Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 11021:2015 (ISO 2393:2014) về Hỗn hợp cao su thử nghiệm – Chuẩn bị, cán luyện và lưu hóa – Thiết bị và quy trình
TIÊU CHUẨN QUỐC GIA
TCVN 11021:2015
ISO 2393:2014
HỖN HỢP CAO SU THỬ NGHIỆM - CHUẨN BỊ, CÁN LUYỆN VÀ LƯU HÓA - THIẾT BỊ VÀ QUY TRÌNH
Rubber test mixes - Preparation, mixing and vulcanization - Equipment and procedures
Lời nói đầu
TCVN 11021:2015 hoàn toàn tương đương ISO 2393:2014.
TCVN 11021:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC45 Cao su thiên nhiên biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
HỖN HỢP CAO SU THỬ NGHIỆM - CHUẨN BỊ, CÁN LUYỆN VÀ LƯU HÓA - THIẾT BỊ VÀ QUY TRÌNH
Rubber test mixes - Preparation, mixing and vulcanization - Equipment and procedures
1. Phạm vi áp dụng
Tiêu chuẩn này quy định thiết bị và các quy trình chuẩn bị, cán luyện và lưu hóa các hỗn hợp cao su thử nghiệm được quy định trong các tiêu chuẩn liên quan để đánh giá các hỗn hợp thử nghiệm.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau đây là cần thiết để áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi, bổ sung (nếu có).
TCVN 1592 (ISO 23529), Cao su - Quy trình chung để chuẩn bị và ổn định mẫu thử cho các phương pháp thử vật lý.
TCVN 4509 (ISO 37), Cao su lưu hoá hoặc nhiệt dẻo - Xác định các tính chất ứng suất-giãn dài khi kéo.
TCVN 6090-1 (ISO 289-1), Cao su chưa lưu hoá - Phương pháp sử dụng nhớt kế đĩa trượt - Phần 1: Xác định độ nhớt Mooney.
3. Thuật ngữ và định nghĩa
Trong tiêu chuẩn này, áp dụng các thuật ngữ và định nghĩa sau.
3.1. Khối lượng mẻ phối liệu (formulation batch mass)
Khối lượng phối liệu, tính bằng gam, của tất cả các thành phần trong phối liệu, với cao su hoặc cao su polyme độn dầu được lấy là 100 g hoặc theo quy định trong quy trình đánh giá thích hợp
3.2. Khối lượng mẻ (batch mass)
Khối lượng của hỗn hợp thử nghiệm được chuẩn bị trong một lần cán luyện
3.3. Tổng thể tích trống (Total free volume)
Thể tích của buồng cán luyện đã lắp rôto
3.4. Dung tích máy cán luyện danh nghĩa (Nominal mixer capacity)
Tỷ lệ của tổng thể tích trống được sử dụng trong quá trình luyện
CHÚ THÍCH 1: Giá trị 0,75 lần tổng thể tích trống được cho là thích hợp đối với các máy luyện có rôto tiếp xúc.
3.5. Quy trình đánh giá (Evaluation procedure)
Tiêu chuẩn quy định vật liệu, phối liệu thử nghiệm, quy trình luyện, quy trình lưu hóa và các phương pháp thử để đánh giá một loại cao su hoặc thành phần hỗn hợp.
4. Thành phần hỗn hợp
Các thành phần hỗn hợp cần thiết cho các phối liệu thử nghiệm tiêu chuẩn khác nhau phải phù hợp với các tiêu chuẩn quốc gia hoặc quốc tế theo quy định trong quy trình đánh giá thích hợp.
5. Chuẩn bị nguyên liệu
5.1. Khối lượng mẻ
5.1.1. Khối lượng mẻ tiêu chuẩn cho máy luyện hở phòng thử nghiệm, tính bằng gam, phải gấp bốn lần khối lượng mẻ phối liệu trừ khi được quy định khác trong quy trình đánh giá thích hợp.
CHÚ THÍCH: Một số quốc gia sử dụng khối lượng mẻ ít hơn. Điều đó có thể không cho kết quả đồng nhất.
5.1.2. Khối lượng mẻ cho máy luyện kín phòng thử nghiệm, tính bằng gam, phải bằng dung tích máy cán luyện danh nghĩa, tính theo centimét khối, nhân với khối lượng riêng của hỗn hợp.
5.2. Dung sai của phép cân
5.2.1. Khối lượng mẻ phải được tính đến khi xác định dung sai của phép cân. Nói chung, cao su và cacbon đen phải được cân chính xác đén 1 g, dầu chính xác đến 1 g hoặc ± 1 %, lấy giá trị chính xác hơn, các tác nhân và các chất xúc tiến lưu hóa chính xác đến 0,02 g, kẽm oxit và axit stearic chính xác đến 0,1 g. Tất cả các thành phần khác phải được cân chính xác đến ± 1 %.
5.2.2. Khi khối lượng mẻ ít hơn bốn lần khối lượng mẻ phối liệu, dung sai của phép cân phải là một phần mười của những lượng được nêu trong 5.2.1. Do vậy, cao su và cacbon đen phải được cản chính xác đến 0,1 g, dầu chính xác đến 0,1 g hoặc ± 1 %, lấy giá trị chính xác hơn, lưu huỳnh và các chất xúc tiến chính xác đến 0,002 g, kẽm oxit và axit stearic chính xác đến 0,01 g. Tất cả các thành phần khác phải được cân chính xác đến ± 1 %.
5.3. Ổn định cacbon đen
Trừ khi có quy định khác, cacbon đen phải được ổn định trước khi cân, bằng cách gia nhiệt trong tủ sấy ở nhiệt độ 105 °C ± 5 °C trong thời gian 2 h. Cacbon đen phải được đặt trong bình hở có kích thước thích hợp, sao cho độ sâu của cacbon đen không lớn hơn 10 mm trong quá trình ổn định. Cacbon đen, đã được ổn định như trên, phải được lưu giữ trong bình chống ẩm kín cho đến khi cần lấy để luyện.
Hoặc, cacbon đen có thể được ổn định bằng cách gia nhiệt trong tủ sấy ở nhiệt độ 125 °C ± 3 °C trong thời gian 1 h. Cacbon đen được ổn định theo cách này có thể không cho các kết quả giống với khi được ổn định ở nhiệt độ 105 °C ± 5 °C.
Nhiệt độ ổn định đã sử dụng phải được ghi lại trong báo cáo về quá trình cán luyện mẻ.
6. Thiết bị luyện
6.1. Máy luyện hở
Đặc điểm của máy luyện hở phòng thử nghiệm tiêu chuẩn như sau:
|
- đường kính trục (OD) |
150 mm đến 155 mm; |
|
- độ dài trục (giữa các thanh dẫn) |
250 mm đến 280 mm; |
|
- tốc độ của trục trước (chậm) |
24 r/min ± 1 r/min; |
|
- tỷ số tốc độ của các trục |
tốt nhất là 1:1,4; |
|
- khe hở giữa các trục (điều chỉnh được) |
0,2 mm đến 8,0 mm; |
|
- dung sai kiểm soát nhiệt độ |
± 5 °C (trừ khi có quy định khác) |
CẢNH BÁO: Máy luyện hở phải được trang bị các thiết bị an toàn phù hợp để ngăn ngừa tai nạn và người vận hành phải được trang bị thiết bị thích hợp để bảo vệ khỏi các hóa chất nguy hiểm, phù hợp với các quy định an toàn quốc gia.
CHÚ THÍCH 1: Nếu sử dụng các máy luyện hở có kích thước khác, có thể cần phải điều chỉnh khối lượng mẻ và các chu trình luyện để thu được các kết quả có thể so sánh được.
CHÚ THÍCH 2: Nếu tỷ số tốc độ của các trục khác với 1:1,4, có thể cần phải thay đổi quy trình luyện để thu được các kết quả có thể so sánh được.
Khe hở trục phải được xác định bằng cách dùng hai dải chì có chiều rộng 10 mm ± 3 mm, dài ít nhất 50 mm và dày hơn khe hở trục cần đo từ 0,25 mm đến 0,50 mm. Mỗi dải chì phải được đưa vào một đầu của các trục, cách các thanh dẫn khoảng 25 mm, đồng thời một mẩu cao su hỗn hợp với độ nhớt Mooney, được xác định theo TCVN 6090-1 (ISO 289-1), lớn hơn 50 ML(l+4) ở 100 °C và có kích thước khoảng 75 mm x 75 mm x 6 mm đi qua phần giữa của khe. Các trục phải ở nhiệt độ quy định cho việc cán luyện. Sau khi đi qua giữa các trục, độ dày của các dải chì phải được đo tại ba vị trí riêng biệt bằng micrometer đến độ chính xác ± 0,01 mm. Dung sai trên khe hở trục phải là ± 10 % hoặc 0,05 mm, lấy giá trị lớn hơn.
Các trục của máy luyện hở phải được trang bị hệ thống tuần hoàn môi trường gia nhiệt hoặc làm nguội.
6.2. Máy luyện kín phòng thử nghiệm
6.2.1. Các máy luyện kín phòng thử nghiệm sẵn có với nhiều kích cỡ từ dung tích máy luyện danh nghĩa là 65 cm3 (được mô tả là máy luyện kín loại nhỏ) đến khoảng 3 000 cm3. Các chương trình thử nghiệm liên phòng thử nghiệm (ITP) trên hai loại cao su tổng hợp khác nhau và trên cao su nhân tạo đã cho thấy dung tích của máy luyện không có ảnh hưởng đáng kể đến kết quả, miễn là đạt được sự phân tán của tất cả các thành phần tốt (xem Phụ lục C thảo luận về những ảnh hưởng của một vài biến số máy cán luyện).
Đối với các so sánh liên phòng thử nghiệm, tốt nhất là sử dụng cùng loại máy luyện và điều chỉnh các điều kiện cán luyện (dung tích cán luyện danh nghĩa, nhiệt độ ban đầu của đầu máy luyện, loại rôto và tốc độ, thời gian luyện) càng giống nhau càng tốt.
Tất cả các máy luyện được sử dụng trong các chương trình thử nghiệm liên phòng thử nghiệm (ITP) là thuộc loại rôto tiếp xúc và bao gồm Banbury, bánh lệch tâm (cam) và các loại khác. Không phòng thử nghiệm nào được khuyên dùng máy cán luyện có rôto khớp nối. Do vậy, máy luyện được mô tả là loại B trong lần xuất bản trước của tiêu chuẩn này đã bị xóa. Tuy nhiên, loại khớp nối có thể được sử dụng khi được sự thỏa thuận giữa các bên liên quan.
6.2.2. Tiêu chuẩn này mô tả các yêu cầu chung đối với các máy luyện kín phòng thử nghiệm có dải dung tích máy luyện danh nghĩa từ khoảng 65 cm3 đến khoảng 2 000 cm3.
CẢNH BÁO: Các máy luyện kín phòng thử nghiệm phải được trang bị hệ thống hút khí thích hợp và các dụng cụ bảo hộ thích hợp để ngăn ngừa tai nạn, phù hợp với các quy định an toàn quốc gia. Những người vận hành phải được trang bị thiết bị thích hợp theo quy định quốc gia để được bảo vệ khỏi các hóa chất nguy hiểm.
CHÚ THÍCH: Các máy luyện kín phòng thử nghiệm loại nhỏ chỉ có thể cung cấp lượng hỗn hợp đủ cho việc thử nghiệm lưu hóa và việc thử nghiệm ứng suất-giãn dài hạn chế.
6.2.3. Tất cả các máy luyện kín phòng thử nghiệm phải được lắp hệ thống đo và chỉ thị và/hoặc ghi lại nhiệt độ của hỗn hợp trong quá trình vận hành cán luyện chính xác đến 1 °C.
CHÚ THÍCH: Nhiệt độ cán luyện thực tế thường vượt quá các giá trị nhiệt độ chỉ thị theo độ lớn phụ thuộc vào các điều kiện cán luyện được sử dụng và vị trí đặt đầu dò đo.
6.2.4. Tất cả các máy luyện kín phòng thử nghiệm phải được lắp với bộ đếm giờ để hiển thị thời gian cán luyện chính xác đến ± 5 s.
6.2.5. Tất cả các máy luyện kín phòng thử nghiệm phải được lắp hệ thống để hiển thị hoặc ghi lại nhu cầu điện năng hoặc mômen quay.
6.2.6. Tất cả các máy luyện kín phòng thử nghiệm phải được lắp với hệ thống gia nhiệt và làm nguội hiệu quả để kiểm soát nhiệt độ bề mặt của các rôto và các thành buồng luyện.
6.2.7. Tất cả các máy luyện kín phòng thử nghiệm phải được đóng kín bởi thượng đỉnh trong quá trình của chu trình luyện để chặn hỗn hợp trong buồng luyện.
6.2.8. Khi các khe hở của rôto vượt quá các giá trị “xuất xưởng” xấp xỉ 50 %, việc đại tu là cần thiết vì chất lượng cán luyện có thể bị ảnh hưởng bất lợi. Mức tăng khe hở rôto này có thể tương đương với xấp xỉ 10 % mức tăng về dung tích máy luyện danh nghĩa.
6.2.9. Máy luyện hở như được mô tả trong 6.1 phải được trang bị để hợp nhất các hỗn hợp.
6.2.10. Máy luyện kín phòng thử nghiệm loại nhỏ có thể lắp với các loại rôto khác nhau, cho kết quả các dung tích máy luyện danh nghĩa khác nhau (xem Bảng 1).
Bảng 1 - Các loại rôto cho máy luyện kín phòng thử nghiệm loại nhỏ
|
Thông số |
Bánh lệch tâm |
Banbury |
|
Tổng thể tích trống (cm3) |
85 ± 1 |
75 ± 1 |
|
Dung tích máy luyện danh nghĩa (cm3) |
64 |
56 |
|
Tỷ lệ ma sát của rôto |
1,5:1 |
1,5:1 |
7. Quy trình cán luyện
7.1. Quy định chung
Máy luyện kín phòng thử nghiệm được ưu tiên dùng hơn máy luyện hở phòng thử nghiệm.
7.2. Quy trình cán luyện trên máy luyện hở
7.2.1. Các mẻ phải được cán luyện với cao su được tạo thành dải trên trục trước, trừ khi có quy định khác trong quy trình đánh giá thích hợp.
7.2.2. Nhiệt độ ở giữa của bề mặt các trục phải được đo trong quá trình cán luyện hoặc liên tục trên thiết bị ghi hoặc đủ thường xuyên bằng dụng cụ thủ công (có độ chính xác ± 1 °C hoặc tốt hơn) để đảm bảo rằng nhiệt độ mong muốn được duy trì. Mẻ có thể được lấy ra khỏi máy luyện hở tạm thời để tạo thuận lợi cho việc đo nhiệt độ bề mặt của trục trước.
7.2.3. Mỗi khi các nhát cắt 3/4 được quy định, mẻ phải được cắt 3/4 khoảng cách ngang qua trục và dao được giữ ở vị trí này cho đến khi không còn gờ.
7.2.4. Các thành phần hỗn hợp phải được đưa vào dọc theo toàn bộ chiều dài trục. Mẻ không được cắt trong khi bột tự do vẫn còn thấy trên gờ dải cán hoặc trên bề mặt cán. Các thành phần hỗn hợp rơi qua khe phải được thu gom cẩn thận và cho trở lại mẻ cán luyện.
7.2.5. Mỗi khi các nhát cắt 3/4 theo mỗi hướng quy định, các nhát cắt 3/4 tiếp theo phải được thực hiện theo các hướng luân phiên nhau, để 20 s giữa các nhát cắt kế tiếp trừ khi có quy định khác trong quy trình đánh giá thích hợp.
7.2.6. Cho mẻ đã cán chụm đầu vào nhau đi qua máy cán sáu lần, trừ khi có quy định khác trong quy trình đánh giá thích hợp.
7.2.7. Khối lượng của mẻ đã cán luyện không được chênh lệch so với tổng khối lượng của các thành phần nhiều hơn +0,5 % hoặc -1,5 %.
Một số cao su và các thành phần hỗn hợp chứa những lượng nhỏ các chất dễ bay hơi mà có thể hao hụt ở nhiệt độ cán luyện, dẫn đến có thể không đáp ứng giới hạn nêu trên. Trong các trường hợp đó, lượng chênh lệch phải được báo cáo và điều chỉnh.
7.2.8. Mẻ đã cán luyện phải được làm nguội đến nhiệt độ phòng trên bề mặt kim loại phẳng, sạch, khô. Theo cách khác, mẻ đã cán luyện có thể được làm nguội trong nước, nhưng có thể nhận được các kết quả khác nhau.
Các mẻ được làm nguội phải được gói trong lá nhôm hoặc vật liệu thích hợp khác để ngăn ngừa sự nhiễm bẩn bởi các hợp chất khác.
7.2.9. Phải chuẩn bị báo cáo cho mỗi mẻ được cán luyện, chỉ rõ:
a) tỷ lệ tốc độ của các trục (tỷ số ma sát) và tốc độ các trục,
b) khoảng cách giữa các thanh dẫn,
c) các nhiệt độ tối đa và tối thiểu của trục được ghi lại trong suốt quá trình cán luyện,
d) nhiệt độ được sử dụng để ổn định cacbon đen,
e) phương pháp làm nguội mẻ đã cán luyện,
f) bất kỳ hao hụt khối lượng nào lớn hơn các giới hạn được nêu trong 7.2.7, cùng lý do để chấp nhận, và
g) số hiệu của tiêu chuẩn quy định quy trình đánh giá mà trong đó hỗn hợp thử nghiệm được sử dụng.
7.3. Quy trình cán luyện trên máy luyện kín phòng thử nghiệm
7.3.1. Quy định chung
7.3.1.1. Kỹ thuật cán luyện được sử dụng sao cho phải đạt được sự phân tán tốt của tất cả các thành phần.
Không thể tuyên bố trong tiêu chuẩn này nên áp dụng quy trình cán luyện một hay hai giai đoạn. Cần phải tham khảo quy trình đánh giá cao su phù hợp.
Nếu kỹ thuật được nêu trong quy trình đánh giá cụ thể, cho phép thay đổi kỹ thuật để đảm bảo sự phân tán tốt.
CHÚ THÍCH: Dữ liệu ITP trong Phụ lục A cho thấy cả hai quy trình cán luyện một và hai giai đoạn cho các kết quả tương đương đối với các loại cao su được đánh giá, đó là ESBR, BR và NR.
7.3.1.2. Đối với mỗi mẻ được cán luyện, các chế độ vận hành máy luyện kín phòng thử nghiệm phải như nhau trong suốt quá trình chuẩn bị một dãy các hỗn hợp giống nhau. Khi bắt đầu mỗi dãy các hỗn hợp cao su thử nghiệm, mẻ ổn định bằng máy phải được cán luyện bằng cách sử dụng công thức phối liệu giống như ở các hỗn hợp được thử nghiệm. Việc đó cũng có tác dụng như mẻ làm sạch máy. Máy luyện kín phòng thử nghiệm phải được để nguội đến nhiệt độ quy định giữa cuối mẻ thử nghiệm này và lúc bắt đầu mẻ tiếp theo. Các điều kiện kiểm soát nhiệt độ không được thay đổi trong suốt quá trình cán luyện một dãy các mẻ thử nghiệm.
7.3.1.3. Vật liệu được cán luyện phải được làm giảm kích cỡ thành những mảnh mà có thể được nạp dễ dàng và nhanh chóng vào máy luyện kín phòng thử nghiệm.
7.3.2. Quy trình cán luyện hai giai đoạn
7.3.2.1. Mẻ cán luyện lấy ra phải được hợp nhất trên máy luyện hở phòng thử nghiệm tiêu chuẩn theo cách được quy định trong quy trình đánh giá thích hợp và được để nguội đến nhiệt độ phòng trên bề mặt kim loại phẳng, sạch, khô.
7.3.2.2. Khối lượng của mẻ đã cán luyện không được chênh với tổng khối lượng của các thành phần nhiều hơn +0,5 % hoặc -1,5 %.
Một số cao su và các thành phần hỗn hợp được biết có chứa những lượng nhỏ các chất dễ bay hơi mà có thể hao hụt ở các nhiệt độ cán luyện, dẫn đến việc không thể đáp ứng giới hạn trên. Trong các trường hợp đó, lượng chênh lệch phải được báo cáo và điều chỉnh. Điều này cũng áp dụng cho 7.3.2.5 và 7.3.3.1.
7.3.2.3. Để ổn định mẻ trong thời gian ít nhất 30 min hoặc đến khi đạt đến nhiệt độ phòng, trước khi tiến hành giai đoạn cán luyện cuối cùng. Thời gian tối đa giữa các giai đoạn cán luyện phải là 24 h.
7.3.2.4. Nếu việc cán luyện giai đoạn cuối cùng được chuẩn bị trong máy luyện kín, cắt mẻ từ giai đoạn đầu tiên thành các dải để dễ nạp và bổ sung các thành phần còn lại theo những chỉ dẫn trong quy trình đánh giá thích hợp.
Nếu giai đoạn cuối cùng được chuẩn bị trên máy cán, bổ sung các thành phần theo những chỉ dẫn trong quy trình đánh giá thích hợp.
Trừ khi có quy định khác, kích cỡ của mẻ phải được làm giảm xuống đến bốn lần khối lượng mẻ phối liệu.
7.3.2.5. Khi máy luyện kín phòng thử nghiệm được sử dụng cho giai đoạn cuối cùng, mẻ cán luyện lấy ra phải được hợp nhất như trong 7.3.2.1.
Khối lượng của mẻ đã cán luyện không được chênh với tổng khối lượng của các thành phần nhiều hơn +0,5 % hoặc -1,5 %.
7.3.2.6. Lấy phần mẫu thử nghiệm lưu hóa và (nếu cần) phần mẫu thử nghiệm độ nhớt của hỗn hợp khỏi mẻ. Sau đó cho mẻ đi qua máy luyện hở bốn lần ở nhiệt độ trục là 50 °C ± 5 °C, trừ khi được quy định khác trong quy trình đánh giá thích hợp. Gấp mẻ theo chiều dài sau mỗi lần qua trục và luôn luôn cho đi qua trục theo hướng giống nhau để thu được hiệu ứng thớ. Khe hở máy luyện hở phải sao cho độ dày tấm từ 2,1 mm đến 2,5 mm sau khi co ngót, thích hợp để chuẩn bị các tấm lưu hóa dùng cho các mẫu thử nghiệm hình quả tạ. Nếu chuẩn bị các đĩa lưu hóa để dùng cho các mẫu thử nghiệm hình vòng xuyến, mở khe hở máy cán sao cho thu được tấm có độ dày từ 4,1 mm đến 4,5 mm.
7.3.2.7. Phải chuẩn bị báo cáo đối với mỗi mẻ được cán luyện, trong đó chỉ rõ:
a) nhiệt độ ban đầu của đầu máy cán luyện,
b) thời gian cán luyện,
c) tốc độ rôto,
d) áp lực thượng đỉnh,
e) nhiệt độ của hỗn hợp khi lấy ra,
f) kỹ thuật cán luyện - thứ tự bổ sung các thành phần, thời gian, v.v...,
g) loại máy cán luyện được sử dụng - kích cỡ, loại rôto, v.v...,
h) bất kỳ hao hụt khối lượng cho phép nào nằm ngoài các giới hạn được nêu trong 7.3.2.2 và 7.3.2.5, cùng lý do chấp nhận,
i) nhiệt độ được sử dụng để ổn định cacbon đen, và
j) số hiệu của tiêu chuẩn quy định quy trình đánh giá mà trong đó hỗn hợp thử nghiệm được sử dụng.
Đối với các hỗn hợp mà cả hai giai đoạn đầu và cuối được thực hiện trong máy luyện kín, phải lập báo cáo cho mỗi giai đoạn.
Đối với các hỗn hợp mà giai đoạn cuối cùng được thực hiện trên máy cán, quy trình được nêu trong 7.1 phải được sử dụng và phải lập báo cáo riêng theo 7.2.9 ngoại trừ nhiệt độ ổn định cacbon đen.
7.3.3. Quy trình cán luyện một giai đoạn
7.3.3.1. Mẻ cán luyện lấy ra phải được hợp nhất như trong 7.3.2.1. Khối lượng của mẻ đã cán luyện không được chênh với tổng khối lượng của các thành phần nhiều hơn +0,5 % hoặc -1,5 %.
7.3.3.2. Tiến hành quy trình như được nêu trong 7.3.2.6, trừ khi được quy định khác trong quy trình đánh giá thích hợp.
7.3.3.3. Phải chuẩn bị báo cáo đối với mỗi mẻ được cán luyện, trong đó chỉ rõ:
a) nhiệt độ ban đầu,
b) thời gian cán luyện,
c) tốc độ rôto,
d) áp lực thượng đỉnh,
e) nhiệt độ của hỗn hợp khi lấy ra,
f) kỹ thuật cán luyện - thứ tự bổ sung các thành phần, thời gian, v.v...,
g) loại máy cán luyện được sử dụng - kích cỡ, loại rôto, v.v...,
h) bất kỳ hao hụt khối lượng cho phép nào nằm ngoài các giới hạn được nêu trong 7.3.3.1 cùng lý do để chấp nhận,
i) nhiệt độ được sử dụng để ổn định cacbon đen, và
j) số hiệu của tiêu chuẩn quy định quy trình đánh giá mà trong đó hỗn hợp thử nghiệm được sử dụng.
8. Chuẩn bị tấm lưu hóa tiêu chuẩn cho mẫu thử nghiệm hình quả tạ
8.1. Ổn định mẻ và chuẩn bị mẫu trắng
8.1.1. Các mẻ phải được ổn định trong thời gian từ 2 h đến 24 h ở một trong các nhiệt độ tiêu chuẩn phòng thử nghiệm được nêu trong TCVN 1592 (ISO 23529), tốt nhất là trong hộp kín để ngăn ngừa sự hấp thụ hơi ẩm từ không khí hoặc trong phòng có độ ẩm tương đối được kiểm soát ở mức thấp hơn 50 %.
8.1.2. Mẻ đã cán tấm phải được đặt trên bề mặt kim loại phẳng, sạch, khô và các mẫu trắng phải được cắt theo các kích thước tương ứng của khoang đúc. Hướng của thớ cao su phải được đánh dấu lên mỗi phần mẫu. Các mẫu trắng phải có khối lượng nằm trong khoảng +3 g đến 0 g khối lượng được nêu trong Bảng 2 khi chúng được lưu hóa trong khuôn ép được quy định trong 8.2.2.
Phải tránh cán lại nếu có thể. Khi cần phải cán lại, áp dụng quy trình được nêu trong 7.3.2.6.
Bảng 2 - Khối lượng của mẫu trắng
|
Khối lượng
riêng |
Khối lượng |
|
0,94 |
47 |
|
0,96 |
48 |
|
0,98 |
49 |
|
1,00 |
50 |
|
1,02 |
51 |
|
1,04 |
52 |
|
1,06 |
53 |
|
1,08 |
54 |
|
1,10 |
55 |
|
1,12 |
56 |
|
1,14 |
57 |
|
1,16 |
58 |
|
1.18 |
59 |
|
1,20 |
60 |
|
1,22 |
61 |
|
1,24 |
62 |
|
1,26 |
63 |
|
1,28 |
64 |
|
1,30 |
65 |
8.2. Thiết bị lưu hóa
8.2.1. Máy ép
Máy ép phải có khả năng tạo ra áp lực không nhỏ hơn 3,5 MPa trên diện tích khoang rỗng của khuôn ép trong suốt toàn bộ quá trình lưu hóa. Máy ép phải có các tấm được gia nhiệt có kích cỡ đủ để sao cho cao su phải cách cạnh tấm thép không dưới 30 mm trong quá trình lưu hóa. Các tấm tốt nhất phải được làm từ thép cán, được gia công cơ khí cho việc gia nhiệt bằng điện, hơi hoặc chất lỏng truyền nhiệt.
Khi áp dụng việc gia nhiệt bằng hơi, mỗi tấm phải được cấp nhiệt riêng rẽ. Một van tự điều tiết hoặc lỗ thoát nhỏ phải được đặt trong đường thoát hơi để cho phép hơi chảy liên tục qua các tấm. Nếu sử dụng các tấm có khoang rỗng, đường hơi nước ra phải được đặt hơi thấp hơn so với khoang hơi để đảm bảo sự thoát nước tốt.
Sự dẫn nhiệt từ các tấm nhiệt đến đầu con trượt của máy ép phải được hạn chế càng nhiều càng tốt bằng cách dùng khung thép giữa chúng hoặc bằng cách khác. Các tấm phải được che chắn gió thích hợp.
Các bề mặt ép của các tấm phải là các mặt phẳng song song chính xác đến 0,25 mm/m khi chúng ở nhiệt độ 150 °C và được đóng dưới áp lực hoàn toàn với lưới bằng hợp kim hàn mềm hoặc chì nằm giữa chúng.
Với tấm loại khác, nhiệt độ trên toàn phạm vi khuôn ép phải đồng nhất. Độ sai lệch tối đa so với nhiệt độ tại tâm của tấm không được vượt quá ± 0,5 °C. Giữa các tấm lân cận, chênh lệch nhiệt độ giữa các điểm tương ứng trên hai tấm không được vượt quá 1 °C và chênh lệch nhiệt độ trung bình của tấm không được vượt quá 0,5 °C.
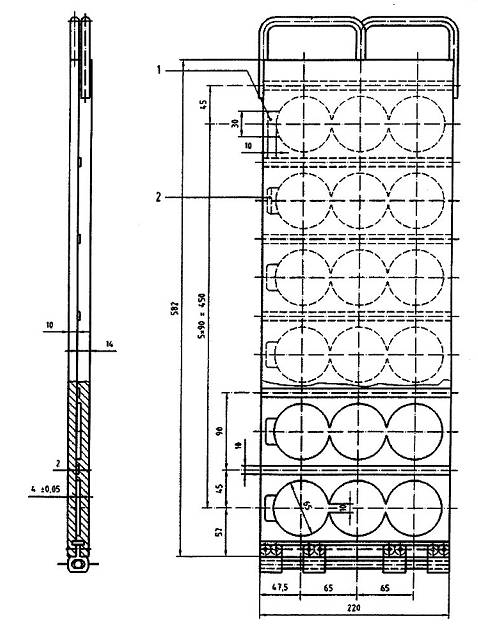
Kích thước tính bằng milimét
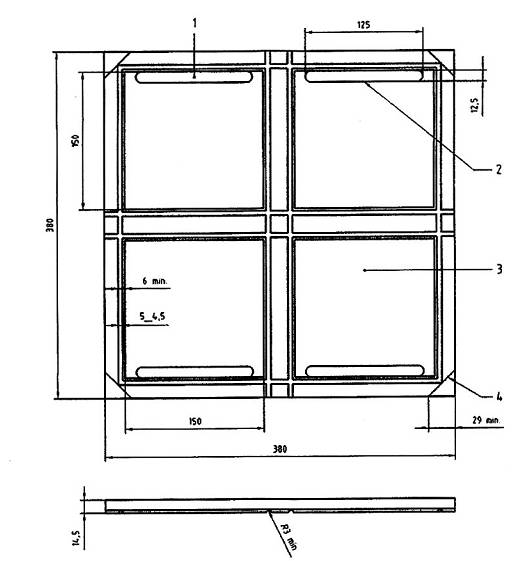
CHÚ DẪN:
1 rãnh soi để gắn nhãn nhận dạng
2 gờ sâu 0,5 mm dưới độ sâu của khoang rỗng
3 các khoang rỗng sâu 1,9 mm đến 2 mm
4 gờ bốn góc sâu khoảng 3 mm để tháo mảnh khuôn
CHÚ THÍCH: Các rãnh soi để gắn các nhãn nhận dạng là tùy chọn.
Hình 1 - Thiết kế cho khuôn ép có bốn khoang rỗng
8.2.2. Khuôn ép
Khuôn ép phải có các ngăn rỗng với kích thước đủ để cho phép số lượng mẫu hình quả tạ yêu cầu, được cắt từ tấm lưu hóa theo quy định trong TCVN 4509 (ISO 37). Khuôn ép thích hợp có bốn khoang rỗng được thể hiện trong Hình 1, với các kích thước 150 mm x 150 mm x 2 mm. Theo cách khác khuôn ép với các khoang rỗng hình chữ nhật có các kích thước khoảng 150 mm x 145 mm x 2 mm có thể được sử dụng. Khuôn ép này cho phép tấm đã cán được đặt theo hướng thớ rõ ràng.
Các khoang rỗng phải có độ sâu từ 1,9 mm đến 2,0 mm trong phạm vi 6 mm tính từ các cạnh. Các góc của các khoang rỗng có thể được vê tròn với bán kính không lớn hơn 6 mm.
Các bề mặt ép phải sạch và có độ bóng cao. Các khuôn ép tốt nhất là được làm từ thép cứng, nhưng thép non mạ crôm và thép không gỉ cũng có thể được chấp nhận. Nắp của khuôn ép phải là tấm phẳng dày ít nhất 10 mm và tốt nhất là có chốt khớp với khu vực khoang rỗng để giảm thiểu sự cào xước các bề mặt của khuôn ép.
Thay thế cho khuôn ép và nắp tách rời, các khoang rỗng có thể được cắt trực tiếp thành tấm ép.
Thông thường, chất chống dính khuôn không được sử dụng trên các bề mặt khuôn ép. Tuy nhiên, nếu chất chống dính khuôn là cần thiết, chỉ được sử dụng loại không làm ảnh hưởng đến tấm lưu hóa. Lượng dư phải được loại bỏ nhờ lưu hóa và thải bỏ ít nhất một bộ tấm lưu hóa. Tác nhân loại silicon hoặc dung dịch xà phòng trung tính được thấy là thỏa đáng, nhưng silicon không được sử dụng khi đúc cao su silicon.
8.3. Quy trình lưu hóa
8.3.1. Gia nhiệt khuôn ép chính xác đến ± 0,5 °C nhiệt độ lưu hóa trong máy ép đóng kín và giữ nhiệt độ này trong thời gian ít nhất 20 min trước khi các mẫu trắng được đưa vào. Kiểm tra nhiệt độ của khuôn ép bằng cách dùng cặp nhiệt độ hoặc thiết bị đo nhiệt độ thích hợp khác được đưa vào một trong các khe tràn và tiếp xúc tốt với khuôn ép.
8.3.2. Mở máy ép, đưa các mẫu trắng vào khuôn ép và đóng máy ép càng nhanh càng tốt. Nếu cần, mở và đóng máy ép vài lần để loại bỏ bọt khí. Thời gian cho quá trình này không được tính là một phần của thời gian lưu hóa. Khi khuôn ép được lấy ra khỏi máy ép để đưa các mẫu trắng vào, cần áp dụng mọi biện pháp phòng ngừa để tránh việc làm nguội quá mức của khuôn ép do tiếp xúc với các bề mặt kim loại lạnh hoặc do tiếp xúc với luồng không khí.
8.3.3. Thời gian lưu hóa phải coi là thời gian giữa thời điểm từ lúc đạt được áp suất áp dụng hoàn toàn và thời điểm nhả áp suất. Giữ khuôn ép dưới áp suất tối thiểu 3,5 MPa trên diện tích khoang rỗng trong quá trình lưu hóa.
Ngay sau khi máy ép được mở ra, lấy các tấm lưu hóa khỏi khuôn ép và làm nguội trong nước (ở nhiệt độ phòng hoặc thấp hơn) hoặc trên bề mặt kim loại (đối với các vật phẩm được sử dụng để đo các tính chất điện) trong thời gian 10 min đến 15 min. Sau đó lau khô các tấm được làm nguội trong nước và dùng để thử nghiệm. Trong cả hai thao tác trên, thận trọng để ngăn ngừa sức căng hoặc biến dạng không đáng có.
Theo cách khác, các khuôn ép có thể được lấy ra khỏi máy ép và được làm nguội trong nước trước khi các tấm lưu hóa được lấy ra.
CHÚ THÍCH: Quy trình thay thế này có thể cho các kết quả khác nhau.
8.3.4. Lưu giữ các sản phẩm lưu hóa ở một trong các nhiệt độ tiêu chuẩn phòng thử nghiệm được nêu trong TCVN 1592 (ISO 23529). Phân cách các sản phẩm lưu hóa bằng lá nhôm hoặc vật liệu thích hợp khác để ngăn ngừa sự nhiễm bẩn trong quá trình lưu giữ.
8.3.5. Đối với tất cả các mục đích thử nghiệm, thời gian tối thiểu giữa lưu hóa và thử nghiệm phải là 16 h.
8.3.6. Thời gian tối đa giữa lưu hóa và thử nghiệm phải là 96 h và đối với các đánh giá cho mục đích so sánh, các thử nghiệm phải được thực hiện sau khoảng thời gian càng giống nhau càng tốt.
Thời gian giữa lưu hóa và thử nghiệm dài hơn có thể được áp dụng theo thỏa thuận giữa bên bán và bên mua.
8.3.7. Phải lập báo cáo đối với mỗi mẻ được cán luyện, trong đó chỉ rõ:
a) nhiệt độ lưu hóa,
b) thời gian lưu hóa,
c) áp suất ép khuôn,
d) loại chất chống dính khuôn, nếu được sử dụng, và
e) số hiệu của tiêu chuẩn quy định quy trình đánh giá mà trong đó hỗn hợp thử nghiệm được sử dụng.
9. Chuẩn bị đĩa lưu hóa tiêu chuẩn cho mẫu thử nghiệm hình vòng xuyến
9.1. Ổn định mẻ và chuẩn bị mẫu trắng
9.1.1. Ổn định các mẻ theo quy định trong 8.1.1.
9.1.2. Đặt mẻ đã cán tấm trên bề mặt kim loại phẳng, sạch, khô. Cắt dập các mẫu trắng hình tròn có đường kính 63 mm đến 64 mm khỏi tấm, sao cho chúng dễ dàng lắp vào các khoang rỗng hình trụ của khuôn ép được thể hiện trong Hình 2.
Phải tránh cán lại nếu có thể. Khi cần phải cán lại, phải sử dụng quy trình được nêu trong 7.3.2.6.
9.2. Thiết bị lưu hóa
9.2.1. Máy ép
Theo quy định trong 8.2.1.
9.2.2. Khuôn ép
Khuôn ép phải có các ngăn rỗng có các kích thước tương tự như các ngăn được thể hiện trong Hình 2, cho các đĩa có đường kính 65 mm và dày 4 mm để chuẩn bị các mẫu thử nghiệm hình vòng xuyến theo quy định trong TCVN 4509 (ISO 37). Khuôn ép bao gồm nắp đậy và khu vực khoang rỗng có khớp với nhau. Các chốt khớp có các lỗ hình thuôn dài, để giữ các bề mặt ép ở vị trí mặt phẳng song song, nhờ đó ngăn ngừa sự biến dạng của nắp do bị ép lúc đóng khi chịu tải bởi các đĩa dày.
Khu vực khoang rỗng chứa nhiều nhóm các khoang rỗng hình trụ để đúc ba đĩa nối thông nhau. Gần với mỗi nhóm khoang rỗng là rãnh soi rộng 10 mm, rãnh này có thể được sử dụng để nhận biết của các hỗn hợp riêng lẻ. Vì các lý do kỹ thuật, độ sâu của rãnh soi thấp hơn độ sâu của các khoang rỗng hình đĩa. Đối với các mục đích nhận biết, dải nhôm có vân nổi được đặt vào rãnh soi sao cho, khi đúc, thẻ nhận dạng vẫn còn gắn vào nhóm gồm ba đĩa.
Số lượng các khoang rỗng phụ thuộc vào kích cỡ của các tấm có sẵn có máy ép lưu hóa. Các hợp kim nhôm cứng đã chứng tỏ là thích hợp để chế tạo khuôn ép được thể hiện trong Hình 2. Các khuôn ép mỏng hơn (ví dụ: nắp đậy 4 mm, khu vực khoang rỗng 8 mm) có thể được chế tạo từ thép, nhưng khó hơn trong việc gia công các chốt khớp cần thiết cho các khuôn ép mỏng hơn.
Các khoang rỗng phải đồng nhất về độ sâu trong phạm vi 0,05 mm. Các góc của các khoang rỗng có thể được vê tròn với bán kính không lớn hơn 0,5 mm.
Bề mặt ép phải sạch và có độ bóng cao.
9.3. Quy trình lưu hóa
Theo quy định trong 8.3.
10. Độ chụm
Xem các Phụ lục A đến Phụ lục C.
Kích thước tính bằng milimét
CHÚ DẪN:
1 độ sâu 3,8 mm
2 rãnh soi để gắn nhãn nhận dạng
CHÚ THÍCH: Các rãnh soi để gắn các nhãn nhận dạng là tùy chọn.
Hinh 2 - Khuôn ép để lưu hóa các đĩa cho các mẫu thử nghiệm hình vòng xuyến
Phụ lục A
(tham khảo)
Công bố độ chụm đối với cả máy cán luyện và máy luyện kín
A.1. Khái quát
A.1.1. Quy định chung
Kết luận về độ chụm này thu được từ ba chương trình thử nghiệm liên phòng (ITP) với mục đích xác định độ chụm của các hỗn hợp được cán luyện trên máy cán phòng thử nghiệm và theo các kích cỡ khác nhau của máy luyện kín. Các ITP được tiến hành lần lượt trên SBR 1500 (Europrene 15001) EST8) vào năm 2003, trên BR [Neocis BR401), được xúc tác bởi Nd, 1,4-polybutadien cấu hình cis cao (97 % cis)] vào năm 2004 và trên NR (STR 20 CV 60) vào năm 2005.
Các phối liệu được nêu trong các tiêu chuẩn đánh giá thích hợp được sử dụng:
- đối với SBR 1500, ISO 2322, dãy A;
- đối với BR, ISO 2476;
- đối với NR, ISO 1658.
Cacbon đen được sử dụng là IRB7.
CHÚ THÍCH: Các máy luyện kín được sử dụng bao gồm các loại này thường được gọi là “cỡ nhỏ”, “cỡ trung” và “phòng thử nghiệm”.
Tất cả ba ITP được thực hiện sử dụng các quy trình và hướng dẫn về độ chụm như được mô tả trong ISO/TR 9272:2005. Tiêu chuẩn về độ chụm đã soát xét này được xem xét theo cách bỏ phiếu kín vào thời điểm của hai ITP đầu tiên. Có thể tham khảo ISO/TR 9272:2005 về các chi tiết khác và thuật ngữ về xác định độ chụm.
Hai phương pháp đo được đánh giá đối với mỗi loại quy trình cán luyện: thử nghiệm ứng suất - giãn dài (TCVN 4509 (ISO 37)) và thử nghiệm lưu hóa khuôn động (ISO 6502). Độ chụm của đặc tính ứng suất-kéo căng được đánh giá đối với ứng suất (mô đun) tại 100 %, 200 % và 300 % độ giãn dài, độ giãn dài khi đứt và độ bền kéo. Độ chụm của thiết bị lưu hóa được đánh giá đối với MH (mômen quay tối đa), ML (mômen quay tối thiểu), ts1 (thời gian lưu hóa sớm hoặc thời gian cho mức tăng 1 dN.m), t'c(50) (thời gian đạt 50 % mômen quay cao nhất) và t'c(90) (thời gian đạt 90 % mômen quay cao nhất). Tất cả các giá trị mômen quay được tính bằng dN.m và tất cả các giá trị thời gian được tính bằng phút. Một số thử nghiệm giới hạn được tiến hành với độ nhớt Mooney của hỗn hợp, được biểu thị trong các bảng kết quả là ML(1+4) ở 100°C.
Độ chụm loại 2 được đánh giá. Mỗi hỗn hợp được cán luyện và được chuẩn bị hai lần vào mỗi ngày trong số 2 ngày thử nghiệm và được thử nghiệm riêng biệt trên cơ sở ngày 1/ngày 2, cách nhau một tuần.
Kết quả thử nghiệm đối với mỗi đặc tính được lấy là trung bình của các giá trị thử nghiệm thu được trên hai hỗn hợp được chuẩn bị vào ngày thử nghiệm. Độ chụm được biểu thị dưới dạng các kết quả thử nghiệm.
A.1.2. Thử nghiệm vào năm 2003
Đối với các thử nghiệm máy luyện kín vào năm 2003, chín phòng thử nghiệm đã tham gia chương trình thử nghiệm. Tuy nhiên, mỗi phòng thử nghiệm không có máy cán luyện cùng loại hoặc cùng kích cỡ. Các kích cỡ của các máy luyện kín được sử dụng trong chương trình ITP là 80 cm3, 270 cm3, 379 cm3, 588 cm3,1 580 cm3 và 1 600 cm3.
Ngoài việc xác định độ chụm, việc phân tích dữ liệu cho cả hai ITP năm 2003 và ITP năm 2004 này được thực hiện để xác định xem loại máy cán luyện (kích cỡ vá các chế độ vận hành khác) có ảnh hưởng đến các kết quả thử nghiệm hay không và ảnh hưởng thế nào (xem thêm thảo luận về vấn đề này trong Phụ lục C). Một số phòng thử nghiệm đã đưa ra dữ liệu nhiều hơn một kích cỡ của máy cán luyện và dữ liệu từ các máy cán luyện riêng biệt này được đưa vào ITP và được coi là dữ liệu từ phòng thử nghiệm riêng rẽ. Điều đó tạo nên cơ sở dữ liệu tương đương với 12 phòng thử nghiệm. Mỗi sự kết hợp máy cán luyện - phòng thử nghiệm được coi là phòng thử nghiệm giả lập.
A.1.3. Thử nghiệm vào năm 2004
Đối với các thử nghiệm máy luyện kín vào năm 2004, 10 phòng thử nghiệm đã tham gia chương trình thử nghiệm và một lần nữa mỗi phòng thử nghiệm không có máy cán luyện cùng loại. Các kích cỡ của các máy luyện kín được sử dụng trong ITP là 75 cm3, 80 cm3, 270 cm3, 379 cm3, 422 cm3, 588 cm3, 1 500 cm3, 1 580 cm3, 1 600 cm3 và 3 322 cm3. Một số phòng thử nghiệm đã đệ trình dữ liệu từ hơn một kích cỡ của máy cán luyện và giống như trước, dữ liệu từ các máy cán luyện riêng biệt này được đưa vào ITP và được coi là dữ liệu từ phòng thử nghiệm riêng rẽ. Điều đó tạo ra cơ sở dữ liệu tương đương với 17 phòng thử nghiệm. Mỗi sự kết hợp máy cán luyện - phòng thử nghiệm một lần nữa được coi là phòng thử nghiệm giả lập.
A.1.4. Thử nghiệm vào năm 2005
Đối với các thử nghiệm máy luyện kín vào năm 2005, chín phòng thử nghiệm đã tham gia chương trình thử nghiệm và một lần nữa mỗi phòng thử nghiệm không có máy cán luyện cùng loại kín. Các kích cỡ của các máy luyện kín được sử dụng trong ITP là 80 cm3, 85 cm3, 242 cm3, 270 cm3, 588 cm3, 1 200 cm3, 1 500 cm3, 1 530 cm3, 1 600 cm3 và 3 000 cm3. Một số phòng thử nghiệm đã đệ trình dữ liệu từ hơn một kích cỡ của máy cán luyện và giống như trước, dữ liệu từ các máy cán luyện riêng biệt này được đưa vào ITP và được coi là dữ liệu từ phòng thử nghiệm riêng rẽ. Điều đó tạo nên cơ sở dữ liệu tương đương với 12 phòng thử nghiệm. Mỗi sự kết hợp máy cán luyện - phòng thử nghiệm một lần nữa được coi là phòng thử nghiệm giả lập.
CHÚ THÍCH: Hai phòng thử nghiệm được sử dụng cacbon đen FEF thay thế cho IRB7 và một phòng thử nghiệm được sử dụng máy đo lưu hóa đĩa dao động thay thế cho máy đo lưu hóa khuôn động. Các kết quả từ các phòng thử nghiệm này không được đưa vào phân tích.
Các kết quả về độ chụm như được xác định bởi các ITP này có thể không được áp dụng cho thử nghiệm chấp nhận hoặc bác bỏ đối với bất kỳ nhóm vật liệu hoặc sản phẩm nào mà không có tư liệu mà các kết quả của việc xác định độ chụm này áp dụng thực tế cho các sản phẩm hoặc các vật liệu được thử nghiệm.
A.2. Kết quả độ chụm
A.2.1. Tổng quan
Các kết quả về độ chụm đối với cả ba loại cao su (tức là các hỗn hợp được chuẩn bị từ SBR, BR và NR) cán luyện trên máy cán cho cả hai thử nghiệm ứng suất-giãn dài và lưu hóa được nêu trong các Bảng A.1 và A.2. Các kết quả về độ chụm cho cả ba loại cao su cán luyện trong máy luyện kín cho cả hai thử nghiệm ứng suất-giãn dài và lưu hóa được nêu trong các Bảng A.3 và A.4. Các kết quả này được lấy để dùng cho việc phân tích độ chụm bằng cách sử dụng các quy trình trong ISO/TR 9272:2005 bao gồm cả việc loại bỏ các giá trị ngoại biên như được mô tả trong ISO/TR 9272:2005. Các công bố chung về việc sử dụng các kết quả độ chụm được nêu dưới đây. Các công bố này được nêu ra trong các thuật ngữ cả về độ chụm tuyệt đối, r và R và cũng như về độ chụm tương đối, (r) và (R) (xem thêm thảo luận trong A.4).
Định nghĩa về kết quả thử nghiệm được nêu trong A.1.1 trên đây cần được lưu tâm khi xét lại các kết quả về độ chụm và/hoặc thực hiện bất kỳ phép đo kiểm tra độ chụm nào trong phạm vi phòng thử nghiệm.
A.2.2. Độ lặp lại
Độ lặp lại hoặc độ chụm phạm vi cục bộ, đối với mỗi phương pháp thử được xây dựng dưới dạng các giá trị được nêu trong các Bảng A.1, A.2, A.3. và A.4 đối với mỗi thông số của phép đo được liệt kê trong các bảng. Hai kết quả thử nghiệm riêng biệt thu được trong cùng phòng thử nghiệm (bằng cách sử dụng đúng tiêu chuẩn này) mà chênh lệch nhiều hơn các giá trị r được lập bảng, tính theo các đơn vị đo, hoặc (r), tính theo phần trăm, phải được coi là đáng ngờ, tức là có xuất xứ từ các quần thể khác và phải tính đến việc thực hiện một số kiểm tra thích hợp.
A.2.3. Độ tái lập
Độ tái lập hoặc độ chụm phạm vi tổng thể, của mỗi phương pháp trong số các phương pháp thử được xây dựng dưới dạng các giá trị được nêu trong các Bảng A1, A.2, A.3 và A.4 đối với mỗi thông số của phép đo được liệt kê trong các bảng. Hai kết quả thử nghiệm riêng biệt thu được trong các phòng thử nghiệm khác nhau (bằng cách sử dụng đúng tiêu chuẩn này) mà chênh lệch nhiều hơn các giá trị được lập bảng đối với R, tính theo các đơn vị đo, hoặc (R), tính theo phần trăm, phải được coi là đáng ngờ, tức là có xuất xứ từ các quần thể khác và phải tính đến việc thực hiện một số kiểm tra thích hợp.
A.3. Các chế độ vận hành máy cán luyện
Các Bảng B.1. B.2. và B.3. là các chế độ vận hành máy cán luyện cho mỗi máy cán luyện trong ba ITP, tức là nhiệt độ đầu cán luyện, tốc độ rôto, loại rôto, v.v...
A.4. So sánh độ chụm tương đối
Có một điểm chung, chỉ những so sánh về (r) và (R) là so sánh có giá trị vì sự khác biệt về các giá trị của đặc tính tuyệt đối.
Các kết quả về độ chụm đối với quá trình cán luyện trên máy cán có thể được tóm tắt dưới đây. Đối với việc thử nghiệm ứng suất-giãn dài (xem Bảng A.1), các giá trị đối với độ lặp lại (r) cho cả ba loại cao su là nhất quán một cách hợp lý trong phạm vi mỗi đặc tính ứng suất-giãn dài, có thể ngoại trừ S100 đối với BR. Cơ bản về tổng thể (tất cả các thử nghiệm ứng suất-giãn dài và cả ba loại cao su), giá trị (r) trung bình được tìm thấy là 7,2 %. Đối với độ tái lập (R) trong phạm vi mỗi đặc tính thử nghiệm ứng suất-giãn dài, các giá trị đối với mỗi cao su cho thấy sự nhất quán rất rõ ràng. Tổng thể về cơ bản (tất cả các thử nghiệm ứng suất-giãn dài và cả ba loại cao su), (R) trung bình là 20,6 % được tìm thấy. Sự chênh lệch nhỏ về số mà có thể được ghi nhận đối với (r) hoặc (R) là điển hình (thực sự không đáng kể) cho những so sánh thuộc loại này, là những biến động cố hữu trong các kết quả của thử nghiệm ITP.
Đối với việc thử nghiệm lưu hóa (xem Bảng A.2), các giá trị đối với độ lặp lại (r) cho cả ba loại cao su là nhất quán một cách hợp lý trong phạm vi mỗi đặc tính lưu hóa, có thể ngoại trừ ML đối với SBR và t'c(50) đối với NR. Cơ bản về tổng thể (tất cả các thử nghiệm lưu hóa và cả ba loại cao su), (r) trung bình là 7,3 % được tìm thấy. Đối với độ tái lập (R) trong phạm vi mỗi đặc tính thử nghiệm lưu hóa, các giá trị giữa các cao su được thấy kém nhất quán hơn. Cơ bản về tổng thể (tất cả các thử nghiệm lưu hóa và cả ba loại cao su), (R) trung bình là 25,5 % được tìm thấy.
Những chênh lệch tổng thể của các giá trị trung bình về (r) và (R) đối với ứng suất-giãn dài so với thử nghiệm lưu hóa được coi là trong phạm vi biến động dự kiến đối với thử nghiệm này.
Đối với cán luyện bằng máy luyện kín, các kết quả về độ chụm có thể được tóm tắt dưới đây. Đối với việc thử nghiệm ứng suất-giãn dài (xem Bảng A.3), các giá trị đối với độ lặp lại (r) cho cả ba loại cao su là nhất quán một cách hợp lý trong phạm vi mỗi đặc tính ứng suất-giãn dài, có thể ngoại trừ độ bền kéo đối với NR. Cơ bản về tổng thể (tất cả các thử nghiệm ứng suất-giãn dài và cả ba loại cao su), (r) trung bình là 7,9 % được tìm thấy. Đối với độ tái lập (R) trong phạm vi mỗi đặc tính của thử nghiệm ứng suất- giãn dài, các giá trị nhất quán rõ ràng được thấy ở cả ba loại cao su. Cơ bản về tổng thể (tất cả các thử nghiệm ứng suất-giãn dài và cả ba loại cao su), (R) trung bình là 20,6 % được tìm thấy.
Đối với việc thử nghiệm lưu hóa (xem Bảng A.4), các giá trị đối với độ lặp lại (r) cho cả ba loại cao su là nhất quán một cách hợp lý trong phạm vi mỗi đặc tính lưu hóa. Cơ bản về tổng thể (tất cả các thử nghiệm lưu hóa và cả ba loại cao su), (r) trung bình là 5,5 % được tìm thấy. Đối với độ tái lập (R) trong phạm vi mỗi đặc tính thử nghiệm lưu hóa, nhất quán một cách hợp lý các giá trị được thấy giữa các cao su, có thể ngoại trừ ML đối với BR. Cơ bản về tổng thể (tất cả các thử nghiệm lưu hóa và cả ba loại cao su), (R) trung bình là 32,2 % được tìm thấy.
Đối với các đặc tính ứng suất-giãn dài, máy cán so với máy luyện kín, các giá trị trung bình (R) về tổng thể là giống nhau, 20,6 %. Đối với các đặc tính lưu hóa, máy cán so với máy luyện kín, các giá trị trung bình (R) về tổng thể tương ứng là 25,5 % và 32,2 %, giá trị của máy luyện kín cao hơn là điều không phải nghi ngờ, vì các thành phần khác nhau được đưa vào có thể quy cho sự khác biệt giữa các máy luyện kín được sử dụng trong các phòng thử nghiệm khác nhau.
A.5. Độ chệch
Độ chệch là chênh lệch giữa kết quả thử nghiệm trung bình đo được và tham chiếu hoặc giá trị thực của phép đo theo yêu cầu. Tiêu chuẩn này không đưa ra giá trị độ chệch.
Bảng A.1 - Độ chụm (loại 2) đối với SBR, BR và NR - Cán luyện trên máy cán - Các đặc tính ứng suất-giãn dài
|
Thông số đo được |
Vật liệu |
Trung bình |
Trong phạm vi phòng thử nghiệm |
Giữa các phòng thử nghiệm |
Số phòng thử nghiệma |
|||||
|
sr |
r |
(r) |
sR |
R |
(R) |
|||||
|
S100 MPa |
SBR |
3,0 |
0,68 |
0,19 |
6,35 |
0,178 |
0,5 |
16,5 |
4 |
|
|
BR |
2,2 |
0,094 |
0,26 |
12,2 |
0,10 |
0,28 |
13,0 |
6 |
||
|
NR |
2,7 |
0,029 |
0,08 |
3,0 |
0,092 |
0,26 |
9,7 |
5 |
||
|
S200 MPa |
SBR |
9,0 |
0,22 |
0,63 |
6,94 |
0,64 |
1,79 |
19,8 |
4 |
|
|
BR |
5,4 |
0,13 |
0,37 |
6,9 |
0,42 |
1,19 |
21,9 |
6 |
||
|
NR |
7,1 |
0,12 |
0,33 |
4,6 |
0,4 |
1,13 |
15,8 |
5 |
||
|
S300 MPa |
SBR |
16,7 |
0,49 |
1,38 |
8,3 |
1,20 |
3,36 |
20,2 |
6 |
|
|
BR |
10,8 |
0,14 |
0,38 |
3,5 |
1,02 |
2,86 |
26,4 |
6 |
||
|
NR |
13,5 |
0,16 |
0,45 |
3,3 |
0,93 |
2,60 |
19,3 |
5 |
||
|
Eb % |
SBR |
492 |
16,7 |
46,7 |
9,5 |
20,8 |
58,3 |
11,9 |
7 |
|
|
BR |
417 |
11,4 |
31,9 |
7,7 |
30,2 |
84,5 |
20,3 |
8 |
||
|
NR |
527 |
11,2 |
31,5 |
20,2 |
38,0 |
106 |
20,2 |
6 |
||
|
TSb MPa |
SBR |
27,5 |
0,60 |
1,68 |
6,1 |
2,62 |
7,35 |
26,7 |
8 |
|
|
BR |
17,4 |
0,34 |
0,96 |
5,5 |
2,14 |
5,98 |
34,4 |
7 |
||
|
NR |
28,7 |
0,39 |
1,09 |
3,8 |
3,31 |
9,3 |
32,3 |
6 |
||
|
Trung bình |
|
|
|
|
7,19 |
|
|
20,56 |
|
|
|
sr |
là độ lệch chuẩn trong phạm vi phòng thử nghiệm (tính theo các đơn vị đo). |
|||||||||
|
r |
là độ lặp lại (tính theo các đơn vị đo). |
|||||||||
|
(r) |
là độ lặp lại (tính theo phần trăm của mức trung bình). |
|||||||||
|
sR |
là độ lệch chuẩn giữa các phòng thử nghiệm (đối với độ sai lệch tổng thể giữa các phòng thử nghiệm, tính theo các đơn vị đo). |
|||||||||
|
R |
là độ tái lập (tính theo các đơn vị đo). |
|||||||||
|
(R) |
là độ tái lập (tính theo phần trăm của mức trung bình). |
|||||||||
|
a |
số phòng thử nghiệm cuối cùng còn lại trong ITP sau khi loại bỏ các giá trị ngoại biên (sử dụng lựa chọn 1). |
|||||||||
Bảng A.2 - Độ chụm (loại 2) đối với SBR, BR và NR - Cán luyện trên máy cán - Các đặc tính lưu hóa
|
Thông số đo được |
Vật liệu |
Trung bình |
Trong phạm vi phòng thử nghiệm |
Giữa các phòng thử nghiệm |
Số phòng thử nghiệma |
|||||
|
sr |
r |
(r) |
sR |
R |
(R) |
|||||
|
MH dN.m |
SBR |
19,1 |
0,33 |
0,92 |
4,8 |
2,65 |
7,41 |
38,7 |
9 |
|
|
BR |
18,3 |
0,29 |
0,82 |
4,5 |
0,94 |
2,62 |
14,3 |
5 |
||
|
NR |
14,7 |
0,22 |
0,62 |
42,0 |
1,96 |
5,50 |
37,3 |
4 |
||
|
ML dN.m |
SBR |
2,64 |
0,06 |
0,16 |
6,1 |
0,16 |
0,44 |
16,8 |
7 |
|
|
BR |
2,83 |
0,13 |
0,35 |
12,4 |
0,23 |
0,64 |
22,5 |
7 |
||
|
NR |
1,62 |
0,09 |
0,25 |
15,4 |
0,29 |
0,82 |
50,6 |
5 |
||
|
ts1 min |
SBR |
2,44 |
0,09 |
0,26 |
10,5 |
0,19 |
0,54 |
22,1 |
8 |
|
|
BR |
2,87 |
0,14 |
0,38 |
13,2 |
0,20 |
0,55 |
19,1 |
6 |
||
|
NR |
1,58 |
0,04 |
0,12 |
7,6 |
0,39 |
1,09 |
69,1 |
5 |
||
|
t'c(50) min |
SBR |
7,02 |
0,07 |
0,19 |
2,7 |
0,33 |
0,92 |
13,1 |
7 |
|
|
BR |
6,91 |
0,13 |
0,36 |
5,3 |
0,29 |
0,82 |
11,9 |
5 |
||
|
NR |
3,17 |
0,12 |
0,34 |
10,6 |
0,27 |
0,75 |
23,5 |
6 |
||
|
t'c(90) min |
SBR |
13,4 |
0,11 |
0,31 |
2,3 |
0,52 |
1,47 |
10,9 |
6 |
|
|
BR |
11,1 |
0,15 |
0,43 |
3,9 |
0,90 |
2,53 |
22,8 |
5 |
||
|
NR |
5,4 |
0,12 |
0,34 |
6,3 |
0,19 |
0,53 |
9,9 |
5 |
||
|
Trung bình |
|
|
|
|
7,32 |
|
|
25,51 |
|
|
|
Độ nhớt của hỗn hợp ML(1+4) ở 100 °C |
SBR |
NA |
NA |
NA |
NA |
NA |
NA |
NA |
|
|
|
BR |
68,4 |
0,73 |
2,04 |
3,0 |
7,87 |
22,0 |
32,2 |
6 |
||
|
NR |
51,8 |
2,35 |
6,57 |
12,7 |
3,85 |
10,8 |
20,8 |
5 |
||
|
sr |
là độ lệch chuẩn trong phạm vi phòng thử nghiệm (tính theo các đơn vị đo). |
|||||||||
|
r |
là độ lặp lại (tính theo các đơn vị đo). |
|||||||||
|
(r) |
là độ lặp lại (tính theo phần trăm của mức trung bình). |
|||||||||
|
sR |
là độ lệch chuẩn giữa các phòng thử nghiệm (đối với độ sai lệch tổng thể giữa các phòng thử nghiệm, tính theo các đơn vị đo). |
|||||||||
|
R |
là độ tái lập (tính theo các đơn vị đo). |
|||||||||
|
(R) |
là độ tái lập (tính theo phần trăm của mức trung bình). |
|||||||||
|
NA |
không có dữ liệu |
|||||||||
|
a |
số phòng thử nghiệm cuối cùng còn lại trong ITP sau khi loại bỏ các giá trị ngoại biên (sử dụng lựa chọn 1). |
|||||||||
Bảng A.3 - Độ chụm (loại 2) đối với SBR, BR và NR - Máy luyện kín - Các đặc tính ứng suất - giãn dài
|
Thông số đo được |
Vật liệu |
Trung bình |
Trong phạm vi phòng thử nghiệm |
Giữa các phòng thử nghiệm |
Số phòng thử nghiệma,b |
|||||
|
sr |
r |
(r) |
sR |
R |
(R) |
|||||
|
S100 MPa |
SBR |
3,06 |
0,08 |
0,22 |
7,2 |
0,14 |
0,40 |
13,1 |
7 |
|
|
BR |
2,33 |
0,09 |
0,24 |
10,3 |
0,20 |
0,57 |
24,4 |
12 |
||
|
NR |
2,55 |
0,05 |
0,13 |
5,1 |
0,23 |
0,64 |
25,2 |
8 |
||
|
S200 MPa |
SBR |
9,12 |
0,22 |
0,62 |
6,8 |
0,44 |
1,24 |
13,5 |
7 |
|
|
BR |
5,82 |
0,21 |
0,59 |
10,1 |
0,47 |
1,31 |
22,6 |
12 |
||
|
NR |
6,69 |
0,15 |
0,43 |
6,4 |
0,61 |
1,70 |
25,4 |
8 |
||
|
S300 MPa |
SBR |
16,7 |
0,44 |
1,24 |
7,3 |
0,84 |
2,36 |
13,9 |
10 |
|
|
BR |
11,1 |
0,35 |
0,97 |
8,8 |
0,84 |
2,35 |
21,2 |
13 |
||
|
NR |
13,0 |
0,20 |
0,56 |
4,3 |
0,83 |
2,33 |
18,0 |
8 |
||
|
Eb % |
SBR |
456 |
19,3 |
53,9 |
11,8 |
46,9 |
131,5 |
28,8 |
11 |
|
|
BR |
415 |
12,0 |
33,7 |
8,1 |
40,6 |
114,0 |
27,4 |
15 |
||
|
NR |
518 |
7,10 |
19,9 |
3,8 |
19,6 |
54,9 |
10,6 |
6 |
||
|
TSb MPa |
SBR |
27,5 |
1,04 |
2,90 |
10,6 |
1,99 |
5,58 |
20,3 |
11 |
|
|
BR |
17,0 |
0,84 |
2,34 |
13,8 |
1,17 |
3,28 |
19,3 |
15 |
||
|
NR |
29,2 |
0,44 |
1,24 |
4,2 |
2,66 |
7,46 |
25,5 |
8 |
||
|
Trung bình |
|
|
|
|
7,91 |
|
|
20,61 |
|
|
|
sr |
là độ lệch chuẩn trong phạm vi phòng thử nghiệm (tính theo các đơn vị đo). |
|||||||||
|
r |
là độ lặp lại (tính theo các đơn vị đo). |
|||||||||
|
(r) |
là độ lặp lại (tính theo phần trăm của mức trung bình). |
|||||||||
|
sR |
là độ lệch chuẩn giữa các phòng thử nghiệm (đối với độ sai lệch tổng thể giữa các phòng thử nghiệm, tính theo các đơn vị đo). |
|||||||||
|
R |
là độ tái lập (tính theo các đơn vị đo). |
|||||||||
|
(R) |
là độ tái lập (tính theo phần trăm của mức trung bình). |
|||||||||
|
a |
số phòng thử nghiệm cuối cùng còn lại trong ITP sau khi loại bỏ các giá trị ngoại biên (sử dụng lựa chọn 1). |
|||||||||
|
b |
Đối với các máy luyện kín thử nghiệm, số phòng thử nghiệm bao gồm cả phòng thử nghiệm giả lập. |
|||||||||
Bảng A.4 - Độ chụm (loại 2) đối với SBR, BR và NR - Máy luyện kín - Các đặc tính lưu hóa
|
Thông số đo được |
Vật liệu |
Trung bình |
Trong phạm vi phòng thử nghiệm |
Giữa các phòng thử nghiệm |
Số phòng thử nghiệma,b |
|||||
|
sr |
r |
(r) |
sR |
R |
(R) |
|||||
|
MH dN.m |
SBR |
20,3 |
0,16 |
0,45 |
2,2 |
2,21 |
6,19 |
30,5 |
10 |
|
|
BR |
18,6 |
0,20 |
0,55 |
3,0 |
1,05 |
2,94 |
15,9 |
10 |
||
|
NR |
14,9 |
0,15 |
0,41 |
2,8 |
0,81 |
2,26 |
15,2 |
7 |
||
|
ML dN.m |
SBR |
2,73 |
0,07 |
0,18 |
6,7 |
0,24 |
0,67 |
24,6 |
11 |
|
|
BR |
2,97 |
0,05 |
0,15 |
5,0 |
0,67 |
1,86 |
62,6 |
13 |
||
|
NR |
1,94 |
0,06 |
0,17 |
8,8 |
0,18 |
0,49 |
25,2 |
8 |
||
|
ts1 min |
SBR |
1,71 |
0,06 |
0,17 |
10,0 |
0,33 |
0,93 |
54,8 |
10 |
|
|
BR |
2,84 |
0,06 |
0,19 |
6,5 |
0,59 |
1,64 |
57,9 |
13 |
||
|
NR |
1,57 |
0,04 |
0,12 |
7,4 |
0,33 |
0,91 |
58,2 |
9 |
||
|
t'c(50) min |
SBR |
6,16 |
0,15 |
0,42 |
6,8 |
0,35 |
0,99 |
16,0 |
9 |
|
|
BR |
6,63 |
0,09 |
0,24 |
3,7 |
0,66 |
1,85 |
27,9 |
12 |
||
|
NR |
3,00 |
0,06 |
0,17 |
5,7 |
0,34 |
0,95 |
31,7 |
7 |
||
|
t'c[90) min |
SBR |
13,5 |
0,23 |
0,64 |
4,7 |
0,84 |
2,35 |
17,5 |
10 |
|
|
BR |
10,5 |
0,18 |
0,50 |
4,7 |
1,05 |
2,94 |
28,1 |
14 |
||
|
NR |
5,41 |
0,09 |
0,26 |
4,9 |
0,33 |
0,93 |
17,3 |
6 |
||
|
Trung bình |
|
|
|
|
5,53 |
|
|
32,23 |
|
|
|
Độ nhớt của hỗn hợp ML(1+4) ở 100 °C |
SBR |
NA |
NA |
NA |
NA |
NA |
NA |
NA |
|
|
|
BR |
NA |
NA |
NA |
NA |
NA |
NA |
NA |
|
||
|
NR |
55,8 |
1,42 |
3,97 |
7,1 |
2,19 |
6,12 |
11,0 |
8 |
||
|
sr |
là độ lệch chuẩn trong phạm vi phòng thử nghiệm (tính theo các đơn vị đo). |
|||||||||
|
r |
là độ lặp lại (tính theo các đơn vị đo). |
|||||||||
|
(r) |
là độ lặp lại (tính theo phần trăm của mức trung bình). |
|||||||||
|
sR |
là độ lệch chuẩn giữa các phòng thử nghiệm (đối với độ sai lệch tổng thể giữa các phòng thử nghiệm, tính theo các đơn vị đo). |
|||||||||
|
R |
là độ tái lập (tính theo các đơn vị đo). |
|||||||||
|
(R) |
là độ tái lập (tính theo phần trăm của mức trung bình). |
|||||||||
|
NA |
không có dữ liệu |
|||||||||
|
a |
số phòng thử nghiệm cuối cùng còn lại trong ITP sau khi loại bỏ các giá trị ngoại biên (sử dụng lựa chọn 1). |
|||||||||
|
b |
Đối với các máy luyện kín thử nghiệm, số phòng thử nghiệm bao gồm cả phòng thử nghiệm giả lập. |
|||||||||
Phụ lục B
(tham khảo)
Các thông số của máy luyện kín và các chế độ vận hành cho ba chương trình thử nghiệm liên phòng thử nghiệm
Phụ lục này đưa ra các chế độ vận hành đối với các máy luyện kín được sử dụng cho mỗi chương trình trong ba ITP, tức là đối với SBR, BR và NR (xem các Bảng B.1, B.2 và B.3). Mỗi cột nêu các giá trị đối với nhiệt độ đầu cán luyện, tốc độ rôto, loại rôto, v.v..., đối với từng máy cán luyện riêng biệt trong ITR đó.
CHÚ THÍCH 1: Hệ số mẻ là thể tích mẻ được biểu thị bằng tỷ lệ của thể tích phối liệu.
CHÚ THÍCH 2: Tải trọng là hệ số được sử dụng để thu được dung tích máy cán luyện danh nghĩa từ tổng thể tích trống (xem 3.3 và 3.4).
Bảng B.1 - Các chi tiết sơ lược về chế độ vận hành máy cán luyện được sử dụng trong ITP SBR 1500
|
Nhiệt độ đầu cán luyện, °C |
50 |
70 |
|
||||
|
Tốc độ rôto, r/min |
60 |
60 |
|||||
|
Loại rôto |
Bánh lệch tâm |
Banbury |
|||||
|
Thể tích trống, cm3 |
80 |
80 |
|||||
|
Hệ số mẻ |
0,42 |
0,41 |
|||||
|
Tải trọng, % |
72 |
70 |
|||||
|
Chu trình, min |
5 |
7 |
|||||
|
|
|||||||
|
Nhiệt độ đầu cán luyện, °C |
60 |
60 |
60 |
60 |
60 |
60 |
60 |
|
Tốc độ rôto, r/min |
60 |
60 |
60 |
60 |
60 |
60 |
60 |
|
Loại rôto |
Banbury |
Banbury |
Banbury |
Banbury |
Banbury |
Banbury |
Banbury |
|
Thể tích trống, cm3 |
270 |
270 |
379 |
379 |
379 |
588 |
588 |
|
Hệ số mẻ |
1 |
1 |
1,6 |
1,6 |
1,6 |
2,48 |
2,48 |
|
Tải trọng, % |
53 |
53 |
60 |
60 |
60 |
60 |
60 |
|
Chu trình, min |
9 |
9 |
9 |
9 |
9 |
9 |
9 |
|
|
|||||||
|
Nhiệt độ đầu cán luyện, °C |
50 |
40 |
40 |
|
|||
|
Tốc độ rôto, r/min |
77 |
30 |
30 |
||||
|
Loại rôto |
Banbury |
Banbury |
Banbury |
||||
|
Thể tích trống, cm3 |
1500 |
1 580 |
1 600 |
||||
|
Hệ số mẻ |
8,43 |
6,1 |
7,85 |
||||
|
Tải trọng, % |
80 |
55 |
70 |
||||
|
Chu trình, min |
8 |
7 |
7 |
||||
Bảng B.2 - Các chi tiết sơ lược của các điều kiện cán luyện được sử dụng trong ITP BR
|
Nhiệt độ đầu cán luyện, °C |
50 |
40 |
60 |
88 |
|
||
|
Tốc độ rôto, r/min |
60 |
120/80 |
60 |
60 |
|||
|
Loại rôto |
Bánh lệch tâm |
Banbury |
4 cánh |
Banbury |
|||
|
Thể tích trống, cm3 |
75 |
80 |
80 |
75 |
|||
|
Tải trọng, % |
76,7 |
70 |
81 |
75 |
|||
|
Chu trình, min |
5 |
6 + 3 |
9 |
12 |
|||
|
|
|||||||
|
Nhiệt độ đầu cán luyện, °C |
60 |
60 |
60 |
60 |
60 |
60 |
|
|
Tốc độ rôto, r/min |
60 |
60 |
60 |
60 |
60 |
60 |
|
|
Loại rôto |
Banbury |
Banbury |
Banbury |
Banbury |
6 cánh |
Banbury |
|
|
Thể tích trống, cm3 |
270 |
379 |
379 |
379 |
422 |
588 |
|
|
Tải trọng, % |
60 |
60 |
60 |
60 |
60 |
60 |
|
|
Chu trình, min |
9 |
9 |
9 |
9 |
9 |
9 |
|
|
|
|||||||
|
Nhiệt độ đầu cán luyện, °C |
60 |
90 |
90 |
50 |
40 |
40 |
50 |
|
Tốc độ rôto, r/min |
60 |
75 |
75 |
77 |
70/40 |
90/40 |
50 |
|
Loại rôto |
Banbury |
2 cánh |
2 cánh |
Banbury |
Banbury |
Banbury |
4 cánh |
|
Thể tích trống, cm3 |
1200 |
1500 |
1500 |
1500 |
1580 |
1600 |
3322 |
|
Tải trọng, % |
70 |
80 |
80 |
77 |
55 |
70 |
72 |
|
Chu trình, min |
6 + 3 |
6 + 3 |
6 + 3 |
6 + 3 |
6 + 3 |
6 + 3 |
6 + 3 |
Bảng B.3 - Các chi tiết sơ lược của các điều kiện cán luyện được sử dụng trong ITP NR (2005)
|
Nhiệt độ đầu cán luyện, °C |
70 |
50 |
70 |
70 |
|
|
|
Tốc độ rôto, r/min |
77 |
60 |
30 |
60 |
||
|
Loại rôto |
2 cánh |
Bánh lệch tâm |
Banbury |
Banbury |
||
|
Thể tích trống, cm3 |
1530 |
85 |
3 000 |
588 |
||
|
Tải trọng, % |
75 |
75 |
80 |
60 |
||
|
Chu trình, min |
1 giai đoạn |
1 giai đoạn |
1 giai đoạn |
1 giai đoạn |
||
|
|
||||||
|
Nhiệt độ đầu cán luyện, °C |
70 |
70 |
70 |
70 |
70 |
75 |
|
Tốc độ rôto, r/min |
60 |
60 |
77 |
100 |
60 + 30 |
30 |
|
Loại rôto |
Banbury |
Banbury |
Banbury |
2 cánh |
2 cánh |
4 cánh |
|
Thể tích trống, cm3 |
588 |
270 |
1200 |
2145 |
1500 |
80 |
|
Tải trọng, % |
60 |
60 |
70 |
70 |
83 |
94 |
|
Chu trình, min |
1 giai đoạn |
1 giai đoạn |
2 giai đoạn |
1 giai đoạn |
2 giai đoạn |
1 giai đoạn |
Phụ lục C
(tham khảo)
Phân tích sâu hơn về các dữ liệu Chương trình thử nghiệm liên phòng (ITP)
Dữ liệu từ tất cả ba ITP được coi là nhất quán và đáng tin cậy. Các thông số độ chụm thu được như vậy là ở mức chất lượng trung bình. Chất lượng cao hơn phải tương ứng với các giá trị r và R thấp hơn hoặc độ chụm cao hơn. Tuy nhiên, do dữ liệu trên cơ sở ITP được hình thành trên dải rộng về dung tích của máy cán luyện và các biến số vận hành trong các phòng thử nghiệm khác nhau, việc phân tích dữ liệu bổ sung đã gây ra tranh luận về ảnh hưởng của một số biến số của máy cán luyện được công bố về một số đặc tính đo được.
Việc phân tích dữ liệu của các ITP năm 2003 và 2004 sử dụng trên cơ sở dữ liệu lặp lại thông thường đã cho thấy không tồn tại sự phụ thuộc đối với một số biến số đối với các đặc tính nhất định, trong khi các kết quả của việc phân tích hệ số được công bố chứng tỏ sự phụ thuộc rõ nét vào biến số của máy cán luyện.
Phân tích MR chỉ ra rằng các biến số vận hành của một số máy cán luyện, ví dụ nhiệt độ đầu cán luyện,
dung tích, tốc độ rôto, dung tích máy cán luyện danh nghĩa (% tải trọng) và thời gian của chu trình, có ảnh hưởng đến một số đặc tính đo được - chủ yếu là các thông số thời gian của thử nghiệm lưu hóa, tức là ts1, t'c(50), t'c(90).
Việc hiệu chỉnh đối với các biến số của máy cán luyện này, đã được công bố là đáng kể ở mức P = 0,05 đối với phân tích MR, mang lại các giá trị chính xác của độ tái lập thấp hơn, tức là độ chụm cao hơn, đặc biệt là đối với các đặc tính thời gian lưu hóa, như được thể hiện bởi các hệ số rút gọn được nêu trong Bảng C.1. Hệ số rút gọn là giá trị r hoặc R sau hiệu chỉnh chia cho giá trị ban đầu.
Các hệ số rút gọn đối với độ lặp lại gần với 1, nhưng đối với độ tái lập, với một số ngoại lệ thứ yếu, về căn bản là nhỏ hơn 1.
Bảng C.1 - Các hệ số rút gọn đối với r và R sau phân tích đa hồi quy
|
Thông số đo được |
Hệ số rút gọn của độ lặp lại |
Hệ số rút gọn của độ tái lập |
||
|
2003 |
2004 |
2003 |
2004 |
|
|
S100 |
NA |
NA |
NA |
NA |
|
S200 |
NA |
NA |
NA |
NA |
|
S300 |
1,00 |
0,97 |
1,00 |
1,36 |
|
Eb |
1,00 |
0,88 |
0,37 |
0,37 |
|
TSb |
1,00 |
1,01 |
0,56 |
0,85 |
|
MH |
1,00 |
0,96 |
0,80 |
1,32 |
|
ML |
1,00 |
1,00 |
0,46 |
0,57 |
|
ts1 |
1,00 |
0,96 |
0,43 |
0,25 |
|
t'c(50) |
1,00 |
1,04 |
0,97 |
0,46 |
|
t'c(90) |
1,00 |
0,84 |
0,45 |
0,64 |
|
NA không có dữ liệu. |
||||
Các chế độ vận hành đáng kể nhất đã được thể hiện là dung tích, tốc độ rôto, loại rôto và dung tích máy cán luyện danh nghĩa (% tải trọng).
Sự phân tích độ chụm sâu hơn này với dữ liệu đã được chỉnh sửa có thể được coi là làm mịn dữ liệu về độ chụm đã phù hợp.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 2322, Styrene-butadiene rubber (SBR) - Emulsion- and solution-polymerized types - Evaluation procedures (Cao su styren-butadien (SBR) - Loại được polyme hóa nhũ tương và trong dung dịch - Quy trình đánh giá)
[2] TCVN 10527 (ISO 1658), Cao su thiên nhiên (NR) - Quy trình đánh giá
[3] ISO 2476, Butadiene rubber (BR) - Solution-polymerized types - Evaluation procedures (Cao su butadien (BR) - Loại được polyme hóa trong dung dịch - Quy trình đánh giá)
[4] ISO 6502, Rubber - Guide to the use of curemeters (Cao su - Hướng dẫn sử dụng máy đo lưu hóa)
[5] ISO/TR 9272:2005, Rubber and rubber products - Determination of precision for test method standards (Cao su và sản phẩm cao su - Xác định độ chụm đối với các tiêu chuẩn về phương pháp thử)
MỤC LỤC
Lời nói đầu
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Thuật ngữ và định nghĩa
4. Thành phần hỗn hợp
5. Chuẩn bị nguyên liệu
5.1. Khối lượng mẻ
5.2. Dung sai của phép cân
5.3. Ổn định cacbon đen
6. Thiết bị cán luyện
6.1. Máy cán cán luyện
6.2. Máy luyện kín phòng thử nghiệm
7. Quy trình cán luyện
7.1. Quy định chung
7.2. Quy trình cán luyện trên máy cán
7.3. Quy trình cán luyện với máy luyện kín phòng thử nghiệm
8. Chuẩn bị tấm lưu hóa tiêu chuẩn cho mẫu thử nghiệm hình quả tạ
8.1. Ổn định mẻ và chuẩn bị mẫu trắng
8.2. Thiết bị lưu hóa
8.3. Quy trình lưu hóa
9. Chuẩn bị đĩa lưu hóa tiêu chuẩn cho mẫu thử nghiệm hình vòng xuyến
9.1. Ổn định mẻ và chuẩn bị mẫu trắng
9.2. Thiết bị lưu hóa
9.3. Quy trình lưu hóa
10. Độ chụm
Phụ lục A (tham khảo) Công bố độ chụm đối với cả hai máy cán cán luyện và máy luyện kín
Phụ lục B (tham khảo) Các thông số của máy luyện kín và các chế độ vận hành cho ba chương trình thử nghiệm liên phòng thử nghiệm
Phụ lục C (tham khảo) Phân tích sâu hơn về các dữ liệu ITP
Thư mục tài liệu tham khảo
1) Europrene 1500 và Europrene Neocis BR40 do Polimeri Europa S.p.A, Ravenna, Italy cung cấp. Thông tin này được đưa ra để thuận tiện cho người sử dụng tiêu chuẩn này và không phải là chứng thực ISO của sản phẩm được sản xuất bởi công ty này.