Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 7011-2:2007 (ISO 230 - 2 : 1997) về Quy tắc kiểm máy công cụ - Phần 2: Xác định độ chính xác và khả năng lặp lại định vị của trục điều khiển số
TIÊU CHUẨN QUỐC GIA
TCVN 7011-2 : 2007
QUI TẮC KIỂM MÁY CÔNG CỤ - PHẦN 2 – XÁC ĐỊNH ĐỘ CHÍNH XÁC VÀ KHẢ NĂNG LẶP LẠI ĐỊNH VỊ CỦA TRỤC ĐIỀU KHIỂN SỐ
Test code for machine tools – Part 2: Determination of accuracy and repeatability of positioning numerically controlled axes
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các phương pháp kiểm để xác định độ chính xác và khả năng lặp lại vị trí của các trục điều khiển số gọi là trục của máy công cụ bằng việc đo trực tiếp từng trục trên máy. Phương pháp này áp dụng cho các trục chuyển động thẳng và quay.
CHÚ THÍCH – Phương pháp này không áp dụng để kiểm đồng thời nhiều trục.
Tiêu chuẩn này được sử dụng để kiểm chứng nhận kiểu, kiểm giao nhận, kiểm so sánh, kiểm định kỳ, bù gia công v.v…
Khi sử dụng phương pháp này đòi hỏi phải đo lặp lại tại mỗi vị trí. Các thông số liên quan được định nghĩa và tính toán trong chiều dẫn để biểu thị độ tin cậy trong phép đo (xem [1] của thư mục).
Phụ lục A mô tả ứng dụng của một chu kỳ kiểm tùy chọn – chu kỳ bước. Các kết quả từ chu kỳ này không được sử dụng trong các tài liệu kỹ thuật có tham chiếu đến tiêu chuẩn này mà cũng không dùng để nghiệm thu trừ khi có sự thỏa thuận đặc biệt giữa nhà cung cấp, nhà sản xuất và người sử dụng. Tiêu chuẩn này dùng cho nghiệm thu gia công, cần tuân theo chu trình kiểm chuẩn.
2. Định nghĩa và kí hiệu
Tiêu chuẩn sử dụng một số định nghĩa và ứng dụng sau:
2.1. Dịch chuyển trục (axis travel)
Là khoảng dịch chuyển lớn nhất, thẳng hoặc quay, trên đó bộ phận di chuyển có thể chuyển động bằng điều khiển số.
2.2. Dịch chuyển đo (measurement travel)
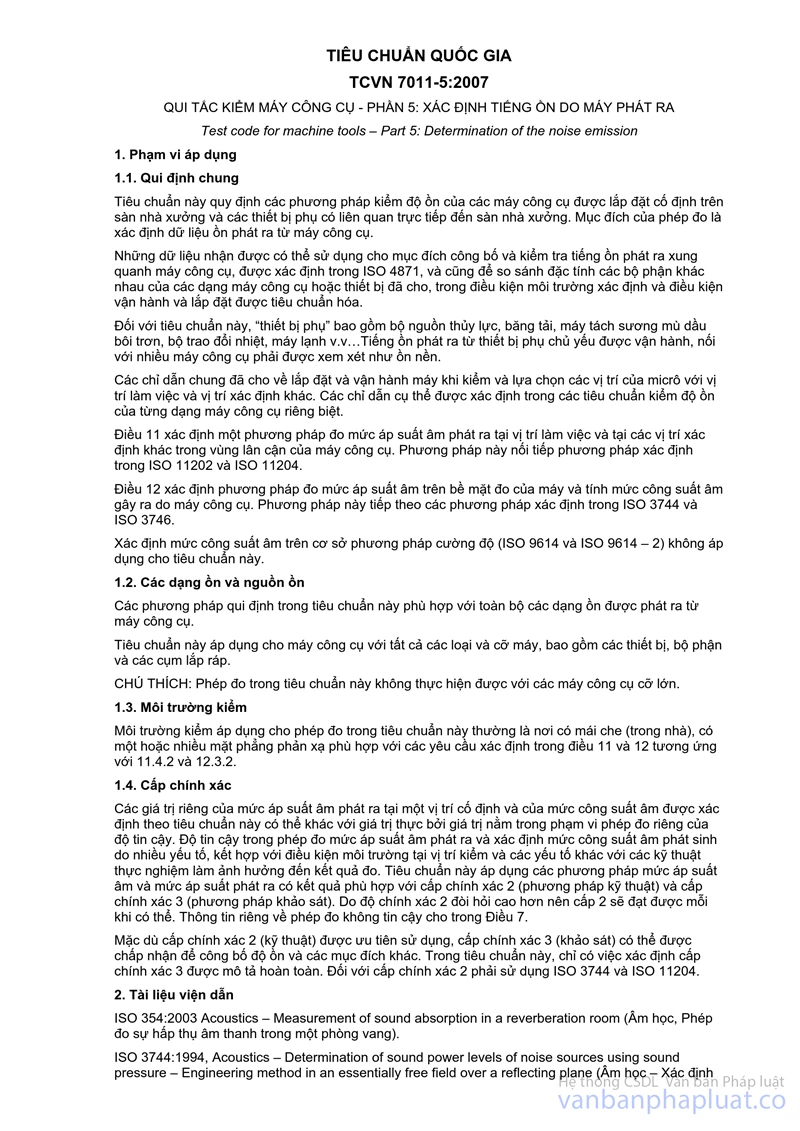
Là một phần của dịch chuyển trục được sử dụng để thu thập dữ liệu, được lựa chọn sao cho vị trí đích đầu tiên và đích cuối cùng gần như theo hai chiều (xem Hình 1).
2.3. Vị trí đích (target position), Pi (i = 1 đến m)
Là vị trí mà bộ phận di chuyển được lập trình để chuyển động đến. Chỉ số i nhận dạng vị trí cụ thể trong số các vị trí đích khác được lựa chọn dọc theo trục hoặc quay quanh trục.
2.4. Vị trí thực (actual position), Pij (i = 1 đến m; j = 1 đến n)
Vị trí đo đạt được khi bộ phận di chuyển ở vị trí thứ j tiến dần đến vị trí đích thứ i.
2.5. Sai lệch vị trí (positional deviation), Xij là khoảng vị trí thực đạt được bằng vị trí bộ phận dịch chuyển trừ đi vị trí đích.
Xij = Pij - Pi
2.6. Một chiều (unidirectional)
Bộ phận di chuyển tiến dần tới vị trí đích luôn theo một chiều dọc theo trục hoặc quay quanh trục. Biểu tượng ↑ được kí hiệu cho một thông số nhận được từ phép đo sau khi tiến đến theo chiều dương và biểu tượng ↓ được ký hiệu cho một thông số theo chiều âm, ví dụ:
Xij ↑ và Xij ↓
2.7. Hai chiều (bidirection)
Trong đó bộ phận di chuyển tiến dần đến một vị trí đích theo cả chiều dọc trục hoặc vòng quanh trục.
2.8. Độ tin cậy mở rộng (expanded uncertainty)
Được xác định trong một khoảng giá trị so với kết quả của phép đo có thể dự tính bao gồm phần lớn của các giá trị phân bố.
2.9. Hệ số làm việc (coverage factor)
Giá trị bằng số được sử dụng là bội số của độ tin cậy tiêu chuẩn kết hợp để đạt được độ tin cậy mở rộng.
2.10. Sai lệch vị trí trung bình của một chiều tại một vị trí (mean unidirectional deviation at a position)
![]() và
và ![]()
Trung bình cộng của các sai lệch vị trí nhận được sau n lần đo theo một chiều tiến dần đến một vị trí Pi.
![]()
![]()
2.11. Sai lệch vị trí trung bình hai chiều tại một vị trí (mean bidirectional deviation at a position)
![]() :
Trung bình cộng của sai lệch vị trí trung bình theo một chiều
:
Trung bình cộng của sai lệch vị trí trung bình theo một chiều ![]() và
và ![]() nhận
được từ hai chiều gần như tại một vị trí Pi
nhận
được từ hai chiều gần như tại một vị trí Pi
2.12. Giá trị đảo chiều tại một vị trí (reversal value at position), Bi
Là giá trị của hiệu giữa các sai lệch vị trí trung bình một chiều nhận được từ hai chiều tiếp cận tại một vị trí Pi.
Bi =
2.13. Giá trị đảo chiều của một trục (reversal value of an axis), Bi
Giá trị đảo chiều tuyệt đối lớn nhất |B| tại toàn bộ vị trí đích dọc theo trục hoặc quay quanh trục
B = max. [|Bi|]
2.14. Giá trị đảo chiều trung bình của một trục (mean reversal value of an axis),
Trung bình cộng của các giá trị đảo
chiều, ![]() tại toàn bộ vị trí đích dọc theo trục
hoặc quay quanh trục.
tại toàn bộ vị trí đích dọc theo trục
hoặc quay quanh trục.
![]()
2.15. Đại lượng đánh giá độ tin cậy tiêu chuẩn về định vị tại một vị trí theo một chiều (Estimator of the unidirectional standard uncertainainty of positioning), Si↑ hoặc Si↓
Đại lượng đánh giá độ tin cậy của sai lệch vị trí nhận được sau n lần đo theo chiều tiến dần vào vị trí Pi:
![]()
và 
2.16. Khả năng lặp lại định vị tại một vị trí theo một chiều (unidirectional repeatability of positioning at a position), Ri↑ hoặc Ri↓
Phạm vi được xác định từ độ tin cậy mở rộng của sai lệch vị trí một chiều tại vị trí Pi khi sử dụng hệ số làm việc bằng 2.
Ri↑ = 4Si↑
và Ri↓ = 4Si↓
2.17. Khả năng lặp lại định vị tại một vị trí theo hai chiều (bidirectional repeatability of positioning at a position), RI,
RI = max.[2sj↑ + 2sI↓+ |BI|;Rj↑; RI↓]
2.18. Khả năng lặp lại vị trí theo một chiều (unidirectional repeatability of positioning), R↑ hoặc R↓ và khả năng lặp lại vị trí R theo hai chiều của một trục (bidirectional repeatability of positioning R of an axis)
Giá trị lớn nhất của khả năng lặp lại định vị của bất kỳ vị trí nào Pi dọc theo trục hoặc quay quanh trục.
R↑ = max [RI↑]
R↓ = max [RI↓]
R = max [R]
2.19. Sai lệch vị trí hệ thống theo một chiều của một trục (undirectional systematic positional of an axis), E↑ hoặc E↓
Hiệu đại số giữa giá trị lớn nhất và nhỏ nhất của sai lệch vị trí trung bình theo một chiều tiến dần đến chiều hoặc tại bất kỳ vị trí nào của PI dọc theo trục hoặc vòng quanh trục.
E↑ = max [] – min []
và E↓ = max [] – min []
2.20. Sai lệch vị trí hệ thống theo hai chiều của một trục (bidirectional systematic positional deviation of an axis), E
Hiệu đại số giữa giá trị lớn nhất
và giá trị nhỏ nhất của sai lệch vị trí trung bình theo một chiều đối với cả
hai chiều tiếp cận và ![]() tại bất kỳ vị trí nào của Pi
dọc theo trục hoặc vòng quanh trục.
tại bất kỳ vị trí nào của Pi
dọc theo trục hoặc vòng quanh trục.
E = max - min
2.21. Sai lệch vị trí trung bình theo hai chiều của một trục (mean bidirectinal positional deviation of an axis), M
Hiệu đại số giữa giá trị lớn nhất và giá trị nhỏ nhất của sai lệch vị trí trung bình theo hai chiều tại bất kỳ vị trí Pi nào dọc theo trục hoặc quay quanh trục.
M =
2.22. Độ chính xác định vị của một trục theo một chiều (unidirectional accuracy of posioning of an axis), A↑ hoặc A↓
Phạm vi nhận được từ việc kết hợp sai lệch hệ thống theo một chiều và giá trị đánh giá độ không tin cậy tiêu chuẩn định vị theo một chiều khi sử dụng hệ số làm việc bằng 2.
A↑ = max [] – min []
A↓ = max [] – min []
2.23. Độ chính xác định vị của một trục theo hai chiều (bidirectional accuracy of posioning of an axis), A
Phạm vi nhận được từ việc kết hợp sai lệch hệ thống theo hai chiều và giá trị đánh giá độ không tin cậy tiêu chuẩn định vị theo hai chiều khi sử dụng hệ số làm việc bằng 2.
A = max [];] – min [;]
3. Điều kiện kiểm
3.1. Môi trường kiểm
Nhà cung cấp và sản xuất phải đưa ra các hướng dẫn về dạng môi trường nhiệt trong đó máy có thể đạt được độ chính xác quy định.
Các hướng dẫn này bao gồm, ví dụ, quy định nhiệt độ trung bình trong phòng, phạm vi tần số và biên độ lớn nhất của sai lệch do nhiệt độ trung bình và sự tăng của nhiệt độ môi trường. Người sử dụng phải bảo đảm nhiệt độ môi trường có thể được chấp nhận khi thao tác và thử máy công cụ tại nơi lắp đặt. Tuy nhiên, khi người sử dụng đã tuân theo các nguyên tắc của nhà cung cấp và sản xuất thì nhà cung cấp và nhà sản xuất phải chịu trách nhiệm về đặc tính của máy.
Một cách lý tưởng, toàn bộ các phép đo kích thước phải được tiến hành khi dụng cụ đo và đối tượng được đo trong môi trường nhiệt độ 20°C. Nếu phép đo được tiến hành ở nhiệt độ khác 20°C thì phải hiệu chỉnh độ giãn nở tế vi danh nghĩa (NDE) giữa hệ thống định vị trục và thiết bị thử để giảm xuống đúng 20°C. Điều kiện này yêu cầu phải đo nhiệt độ bộ phận đặc trưng cho hệ thống định vị máy cũng như thiết bị thử.
Tuy nhiên phải chú ý rằng, bất kỳ nhiệt độ nào bắt đầu từ 20°C cũng có thể làm tăng độ tin cậy do giãn nở thật nên cần được bù. Giá trị đặc trưng cho kết quả độ tin cậy là ±2µm / (m °C) (xem Thư mục). Do đó nhiệt độ thực phải được ghi vào trong báo cáo thử. Nhà cung cấp và nhà sản xuất phải cung cấp hệ số giãn nở thật sự của hệ thống định vị trục cho người sử dụng.
Trước khi kiểm, máy và dụng cụ đo phải được đặt trong môi trường kiểm để đảm bảo đạt được điều kiện nhiệt độ ổn định (khoảng 12 giờ). Các máy được kiểm tra phải bảo vệ để tránh gió lùa và bức xạ từ bên ngoài như ánh nắng mặt trời, nhiệt độ cao v.v…
Trước khi đo 12 giờ và trong suốt quá trình đo, thang nhiệt độ môi trường tính theo độ trên giờ phải nằm trong giới hạn thỏa thuận giữa nhà cung cấp, nhà sản xuất và người sử dụng.
3.2. Máy được kiểm
Trước khi kiểm độ chính xác và kiểm lặp lại, máy phải được lắp ráp hoàn chỉnh và vận hành tốt. Toàn bộ các thao tác cần thiết và kiểm tra hình học phải phù hợp với quy định.
Nếu sử dụng quy tắc bù được trong chu kỳ thử, thì phải quy định trong báo cáo thử.
Toàn bộ việc thử phải được tiến hành trong điều kiện máy không tải, nghĩa là máy không có phôi.
Vị trí của bàn trượt hoặc các bộ phận di chuyển trên trục không tham gia thử phải được quy định trong báo cáo thử.
3.3. Làm nóng máy
Để kiểm máy trong điều kiện làm việc bình thường, quy trình làm nóng máy phải được tiến hành trước khi thử và phải do người cung cấp và nhà sản xuất quy định hoặc được thỏa thuận giữa nhà cung cấp, nhà chế tạo và người sử dụng.
Nếu không có các điều kiện đã quy định, các chuyển động sơ bộ phải hạn chế để đủ thực hiện những chuyển động cần thiết cho lắp đặt dụng cụ đo.
4. Chương trình kiểm
4.1. Phương pháp vận hành
Các máy được lập trình để di chuyển các bộ phận chuyển động dọc theo trục hoặc quay quanh trục, khi kiểm đến một loạt vị trí đích, duy trì ổn định trong thời gian cần thiết để đạt đến vị trí thực được đo và được ghi lại.
Các máy được lập trình di chuyển giữa các vị trí đích với tốc độ tiến được thỏa thuận.
4.2. Chọn vị trí điểm đích
Giá trị của mỗi điểm đích được chọn tự do, được lấy theo công thức chung sau:
Pi = (i - 1) p + r
Trong đó,
i là số của vị trí đích hiện thời;
p là khoảng của các khoảng cách phân bố đều của điểm đích trong dịch chuyển đo;
(xem Hình 1)
r là giá trị khác nhau tại mỗi điểm đích được nhận khoảng không bằng nhau của vị trí đích trên dịch chuyển đo để bảo đảm sai số chu kỳ cho phép (sai số gây ra do bước của vít me bi, bước của thang thước thẳng và thước quay).
4.3. Phép đo
4.3.1. Lắp đặt và trang bị dụng cụ đo
Lắp đặt dụng cụ đo để đo dịch chuyển tương đối giữa các bộ phận lắp dụng cụ và bộ phận lắp phôi theo chiều chuyển động của trục khi thử.
Vị trí của dụng cụ đo phải được ghi vào báo cáo thử.
Vị trí của cảm biến nhiệt độ trên bộ phận của máy và các dạng bù phải được quy định trong quy trình thử.
4.3.2. Kiểm trục chuyển động tịnh tiến có chiều dài đến 2000mm
Trên máy có trục dịch chuyển đến 2000mm, chọn ít nhất 5 vị trí đích trên một mét và ít nhất một vị trí trên toàn bộ 5 vị trí đích được lựa chọn theo 4.2.
Phép đo phải được tiến hành trên toàn bộ các điểm đích theo chu kỳ kiểm tiêu chuẩn (xem Hình 1). Mỗi vị trí đích phải được đo 5 lần theo mỗi chiều.
CHÚ THÍCH: Vị trí chiều thay đổi được lựa chọn để tính đến trạng thái làm việc bình thường của máy (đạt được tốc độ tiến hợp lý).
Hình 1 – Chu trình thử tiêu chuẩn.
4.3.3. Kiểm trục
Đối với các trục dài hơn 2000mm, toàn bộ dịch chuyển đo của trục phải được kiểm bằng cách tiến gần một chiều cho mỗi chiều đến vị trí đích được lựa chọn theo 4.2 với chiều dài trung bình mỗi một đoạn p là 250 mm. Tại chỗ mà bộ chuyển đổi đo bao gồm nhiều đoạn, có thể lựa chọn các điểm đích phụ để bảo đảm mỗi đoạn ít nhất một điểm đích.
Phép kiểm được quy định trong 4.3.2 phải được tiến hành trên chiều dài lớn hơn 2000mm trong vùng làm việc thông thường như đã thỏa thuận giữa nhà cung cấp/nhà sản xuất và người sử dụng.
4.3.4. Kiểm trục chuyển động quay đến 360°
Các phép kiểm phải được tiến hành tại các điểm đích trong Bảng 1. Các vị trí chủ yếu 0°, 90°, 180° và 270° sẽ bao gồm các giá trị dọc theo vị trí đích khác phù hợp với 4.2.
4.3.5. Kiểm trục chuyển động quay lớn hơn 360°
Đối với trục chuyển động quay lớn hơn 360°, thì tổng dịch chuyển đo lên tới 1800° (5 vòng) phải được kiểm bằng cách tiến dần một chiều theo mỗi chiều tại một khoảng không vượt quá 45°.
Phép kiểm quy định trong 4.3.4 được tiến hành theo một góc quay lớn hơn 360° trong vùng làm việc bình thường như đã thỏa thuận giữa nhà cung cấp/nhà sản xuất và người sử dụng.
Bảng 1 – Vị trí điểm đích đối với trục quay
|
Dịch chuyển đo |
Số vị trí đích nhỏ nhất |
|
≤ 90° |
3 |
|
> 90° và ≤ 180° |
5 |
|
> 180° |
8 |
5. Đánh giá kết quả
5.1. Trục chuyển động tịnh tiến có chiều dài đến 2000mm và trục chuyển động quay có góc quay đến 360°
Các thông số được định nghĩa trong điều 2 dùng để đánh giá cho mỗi một điểm đích Pi và cho 5 điểm tiếp cận (n=5) theo mỗi chiều. Hơn nữa, cần tính toán sai lệch đường bao.
và
và và
5.2. Trục chuyển động tịnh tiến có chiều dài lớn hơn 2000 mm và trục chuyển động quay có góc quay lớn hơn 360°
Các thông số được định nghĩa trong điều 2 dùng để đánh giá cho mỗi một điểm đích và với một điểm tiếp cận (n=1) theo mỗi chiều. Không sử dụng đại lượng đánh giá độ tin cậy tiêu chuẩn (2.15), khả năng lặp lại (2.16, 2.17 và 2.18) và độ chính xác (2.22 và 2.23).
6. Những vấn đề thỏa thuận giữa nhà cung cấp/nhà sản xuất và người sử dụng
Bao gồm:
a) mức lớn nhất của thang nhiệt độ môi trường theo độ trên giờ đối với 12 giờ trước khi đo và trong suốt quá trình đo (xem 3.1);
b) vị trí của dụng cụ đo và vị trí của cảm biến dụng cụ (xem 4.3.1);
c) quy trình làm nóng máy trước khi thử (xem 3.3);
d) mức tốc độ tiến giữa các vị trí đích;
e) vị trí dịch chuyển đo thẳng có chiều dài 2000mm hoặc quay với góc 360° liên quan đến diện tích làm việc thông thường (xem 4.3.3 hoặc 4.3.5) nếu phù hợp;
f) vị trí của các bộ phận chuyển động hoặc bộ phận trượt khi thử không tải;
g) thời gian dừng của mỗi vị trí đích;
h) vị trí đích đầu tiên và vị trí đích cuối cùng.
7. Trình bày các kết quả
7.1. Phương pháp trình bày
Phương pháp tốt nhất để trình bày kết quả là một sơ đồ có liệt kê biểu tượng ghi trên báo cáo thử để nhận dạng lắp đặt dụng cụ đo.
- vị trí của dụng cụ đo;
- vị trí của cảm biến nhiệt độ trên bộ phận của máy và dạng bù;
- ngày thử;
- tên máy, kiểu (trục chính nằm ngang hoặc thẳng đứng) và tọa độ của di chuyển trục;
- danh sách thiết bị thử được sử dụng, bao gồm tên người cung cấp/tên nhà sản xuất, kiểu và số loạt của bộ phận (ví dụ đầu lade, đầu quang học, cảm biến nhiệt độ v.v…);
- kiểu thước được sử dụng đối với định vị trục và hệ số giãn nở nhiệt được sử dụng để hiệu chỉnh sự giãn nở tế vi danh nghĩa (NDE) (ví dụ vít me bi và dụng cụ phân tích quay, thước kính v.v…)
- tên trục khi thử và vị trí đường đo liên quan đến trục khi không thử (vị trí này được xác định bằng việc bù với chuẩn dụng cụ, bù đối với chuẩn của phôi và vị trí của trục khi không thử. Cả hai sự bù này được xác định bằng kết cấu riêng của máy);
- tốc độ tiến và thời gian dừng tại mỗi vị trí đích, danh sách vị trí đích danh nghĩa;
- quy trình làm nóng máy trước khi thử (số chu kỳ hoặc thời gian chạy không, tốc độ tiến);
- nhiệt độ của cảm biến được dán lên bộ phận có liên quan của máy đặc trưng cho thước chia độ của máy và phôi, tại lúc bắt đầu và lúc kết thúc thử;
- nhiệt độ môi trường tại lúc bắt đầu và lúc kết thúc thử;
- nếu phù hợp, xác định áp suất không khí và độ ẩm khi bắt đầu và kết thúc thử;
- có sử dụng hoặc không sử dụng bù trong chu kỳ thử;
- thực hiện phun khí hoặc dầu;
- số điểm tiếp cận (n = 5 hoặc n = 1).
7.2. Các thông số
Các thông số sau được quy định bằng số. Các kết quả thông số được đánh dấu bằng một dấu sao và một dấu ngoặc đơn thì có thể là cơ sở cho việc giao nhận máy. Hình 2a và 2b trình bày các kết quả cho trong Bảng 2.
7.2.1. Kiểm các trục chuyển động tịnh tiến có chiều dài đến 2000mm và trục chuyển động quay có góc quay đến 360°
|
- độ chính xác định vị theo hai chiều của một trục *) |
A |
|
- độ chính xác định vị theo một chiều của một trục *) |
A↑ và A↓ |
|
- sai lệch vị trí hệ thống theo hai chiều của một trục *) |
E |
|
- sai lệch vị trí hệ thống theo một chiều của một trục *) |
E↑ và E↓ |
|
- phạm vi sai lệch vị trí trung bình theo hai chiều của một trục |
M |
|
- khả năng lặp lại định vị theo hai chiều của vị trí một trục |
R |
|
- khả năng lặp lại định vị theo một chiều của vị trí một trục |
R↑ và R↓ |
|
- giá trị đảo chiều của một trục *) |
B |
|
- giá trị đảo chiều trung bình của một trục |
|
7.2.2. Kiểm các trục chuyển động tịnh tiến có chiều dài lớn hơn 2000mm và trục chuyển động quay có góc quay lớn hơn 360°
|
- sai lệch vị trí hệ thống theo hai chiều của một trục *) |
E |
|
- sai lệch vị trí hệ thống theo một chiều của một trục |
E↑ và E↓ |
|
- phạm vi sai lệch vị trí trung bình của một trục*) |
M |
|
- giá trị đảo chiều của một trục *) |
B |
|
- giá trị đảo chiều thông báo của một trục *) |
|
|
Ngày kiểm |
Ngày/Tháng/Năm |
||
|
Tên người kiểm tra |
Nguyễn Văn A |
||
|
Tên máy, kiểu và số loạt máy |
AAA, trung tâm gia công có trục chính thẳng đứng, số loạt: 1111111 |
||
|
Dụng cụ đo và số loạt |
BBB, số loạt: 1234567 |
||
|
Thông số kiểm |
|
||
|
- Trục kiểm: |
X |
||
|
- Dạng thước tỷ lệ: |
Vítme bi và thiết bị mã hóa |
||
|
- Hiệu chỉnh NDE* (có hoặc không): |
Có |
||
|
- Hệ số giãn nở nhiệt của thước (được sử dụng đối với hiệu chỉnh NDE): |
11 µm/(m°C) |
||
|
- Tốc độ tiến: |
1000 mm/ph |
||
|
- Thời gian dừng tại mỗi điểm đích: |
5 giây |
||
|
- Sử dụng bù: |
Cơ cấu đảo chiều và vítme |
||
|
Vị trí kiểm: |
|
||
|
- Vị trí của trục khi không kiểm; |
Y=300mm; Z=350mm; C=0° |
||
|
- Bù đối với chuẩn dụng cụ (X/Y/Z) |
0/0/120mm |
||
|
- Bù đối với chuẩn của phôi (X/Y/Z) |
0/0/30mm |
||
|
Điều kiện kiểm |
|
|
|
|
- Cảm biến nhiệt độ |
Vị trí |
T bắt đầu (°C) |
T cuối (°C) |
|
Cảm biến vật liệu # 1 |
Bảng, X=50mm |
21,8 |
22,9 |
|
Cảm biến vật liệu # 2 |
Bảng, X=1700mm |
22,4 |
23,1 |
|
Cảm biến không khí |
Tâm của vùng làm việc |
20,6 |
20,9 |
|
- Áp lực không khí |
102,4 Kpa |
|
|
|
- Độ ẩm không khí |
60% |
|
|
Hình 2a – Độ chính xác hai chiều và khả năng lặp lại định vị
|
Ngày kiểm |
YY/MM/DD |
||
|
Tên người kiểm tra |
Joe Smith |
||
|
Tên máy, kiểu và số loạt máy |
AAA, trung tâm gia công có trục chính thẳng đứng, số loạt: 1111111 |
||
|
Dụng cụ đo và số loạt |
BBB, số loạt: 1234567 |
||
|
Thông số kiểm |
|
||
|
- Trục kiểm: |
X |
||
|
- Kiểu thước tỷ lệ |
Vítme bi và thiết bị mã hóa |
||
|
- Hiệu chỉnh NDE (có hoặc không) |
Có |
||
|
- Hệ số giãn nở nhiệt của thước (Hiệu chỉnh NDE) |
11 µm/(m°C) |
||
|
- Tốc độ tiến; |
1000 mm/min |
||
|
- Thời gian dừng tại mỗi điểm đích |
5 giây |
||
|
- Bù được sử dụng |
Cơ cấu đảo chiều và đầu mối vít |
||
|
Vị trí kiểm: |
|
||
|
- Vị trí của trục khi không kiểm; |
Y=300mm; Z=350mm; C=0° |
||
|
- Bù đối với chuẩn dụng cụ (X/Y/Z) |
0/0/120mm |
||
|
- Bù đối với chuẩn của phôi (X/Y/Z) |
0/0/30mm |
||
|
Điều kiện thử |
|
|
|
|
- Cảm biến nhiệt độ |
Vị trí |
T bắt đầu (°C) |
T cuối (°C) |
|
Cảm biến vật liệu # 1 |
Bảng X=50mm |
21,8 |
22,9 |
|
Cảm biến vật liệu # 2 |
Bảng X=1700mm |
22,4 |
23,1 |
|
Cảm biến không khí |
Tâm của vùng làm việc |
20,6 |
20,9 |
|
- Áp lực không khí |
102,4 Kpa |
|
|
|
- Độ ẩm không khí |
60% |
|
|
Hình 2b – Độ chính xác một chiều và khả năng lặp lại định vị
Phụ lục A
(Tham khảo)
Chu kỳ bước
Phụ lục này dành cho một chu kỳ thử; chu kỳ bước (xem Hình A1)

Hình A1 – Chu kỳ bước
Kết quả thử tiến hành theo phương pháp này có thể khác so với kết quả đạt được từ chu kỳ thử tiêu chuẩn chỉ dẫn trên Hình 1.
Với chu kỳ thử tiêu chuẩn, đặt vị trí với các khoảng thời gian lớn khác nhau tiến dần đến vị trí đích xa nhất so với chiều đối diện. Tuy nhiên, với chu kỳ bước tiếp cận đến các vị trí đích từ mỗi chiều, lấy vị trí nằm trong khoảng thời gian ngắn hơn và vị trí nằm trong khoảng thời gian dài hơn là lấy phép đo giữa vị trí đích đầu tiên và vị trí đích cuối cùng.
Phép đo theo chu kỳ thử tiêu chuẩn có thể phản ảnh tác động của nhiệt đến các vị trí khác nhau của điểm đích dọc theo trục được kiểm. Ở đây nhiệt trong quá trình đo có thể ảnh hưởng đến cả giá trị đảo chiều B và giá trị lặp lại R.
Trong trường hợp chu kỳ bước, các ảnh hưởng nhiệt thể hiện trong phạm vi sai lệch vị trí trung bình của hai chiều, M, trong khi giá trị đảo chiều và giá trị lặp lại chỉ ảnh hưởng không đáng kể do tác động nhiệt của máy.
THƯ MỤC
(Tham khảo)
[1] Hướng dẫn để biểu thị độ tin cậy trong phép đo, BIPM/IEC/FICC/ISO/OIML/IUPAP, điều 2.3.5 và 2.3.6 và Phụ lục G, 1993, ISBN 92-97-10188-9.
[2] ANSI B89.6.2:1988 Nhiệt độ và môi trường ẩm đối với phép đo kích thước.
* Độ giãn nở tế vi danh nghĩa (NDE)