Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 6115-2:2015 (ISO 6520-2:2013) về Hàn và các quá trình liên quan - Phân loại khuyết tật hình học ở kim loại - Phần 2: Hàn áp lực
TIÊU CHUẨN QUỐC GIA
TCVN 6115-2:2015
ISO 6520-2:2013
HÀN VÀ CÁC QUÁ TRÌNH LIÊN QUAN - PHÂN LOẠI KHUYẾT TẬT HÌNH HỌC Ở KIM LOẠI - PHẦN 2: HÀN ÁP LỰC
Welding and allied processes - Classification of geometric impertections in metallic materials -Part 2: Welding with pressure
Lời nói đầu
TCVN 6115-2:2015 hoàn toàn tương đương với ISO 6520-2:2013 với các thay đổi biên tập cho phép.
TCVN 6115-2:2015 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 44 Quá trình hàn biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 6115 (ISO 6520) Hàn và các quá trình liên quan - Phân loại khuyết tật hình học ở kim loại bao gồm các phần sau:
- TCVN 6115-1:2015 (ISO 6520-1:2007) Phần 1: Hàn nóng chảy;
- TCVN 6115-2:2015 (ISO 6520-1:2013) Phần 2: Hàn áp lực.
HÀN VÀ CÁC QUÁ TRÌNH LIÊN QUAN - PHÂN LOẠI KHUYẾT TẬT HÌNH HỌC Ở KIM LOẠI - PHẦN 2: HÀN ÁP LỰC
Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 2: Welding with pressure
1 Phạm vi áp dụng
Tiêu chuẩn này tập hợp và phân loại các khuyết tật trong các mối hàn được chế tạo bằng áp lực. Tiêu chuẩn quy định ký hiệu thống nhất và chỉ bao gồm kiểu, hình dạng và các kích thước của các khuyết tật khác nhau do quá trình hàn bằng áp lực gây ra. Tiêu chuẩn này không tính đến các sai lệch về luyện kim cũng như không bao gồm các khuyết tật được tạo ra bởi các nguyên công khác với nguyên công hàn, ví dụ, các ứng suất, tải trọng bổ sung hoặc các yếu tố về môi trường.
Thông tin liên quan đến hậu quả của các khuyết tật và sử dụng các cấu trúc đặc biệt cũng không được đưa ra vì thông tin này phụ thuộc vào các yêu cầu riêng của mối nối.
2 Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn có ghi năm công bố thì áp dụng phiên bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi.
TCVN 6115-1 (ISO 6520-1). Hàn và các quá trình liên quan - Phân loại khuyết tật hình học ở kim loại - Phần 1: Hàn nóng chảy.
3 Phân loại
Các khuyết tật được phân loại thành sáu nhóm:
- P1 - Nứt;
- P2 - Rỗng;
- P3 - Ngậm tạp chất rắn;
- P4 - Không ngấu;
- P5 - Lỗi hình dạng;
- P6 - Các khuyết tật khác không thuộc các nhóm P1 đến P5.
Chữ "P" là chữ viết tắt cho hàn bằng áp lực.
Liên quan đến Bảng 1 cần phải lưu ý rằng
a) Cột 1 đưa ra số tham chiếu có ba chữ số để chỉ mỗi khuyết tật chính và số tham chiếu có bốn hoặc năm chữ số dùng cho các thuật ngữ trong mỗi nhóm;
b) Cột 2 và 3 đưa ra tên gọi của mỗi khuyết tật bằng tiếng Việt và tiếng Anh, Pháp và Đức;
c) Cột 4 đưa ra giải thích cho các khuyết tật;
d) Cột 5 đưa ra các hình minh họa để giải thích thêm.
Hệ thống đánh số phải theo hệ thống được sử dụng trong TCVN 6115-1 (ISO 6520-1).
Bảng A.1 đưa ra hướng dẫn về các quá trình hàn trong đó các khuyết tật liệt kê trong tiêu chuẩn này có thể xuất hiện.
Bảng 1 - Phân loại các khuyết tật
|
Số ký hiệu |
Tên gọi tiếng Việt |
Tên gọi |
Giải thích |
Hình minh họa |
|
1 |
2 |
3 |
4 |
5 |
|
Nhóm
1 - Nứt |
||||
|
P 100 |
Nứt |
Crack Fissure RiB |
Chỗ gián đoạn xuất hiện do ảnh hưởng của làm nguội hoặc các ứng suất |
|
|
P 1001 |
Nứt tế vi |
Micro-crack Microfissure MikroriB |
Vết nứt thường chỉ nhìn thấy được qua kính hiển vi |
|
|
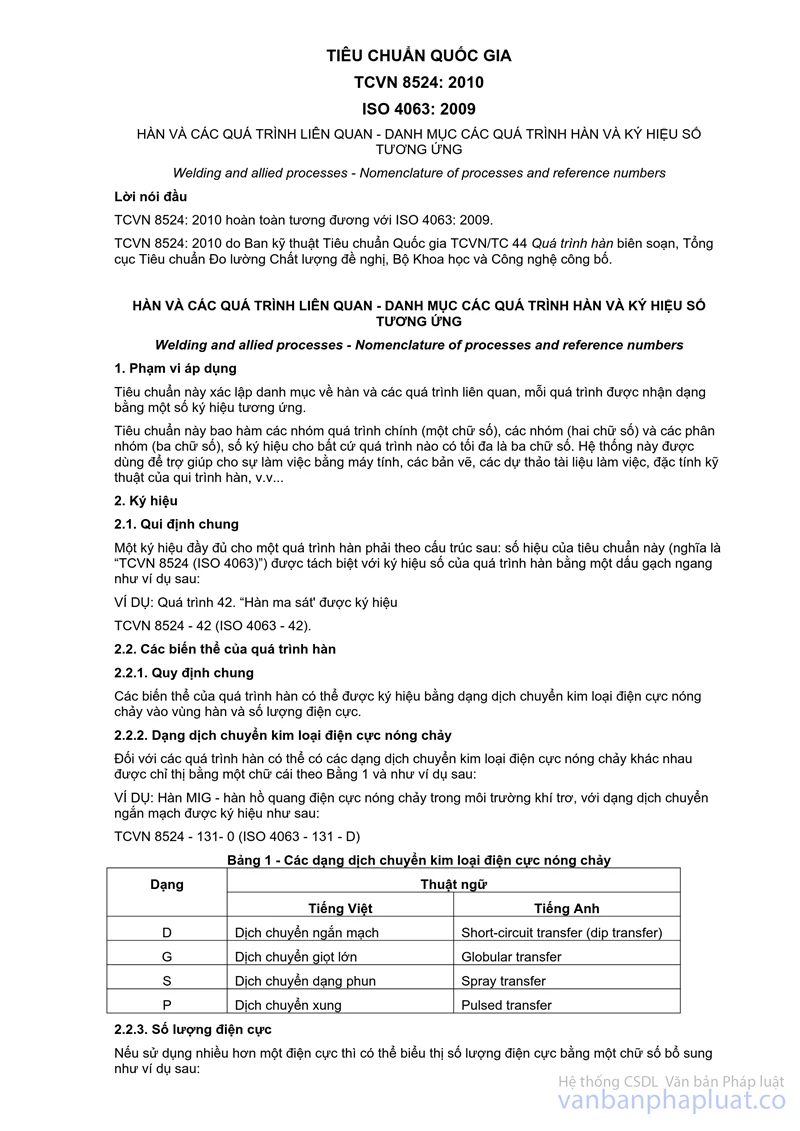
P 101 |
Nứt dọc |
Longitudinal crack Fissure longitudinale LängsriB |
Vết nứt chủ yếu chạy song song với trục của mối hàn, vết nứt này có thể xuất hiện ở: |
|
|
P 1011 |
|
|
- Mối hàn; |
|
|
P 1013 |
|
|
- Vùng ảnh hưởng nhiệt (HAZ); |
|
|
P 1014 |
|
|
- Kim loại cơ bản không chịu ảnh hưởng |
|
|
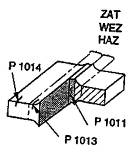
P 102 |
Nứt ngang |
Transverse crack Fissure transversale QuerriB |
Vết nứt chủ yếu vuông góc với trục của mối hàn. vết nứt này có thể xuất hiện ở: |
|
|
P 1021 |
|
|
- Mối hàn; |
|
|
P 1023 |
|
|
- Vùng ảnh hưởng nhiệt (HAZ); |
|
|
P 1024 |
|
|
- Kim loại cơ bản không chịu ảnh hưởng |
|
|
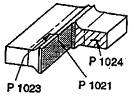
P 1100 |
Nứt hình sao |
Star-crack Fissure vayonnmante (au centre du noyau) RiB in linsennüHe |
Nhiều vết nứt tỏa tia từ một điểm tâm chung và thường nằm trong giới hạn của lõi hàn |
|
|
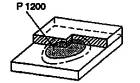
P 1200 |
Nứt tại mép của lõi |
Crack at the edge of the nugget Fissure au bord du noyau RiB am linsenrand |
Vết nứt thường có dạng dấu phảy có thể kéo dài ra vùng ảnh hưởng nhiệt (HAZ) |
|
|
P 1300 |
Nứt trong mặt phẳng mối nối |
Crack in the joining plane Fissure dans le plan de joint RiB in der verbindungsebene |
Các vết nứt thường hướng vào mép của lõi |
|
|
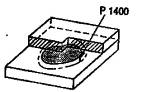
P 1400 |
Nứt trong vùng ảnh hưởng nhiệt |
Crack in the HAZ Fissure dans la zone affectée thermiquement (ZAT) RiB in der wärmein fluB-zone <> |
Xem cột 2 |
|
|
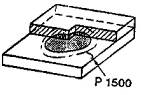
P 1500 |
Nứt trong vùng kim loại cơ bản (không chịu ảnh hưởng nhiệt) |
Crack in the (unaffected) parent metal Fissure dans le metal de base RiB in unbeein fluBten grund werk stoff |
Xem cột 2 |
|
|
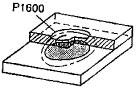
P 1600 |
Nứt vỡ bề mặt |
Surface-breaking crack Fissure dilruchante OberflächenriB |
Vết nứt mở ra trên bề mặt trong vùng hàn |
|
|
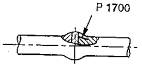
P 1700 |
Nứt dạng móc |
"Hook" crack Fissure en forme de virgule HakenriB |
Vết nứt trong vùng kim loại được đắp (ốp) vào thường do các tạp chất |
|
|
Nhóm
2 - Rỗng |
||||
|
P 200 |
Rỗng |
Cavity Cavité Hohlraum |
Xem cột 2 |
|
|
P 201 |
Bọc khí |
Gas cavity Soufflure GaseinschluB |
Vùng rỗng được hình thành do khí không kịp thoát khỏi vùng lõi, vùng mối hàn hoặc vùng ảnh hưởng nhiệt (HAZ) |
|
|
P 2011 |
Bọt khí (rỗ khí) |
Gas pore Soufflure sphéroïdale Gaspore |
Bọc khí có dạng gần như hình cầu |
|
|
P 2012 |
Bọt khí phân bố đều (rỗ xốp) |
Uniformly distriluted porosity Soufflures sphéroïdales Unifor mément réparties GleichmäBig verteilte porosität |
Số lượng các bọt khí chủ yếu được phân bố đều trên toàn bộ kim loại hàn |
|
|
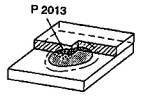
P 2013 |
Rỗ tập trung (cục bộ) |
Clustered (localized) porosity Nid de souffIure Porennest |
Nhóm các bọt khí có sự phân bố đều |
|
|
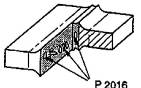
P 2016 |
Rỗ tổ sâu |
Worm-hole Soufflure vermiculaire Schlauchpore |
Vết rỗng có dạng ống trong kim loại hàn thường được tập trung thành nhóm và được phân bố theo kiểu xương cá |
|
|
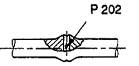
P 202 |
Rỗng co ngót |
Shrinkage cavity Retassure Lunker |
Vết rỗng được tạo ra trong kim loại hàn trong quá trình đông đặc |
|
|
P 203 |
Rỗng do rèn |
Forging cavity Retassure de forgeage Schmiedelunker |
Rỗng do rèn có thể tăng lên bởi sự co ngót |
|
|
Nhóm
3 - Ngậm tạp chất rắn |
||||
|
P 300 |
Ngậm tạp chất rắn |
Solid inclusion lnclunzn solide FeststoffeinschluB |
Các tạp chất rắn lạ bị kẹt trong mối hàn |
|
|
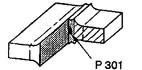
P 301 |
Ngậm xỉ |
Slag inclusion Inchesion de laitier SchlackenlinschluB |
Các tạp chất phi kim loại trong mối hàn (ở dạng rải rác hoặc tập trung thành ổ) |
|
|
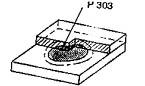
P 303 |
Ngậm oxit |
Oxide inclusion Inclusion d'oxyde OxideeinschluB |
Các tạp chất oxit kim loại mỏng trong mối hàn (ở dạng rải rác hoặc tập trung thành ổ) |
|
|
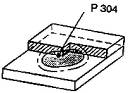
P 304 |
Ngậm kim loại |
Metallic inclusion Inciusion métrllique Fremdmetalle-inschluB |
Hạt kim loại lạ bị kẹt trong kim loại hàn |
|
|
P 306 |
Ngậm kim loại đúc |
Inclusion of cast metal Inclusion de métal fondu résiduel Restsch melzeneinschluB |
Kim loại nóng chảy còn lại đã đông đặc chứa trong mối nối hàn bao gồm cả các tạp chất |
|
|
Nhóm
4 - Không ngấu |
||||
|
P 400 |
Hàn không ngấu |
Lack of fusion Collage (manque de fusion) Bindefehler |
Sự không ngấu hoàn toàn trong mối hàn |
|
|
P 401 |
Không có liên kết hàn |
No weld Absence de fusion Keine lindung |
Các bề mặt đối tiếp không được liên kết với nhau |
|
|
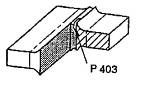
P 403 |
Liên kết hàn không đủ (mối hàn giáp mép) |
Insufficient fusion (stuck weld) Fusion incompléte (joint collé) Unvollstän dige lindung |
Các bề mặt đối tiếp chỉ được liên kết một phần hoặc liên kết không đủ với nhau |
|
|
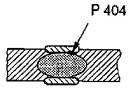
P 404 |
Liên kết hàn với lá kim loại không đủ |
Insufficient welded foil Manque de liaison du feuillazd Unvolistän dige verlundene folie |
Liên kết hàn giữa chi tiết hàn và các lá kim loại không đủ |
|
|
Nhóm
5 - Lỗi hình dạng và kích thước |
||||
|
P 500 |
Lỗi hình dạng |
Imperfect shape Form défectueuse Formabweichung |
Sai lệch so với hình dạng yêu cầu của mối nối hàn |
|
|
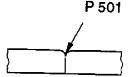
P 501 |
Cháy cạnh |
Undercut Caniveau Kerbe |
Rãnh được hình thành trên bề mặt do hàn |
|
|
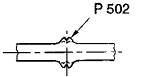
P 502 |
Kim loại bị chồn lồi lên quá mức |
Excessive upset metal Bourrelet excessf Zu groBer stauchwulst |
Kim loại bị ép lồi lên quá dày so với quy định |
|
|
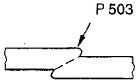
P 503 |
Nén không đủ ép |
Insufficient set-down Écrassement insuffisont Zu groBe nahtüberhöhung |
Chiều dày tại mối hàn vượt quá mức do nén ép không đủ trong quá trình hàn lăn |
|
|
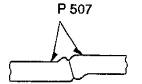
P 507 |
Lệch cạnh |
Linear misalignment Défaut d’alignement Kantenverstaz |
Độ lệch giữa hai chi tiết được hàn nối với nhau tới mức tuy các mặt phẳng của bề mặt của chúng song song với nhau nhưng không ở cùng một mức yêu cầu |
|
|
P 508 |
Lệch góc |
Angular misalignment Défaut angulaire Winkelversatz |
Độ lệch giữa hai chi tiết được hàn nối với nhau tới mức các mặt phẳng của bề mặt của chúng không song song với nhau lhc tạo thành góc quy định) |
|
|
P 520 |
Cong vênh |
Distortion Dépormation Verzug |
Các chi tiết được hàn với nhau sai lệch so với kích thước và hình dạng yêu cầu |
|
|
P 521 |
Sai lệch kích thước của lõi hoặc của mối nối hàn |
Imperfect nugget or weld seam dimensions Dinensions incorreetes du noyau on dela sondure Linsen-oder schweiBnaht-maBabveichemgen |
Sai lệch của các kích thước yêu cầu của lõi |
|
|
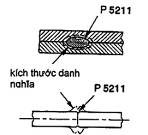
P 5211 |
Chiều dày của lõi hoặc của kim loại bị chồn lồi lên không đủ |
Insufficient nugget or upset thickness Épaisseur in suffi-sante du noyau ou largenr in suff isonte du bourrelet Unzuveichende lisendicke oder unzuveichender stauchwulst bzw stauchgrat |
Độ thấm sâu của lõi hoặc kim loại bị chồn lồi lệch của mối hàn quá nhỏ |
|
|
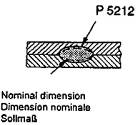
P 5212 |
Chiều dày của lõi quá mức |
Excessive nugget thickness Epaisseur excessive du noyau ÜbermäBige linsen dicke |
Chiều dày của lõi (nhân) mối hàn vượt quá mức yêu cầu |
|
|
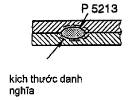
P 5213 |
Đường kính lõi quá nhỏ |
Nugget diameter too small Diamètre insuffi sante du noyau Insendurchmesser zu klein |
Đường kính của lõi (nhân) mối hàn nhỏ hơn đường kính yêu cầu |
|
|
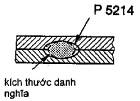
P 5214 |
Đường kính lõi quá lớn |
Nugget dimeter too large Diamètre excessif du noy au Linsendurchmesser Zu groB |
Đường kính của lõi (nhân) mối hàn lớn hơn đường kính yêu cầu |
|
|
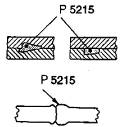
P 5215 |
Lõi hoặc kim loại bị chồn lồi lên không đối xứng |
Asymmentrical nugget or weld upset Noy au on soudure asymétrique Asymmetrische linsenoder wulst bzw gratausbildung |
Hình dạng và/hoặc vị trí của lõi (nhân) mối hàn hoặc lượng kim loại bị chồn lồi lên không đối xứng |
|
|
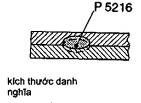
P 5216 |
Độ sâu thấu của lõi không đủ |
Insufficient depth of penetration of nuggets Pénétration insuf-fisante du noyau Unzureichende linsenein dringtiefe |
Độ sâu hàn thấu của lõi được đo từ mặt phẳng mối nối không đủ ở một trong các chi tiết hàn được hàn nối với nhau |
|
|
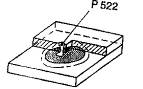
P 522 |
Cháy thủng một phía |
Burn-through from one side Noyau dilruchant en surface Einseitig duzchgesch molzener SchweiBpunkt |
Lỗ tịt tại điểm hàn do kim loại nóng chảy bị đẩy vào |
|
|
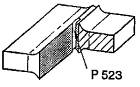
P 523 |
Cháy thủng trong lõi hoặc mối hàn |
Burn-through in nugget or weld Soudure on noyau percé(e) DurchgeschmoI-zener schweiB-punkt oder durch gesch mol-zene schweiBnaht |
Lỗ xuyên thủng hoàn toàn tại điểm hàn do kim loại nóng chảy bị thải ra |
|
|
P 524 |
Vùng ảnh hưởng nhiệt rộng quá mức |
Excessive heat affected zone Zons affectée thermiquement excessive Zu groBe wärm- einfluB zone |
Vùng ảnh hưởng nhiệt rộng lớn hơn so với yêu cầu |
|
|
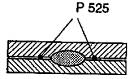
P 525 |
Khoảng cách giữa các chi tiết/ tấm hàn quá lớn |
Excessive sheet separation Écartement excessif des toles ÜbermäBiges klaffen |
Khe hở giữa các chi tiết hàn lớn hơn giá trị lớn nhất cho phép |
|
|
P 526 |
Khuyết tật bề mặt |
Surface imperfection Défact de surface Oberflächen unregelmäBgkeit |
Sai lệch do với dạng bên ngoài yêu cầu của bề mặt chi tiết hàn ở trạng thái đã được hàn |
|
|
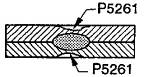
P 5261 |
Hố lõm |
Pits Creux Guïbchen |
Vết lõm cục bộ trên bề mặt của chi tiết hàn trong vùng bị làm lõm xuống bởi điện cực hàn |
|
|
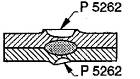
P 5262 |
Vết lồi trên bề mặt |
Surface protrusions Protubérance à la surface Oberflächenauf stuipung |
Vật liệu trồi lên trên bề mặt dưới dạng vòng đệm hoặc ba via ở bên cạnh vết lõm do điện cực hàn |
|
|
P 5263 |
Bám dính vật liệu điện cực |
Adhering electrode material Métal de lélec trode adhérant à là surface de la pièce Anhaftender electroden |
Vật liệu điện cực bán dính vào bề mặt của chi tiết hàn. |
|
|
P 5264 |
Vết lõm do điện cực không đúng |
Incorrect electrode indentation Échancrure incorecte Unzulässiger electro de neindruck |
Sai lệch của các kích thước vết lõm do điện cực so với các kích thước yêu cầu. Sai lệch này có thể là: |
|
|
P 52641 |
Vết lõm quá mức |
Excessive indentation Échancrure ex cessive Zu groBer ein-durch messer |
Đường kính hoặc chiều rộng của vết lõm lớn hơn so với yêu cầu |
|
|
P 52642 |
Độ sâu quá mức của vết lõm đo điện cực |
Excessive depth of electrode indentation Échancurre trop profonde Zu tieber electro deneindruck |
Độ sâu của vết lõm lớn hơn so với yêu cầu |
|
|
P 52643 |
Vết lõm do điện cực không đều |
Non-uniform electrode indentation Échancurre irregulière UngleichmäBiger elektro deneindruck |
Độ sâu và/hoặc đường kính hoặc chiều rộng của vết lõm không đều |
|
|
P 5265 |
Nung chảy bề mặt lá kim loại hàn |
Fusing of the foil surface Fusion superfi - cielle du feuilland Anschmelzung der folienober - fläch |
Xem cột 2 |
|
|
P 5266 |
Nung chảy cục bộ do đồ gá kẹp (cháy khuôn) |
Local fusion caused by clamps (die burn) Fusion locale due aux mächoires Schmorstelle |
Sự nóng chảy tại bề mặt của chi tiết hàn trong vùng các điểm tiếp xúc điện |
|
|
P 5267 |
Vết kẹp chặt |
Clamp marks Marque de mâxhoires Spannmankierung |
Sự hư hỏng cơ học đối với bề mặt chi tiết hàn do đồ gá kẹp gây ra |
|
|
P 5268 |
Lớp phủ bị hư hỏng |
Damaged coating Revêtement endommagé Beschädigte Beschichtung |
Xem cột 2 |
|
|
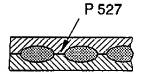
P 527 |
Mối hàn không liên tục |
Non-continuous weld Soudure dis continue Diskontinuierlidu naht |
Các mối hàn điểm không phủ đầy đù để tạo ra một mối hàn lăn liên tục |
|
|
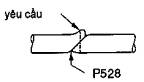
P 528 |
Mối hàn bị lệch |
Misaligned weld Sondure biaise Nahtversatz |
Xem cột 2 |
|
|
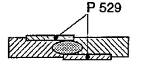
P 529 |
Lá kim loại hàn dịch chuyển |
Displacement of foils Déplacement des feuillards Folien versatz |
Hai lá kim loại hàn bị dịch chuyển so với nhau |
|
|
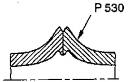
P 530 |
Mối nối hàn có dạng "hình chuông" |
"Belled" joint Évasement Aufweitung |
Các ống được hàn với nhau bị giãn nở trong vùng mối hàn |
|
|
Nhóm
6 - Các khuyết tật khác |
||||
|
P 600 |
Các khuyết tật khác |
Miscellaneous imperfections Défauts divers Sonstige unregelmäBigkeiten |
Tất cả các khuyết tật không được xếp vào các nhóm từ 1 đến 5 |
|
|
P 602 |
Bắn tóe kim loại hàn |
Spatter Projection (perles) Spritzer |
Các giọt kim loại bám dính vào bề mặt của chi tiết hàn |
|
|
P 6011 |
Màu ram (màng mỏng oxit nhìn thấy được) |
Temper colour (visible oxide film) Couleur de revenu) Anlauffarben |
Bề mặt bị oxy hóa trong vùng điểm hàn hoặc mối hàn |
|
|
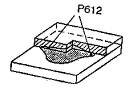
P 612 |
Kim loại bị đùn ra |
Material extrusion (splash weld) Expulsion de métal (point craché) Werkstoffausmessung |
Kim loại nóng chảy bị tống ra khỏi vùng mối hàn bao gồm cả vết bắn tóc k2 hàn |
|





PHỤ LỤC A
(Tham khảo)
Các khuyết tật và quá trình hàn
Bảng A1 - Các quá trình hàn trong đó có thể xuất hiện các khuyết tật được nêu trong tiêu chuẩn này
|
TCVN 8524 (ISO 4063)[1] |
21 |
221 |
222 |
225 |
23 |
214 |
25 |
27 |
41 |
42 |
441 |
45 |
47 |
48 |
78 |
26 |
74 |
|
Quá trình hàn |
Hàn điểm điện trở |
Hàn lăn mối nối chồng |
Hàn lăn có cán phẳng |
Hàn lăn mối hàn giáp mép trên các lá kim loại |
Hàn gờ nổi |
Hàn chảy giáp mép |
Hàn giáp mép điện trở |
Hàn điện trở với dòng điện cao tần |
Hàn siêu âm |
Hàn bằng ma sát |
Hàn nổ |
Hàn khuyếch tán |
Hàn bằng ngọn lửa oxy-khí đốt có áp lực |
Hàn nguội bằng áp lực |
Hàn vít cấy bằng hồ quang |
Hàn vít cấy bằng điện trở |
Hàn bằng dòng điện cảm ứng |
|
Welding process |
Resistance spot welding |
Lap seam welding |
Mash seam welding |
Foil butt-seam welding |
Projection welding |
Flash welding |
Resistance butt welding |
High frequency resistance welding |
Ultrasonic welding |
Friction welding |
Explosion welding |
Diffusion welding |
Oxy-fuel gas welding with pressure |
Cold pressure welding |
Arc stud welding |
Resistance stud welding |
Induction welding |
|
P100 |
|||||||||||||||||
|
P1001 |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
|
P101 |
|||||||||||||||||
|
P1011 |
|
x |
x |
x |
|
x |
x |
x |
x |
|
x |
x |
|
x |
|
|
x |
|
P1013 |
|
x |
x |
x |
|
x |
x |
x |
x |
|
x |
x |
|
|
|
|
x |
|
P1014 |
|
|
x |
|
|
|
|
|
|
|
x |
x |
|
x |
|
|
x |
|
P102 |
|||||||||||||||||
|
P1021 |
|
x |
x |
x |
|
x |
x |
x |
x |
|
x |
x |
|
x |
|
|
x |
|
P1023 |
|
x |
x |
x |
|
x |
x |
x |
x |
|
x |
x |
|
x |
|
|
x |
|
P1024 |
|
|
x |
|
|
|
|
|
|
|
x |
|
|
x |
|
|
|
|
P1100 |
x |
x |
|
|
x |
|
|
|
|
|
|
|
|
|
x |
x |
|
|
P1200 |
x |
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
x |
|
|
P1300 |
x |
x |
|
|
x |
|
|
x |
|
|
|
|
|
|
|
|
|
|
P1400 |
x |
x |
x |
x |
x |
x |
x |
x |
|
|
x |
|
|
x |
|
x |
x |
|
P1500 |
x |
x |
x |
x |
x |
x |
x |
x |
|
|
|
|
x |
|
|
|
|
|
P1600 |
x |
x |
x |
|
x |
x |
x |
x |
|
x |
x |
|
x |
x |
|
|
|
|
P1700 |
|
|
|
|
|
x |
x |
x |
|
|
|
|
x |
x |
|
|
|
|
P200 |
|||||||||||||||||
|
P201 |
|||||||||||||||||
|
P2011 |
x |
x |
|
x |
x |
x |
|
x |
|
x |
x |
|
x |
|
x |
x |
x |
|
P2012 |
x |
x |
|
x |
x |
x |
|
x |
|
x |
x |
|
x |
|
x |
x |
x |
|
P2013 |
x |
x |
|
x |
x |
x |
|
x |
|
x |
|
|
x |
|
x |
x |
x |
|
P2016 |
|
x |
|
x |
|
|
|
|
|
|
|
|
x |
|
|
|
x |
|
P202 |
x |
x |
x |
x |
x |
x |
|
|
|
|
|
|
x |
|
x |
x |
|
|
P203 |
x |
x |
|
|
|
|
|
|
|
|
|
|
x |
|
|
|
|
|
P300 |
|||||||||||||||||
|
P301 |
|
|
|
|
|
x |
x |
x |
|
|
|
|
x |
|
x |
x |
x |
|
P303 |
x |
x |
x |
x |
x |
x |
|
x |
|
x |
|
x |
x |
|
x |
x |
x |
|
P304 |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
|
|
x |
x |
x |
x |
x |
|
P306 |
|
|
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
P400 |
|||||||||||||||||
|
P401 |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
|
P403 |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
|
P404 |
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P500 |
|||||||||||||||||
|
P501 |
x |
x |
x |
x |
|
x |
x |
x |
|
|
|
|
|
|
x |
x |
x |
|
P502 |
|
|
|
|
|
x |
x |
x |
|
x |
|
|
x |
x |
|
|
x |
|
P503 |
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P507 |
|
|
x |
|
|
x |
x |
x |
|
x |
|
|
x |
x |
|
|
x |
|
P508 |
|
|
x |
|
|
x |
x |
x |
|
x |
|
|
x |
x |
|
|
x |
|
P520 |
x |
x |
x |
x |
|
x |
x |
x |
|
x |
x |
x |
x |
|
x |
x |
x |
|
P521 |
|||||||||||||||||
|
P5211 |
x |
x |
|
|
|
x |
x |
x |
|
x |
|
|
x |
x |
x |
x |
x |
|
P5212 |
x |
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
P5213 |
x |
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
P5214 |
x |
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
P5215 |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
x |
|
P5216 |
x |
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
P522 |
x |
x |
|
x |
x |
x |
x |
x |
|
|
|
|
|
|
x |
|
|
|
P523 |
x |
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
x |
x |
|
P524 |
x |
x |
x |
x |
x |
x |
x |
x |
|
x |
|
|
x |
|
x |
x |
x |
|
P525 |
x |
x |
|
x |
x |
|
|
|
|
|
|
|
|
|
|
x |
|
|
P526 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
x |
x |
|
P5261 |
x |
x |
|
x |
x |
|
|
|
x |
|
|
|
|
|
|
|
|
|
P5262 |
x |
x |
x |
x |
x |
|
|
|
x |
|
|
|
|
|
|
|
x |
|
P5263 |
x |
x |
x |
x |
x |
|
|
|
x |
|
|
|
|
|
|
|
|
|
P5264 |
|||||||||||||||||
|
P52641 |
x |
x |
|
x |
x |
|
|
|
x |
|
|
|
|
|
|
|
|
|
P52642 |
x |
x |
|
x |
x |
|
|
|
x |
|
|
|
|
|
|
|
|
|
P52643 |
x |
x |
|
x |
x |
|
|
|
x |
|
|
|
|
|
|
|
|
|
P5265 |
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P5266 |
x |
x |
x |
x |
x |
x |
x |
x |
|
|
|
|
|
|
x |
x |
x |
|
P5267 |
|
|
|
|
|
x |
x |
x |
|
x |
|
|
x |
x |
|
x |
|
|
P5268 |
x |
x |
x |
x |
x |
|
|
|
x |
|
|
|
|
|
|
|
|
|
P527 |
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
x |
|
P528 |
|
|
x |
|
|
x |
x |
x |
|
x |
|
|
x |
x |
|
|
x |
|
P529 |
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P530 |
|
|
|
|
|
x |
x |
x |
|
x |
|
|
x |
|
|
|
x |
|
P600 |
|||||||||||||||||
|
P602 |
x |
x |
x |
|
x |
x |
|
|
|
|
|
|
|
|
x |
|
x |
|
P6011 |
x |
x |
x |
x |
x |
x |
x |
x |
|
x |
|
x |
x |
|
x |
x |
x |
|
P612 |
x |
x |
|
x |
x |
|
|
|
|
|
|
|
|
|
|
|
|
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN 8524 (ISO 4063), Hàn và các quá trình liên quan - Danh mục các quá trình và ký kiệu số tương ứng