong chỉ số khúc xạ (trong không khí đốt nóng phía trên khu vực đo);
- Phát hiện hỏa điện (đo dòng nhiệt).
5.7.4.1.2 Các chuẩn đối chứng
Các mẫu đối chứng có các đặc tính hấp thụ và phạm vi độ dày màng khác nhau là cần thiết đối với các mục đích kiểm tra xác nhận (xem EN 15042-2).
5.7.4.2 Kiểm tra xác nhận
Kiểm tra xác nhận và, khi cần thiết, điều chỉnh hệ thống đo bằng mẫu đối chứng (xem 5.7.4.1.2) đối với từng kết hợp nền – lớp màng (đặc biệt đối với từng vật liệu phủ).
5.7.4.3 Cách tiến hành
Vận hành dụng cụ theo các chỉ dẫn của nhà sản xuất. Đọc độ dày trực tiếp trên màn hình hiển thị hoặc tính độ dày theo các chỉ dẫn của nhà sản xuất.
5.8 Phương pháp âm thanh
5.8.1 Nguyên tắc
Trong phương pháp âm thanh, độ dày màng được xác định từ thời gian lan truyền của xung siêu âm qua lớp phủ.
5.8.2 Phạm vi áp dụng
Nguyên tắc âm thanh phù hợp với bất kỳ tổ hợp nền – lớp màng nào.
Vận tốc âm thanh phải đồng nhất trong các lớp riêng rẽ và phải khác rõ rệt với vận tốc âm thanh trong lớp liền kề và trong nền.
CHÚ THÍCH: Tính không đồng nhất trong lớp phủ (ví dụ sự có mặt của các vảy nhôm và trong nền (ví dụ thớ gỗ) có thể ảnh hưởng đến kết quả.
5.8.3 Tổng quát
Trường âm thanh có thể bị ảnh hưởng bởi hình dạng của nền (kích cỡ, độ cong và độ nhám).
5.8.4 Phương pháp 10 – Dụng cụ đo độ dày siêu âm
5.8.4.1 Mô tả dụng cụ
Dụng cụ này có một bộ phận truyền siêu âm và bộ phận nhận để xác định độ dày màng từ thời gian truyền âm thanh (xem Hình 19).
5.8.4.2 Cách tiến hành
Áp dụng chất tiếp âm vào lớp phủ mà độ dày của nó sẽ được đo. Đặt dụng cụ có mặt phẳng bề mặt dò trên lớp phủ. Thao tác dụng cụ và xác định các kết quả theo chỉ dẫn của nhà sản xuất.
CHÚ DẪN
1 nền
2 lớp phủ 1
3 lớp phủ 2
4 lớp phủ 3
5 chất tiếp âm
6 dụng cụ dò (bộ phận phát và bộ phận nhận)
E xung xuyên vào lớp phủ
R xung phản xạ
Hình 19 – Dụng cụ đo độ dày siêu âm
6 Xác định độ dày của lớp bột chưa đóng rắn
6.1 Tổng quát
Phụ lục A nêu tổng quát về các phương pháp được sử dụng để xác định độ dày các lớp bột chưa đóng rắn.
6.2 Phương pháp khối lượng
6.2.1 Nguyên tắc
Độ dày màng của lớp bột chưa đóng rắn, tr, tính bằng micromét được tính từ sự chênh lệch giữa khối lượng của mẫu thử chưa phủ và khối lượng của mẫu thử đã phủ sử dụng công thức sau:
![]() (4)
(4)
Trong đó
mo là khối lượng mẫu thử chưa phủ, tính bằng gam;
m là khối lượng mẫu thử đã được phủ, tính bằng gam;
A là diện tích bề mặt phủ, tính bằng mét vuông;
ro là khối lượng riêng của vật liệu phủ bột chưa đóng rắn được áp dụng, tính bằng gam trên mililít
CHÚ THÍCH: Khối lượng riêng của vật liệu phủ bột có thể được xác định theo ISO 8130-2 hoặc ISO 8130-3.
6.2.2 Phạm vi áp dụng
Phương pháp khối lượng được áp dụng phổ biến.
6.2.3 Tổng quát
Sử dụng phương pháp khối lượng thu được giá trị trung bình của độ dày màng đối với toàn bộ diện tích bề mặt phủ. Khi phủ bột, mặt trái của mẫu thử phải được che để ngăn ngừa sai số phép đo do phủ một phần lên mặt trái (phun đè lên).
6.2.4 Phương pháp 11 – Chênh lệch về khối lượng
6.2.4.1 Thiết bị, dụng cụ
Dụng cụ được yêu cầu là cân có khả năng cân đến 500 g và chính xác đến 1 mg.
6.2.4.2 Cách tiến hành
Cân mẫu thử chưa phủ sạch, phủ mẫu và cân lại. Tính độ dày màng sử dụng công thức (4).
Lần cân thứ hai phải được thực hiện ngay sau khi áp dụng bột.
6.3 Phương pháp từ tính
6.3.1 Nguyên tắc
Độ dày màng được xác định dựa trên sự tương tác giữa từ trường và nền kim loại. Độ dày màng được suy ra từ sự thay đổi trong trường từ tính.
6.3.2 Phạm vi áp dụng
Các phương pháp từ tính thích hợp đối với nền kim loại phủ.
Đối với phương pháp 12A, nền phải là sắt từ và đối với phương pháp 12B, nền không phải là sắt từ.
6.3.3 Tổng quát
Từ trường được sản sinh bởi dụng cụ có thể bị ảnh hưởng với các yếu tố sau:
- Hình dạng của nền (kích cỡ, độ dày);
- Các đặc tính của vật liệu nền (ví dụ: độ dẫn từ, tính dẫn nhiệt và các đặc tính xuất phát từ xử lý sơ bộ);
- Độ nhám của nền;
- Các trường từ tính khác (hiện tượng từ tính dư của nền và các trường từ tính ngoài).
Chỉ thực hiện các phép đo trên bề mặt phẳng.
6.3.4 Phương pháp 12A – Dụng cụ đo cảm ứng từ tính
6.3.4.1 Mô tả dụng cụ
Dụng cụ này bao gồm một nam châm điện để xác định độ dày màng dựa trên sự thay đổi được sinh ra trong từ trường khi nó tiếp cận nền sắt từ (xem Hình 20). Trường điện từ xoay chiều tần số thấp (LF, ví dụ 60 Hz đến 400 Hz) được tạo ra bởi nam châm điện (xem ISO 2178).

CHÚ DẪN
1 nền
2 lớp phủ
3 đế kim loại
4 nam châm hoặc bộ phận dò dòng chảy
Hình 20 – Bộ phận dò của dụng cụ đo cảm ứng từ tính đối với phép đo độ dày lớp phủ bột
Ảnh hưởng của bộ phận dò đối với độ dày lớp bột chưa được xử lý phải được giữ ở mức tối thiểu khi định vị bộ phận dò.
6.3.4.2 Cách tiến hành
Đặt dụng cụ trên lớp phủ sao cho nó vuông góc với lớp phủ. Đọc độ dày trực tiếp trên màn hình hiển thị hoặc tính độ dày theo chỉ dẫn của nhà sản xuất.
6.3.5 Phương pháp 12B – Dụng cụ đo dòng xoáy
6.3.5.1 Mô tả dụng cụ
Dụng cụ này gồm một nam châm điện để xác định độ dày màng từ sự thay đổi trong trường từ tính được gây ra bởi các dòng xoáy trong nền dẫn điện (xem Hình 16). Trường điện từ xoay chiều tần số cao (HF, ví dụ 0,1 MHz đến 30 MHz) được tạo ra trong nam châm điện (xem ISO 2360)[4].
Ảnh hưởng của dụng cụ dò đối với độ dày màng của lớp bột chưa đóng rắn phải được giữ ở mức tối thiểu khi định vị dụng cụ dò.
6.3.5.2 Cách tiến hành
Đặt dụng cụ trên bề mặt sao cho nó vuông góc với lớp phủ. Đọc độ dày hiển thị ngay lập tức hoặc tính độ dày theo chỉ dẫn của nhà sản xuất.
6.4 Phương pháp quang nhiệt
6.4.1 Nguyên tắc
Độ dày màng được xác định từ sự chênh lệch giữa thời gian sóng nhiệt được bức xạ đến lớp phủ và thời gian sóng tái phát xạ (hoặc nhiệt hoặc siêu âm) dò được (xem Hình 18).
Tất cả các phương pháp quang nhiệt, bao gồm tất cả các loại kích thích hoặc phương pháp dò, sử dụng cùng nguyên tắc: đưa năng lượng xung hoặc năng lượng tuần hoàn dưới dạng nhiệt vào mẫu thử và sau đó là dò sự tăng nhiệt độ cục bộ.
Chênh lệch về thời gian đo được so sánh với các giá trị đạt được bằng dụng cụ đối với các lớp màng có độ dày được biết đến dưới các điều kiện cố định (năng lượng kích thích, độ dài xung, tần số kích thích, v.v…) (xem 6.4.4.2).
6.4.2 Phạm vi áp dụng
Nguyên tắc quang nhiệt về cơ bản phù hợp với tất cả các tổ hợp nền – màng. Nó cũng có thể được sử dụng để xác định độ dày của các lớp riêng biệt trong lớp phủ nhiều lớp, miễn là các lớp này có đủ để phân biệt với nhau về mặt tính dẫn nhiệt và các đặc tính phản xạ của chúng.
Độ dày nền tối thiểu được yêu cầu là hàm của hệ thống phép đo được sử dụng (xem 6.4.4.1.1) và tổ hợp nền – màng.
6.4.3 Tổng quát
Phân loại phương pháp phá hủy hoặc không phá hủy phụ thuộc vào mục đích của lớp phủ. Năng lượng nhiệt được hấp thụ bởi lớp phủ có thể có tác động đối với lớp phủ do ảnh hưởng nhiệt độ cục bộ được sinh ra.
6.4.4 Phương pháp 13 – Xác định sử dụng các đặc tính nhiệt
6.4.4.1 Dụng cụ và các chuẩn đối chứng
6.4.4.1.1 Hệ thống phép đo
Có nhiều phương pháp khác nhau đối với việc sản sinh sóng nhiệt trong vật liệu phủ và đối với việc phát hiện các tác động của nhiệt cảm sinh tại vị trí gia nhiệt trong mẫu thử (xem EN 15042-2[18]). Các nguồn bức xạ nhiệt (ví dụ các nguồn laze, điốt phát quang, các nguồn sáng nóng) chủ yếu được sử dụng làm hệ thống kích thích đối với các lớp phủ sơn.
Các phương pháp phát hiện sau được sử dụng:
- Phát hiện bức xạ nhiệt tái phát (đo phóng xạ quang nhiệt);
- Phát hiện sự thay đổi trong chỉ số khúc xạ (trong không khí nóng phía trên khu vực đo)
- Phát hiện hỏa điện (phép đo dòng nhiệt).
6.4.4.1.2 Các chuẩn đối chứng
Các mẫu đối chứng có các đặc tính hấp thụ và phạm vi độ dày màng khác nhau là cần thiết đối với các mục đích kiểm tra xác nhận (xem EN 15042-2[18]).
6.4.4.2 Kiểm tra xác nhận
Kiểm tra xác nhận và, nếu cần thiết, điều chỉnh hệ thống đo bằng mẫu đối chứng (xem 6.4.4.1.2) đối với từng tổ hợp nền – màng (đặc biệt đối với từng vật liệu phủ).
6.4.4.3 Cách tiến hành
Vận hành thiết bị theo chỉ dẫn của nhà sản xuất. Đọc độ dày trực tiếp trên màn hình hiển thị hoặc tính độ dày theo các chỉ dẫn của nhà sản xuất.
7 Đo độ dày màng trên các bề mặt nhám
7.1 Tổng quát
Độ nhám bề mặt của nền ảnh hưởng đến kết quả xác định độ dày màng. Vì vậy, cần được chú ý đặc biệt đối với các nền bằng thép làm sạch bằng phun hạt mài. Nếu lớp phủ được phủ lên nền thép làm sạch bằng phun hạt mài, đo độ dày của nó phức tạp hơn so với các bề mặt bằng phẳng. Kết quả bị ảnh hưởng bởi các đặc tính của nền thép, chúng biến đổi từ điểm này đến điểm khác và bị ảnh hưởng bởi cách thiết kế của thiết bị đo. Quy trình được sử dụng để sắp xếp các dụng cụ trên nền làm sạch bằng phun hạt mài trên thực tế dẫn đến tính biến thiên đáng kể và các số đo độ dày màng sơn khô.
Cùng với sự biến động của các kết quả với loại dụng cụ được sử dụng, đưa chỉ số dụng cụ về điểm “0” trên bề mặt làm sạch bằng phun hạt mài cũng đưa ra các vấn đề như:
- Tính lặp lại kém;
- Sự thay đổi về độ dày được đo của miếng chêm được đặt trên bề như vậy (miếng chêm càng dày thì càng tăng độ dày biểu kiến của miếng chêm);
- Thêm vào đó là tính không chắc chắn khi không biết độ nhám bề mặt của nền thép.
Mục đích của phương pháp được mô tả trong phần này là nhằm để giảm thiểu tính biến động và đạt được tính đồng đều thực hiện phép đo độ dày lớp phủ trên các bề mặt thép làm sạch bằng phun hạt mài. Phương pháp đòi hỏi phép đo độ dày màng sử dụng dụng cụ loại cảm ứng từ đã đưa chỉ số về “0” từ trước bề mặt thép nhẵn.
Phương pháp này đo độ dày lớp phủ từ mặt phẳng ảo được định vị ở giữa các đỉnh và cùng lõm của bề mặt nhám của nền, thường là ở khoảng 25 mm dưới các đỉnh ( nghĩa là khoảng nửa độ nhám bề mặt, được biểu thị là độ cao từ đáy đến chóp của các đỉnh, của bề mặt làm sạch bằng phun hạt mài) ngoại trừ các bề mặt được chuẩn bị đến mức biên dạng bề mặt thuộc cấp độ “mịn” như được xác định trong ISO 8503-1.
Phương pháp mô tả việc xác định đại diện thông số của độ dày lớp phủ có lớp phủ khô trên nền thép làm sạch bằng phun hạt mài. Để có được các kết quả đo có ý nghĩa thì độ dày thực sự, như được đo bởi phương pháp chuẩn, không được nhỏ hơn 25 mm và tốt nhất lớn hơn 50 mm.
Các phương pháp khác xác định độ dày lớp phủ trên bề mặt nhám được mô tả trong ISO 19840[14].
7.2 Dụng cụ và các vật liệu
7.2.1 Dụng cụ đo độ dày màng, của loại cảm ứng từ, như được sử dụng trong phương pháp 7C (xem 5.5.7).
CHÚ THÍCH: Thiết bị được lắp ráp các bộ phận để tính độ lệch chuẩn trung bình của phép đo và các thông số thống kê khác phải được sử dụng thận trọng và tốt nhất chỉ do những người đã được đào tạo về phương pháp thống kê.
7.2.2 Miếng chêm kiểm tra xác nhận, thuộc loại màng mỏng, có giá trị quy định có thể truy nguyên đối với các tiêu chuẩn được công nhận trên toàn quốc, có độ dày gần với độ dày màng dự kiến.
CHÚ THÍCH: Cho phép sử dụng miếng chêm chưa được chứng nhận miễn là chúng được kiểm tra xác nhận tại chỗ.
7.2.3 Tấm thép bằng phẳng, không bị gỉ, về bản chất từ tính giống như thép được phủ và có độ dày ít nhất 1,2 mm, được dùng để kiểm tra xác nhận dụng cụ.
7.3 Cách tiến hành
7.3.1 Kiểm tra xác nhận
Trước khi sử dụng, kiểm tra xác nhận và, nếu cần thiết, điều chỉnh dụng cụ theo chỉ dẫn của nhà sản xuất đối với thép, sử dụng tấm thép nhẵn, được đánh bóng bằng giấy ráp 400 để loại bỏ tất cả các sản phẩm của quá trình ăn mòn và ố bẩn trước khi sử dụng. Miếng chêm kiểm tra xác nhận phải được đặt giữa dụng cụ dò và tấm thép phẳng. Sử dụng miếng chêm kiểm tra xác nhận có độ dày lớn hơn và nhỏ hơn độ dày dự kiến của lớp màng được sử dụng.
7.3.2 Phép đo
Đo trên lớp phủ khô phải được thực hiện theo chỉ dẫn của nhà sản xuất thiết bị đối với thép nhẵn. Đối với số lần đọc, xem 7.3.3.
7.3.3 Số lần đọc
Nên lấy ít nhất ba số đọc phân bố đều trong từng khu vực thử.
Như hướng dẫn, nên có hai khu vực thử cho mỗi mét vuông đối với các tấm phẳng, bốn khu vực thử cho mỗi mét dài đối với mặt bên, hai khu vực thử cho mỗi mét dài ở cạnh mép và hai hoặc nhiều hơn cho mỗi mét dài đối với ống dẫn (phụ thuộc vào đường kính ống).
Đối với công trình ngoài khơi và ngoài biển khác, nên lấy nhiều số đọc.
8 Báo cáo thử nghiệm
Báo cáo thử nghiệm phải bao gồm thông tin sau:
a) Tất cả thông tin cần thiết để nhận dạng sản phẩm được thử nghiệm (nhà sản xuất, ký hiệu sản phẩm, số mẻ, v.v…);
b) Viện dẫn tiêu chuẩn này, nghĩa là TCVN 9760:2013 (ISO 2808:2007);
c) Phương pháp và thiết bị được sử dụng;
d) Các kết quả thử nghiệm, bao gồm kết quả của xác định riêng rẽ và giá trị trung bình;
e) Bất kỳ sai lệch từ quy trình đã được xác định;
f) Bất kỳ hình thái bất thường nào (dị thường) được quan sát trong quá trình thử nghiệm;
g) Ngày thử nghiệm.
Báo cáo thử nghiệm có thể cũng bao gồm thông tin bổ sung sau, nếu cần thiết:
h) Chi tiết nền (vật liệu, độ dày, xử lý sơ bộ);
i) Phương pháp được sử dụng để phủ nền và liệu nó là phủ đơn lớp hoặc hệ thống phủ nhiều lớp;
j) Thời gian và các điều kiện được sử dụng để làm khô/lưu hóa (bao gồm sấy lò) lớp phủ và, nếu cần thiết, chi tiết của bất kỳ quá trình già hóa được thực hiện trước khi tiến hành đo độ dày;
k) Khu vực bề mặt sơn, khu vực thử và số khu vực đo trên khu vực thử;
l) Độ dày trung bình và độ lệch chuẩn của nó, độ dày màng cục bộ và độ lệch chuẩn của nó, và độ dày màng cục bộ tối đa và tối thiểu.
Phụ lục A
(tham khảo)
Tổng quan các phương pháp
Tổng quan các phương pháp được mô tả trong tiêu chuẩn này được đưa ra trong Bảng A.1 đến A.3. Phạm vi áp dụng, các tiêu chuẩn hiện có và độ chụm được xác định đối với từng phương pháp. Các tiêu chuẩn đối với từng phương pháp có tham chiếu đi cùng với những phương pháp này.
Bảng A.1 – Xác định độ dày màng ướt
|
Nguyên tắc |
Phương pháp |
Nềna |
Phạm vi áp dụng |
Tiêu chuẩnc |
Độ chính xác/độ chụmd |
||
|
Cơ học (4.2) |
1A dụng cụ đo kiểu răng lược (4.2.4) |
X |
nd/de |
c |
l/p/f |
ASTM D 4414 |
Sai số hệ thống độ chụm của dụng cụ đo kiểu răng lược là ± 10 % hoặc ± 5 mm, lấy giá trị cao hơn |
|
1B dụng cụ đo kiểu bánh xe (4.2.5) |
X |
nd/de |
c |
l/p/f |
ASTM D 1212 |
Sai số hệ thống ± 5 % hoặc ± 5 mm, lấy giá trị cao hơn |
|
|
1 C dụng cụ đo kiểu đồng hồ (4.2.6) |
X |
nd/de |
c |
l/p/f |
|
Sai số hệ thống ± 5 % hoặc ± 3 mm, lấy giá trị cao hơn |
|
|
Khối lượng (4.3) |
2 Chênh lệch về khối lượng (4.3.4) |
X |
nd |
nc |
l |
|
Không có dữ liệu |
|
Quang nhiệt (4.4) |
3 các đặc tính nhiệt (4.4.4) |
X |
nd |
nc |
l/p |
EN 15042-2 |
Sai số hệ thống ± 2 % hoặc ± 3 mm, lấy giá trị cao hơn |
|
aX = nền bất kỳ bd = phá hủy; nd = không phá hủy; c = tiếp xúc; nc = không tiếp xúc l/p/f = có thể áp dụng đối với phòng thử nghiệm/sản xuất/công việc ngoài hiện trường. c các tiêu chuẩn quốc gia (quốc tế) đại diện mà các phương pháp được mô tả. d dữ liệu chính xác đối với những phương pháp này được lập sẵn bởi nhà sản xuất dụng cụ và có thể được kiểm tra xác nhận bằng các tiêu chuẩn hiệu chuẩn truy nguyên được. Các số đưa ra là dựa trên các giá trị thực nghiệm được đưa ra bởi nhà sản xuất dụng cụ và bởi người sử dụng. Có thể có các biến động. e phụ thuộc vào lớp phủ và chức năng lớp phủ. |
|||||||
Bảng A.2 – Xác định độ dày màng khô
|
Nguyên tắc |
Phương pháp |
Nềna |
Phạm vi áp dụngb |
Độ chính xác/độ chụmd |
|||
|
Cơ học (5.2) |
4A Chênh lệch trong độ dày (trắc vi kế/dụng cụ đo kiểu đồng hồ) (5.2.4) |
X |
nd/de |
c |
l |
ASTM D 1005 DIN 50933 |
Cơ học: Giới hạn dưới 5 mm Điện tử: Giới hạn dưới 3 mm |
|
4B Đo độ sâu (trắc vi kế/dụng cụ đo kiểu đồng hồ) (5.2.5) |
X |
d |
c |
l |
|
Cơ học: Giới hạn dưới 3 mm Điện tử: Giới hạn dưới 2 mm |
|
|
4C Quét mặt nghiêng bề mặt (5.2.6) |
X |
d |
nc |
l |
ISO 4518 |
Giới hạn dưới 2 mm |
|
|
Khối lượng (5.3) |
5 Bằng sự chênh lệch về khối lượng (5.3.4) |
X |
d |
c |
l/p/f |
|
Không có dữ liệu |
|
Quang học (5.4) |
6A Mặt cắt ngang (5.4.4) |
X |
d |
c |
l |
ISO 1463 |
Sai số hệ thống ± 2mm Độ tái lập ± 5 % |
|
6B Cắt nêm (5.4.5) |
X |
d |
c |
l/p/f |
DIN 50986 |
Có giới hạn trên 2mm Độ tái lập ± 10 % |
|
|
Từ tính (5.5) |
7A Dụng cụ đo đẩy từ tính (5.5.5) |
Fe |
nd |
c |
l/p/f |
ISO 2178 |
Sai số hệ thống ± 5mm Độ tái lập ± 6 % |
|
7B Dụng cụ đo dòng từ tính (5.5.6) |
Fe |
nd |
c |
l/p/f |
|
Sai số hệ thống ± 3mm Độ tái lập ± 5 % |
|
|
7C Dụng cụ đo cảm ứng từ (5.5.7) |
Fe |
nd |
c |
l/p/f |
ISO 2178 |
Sai số hệ thống ± 2mm Độ tái lập ± 3 % |
|
|
7D Dụng cụ đo dòng xoáy (5.5.8) |
NFe |
nd |
c |
l/p/f |
ISO 2360 |
Sai số hệ thống ± 2mm Độ tái lập ± 3 % |
|
Bảng A.2 (Kết thúc)
|
Nguyên tắc |
Phương pháp |
Nềna |
Phạm vi áp dụngb |
Độ chính xác/độ chụmd |
Nguyên tắc |
||
|
Tia X quang (5.6) |
8 Tán xạ ngược beta (5.6.4) |
X |
nd |
nc |
l/p |
ISO 3543 |
Sai số hệ thống ± 2 % hoặc ± 0,5 mm, lấy giá trị cao hơn |
|
Quang nhiệt (5.7) |
9 Các đặc tính nhiệt (5.7.4) |
X |
nd |
nc |
l/p |
EN 15042-2 |
Không có dữ liệu |
|
Âm thanh (5.8) |
10 Dụng cụ đo độ dày siêu âm (5.8.4) |
X |
nd |
c |
l/p/f |
|
Sai số hệ thống ± 2 mm Độ tái lập ± 5 % |
|
aX/Fe/NFe = bất kỳ/kim loại sắt từ/kim loại không phải sắt từ bd = phá hủy nd = không phá hủy c = tiếp xúc nc = không tiếp xúc l/p/f = có thể áp dụng đối với phòng thử nghiệm/sản xuất/công tác tại hiện trường. c các tiêu chuẩn quốc gia (quốc tế) đại diện mà các phương pháp được mô tả. d dữ liệu chính xác đối với những phương pháp này được lập sẵn bởi nhà sản xuất dụng cụ và có thể được kiểm tra xác nhận bằng các tiêu chuẩn hiệu chuẩn truy nguyên được. Các số đưa ra là dựa trên các giá trị thực nghiệm được đưa ra bởi nhà sản xuất dụng cụ và bởi người sử dụng. Có thể có các biến động. e phụ thuộc vào quy trình. |
|||||||
Bảng A.3 – Xác định độ dày màng của bột chưa đóng rắn
|
Nguyên tắc |
Phương pháp |
Nềna |
Phạm vi áp dụngb |
Tiêu chuẩnc |
Độ chính xác/độ chụmd |
||
|
Khối lượng (6.2) |
11 Chênh lệch về khối lượng (6.2.4) |
X |
nd |
nc |
l |
|
Không có dữ liệu |
|
Từ tính (6.3) |
12A Dụng cụ đo cảm ứng từ (6.3.4) |
Fe |
nd/de |
c |
l/p |
ISO 2178 |
Sai số hệ thống ± 2mm Độ tái lập ± 3 % |
|
12B Dụng cụ đo dòng xoáy (6.3.5) |
Nfe |
nd/de |
c |
l/p |
ISO 2360 |
Sai số hệ thống ± 2mm Độ tái lập ± 3 % |
|
|
Quang nhiệt (6.4) |
13 Các đặc tính nhiệt (6.4.4) |
X |
nd |
nc |
l/p |
EN 15042-2 |
Sai số hệ thống ± 2 % hoặc ± 3 mm, lấy giá trị cao hơn |
|
aX/Fe/NFe = bất kỳ/kim loại sắt từ/kim loại không phải sắt từ bd = phá hủy nd = không phá hủy c = tiếp xúc nc = không tiếp xúc l/p/f = có thể áp dụng đối với phòng thử nghiệm/sản xuất/công tác tại hiện trường. c các tiêu chuẩn quốc gia (quốc tế) đại diện mà các phương pháp được mô tả. d dữ liệu chính xác đối với những phương pháp này được thực hiện sẵn bởi nhà sản xuất dụng cụ và có thể được kiểm tra xác nhận bằng các tiêu chuẩn hiệu chuẩn truy nguyên. Các số đưa ra được dựa trên các giá trị kinh nghiệm được đưa ra bởi nhà sản xuất dụng cụ và bởi người sử dụng. Có thể có các biến động. e phụ thuộc vào quy trình.
|
|||||||
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN 5906 (ISO 1101), Yêu cầu kỹ thuật hình dạng sản phẩm (GPS) – Dung sai hình dạng – Dung sai hình dạng, hướng, vị trí và độ lệch tâm.
[2] ISO 1463, Metallic and oxide coatings – Measurements of coating thickness – Microscopical method (Lớp phủ kim loại và oxit – Đo độ dày lớp phủ - Phương pháp kính hiển vi).
[3] TCVN 5878 (ISO 2178), Lớp phủ không từ tính trên nền từ tính – Đo độ dày lớp phủ - Phương pháp từ tính.
[4] ISO 2360, Non-conductive coatings on non-magnetic electrically conductive basis materials – Measurement of coating thickness – Amplitude-sensitive eddy-current method (Lớp phủ không tính dẫn trên các vật liệu nền dẫn điện không từ tính – Đo độ dày lớp phủ - Phương pháp dòng xoáy nhạy biên độ).
[5] ISO 2811-1, Paints and varnishes – Determination of density – Part 1: Pyknometer method (Sơn và vecni – Xác định khối lượng riêng – Phần 1: Phương pháp Pyknometer).
[6] ISO 2811-2, Paints and varnishes – Determination of density – Part 2: immersed body (plummet) method (Sơn và vecni – Xác định khối lượng riêng – Phần 2: Phương pháp ngâm (dây dọi)).
[7] ISO 2811-3, Paints and varnishes – Determination of density – Part 3 – Oscillation method
Sơn và vecni – Xác định khối lượng riêng – Phần 3:Phương pháp dao động).
[8] ISO 2811-4, Paints and varnishes – Determination of density – Part 4: Pressure cup method
Sơn và vecni – Xác định khối lượng riêng – Phần 4: Phương pháp cốc áp suất).
[9] ISO 3233, Paints and varnishes – Determination of the percentage volume of non-volatile matter by measuring the density of a dried coating (Sơn và vecni – Xác định khối lượng tỷ lệ chất không bay hơi bằng cách đo khối lượng riêng lớp phủ khô).
[10] ISO 3543, Metallic and non-metallic coatings – Measurement of thickness – Beta backscatter method (Lớp phủ kim loại và phi kim – Đo độ dày – Phương pháp tán xạ ngược beta).
[11] ISO 4518, Metallic coatings – Measurement of coating thickness – Profilometric method (Lớp phủ kim loại – Đo độ dày lớp phủ - Phương pháp đo biên dạng).
[12] ISO 8130-2, Coating powders – Part 2: Determination of density by gas comparision pyknometer (referee method) (Bột phủ - Phần 2: Xác định khối lượng riêng bằng pyknometer so sánh khí).
[13] ISO 8130-3, Coating powders – Part 3: Determination of density by liquid displacement pyknometer (Bột phủ - Phần 3: Xác định khối lượng riêng bằng pyknometer chuyển dịch chất lỏng).
[14] ISO 19840, Paints and varnishes – Corrosion protection of steel structures by protective paint systems – Measurement of, and acceptance criteria for, the thickness of dry films on rough surface (Sơn và vecni – Bảo vệ kết cấu thép do ăn mòn bằng hệ thống sơn bảo vệ - Đo và các tiêu chí công nhận đối với độ dày màng khô trên các bề mặt nhám).
[15] ASTM D 1005. Standard Test Method for Measurement of Dry-Film Thickness of Organic Coatings Using Micrometers (Phương pháp thử tiêu chuẩn đối với phép đo độ dày lớp màng khô của lớp phủ hữu cơ sử dụng trắc vi kế).
[16] ASTM D 1212 Standard Test Method for Measurement of Wet-Film Thickness of Organic
Coatings (Phương pháp thử tiêu chuẩn đối với phép đo độ dày màng ướt của lớp phủ hữu cơ).
[17] ASTM D 4414, Standard Practice for Measurement of Wet Film Thickness by Notch Gages (Tiêu chuẩn đối với phép đo độ dày màng ướt bằng dụng cụ đo kiểm vết khắc).
[18] EN 15042-2, Thickness measurement of coatings and characterization of surfaces with surface waves – Part 2: Guide to the thickness measurement of coatings by photothermic method (Đo độ dày lớp phủ và đặc điểm của các bề mặt có sóng bề mặt – Phần 2 – Hướng dẫn đo độ dày lớp phủ bằng phương pháp quang nhiệt).
[19] DIN 50933, Measurement of coating thickness by differential measurement using a stylus instrument (Đo độ dày màng bằng phép đo phân biệt sử dụng dụng cụ ngòi bút).
[20] DIN 50986, Measurement of coating thickness – Wedge cut method for mesuring the thickness of paints and related coatings (Đo độ dày lớp phủ - Phương pháp cắt chêm đối với đo độ dày lớp phủ sơn và lớp phủ liên quan).
MỤC LỤC
Lời nói đầu
Lời giới thiệu
1 Phạm vi áp dụng
2 Tài liệu viện dẫn
3 Thuật ngữ, định nghĩa
4 Xác định độ dày màng ướt
4.1 Tổng quát
4.2 Các phương pháp cơ học
4.2.1 Nguyên tắc
4.2.2 Phạm vi áp dụng
4.2.3 Tổng quát
4.2.4 Phương pháp 1A – Dụng cụ đo kiểu răng lược
4.2.5 Phương pháp 1B – Dụng cụ đo kiểu bánh xe
4.2.6 Phương pháp 1C – Dụng cụ đo kiểu đồng hồ
4.3 Phương pháp khối lượng
4.3.1 Nguyên tắc
4.3.2 Phạm vi áp dụng
4.3.3 Tổng quát
4.3.4 Phương pháp 2 – Chênh lệch về khối lượng
4.4 Phương pháp quang nhiệt
4.4.1 Nguyên tắc
4.4.2 Phạm vi áp dụng
4.4.3 Tổng quát
4.4.4 Phương pháp 3 – Xác định sử dụng các đặc tính nhiệt
5 Xác định độ dày màng khô
5.1 Tổng quát
5.2 Các phương pháp cơ học
5.2.1 Nguyên tắc
5.2.2 Phạm vi áp dụng
5.2.3 Tổng quát
5.2.4 Phương pháp 4A – Chênh lệch về độ dày
5.2.5 Phương pháp 4B – Dụng cụ đo chiều sâu
5.2.6 Phương pháp 4C – Quét biên dạng bề mặt
5.3 Phương pháp khối lượng
5.3.1 Nguyên tắc
5.3.2 Phạm vi áp dụng
5.3.3 Tổng quát
5.3.4 Phương pháp 5 – Chênh lệch về khối lượng
5.4 Phuơng pháp quang học
5.4.1 Nguyên tắc
5.4.2 Phạm vi áp dụng
5.4.3 Tổng quát
5.4.4 Phương pháp 6A – Cắt ngang
5.4.5 Phương pháp 6B – Cắt nêm
5.5 Phương pháp từ tính
5.5.1 Tổng quát
5.5.2 Nguyên tắc
5.5.3 Phạm vi áp dụng
5.5.4 Tổng quát
5.5.5 Phương pháp 7A – Dụng cụ đo đẩy từ tính
5.5.6 Phương pháp 7B – Dụng cụ đo dòng từ tính
5.5.7 Phương pháp 7C – Dụng cụ đo cảm ứng từ tính
5.5.8 Phương pháp 7D – Dụng cụ đo dòng xoáy
5.6 Phương pháp phóng xạ
5.6.1 Nguyên tắc
5.6.2 Phạm vi áp dụng
5.6.3 Tổng quát
5.6.4 Phương pháp 8 – Phương pháp tán xạ ngược beta
5.7 Phương pháp quang nhiệt
5.7.1 Nguyên tắc
5.7.2 Phạm vi áp dụng
5.7.3 Tổng quát
5.7.4 Phương pháp 9 – Xác định sử dụng các đặc tính nhiệt
5.8 Phương pháp âm thanh
5.8.1 Nguyên tắc
5.8.2 Phạm vi áp dụng
5.8.3 Tổng quát
5.8.4 Phương pháp 10 – Dụng cụ đo độ dày siêu âm
6 Xác định độ dày của lớp bột chưa đóng rắn
6.1 Tổng quát
6.2 Phương pháp khối lượng
6.2.1 Nguyên tắc
6.2.2 Phạm vi áp dụng
6.2.3 Tổng quát
6.2.4 Phương pháp 11 – Chênh lệch về khối lượng
6.3 Phương pháp từ tính
6.3.1 Nguyên tắc
6.3.2 Phạm vi áp dụng
6.3.3 Tổng quát
6.3.4 Phương pháp 12A – Dụng cụ đo cảm ứng từ tính
6.3.5 Phương pháp 12B –Dụng cụ đo dòng xoáy
6.4 Phương pháp quang nhiệt
6.4.1 Nguyên tắc
6.4.2 Phạm vi áp dụng
6.4.3 Tổng quát
6.4.4 Phương pháp 13 – Xác định sử dụng các đặc tính nhiệt
7 Đo độ dày màng trên các bề mặt nhám
7.1 Tổng quát
7.2 Dụng cụ và các vật liệu
7.3 Cách tiến hành
7.3.1 Kiểm tra xác nhận
7.3.2 Phép đo
7.3.3 Số lần đọc
8 Báo cáo thử nghiệm
Phụ lục A (tham khảo) Tổng quan các phương pháp
Thư mục tài liệu tham khảo
1 Phép đo đặc tính này chỉ được yêu cầu đối với việc đánh giá mở rộng các phép đo độ dày màng; xem Điều 8 (báo cáo thử nghiệm), k) và l).