Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 7011-10:2013 (ISO 230-10:2011) về Quy tắc kiểm máy công cụ - Phần 10: Xác định đặc tính đo hệ thống dò của máy công cụ điều khiển số
TIÊU CHUẨN QUỐC GIA
TCVN 7011-10:2013
ISO 230-10:2011
QUY TẮC KIỂM MÁY CÔNG CỤ − PHẦN 10: XÁC ĐỊNH ĐẶC TÍNH ĐO CỦA CÁC HỆ THỐNG DÒ CỦA MÁY CÔNG CỤ ĐIỀU KHIỂN SỐ
Test code for machine tools − Part 10: Determination of the measuring performance of probing systems of numerically controlled machine tools
Lời nói đầu
TCVN 7011-10:2013 hoàn toàn tương đương với ISO 230-10:2011.
TCVN 7011-10:2013 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 39 Máy công cụ biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 7011 (ISO 230) QuY tắc kiểm máy công cụ bao gồm các phần sau:
- TCVN 7011-1:2007 (ISO 230-1:1996) Phần 1: Độ chính xác hình học của máy khi vận hành trong điều kiện không tải hoặc gia công tinh;
- TCVN 7011-2:2007 (ISO 230-2:1997) Phần 2: Xác định độ chính xác và khả năng lặp lại định vị của trục điều khiển số;
- TCVN 7011-3:2007 (ISO 230-3:2001) Phần 3: Xác định các ảnh hưởng nhiệt;
- TCVN 7011-4:2013 (ISO 230-4:2005) Phần 4: Kiểm độ tròn cho máy công cụ điều khiển số;
- TCVN 7011-5:2007 (ISO 230-5:2000) Phần 5: Xác định tiếng ồn do máy phát ra;
- TCVN 7011-6:2007 (ISO 230-6:2002) Phần 6: Xác định độ chính xác định vị theo các đường chéo khối và đường chéo bề mặt (Kiểm sự dịch chuyển theo đường chéo);
- TCVN 7011-7:2013 (ISO 230-7:2006) Phần 7: Độ chính xác hình học của các trục tâm của chuyển động quay;
- TCVN 7011-8:2013 (ISO/TR 230-8:2010) Phần 8: Rung động;
- TCVN 7011-9:2013 (ISO/TR 230-9:2005) Phần 9: Ước lượng độ không đảm bảo đo cho các phép kiểm máy công cụ theo bộ TCVN 7011 (ISO 230), công thức cơ bản;
- TCVN 7011-10:2013 (ISO 230-10:2011) Phần 10: Xác định đặc tính đo các hệ thống dò của máy công cụ điều khiển số.
Bộ ISO 230 Quy tắc kiểm máy công cụ còn có các phần sau:
- ISO/DTR 230-11 Part 11: Measuring instruments and their application to machine tool geometry tests.
Lời giới thiệu
Mục đích của bộ tiêu chuẩn TCVN 7011 (ISO 230) (tất cả các phần) là chuẩn hóa các phương pháp kiểm độ chính xác của các máy công cụ, trừ các thiết bị xách tay sử dụng năng lượng.
Tiêu chuẩn này đề cập đến các quy trình kiểm để đánh giá đặc tính đo của các hệ thống dò tiếp xúc (được sử dụng trong chế độ dò các điểm rời rạc) được tích hợp với một máy công cụ điều khiển số. Các quy trình kiểm này không được dùng để phân biệt giữa các nguyên nhân khác nhau gây ra sai số. Các quy trình kiểm này dùng để chứng minh ảnh hưởng kết hợp của môi trường, máy công cụ, hệ thống dò và phần mềm dò đến đặc tính đo.
Các kết quả của những phép kiểm này không phản ánh đặc tính của máy công cụ trong một chế độ cắt kim loại. Khi có nhu cầu kiểm cho mục đích nghiệm thu, đây là nhiệm vụ của người sử dụng có sự thỏa thuận của nhà sản xuất/nhà cung cấp lựa chọn, các phép kiểm có liên quan đến tính chất của các chi tiết cấu thành hệ thống dò của máy công cụ cần quan tâm.
Các kết quả của các phép kiểm này không phản ánh đặc tính của máy công cụ được sử dụng như một máy đo tọa độ (CMM). Đặc tính này đòi hỏi phải xác định các tài liệu đã công bố và chúng có thể được đánh giá theo ISO 10360-2 và ISO 10360-5.
QUY TẮC KIỂM MÁY CÔNG CỤ − PHẦN 10: XÁC ĐỊNH ĐẶC TÍNH ĐO CỦA CÁC HỆ THỐNG DÒ CỦA MÁY CÔNG CỤ ĐIỀU KHIỂN SỐ
Test code for machine tools − Part 10: Determination of the measuring performance of probing systems of numerically controlled machine tools
1. Phạm vi áp dụng
Tiêu chuẩn này quy định các quy trình kiểm để đánh giá đặc tính đo của các hệ thống dò tiếp xúc (được sử dụng ở chế độ dò các điểm rời rạc) được tích hợp với một máy công cụ điều khiển số.
Tiêu chuẩn này không áp dụng cho các kiểu hệ thống dò khác, như các hệ thống dò được sử dụng ở chế độ quét hoặc các hệ thống không tiếp xúc. Việc đánh giá đặc tính của máy công cụ được sử dụng như một máy đo tọa độ (CMM) nằm ngoài phạm vi của tiêu chuẩn này. Để đánh giá đặc tính này đòi hỏi phải xác định các tài liệu đã công bố, chịu ảnh hưởng lớn bởi độ chính xác hình học của máy công cụ và có thể các phép kiểm hệ thống dò của máy công cụ được quy định trong tiêu chuẩn này, các tài liệu trên cần được đánh giá theo ISO 10360-2 và ISO 10300-5.
Các máy công cụ điều khiển số có thể áp dụng các hệ thống dò tiếp xúc trong các ứng dụng về quy trình gia công như:
- Xác định được chi tiết gia công chính xác đã chịu tải trước khi gia công;
- Định vị và/hoặc sự căn chỉnh chi tiết gia công;
- Đo chi tiết gia công sau khi gia công, nhưng vẫn lắp trên máy;
- Đo vị trí và định hướng các trục quay của máy công cụ;
- Đo và chỉnh đặt dụng cụ cắt (bán kính, chiều dài và độ lệch dụng cụ);
- Phát hiện sự hư hỏng dụng cụ.
CHÚ THÍCH 1: Tiêu chuẩn này tập trung vào các trung tâm gia công, nhưng theo dự định, các kiểu máy khác, ví dụ như các trung tâm tiện và mài có thể được bao gồm trong lần soát xét sắp tới của tiêu chuẩn này.
CHÚ THÍCH 2: Tiêu chuẩn này không bao gồm các đầu dò kiểu không tiếp xúc (ví dụ, các đầu dò quang học) hoặc các đầu dò quét, nhưng theo dự định, các đầu dò trên có thể được bao gồm trong lần soát xét sắp tới của tiêu chuẩn này.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng phiên bản đã được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi (nếu có).
TCVN 7011-1 (ISO 230-1) Quy tắc kiểm máy công cụ - Phần 1: Độ chính xác hình học của máy khi vận hành trong điều kiện không tải hoặc gia công tinh;
TCVN 7011-3 (ISO 230-3) Quy tắc kiểm máy công cụ - Phần 3: Xác định các ảnh hưởng nhiệt;
TCVN 7011-9 (ISO/TR 230-9) Quy tắc kiểm máy công cụ - Phần 9: Ước lượng độ không đảm bảo đo cho các phép kiểm máy công cụ theo bộ TCVN 7011 (ISO 230), công thức cơ bản;
ISO 10360-5:2010, Geometrical product specifications (GPS) – Acceptance and reverification tests for coordinate measuring machines (CMM) – Part 5: CMMs using single and multiple stylus contacting probing systems (Đặc tính hình học của sản phẩm (GPS) – Các phép kiểm nghiệm thu và kiểm tra xác nhận lại các máy đo tọa độ (CMM) – Phần 5 : Các máy đo tọa độ sử dụng các hệ thống dò tiếp xúc một và nhiều đầu dò).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này áp dụng các thuật ngữ và định nghĩa sau.
CHÚ THÍCH: Trong phương pháp đo, các máy công cụ được sử dụng giống như các máy đo tọa độ (CMM). Do đó, các định nghĩa dùng cho các phép kiểm đặc tính các hệ thống dò đối với các máy CMM cũng áp dụng cho các máy công cụ. Tuy nhiên, vì không phải tất cả những người sử dụng máy công cụ đã quen với sử dụng các máy đo tọa độ nên tiêu chuẩn này đưa ra các định nghĩa giành riêng cho các máy công cụ với sự bảo đảm chắc chắn rằng các định nghĩa này không có bất cứ sự mâu thuẫn nào với các định nghĩa của máy đo tọa độ.
3.1. Thuật ngữ chung
3.1.1. Hệ tọa độ máy (machine coordinate system), MCS
Hệ tọa độ cố định so với các trục vật lý hoặc các trục được tính toán của máy công cụ.
CHÚ THÍCH: Định nghĩa này theo định nghĩa 2.5, ISO 10360-1:2000.
3.1.2. Hệ tọa độ chi tiết gia công (workpiece coordinate system), WCS Hệ tọa độ cố định so với chi tiết gia công.
[ISO 10360-1:2000, định nghĩa 2.4]
3.1.3. Thể tích đo (measuring volume)
Không gian ba chiều bao hàm tất cả các tọa độ thẳng có thể tiếp cận được để đo trên máy công cụ.
CHÚ THÍCH: Định nghĩa này theo định nghĩa 2.3, ISO 10360-1:2000.
3.2. Thuật ngữ liên quan đến hệ thống dò
3.2.1. Đầu dò (probe)
Thiết bị nhận biết một đặc điểm và tạo ra tín hiệu trong quá trình dò.
CHÚ THÍCH 1: Định nghĩa này theo định nghĩa 3.1, ISO 10360-1:2000.
CHÚ THÍCH 2: Có nhiều kiểu đầu dò được sử dụng trên các máy công cụ và chúng sử dụng các công nghệ khác nhau để đạt được cùng một mục đích.
CHÚ THÍCH 3: Các đầu dò có thể là kiểu “chuyển mạch” hoặc kiểu “tỷ lệ”. Các đầu dò này là sẵn có như là hệ thống “tiếp xúc” hoặc “không tiếp xúc” (các hệ thống không tiếp xúc không thuộc vào phạm vi của tiêu chuẩn này).
3.2.1.1. Đầu dò chuyển đổi (switching probe)
Đầu dò đưa ra tín hiệu nhị phân do kết quả tiếp xúc với bề mặt được đo (phát hiện)
3.2.1.2. Đầu dò tỷ lệ (proportional probe)
Đầu dò đưa ra tín hiệu (tương tự hoặc số) tỷ lệ với độ dịch chuyển của đỉnh mũi dò.
CHÚ THÍCH: Các đầu dò tỷ lệ được sử dụng trong chế độ quét liên tục không bao gồm trong phạm vi của tiêu chuẩn này.
3.2.1.3. Đầu dò tiếp xúc (contacting probe)
Đầu dò cần có sự tiếp xúc vật liệu với bề mặt được đo (phát hiện) để vận hành. Ví dụ: Bộ ngắt mạch điện, tenxơmét (cảm biến đo biến dạng).
CHÚ THÍCH 1: Định nghĩa này theo định nghĩa 3.2, ISO 10360-1:2000.
CHÚ THÍCH 2: Tốc độ tiến của đầu dò tiếp xúc được áp dụng để đạt được sự tiếp xúc của vật liệu có thể ảnh hưởng tới đặc tính của các đầu dò này. Tốc độ tiến thích hợp của đầu dò tiếp xúc được quy định trong hướng dẫn của nhà sản xuất/nhà cung cấp.
CHÚ THÍCH 3: Để có đặc tính tốt nhất, tốc độ tiến của đầu dò tiếp xúc đước áp dụng trong quá trình đo tương tự như tới độ dẫn tiến được áp dụng trong cấp giấy chứng nhận (chứng chỉ) cho đầu dò.
3.2.1.4. Đầu dò không tiếp xúc (non-contacting probe)
Đầu dò không cần sự tiếp xúc vật liệu với bề mặt được đo (phát hiện) để vận hành. Ví dụ: Các hệ thống quang học và laze, các hệ thống cảm ứng và điện dung.
CHÚ THÍCH 1: Định nghĩa này theo định nghĩa 3.3, ISO 10360-1:2000.
CHÚ THÍCH 2: Các đầu dò không tiếp xúc không được bao gồm trong phạm vi của tiêu chuẩn này.
3.2.2. Hệ thống dò (probing system)
Hệ thống gồm có một đầu dò, hệ thống truyền tín hiệu (ví dụ, quang học, vô tuyến, dây dẫn), phần cứng xử lý tín hiệu, phần mềm và phần cứng dò và có thể có phần kéo dài của đầu dò, hệ thống thay đầu dò, mũi dò và phần kéo dài của mũi dò, khi được sử dụng cùng với máy công cụ điều khiển số thích hợp.
CHÚ THÍCH 1: Các phép kiểm trong tiêu chuẩn này liên quan đến các hệ thống dò gồm có các đầu dò tiếp xúc được trang bị một hệ thống mũi dò đơn song song với đường trung bình của đường tâm trục chính máy công cụ như đã mô tả trên Hình 2. Đối với các ứng dụng sử dụng các hệ thống mũi dò được trang bị nhiều mũi dò (xem Hình 3), và đối với ứng dụng trong đó phép đo được thực hiện bằng cách sử dụng nhiều định hướng đường trung bình của đường tâm trục chính so với hệ WCS cần có các kiểm tra bổ sung được quy định trong ISO 10360-5.
CHÚ THÍCH 2: Định nghĩa này theo định nghĩa 2.6, ISO 10360-1:2000.
3.2.3. Định chất lượng hệ thống dò (probing system qualification)
Việc xác lập các thông số của một hệ thống dò (dựa trên các hướng dẫn của nhà sản xuất/nhà cung cấp) cần thiết cho các phép đo tiếp sau.
CHÚ THÍCH 1: Đường kính hiệu dụng của đỉnh mũi dò và vị trí của tâm đỉnh mũi dò so với hệ MCS là các thông số điển hình được xác lập bởi sự định chất lượng hệ thống dò.
CHÚ THÍCH 2: Tài liệu kỹ thuật của nhà cung cấp đôi khi tham chiếu sự định chất lượng hệ thống dò với thuật ngữ “hiệu chuẩn hệ thống dò”; thuật ngữ này không thích hợp.
3.2.4. Khoảng dịch chuyển trước (pre-travel)
Khoảng cách giữa điểm tiếp xúc vật liệu đầu tiên của đỉnh mũi dò với bề mặt được đo (phát hiện) và điểm tại đó phát ra tín hiệu của đầu dò.
CHÚ THÍCH 1: Khoảng dịch chuyển trước chịu ảnh hưởng của kết cấu đầu dò, hướng dò, tốc độ dò, lực chuyển mạch, chiều dài và độ mềm dẻo của hệ thống mũi dò, độ trễ thời gian giữa tín hiệu dò và sự chỉ thị của bộ chuyển đổi vị trí của máy công cụ v.v…
CHÚ THÍCH 2: Sự thay đổi của khoảng dịch chuyển trước (thường liên quan đến “sự dò tìm”) trong các điều kiện dò quy định là một tính chất rất quan trọng của hệ thống dò.
CHÚ THÍCH 3: Một số kỹ thuật định chất lượng đầu dò có thể làm giảm đi một cách đáng kể các ảnh hưởng của sự thay đổi khoảng dịch chuyển trước của hệ thống dò.
3.2.5. Đường kính hiệu dụng của đỉnh mũi dò (effective stylus tip diameter)
Cỡ hiệu dụng của đỉnh mũi dò (effective stylus tip size)
Kích thước của đỉnh mũi dò được sử dụng bởi một số phần mềm dò để bù cho kích thước của yếu tố được đo .v.v…
CHÚ THÍCH: Đường kính (cỡ) hiệu dụng của đỉnh mũi dò gắn liền với đặc tính của hệ thống dò và được xác định bởi sự định chất lượng hệ thống dò thích hợp thay vì bằng cách đo đơn giản cỡ kích thước đỉnh mũi dò.
3.2.6. Đỉnh mũi dò (stylus tip)
Phần tử vật lý xác lập sự tiếp xúc với đối tượng được đo.
CHÚ THÍCH: Định nghĩa này theo định nghĩa 4.2, ISO 10360-1:2000.
3.2.7. Hệ thống mũi dò (stylus system)
Hệ thống gồm có một mũi dò và phần kéo dài của mũi dò (nếu có).
CHÚ THÍCH 1: Phần kéo dài của mũi dò có thể làm giảm độ cứng vững của hệ thống mũi dò và có thể làm ảnh hưởng bất lợi đến đặc tính của hệ thống dò. Do đó, các phép kiểm đặc tính được thực hiện bằng sử dụng phần kéo dài của mũi dò cần quan tâm.
CHÚ THÍCH 2: Định nghĩa này theo định nghĩa 4.4, ISO 10360-1:2000.
3.2.8. Chiều dài hệ thống mũi dò (stylus system length)
<đỉnh mũi="" dò="" dạng="" cầu=""> Khoảng cách từ tâm của đỉnh mũi dò tới vai của hệ thống mũi dò.
Xem Hình 1.
a Chiều dài hệ thống mũi dò.
Hình 1 - Chiều dài của hệ thống mũi dò
3.2.9. Dụng cụ dò (probing tool)
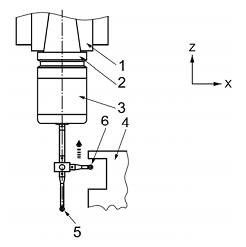
Thiết bị gồm có một đầu dò và hệ thống mũi dò của nó, được gắn vào giá kẹp dụng cụ. Xem Hình 2.
3.2.10. Chiều dài dụng cụ dò (probing tool length)
Khoảng cách từ điểm nhô ra dài nhất của đỉnh mũi dò tới bề mặt chuẩn của trục chính máy công cụ hoặc đường chuẩn kết nối với dụng cụ dò.
Xem Hình 2.
CHÚ THÍCH 1: Một số hệ thống xác lập chiều dài dụng cụ dò là khoảng cách từ tâm của bề mặt đỉnh mũi dò tới bề mặt chuẩn của trục chính máy công cụ nối với dụng cụ dò.
CHÚ THÍCH 2: Đối với các giá kẹp dụng cụ kiểu có cán đặc, bề mặt chuẩn của trục chính có vị trí tại đường chuẩn của phần côn trục chính. Đối với các giá kẹp dụng cụ khác (cán rỗng), bề mặt chuẩn của trục chính là mặt đầu của trục chính.
CHÚ THÍCH 3: Quy trình xác lập chiều dài của dụng cụ dò được quy định trong hướng dẫn sử dụng của nhà sản xuất/nhà cung cấp.
CHÚ DẪN:
1 Trục chính
2 Giá kẹp dụng cụ
3 Đầu dò
4 Mũi dò
L Chiều dài dụng cụ dò
Hình 2 – Chiều dài của dụng cụ dò
3.2.11. Độ lệch của đỉnh mũi dò (stylus tip offset)
Khoảng cách hiệu dụng từ tâm của đỉnh mũi dò tới đường trung bình của đường tâm trục chính trong đó lắp dụng cụ dò.
3.3. Thuật ngữ liên quan đến dò
3.3.1. Dò (probing, probe)
Hoạt động đo dẫn đến việc xác định các giá trị (ví dụ, các giá trị tọa độ, các giá trị chiều dài, các giá trị sai/đúng).
CHÚ THÍCH 1: Dò gắn liền với phép đo của các dụng cụ cắt không cần thiết phải dẫn đến việc xác định các giá trị tọa độ.
CHÚ THÍCH 2: Dò gắn liền với việc phát hiện hư hỏng dụng cụ dẫn đến việc xác định trạng thái sai/đúng.
CHÚ THÍCH 3: Định nghĩa này theo định nghĩa 2.7, ISO 10360-1:2000.
3.3.1.1. Dò 1D (1D probing)
Phép đo cho phép chuyển động dò song song với một trục hệ tọa độ máy hoặc với một trục hệ tọa độ chi tiết gia công chỉ tại một thời điểm.
CHÚ THÍCH: Khả năng đo 1D gắn liền với các đặc tính của hệ thống dò không chỉ đối với khả năng dò tiếp xúc.
CHÚ DẪN:
1 Trục chính
2 Giá kẹp dụng cụ
3 Đầu dò
4 Chi tiết gia công
5 Đỉnh mũi dò 1
6 Đỉnh mũi dò 2
Hình 3 – Dụng cụ dò được trang bị hai mũi dò
3.3.1.2. Dò 2D (2D probing)
Phép đo cho phép chuyển động dò dọc theo một vectơ trong một mặt phẳng.
CHÚ THÍCH 1: Các đầu dò tiếp xúc điển hình vận hành theo các chiều –X,+X,-Y,+Y và –Z, và theo bất kỳ sự kết hợp nào của các chiều này đôi khi được gọi là các đầu dò 2,5D. Các đầu dò tiếp xúc này không cho phép (hoặc cho phép rất hạn chế) di chuyển theo chiều +Z.
CHÚ THÍCH 2: Có thể đạt được phép đo theo chiều +Z bằng cách sử dụng các hệ thống mũi dò được trang bị nhiều mũi dò như đã mô tả trên Hình 3, ở đó mũi dò 2 (chuyển động theo chiều +Z) tiếp xúc với bề mặt của chi tiết gia công và làm cho đầu dò phát ra tín hiệu do độ lệch theo chiều –X.
CHÚ THÍCH 3: Sự định chất lượng độc lập cho các đỉnh mũi dò 1 và đỉnh mũi dò 2, và các phép kiểm bổ sung được quy định trong ISO 10360-5.
3.3.1.3. Dò 3D (3D probing)
Phép đo cho phép chuyển động dò dọc theo vec tơ bất kỳ trong không gian.
3.3.2. Khả năng lặp lại của việc dò (probing repeatability)
Mức độ gần sát nhau của các giá trị tọa độ do hệ thống dò cung cấp khi dò lặp lại với cùng một phép
đo trong cùng các điều kiện kiểm.
CHÚ THÍCH 1: Định nghĩa này giành riêng cho phạm vi của tiêu chuẩn này và các hệ thống dò được kiểm; nó không được mở rộng thành định nghĩa chung gắn liền với đặc tính đo được định nghĩa trong các tiêu chuẩn khác.
CHÚ THÍCH 2: Khả năng lặp lại có thể được biểu thị dưới dạng định lượng của các đặc trung phân tán của các giá trị đo được hoặc bởi khoảng các giá trị đo được.
CHÚ THÍCH 3: Khả năng lặp lại của việc dò có liên quan đến toàn bộ hệ thống dò. Nó không thể so sánh được với “khả năng lặp lại của đầu dò” như đã định nghĩa trong các sổ tay của nhà cung cấp đầu dò.
3.3.3. Sai số dò (probing error) PFTU
Sai số trong đó khoảng các bán kính của một mẫu giả chuẩn có thể được xác định bởi một máy công cụ sử dụng một hệ thống mũi dò.
CHÚ THÍCH 1: Ký hiệu PFTU được lấy từ 3.6 và 3.9 của ISO 10360-5:2000. Chữ cái P chỉ ra rằng sai số có liên quan chủ yếu đến đặc tính của hệ thống dò, chữ F chỉ ra rằng đây là một sai số hình dạng, chữ T ám chỉ một hệ thống dò tiếp xúc và chữ U chỉ thị việc sử dụng một mũi dò duy nhất.
CHÚ THÍCH 2: Một mẫu giả chuẩn điển hình cho dò 2D là một vòng được hiệu chuẩn về hình dạng. Một mẫu giả chuẩn điển hình cho dò 3D là một hình cầu được hiệu chuẩn về hình dạng.
CHÚ THÍCH 3: Sai số dò 2D được nêu trong 6.5 và sai số do 3D được nêu trong 6.6.
4. Lưu ý ban đầu
4.1. Ảnh hưởng đến đặc tính đo của hệ thống dò
Đặc tính đo của hệ thống dò bao gồm các đặc tính của máy công cụ trên một thể tích nhỏ, có giới hạn và không thu được một cách đơn giản từ các đặc tính kỹ thuật riêng biệt của đầu dò.
Các ảnh hưởng chính đến đặc tính của các hệ thống dò của một máy công cụ như sau:
a) Khả năng lặp lại của máy công cụ;
b) Độ chính xác hình học của máy công cụ, nghĩa là độ chính xác định vị (bao gồm độ phân giải, khe hở), độ thẳng, độ lắc ngang, độ lắc dọc, chuyển động sai số lắc xoay, độ vuông góc giữa các trục, v.v…
c) Sự nhiễm bẩn của các bề mặt được đo (phát hiện được);
d) Sai số dò và khả năng lặp lại của hệ thống dò, bao gồm cả thay và định vị lại dụng cụ dò;
e) Định chất lượng hệ thống dò;
f) Các ảnh hưởng của nhiệt độ đến máy công cụ, hệ thống dò, mẫu giả và chi tiết gia công/dụng cụ bao gồm cả độ trôi của các trục và các trục chính chuyển động;
g) Tốc độ tiến và các gia tốc trong quá trình dò;
h) Khoảng chạy chưa tới và khoảng chạy vượt quá;
i) Độ trễ thời gian và thay đổi của độ trễ thời gian giữa tín hiệu dò và chỉ thị của các bộ chuyển đổi vị trí của máy công cụ;
j) Bề mặt của chi tiết gia công/dụng cụ được dò.
Khả năng lặp lại của việc dò chi tiết gia công phải được kiểm tra phù hợp với các phép kiểm trong 6.2; khả năng lặp lại của vị trí dụng cụ dò phải được kiểm phù hợp với phép kiểm trong 6.4; khả năng lặp lại của việc chỉnh đặt dụng cụ phải được kiểm tra phù hợp với các phép kiểm trong 7.3.
Kiểm đặc tính của hệ thống dò chi tiết gia công và độ chính xác hình học của máy công cụ (trong một thể tích nhỏ hạn chế) được cho trong 6.5 và 6.6.
Kiểm sự thay đổi của độ trễ thời gian giữa tín hiệu dò và chỉ thị của các bộ chuyển đổi vị trí của máy được cho trong 6.9; các phép kiểm đặc tính đo kích thước của yếu tố được cho trong 6.10.
Các ảnh hưởng của nhiệt độ được quan trắc tốt khi sử dụng quy trình được cho trong 5.2 và trong TCVN 7011-3 (ISO 230-3).
4.2. Đơn vị đo
Trong tiêu chuẩn này, tất cả các kích thước thẳng và các sai lệch được biểu thị bằng milimét. Tất cả các kích thước góc được biểu thị bằng độ. Các sai lệch góc, về nguyên tắc được biểu thị bằng tỷ số, nhưng trong một số trường hợp, để rõ ràng, có thể sử dụng micrôradian hoặc giây. Cần lưu ý sự tương đương của các biểu diễn sau:
0,010/1000 = 10µrad ≈ 2’’
4.3. Viện dẫn TCVN 7011-1 (ISO 230-1)
Để áp dụng tiêu chuẩn này cần viện dẫn TCVN 7011-1 (ISO 230-1), đặc biệt là việc lắp đặt máy trước khi kiểm.
4.4. Dụng cụ kiểm và thiết bị đo khuyên dùng
Các dụng cụ đo được nêu trong các phép kiểm được mô tả trong các điều sau chỉ là các ví dụ. Có thể sử dụng các dụng cụ đo khác có cùng các đại lượng và có cùng độ không đảm bảo đo hoặc nhỏ hơn. Các cảm biến dịch chuyển thẳng phải có độ phân giải 0,001 mm hoặc chính xác hơn.
4.5. Điều kiện của máy trước khi kiểm
Trước khi bắt đầu các phép đo, phải đánh giá đặc tính hình học của máy công cụ phù hợp với các tiêu chuẩn có liên quan (ví dụ: TCVN 7011-1 (ISO 230-1), TCVN 7011-2 (ISO 230-2), TCVN 7011-3 (ISO 230-3), TCVN 10170-1 (ISO 10791-1)).
Ngoài ra, các quy trình về cấu hình đầu dò và sự định chất lượng phải được thực hiện theo các điều kiện do nhà sản xuất/nhà cung cấp quy định.
4.6. Trình tự kiểm
Trình tự tiến hành các phép kiểm được trình bày trong tiêu chuẩn này không quy định thứ tự kiểm thực tế. Có thể thực hiện các phép kiểm mô tả trong các Điều 5, 6 và 7 riêng biệt hoặc theo bất kỳ sự kết hợp nào.
4.7. Phép kiểm được thực hiện
Khi kiểm một máy, thường không cần thiết hoặc không thể thực hiện được tất cả các phép kiểm được mô tả trong tiêu chuẩn này. Khi cần có các phép kiểm cho mục đích nghiệm thu, nhiệm vụ của người sử dụng là lựa chọn, có sự thỏa thuận của nhà sản xuất/nhà cung cấp, các phép kiểm được quan tâm. Các phép kiểm này phải được công bố rõ ràng khi đặt hàng một máy. Chỉ tham khảo tiêu chuẩn này về phép kiểm nghiệm thu, không quy định các phép kiểm phải thực hiện và không có sự thỏa thuận về chi phí có liên quan không thể được xem là sự ràng buộc đối với bất cứ bên nào tham gia vào hợp đồng.
4.8. Các nguồn độ không đảm bảo của phép kiểm
Các phép kiểm được mô tả trong tiêu chuẩn này biểu lộ các đặc tính của hệ thống dò như là một dụng cụ đo. Do đó, các phép kiểm này rất khác các phép kiểm được mô tả trong các phần khác của bộ TCVN 7011 (ISO 230). Ví dụ , khi kiểm khả năng lặp lại định vị trục dụng cụ của một máy điều khiển số thì mục đích là xác định khả năng lặp lại của một đặc tính riêng của máy công cụ trong các điều kiện đo lặp lại quy định. Phải xem tiêu chuẩn này tập trung vào việc xác định các đặc tính của một hệ thống đo cụ thể: bản thân hệ thống dò; do đó cần quan tâm tới ước lượng các thành phần của độ không đảm bảo của phép kiểm thay vì các thành phần của độ không đảm bảo đo như đã quy định trong
Có thể thu thập được thông tin có ích trong ISO/TR 23165.
Các thành phần chính cho độ không đảm bảo của phép kiểm đối với các phép kiểm đặc tính đo của hệ thống dò là:
- Độ không đảm bảo của hiệu chuẩn mẫu giả chuẩn, nghĩa là vòng kiểm, hoặc hình cầu kiểm, nếu áp dụng;
- Sự căn chỉnh của các vòng tham chiếu, nếu áp dụng;
- Sự kẹp chặt mẫu giả chuẩn, nếu áp dụng;
- Sự bù các sai số do nhiệt khi đo ở các nhiệt độ nằm ngoài hướng dẫn về nhiệt độ môi trường của nhà sản xuất/nhà cung cấp, được thực hiện phù hợp với 5.1;
CHÚ THÍCH: Nếu các phép kiểm được thực hiện ở các nhiệt độ phù hợp với hướng dẫn của nhà sản xuất/nhà cung cấp hoặc nếu không có hướng dẫn về nhiệt độ môi trường, các kết quả kiểm biểu thị hoàn toàn các đặc tính đo của hệ thống dò được kiểm; do đó không có thành phần độ không đảm bảo của phép kiểm.
- Sai số biến đổi nhiệt độ môi trường (ETVE hoặc độ trôi) trong thời gian đo, khả năng lặp lại tương ứng của phép đo do môi trường kiểm thực tế vượt quá hướng dẫn về nhiệt độ môi trường của nhà sản xuất/nhà cung cấp.
4.9. Báo cáo các kết quả kiểm
Phải báo cáo các thông số có liên quan của phép kiểm, bao gồm;
a ) Ký hiệu của máy công cụ;
b) Ký hiệu phần mềm đo;
c) Ký hiệu của cảm biến/đầu dò;
d) Ký hiệu các thành phần của hệ thống mũi dò và chiều dài. e) Chỉnh đặt lực chuyển mạch (đóng cắt) đầu dò, nếu có;
f) Ví trí và sự định hướng cảm biến/đầu dò, nếu không được cố định bởi kết cấu của máy công cụ;
g) Kiểu, kích thước và ký hiệu của mẫu giả hoặc dụng cụ được đo;
h) Định vị của mẫu giả trong thể tích đo của máy công cụ, nếu có;
i) Tốc độ tiến trong quá trình định chất lượng đầu dò và trong quá trình kiểm;
j) Khoảng cách dò trong quá trình định chất lượng đầu dò và trong quá trình kiểm;
k) Số lượng và sự phân bố các điểm dò;
l) Tốc độ trục chính được lập trình, nếu có;
m) Các nhiệt độ của máy có liên quan và nhiệt độ môi trường xung quanh;
n) Chu trình làm nóng máy.
5. Ảnh hưởng của nhiệt
5.1. Quy định chung
Theo ISO 1, nhiệt độ chuẩn cho các phép đo kích thước trong công nghiệp là 20 oC; do đó các dụng cụ đo và các đối tượng được đo nên được cân bằng với môi trường ở đó nhiệt độ được duy trì ở 200C. Nếu môi trường ở nhiệt độ khác với 20 oC, phải có sự hiệu chỉnh giãn nở nhiệt danh nghĩa (NDE) khác nhau giữa hệ thống đo và đối tượng được đo để hiệu chỉnh các kết quả tương ứng với 20 oC. Phải sử dụng sự hiệu chỉnh giãn nở nhiệt danh nghĩa (NDE) gắn liền với vận hành bình thường của máy công cụ, không được sử dụng sự hiệu chỉnh giãn nở nhiệt danh nghĩa (NDE) bổ sung chỉ dùng cho các phép đo để hiệu chỉnh các biến dạng nhiệt của các bộ chuyển đổi vị trí của máy.
5.2. Kiểm sai số do biến đổi nhiệt độ môi trường (ETVE)
Phải tiến hành phép kiểm sai số do thay đổi nhiệt độ môi trường (ETVE) (như đã quy định trong Điều 5, TCVN 7011-3 (ISO 230-3)) trước các phép kiểm đánh giá đầu dò. Khoảng thời gian của phép kiểm ETVE nên được thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng và nên bao gồm cả thời gian dò cho biết trước.
Các phép kiểm ETVE được thiết kế để biểu lộ các tác động của sự thay đổi nhiệt độ môi trường đến máy. Không được sử dụng các phép kiểm này để so sánh máy.
Nhà sản xuất/nhà cung cấp (máy công cụ hoặc hệ thống dò) phải định rõ môi trường nhiệt trong đó đặc tính của hệ thống dò đã quy định có thể đạt được. Người sử dụng phải có trách nhiệm dùng một môi trường nhiệt có thể chấp nhận được cho hoạt động dò. Tuy nhiên, nếu người sử dụng làm theo hướng dẫn do nhà sản xuất/nhà cung cấp máy/hệ thống dò cung cấp, hoặc nếu không có hướng dẫn thì nhà sản xuất/ nhà cung cấp máy công cụ hoặc hệ thống dò chịu trách nhiệm về đặc tính dò phù hợp với đặc tính kỹ thuật.
Nếu khả năng dò được bổ sung cho một máy hiện có, thì quy định kỹ thuật đối với môi trường nhiệt cần được thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng.
Phép kiểm ETVE phải được thực hiện bằng cách dò một hình cầu/một vòng/một mặt phẳng nhiều lần và đánh giá sự thay đổi của các tọa độ tâm hình cầu/tâm vòng tròn hoặc vị trí mặt phẳng. Phép kiểm nên kéo dài trong một khoảng thời gian bằng khoảng thời gian danh nghĩa cho các phép kiểm hệ thống dò.
Các kết quả phải được trình bày phù hợp với 5.3 của TCVN 7011-3 (ISO 230-3).
5.3. Các phép kiểm biến dạng do nhiệt khác
Nếu hệ thống dò được áp dụng ngay sau các nguyên công gia công hoặc giữa các nguyên công gia công thì phải xem xét đến các tác động làm mát máy công cụ, đặc biệt là trục chính máy công cụ. Trong các trường hợp này phải thực hiện phép kiểm sai số do biến đổi nhiệt độ sau khi làm nóng trục chính và/hoặc các trục của máy công cụ, ví dụ: bằng cách thực hiện các chuyển động của một nguyên công gia công điển hình trước các phép đo. Các chuyển động của máy công cụ phải được thực hiện (ví dụ như tốc độ trục chính, khoảng thời gian chuyển động, chuyển động của các trục, các tốc độ tiến) cho phép kiểm sai số do biến đổi nhiệt độ theo thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng và phải được xem là các nguyên công điển hình của máy công cụ.
Có thể thực hiện các phép kiểm đặc tính riêng trong các Điều 6 và 7 sau khi thực hiện các chuyển động điển hình tương ứng với các nguyên công gia công đã được thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng.
6. Dò chi tiết gia công
6.1. Quy định chung
Các đầu dò được sử dụng trên các trung tâm gia công để dò chi tiết gia công được kết nối điển hình với trục chính máy công cụ. Đối với nhiều ứng dụng về dò, nên định vị tâm của đỉnh mũi dò trên đường trung bình của đường tâm trục chính để cho phép nhận dạng chính xác hệ WCS so với hệ MCS. Trong các ứng dụng điển hình khác (ví dụ như đo khoảng cách giữa hai bề mặt được gia công song song với nhau về danh nghĩa, đo đường kính của một lỗ hoặc một gờ lồi,v.v…), ở đó không có sự liên quan giữa sự chỉnh thẳng của đỉnh mũi dò với đường trung bình của đường tâm trục chính, cần chú ý bảo đảm cho sự định hướng trục chính so với hệ MCS không thay đổi trong quá trình dò tiếp sau để tránh cho độ lệch của đỉnh mũi dò trở thành một thành phần quan trọng của sai số dò.
Trước khi thực hiện phép kiểm, phải điều chỉnh tâm của đỉnh mũi dò theo hướng dẫn của nhà sản xuất/ nhà cung cấp. Quy trình điều chỉnh phải được lặp lại mỗi khi sự kết nối liên kết hệ thống mũi dò với đầu dò có thay đổi. Quy trình điều chỉnh này bao gồm việc tháo ra và lắp ráp lại cùng một đỉnh mũi dò khi các mômen xoắn lắp ráp khác nhau có thể làm thay đổi vị trí tâm của đỉnh mũi dò.
Phải thực hiện việc định chất lượng hệ thống dò theo hướng dẫn của nhà sản xuất/nhà cung cấp và phải lặp lại việc này sau khi điều chỉnh tâm của đỉnh mũi dò.
Tài liệu kỹ thuật của nhà cung cấp đôi khi tham chiếu việc định chất lượng hệ thống dò với thuật ngữ “hiệu chuẩn hệ thống dò” ; thuật ngữ này không thích hợp và nên tránh sử dụng.
Các phép kiểm trong tiêu chuẩn này được trình bày với giả thiết rằng hệ thống dò được chỉnh thẳng với trục chuyển động Z của máy công cụ và tâm của đỉnh mũi dò được chỉnh thẳng với đường trung bình của đường tâm trục chính, được xem là song song về mặt danh nghĩa với trục chuyển động Z. Đối với các ứng dụng sử dụng các ụ nghiêng hoặc ụ phân độ, phải thực hiện lại việc định chất lượng hệ thống dò cho bất kỳ sự định hướng mới nào. Đối với các ứng dụng này, nên sử dụng ISO 10360-5.
Khi có thể áp dụng được, người sử dụng được tự do lựa chọn vị trí trên đó lắp mẫu giả chuẩn trong phạm vi thể tích đo quy định. Tuy nhiên, không được lắp đặt mẫu giả chuẩn tại vị trí được sử dụng cho định chất lượng hệ thống dò.
Mẫu giả chuẩn cần luôn được lắp và kẹp chặt để bảo đảm có đủ độ cứng vững khi chịu tác dụng của lực chuyển mạch riêng của hệ thống dò, đồng thời tránh được biến dạng của mẫu giả. Lực chuyển mạch đầu dò của máy công cụ có thể thay đổi lượng nhỏ bằng 0,2 N đối với các đầu dò chuyển đổi tenxơmet đến một vài newton đối với các đầu dò chuyển đổi thông thường. Lực chuyển mạch theo chiều trục Z cao hơn một cách đáng kể so với lực chuyển mạch theo chiều trục X và Y.
6.2. Khả năng lặp lại của việc dò
6.2.1. Quy định chung
Các hệ thống dò chi tiết gia công điển hình dùng cho các trung tâm gia công có khả năng đo được thiết kế để thực hiện nhanh các phép đo đơn giản trong quá trình gia công và phép đo chi tiết gia công sau khi gia công nhưng vẫn còn được lắp trên máy. Các hệ thống này thường cung cấp thông tin về kích thước và vị trí của các yếu tố trên chi tiết gia công như các lỗ, các gờ lồi, đường gờ, các hốc, các góc và các phép đo tại một điểm trên bề mặt, nhưng các hệ thống này thường không đưa ra sự đánh giá sai số hình dạng của yếu tố được đo trên chi tiết gia công.
Các hệ thống dò nâng cao của máy công cụ có khả năng đo phức tạp, như phép đo sai lệch hình dạng tự do so với mô hình toán học. Các hệ thống dò khác cho phép thực hiện các phương thức đo có hiệu lực chỉ trên các máy đo tọa độ (CMM).
Khả năng lặp lại của việc dò, về nguyên tắc, cần gắn liền với mỗi nhiệm vụ đo riêng có thể được thực hiện bởi một hệ thống dò riêng. Cách tiếp cận này có thể dẫn đến sự cố gắng hết sức khi kiểm.
Một hệ thống dò chi tiết gia công được sử dụng chủ yếu cho các phép đo vị trí và hướng chi tiết gia công để định vị hệ WCS so với hệ MCS, và cho các phép đo đơn giản vị trí và kích thước của yếu tố trên chi tiết gia công. Do đó các phép kiểm khả năng lặp lại của việc dò được quy định cho các phép đo vị trí của bề mặt phẳng và các phép đo vị trí của đường tâm mặt trụ và tâm mặt cầu.
Khả năng lặp lại của việc dò cho các phép đo kích thước được nêu trong 6.10.
6.2.2. Kiểm khả năng lặp lại của việc dò đối với phép đo một điểm của bề mặt, RSPT,X, RSPT,Y và RSPT,Z (Rmột điểm T,X,Y,Z)
6.2.2.1. Quy định chung
Phải lưu ý rằng phép đo điểm đơn trên bề mặt là một phương pháp đo cực kỳ đơn giản. Việc xác định các tọa độ của một điểm đơn của một bề mặt (phẳng) có thể được xem là biểu thị cho bản thân bề mặt phẳng này chỉ khi đã biết sự định hướng và vị trí của bề mặt so với hệ tọa độ có liên quan.
6.2.2.2. Thiết lập và quy trình kiểm
Lựa chọn một mẫu giả kiểm (khối kiểm) có ít nhất ba bề mặt phẳng danh nghĩa vuông góc với nhau. Đối với hầu hết các ứng dụng, một căn mẫu có độ phẳng của các mặt bên trong khoảng 0,080 mm là thích hợp cho phép kiểm này.
CHÚ THÍCH: Mẫu giả kiểm được nêu trong 6.7.2 cũng có thể thích hợp cho phép kiểm này.
Căn chỉnh mẫu giả kiểm theo hệ MCS để định hướng ba mặt phẳng vuông góc với các trục X, Y, và Z.
Thu được và ghi lại tọa độ theo trục X của một điểm tiếp xúc tiếp cận bề mặt của mẫu giả kiểm theo chiều trục X. Lặp lại việc thu thập và ghi lại các giá trị tọa độ theo trục X chín lần trong tổng số mười phép đo.
Lặp lại quy trình kiểm cho các trục Y và Z.
6.2.2.3. Phân tích kết quả
Tính toán RSPT,X như là khoảng của các giá trị ghi được đối với tọa độ theo trục X.
Tính toán RSPT,Y như là khoảng của các giá trị ghi được đối với tọa độ theo trục Y.
Tính toán RSPT,Z như là khoảng của các giá trị ghi được đối với tọa độ theo trục Z.
6.2.3. Kiểm khả năng lặp lại của việc dò đối với vị trí tâm vòng tròn, RCIR,X và RCIR,Y (R vòng tròn X,Y)
6.2.3.1. Thiết lập và quy trình kiểm
Thiết lập một vòng tham chiếu có đường kính lỗ xấp xỉ 25 mm và căn chỉnh vòng tham chiếu này theo hệ MCS để đường tâm của lỗ vòng song song với trục Z của máy.
Đo các tọa độ tâm lỗ vòng tham chiếu bằng cách dò với bốn điểm. Xác lập một điểm chuẩn của hệ WCS tại tâm được đo. Lặp lại phép đo mười lần, ghi lại các tọa độ tâm lỗ theo trục X và Y.
6.2.3.2. Phân tích kết quả
Tính toán RCIR,X như là khoảng của các giá trị ghi được đối với tọa độ theo trục X của tâm.
Tính toán RCIR,Y như là khoảng của các giá trị ghi được đối với tọa độ theo trục Y của tâm.
6.2.4. Kiểm khả năng lặp lại của việc dò đối với vị trí tâm hình cầu RSPH,X , RSPH,Y và RSPH,Z (R Hình cầu X,Y,Z)
6.2.4.1. Thiết lập và quy trình kiểm
Thiết lập một hình cầu tham chiếu có đường kính danh nghĩa xấp xỉ 25 mm.
Đo các tọa độ của tâm hình cầu tham chiếu bằng cách dò với năm điểm theo hướng dẫn của nhà sản xuất/nhà cung cấp. Xác lập một điểm chuẩn của hệ WCS tại tâm đo được của hình cầu tham chiếu.
Lặp lại phép đo mười lần, ghi lại các tọa độ theo các trục X,Y và Z của tâm hình cầu.
6.2.4.2. Phân tích kết quả
Tính toán RSPH,X như là khoảng của các giá trị ghi được đối với tọa độ theo trục X của tâm hình cầu.
Tính toán RSPH,Y như là khoảng của các giá trị ghi được đối với tọa độ theo trục Y của tâm hình cầu.
Tính toán RSPH,Z như là khoảng của các giá trị ghi được đối với tọa độ theo trục Z của tâm hình cầu.
6.3. Kiểm độ lệch của đỉnh mũi dò, A
6.3.1. Quy định chung
Trước khi tiến hành kiểm, phải định tâm đỉnh mũi dò theo đường trung bình của đường tâm trục chính phù hợp với hướng dẫn của nhà sản xuất/nhà cung cấp.
Một số hệ thống dò được nâng cao cho phép phát hiện tự động và bù độ lệch của đỉnh mũi dò. Nếu có đặc tính này, thì phải thực hiện quy trình có liên quan của nhà sản xuất/nhà cung cấp trước khi tiến hành kiểm.
6.3.2. Thiết lập và quy trình kiểm
Định vị một vòng tham chiếu (hoặc một hình cầu tham chiếu) trong phạm vi thể tích đo của máy công cụ. Khi sử dụng một vòng tham chiếu, căn chỉnh vòng tham chiếu này theo hệ MCS để đường tâm của lỗ vòng tham chiếu song song với trục Z của máy.
Định tâm lỗ vòng tham chiếu (hoặc hình cầu tham chiếu) theo đường trung bình của đường tâm trục chính bằng cách sử dụng một cảm biến dịch chuyển thẳng và xác lập một điểm chuẩn của hệ WCS tại tâm đã được xác định.
Đo các tọa độ của tâm lỗ vòng tham chiếu (hoặc tâm đường xích đạo của hình cầu tham chiếu) bằng cách dò với bốn điểm. Lặp lại phép đo mười lần và ghi lại các tọa độ tâm theo các trục X và Y.
6.3.3. Phân tích kết quả
Tính toán X0 như là giá trị trung bình của mười tọa độ theo trục X đo được và Y0 là giá trị trung bình của mười tọa độ theo trục Y đo được.
Độ lệch A của đỉnh mũi dò theo đường trung bình của đường tâm trục chính được cho bởi công thức (1):
![]() (1)
(1)
Giá trị tính toán đối với A phải được ghi chú như một thành phần có thể đạt được cho độ không đảm bảo đo của các phép kiểm tiếp sau.
CHÚ THÍCH: Độ lệch của đỉnh mũi dò được xác định bởi quy trình này bao gồm sai số dò PFTU.2D ( Xem 6.5).
6.4. Kiểm khả năng lặp lại vị trí dụng cụ dò, RPTL,X , RPTL,Y và RPTL,Z (R vị trí dụng cụ dò, X,Y,Z)
6.4.1. Quy định chung
Mục đích của phép kiểm này là đánh giá khả năng lặp lại của việc định vị lại dụng cụ dò so với hệ MCS sau khi thay dụng cụ bằng tay hoặc tự động.
6.4.1.1. Thiết lập và quy trình kiểm
Thiết lập một vòng tham chiếu có đường kính lỗ xấp xỉ 25 mm và căn chỉnh vòng tham chiếu này theo hệ MCS để đường tâm của lỗ vòng song song với trục Z của máy.
a) Đo các tọa độ của tâm lỗ vòng tham chiếu bằng cách dò với bốn điểm và đo bề mặt đỉnh của vòng tham chiếu bằng cách dò điểm đơn. Xác lập một điểm chuẩn của hệ WCS tại tâm đo được của vòng tham chiếu và tại bề mặt trên của vòng tham chiếu đo được.
b) Lặp lại phép đo, ghi lại các tọa độ theo các trục X và Y của tâm lỗ và tọa độ theo trục Z.
c) Tháo ra và định vị lại dụng cụ dò. Nếu có dự định trước sử dụng một bộ thay dụng cụ tự động thì trước khi đầu dò trở về trục chính, bộ thay dụng cụ phải được ghi chỉ số và trở về để tính đến khả năng lặp lại của hệ thống này.
d) Lặp lại quy trình chín lần, bắt đầu từ mục b) để thực hiện tổng số mười phép đo.
Trong một số ứng dụng về phay tốc độ cao, giá kẹp dụng cụ không được trang bị các chốt dẫn động. Trong các ứng dụng này, vị trí góc tương đối giữa trục chính và dụng cụ dò không được kiểm soát. Do đó nên bổ sung cho mục c) bằng cách tiếp sau đó tăng vị trí góc tương đối khoảng 15 oC.
Có thể sử dụng một hình cầu tham chiếu thay cho vòng tham chiếu, trừ khi nhà cung cấp/nhà sản xuất có quy định khác. Khi sử dụng một hình cầu tham chiếu, hình cầu phải được dò với năm điểm. Phải xác lập điểm chuẩn của hệ WCS tại tâm đo được của hình cầu.
6.4.1.2. Phân tích kết quả
Tính toán RPTL,X như là khoảng của các giá trị ghi được của tọa độ theo trục X của tâm lỗ.
Tính toán RPTL,Y như là khoảng của các giá trị ghi được của tọa độ theo trục Y của tâm lỗ.
Tính toán RPTL,Z như là khoảng của các giá trị ghi được của tọa độ theo trục Z của bề mặt trên.
Nếu sử dụng một hình cầu tham chiếu, phải tính toán RPTL,X, RPTL,Y và RPTL,Z như là khoảng của các giá trị ghi được của các tọa độ X, Y và Z của tâm hình cầu.
6.5. Kiểm sai số dò 2D, PFTU,2D (PForm – Tactile – Unique, 2D)
6.5.1. Quy định chung
Mục đích của phép kiểm này là đánh giá sai số dò 2D của một hệ thống dò riêng biệt bằng cách đo một vòng tham chiếu được hiệu chuẩn về hình dạng. Sai số này chịu ảnh hưởng rất lớn của sự thay đổi khoảng dịch chuyển trước của hệ thống dò và bản thân sự thay đổi này chịu ảnh hưởng bởi:
a) Khả năng lặp lại của hệ thống dò và của máy công cụ;
b) Lực chuyển mạch của đầu dò;
c) Chiều dài và kết cấu của hệ thống mũi dò;
d) Tốc độ tiến của phép đo;
e) Khoảng cách tiếp cận đối với các điểm đo;
f) Định chất lượng đầu dò;
g) Thay đổi của độ trễ thời gian giữa tín hiệu dò và đầu ra của các bộ chuyển đổi vị trí của máy công cụ;
h) Rung;
i) Trôi do nhiệt;
CHÚ THÍCH: Một số hệ thống dò được nâng cao có thể áp dụng bù phần mềm để giảm tới mức tối thiểu sự thay đổi của khoảng dịch chuyển trước.
Hình 4 biểu diễn sai số dò 2D đối với một hệ thống dò điển hình.
Các thông số có liên quan như lực chuyển mạch của đầu dò, chiều dài của bộ phận cấu thành hệ thống mũi dò và thành phần của vật liệu (ví dụ: thép, gốm, sợi cacbon) tốc độ tiến khi đo và khoảng cách tiếp cận đối với các điểm đo phải tuân theo đặc tính kỹ thuật của nhà sản xuất/ nhà cung cấp. Nếu một số thông số không được quy định, người sử dụng phải lựa chọn chúng theo ý định sử dụng.
Số lượng các điểm dò phải được thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng có tính đến ý định sử dụng và khả năng của hệ thống dò. Ngoài ra các tọa độ của 36 điểm nên được phân bố cách đều nhau dọc theo chu vi của vòng.
6.5.2. Thiết lập và quy trình kiểm
Thiết lập một vòng tham chiếu có đường kính lỗ xấp xỉ 25 mm và căn chỉnh vòng tham chiếu này theo hệ MCS để đường tâm của lỗ vòng song song với trục Z của máy.
Đo các tọa độ của tâm lỗ vòng tham chiếu bằng cách dò với bốn điểm. Xác lập một điểm chuẩn của hệ WCS tại tâm đo được của vòng tham chiếu.
Tiếp sau đó, dò vòng tham chiếu theo các chiều hướng kính với số lượng điểm đã chọn được phân bố đều dọc theo chu vi của vòng, ghi lại các tọa độ theo các trục X và Y của mỗi một điểm.
6.5.3. Phân tích kết quả
Tâm của vòng tròn đo được được tính toán bằng thuật toán do nhà sản xuất/nhà cung cấp khuyến nghị (ví dụ : thích hợp nhất là phương pháp bình phương nhỏ nhất). Các tọa độ của tâm này phải được loại khỏi các tọa độ X và Y của mỗi điểm. Đối với mỗi một trong các điểm đo được, khoảng cách hướng kính, r, tới tâm bằng căn bậc hai của tổng các bình phương của các hiệu số tọa độ này.
Tính toán sai số dò. PFTU,2D như là khoảng của các khoảng cách hướng kính đo được, rmax - rmin. Sai số dò, PFTU,2D có thể được biểu thị trên đồ thị cực (xem Hình 4).
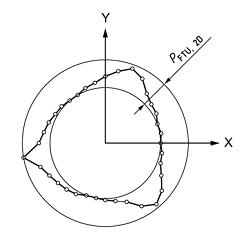
Hình 4 – Ví dụ về đồ thị cực của các giá trị PFTU,2D cho phép kiểm 36 điểm
6.6. Kiểm sai số dò 3D, PFTU,3D (PFrom-Tactile-Untque, 3D)
6.6.1. Quy định chung
Phép kiểm này tương tự như phép kiểm quy định trong 6.5 nhưng mục đích của nó là kiểm tra đặc tính của hệ thống dò có khả năng 3D. Thông tin chung được nêu trong 6.5.1 cũng áp dụng được, nhưng mẫu giả chuẩn là một hình cầu được hiệu chuẩn về hình dạng.
Các hệ thống dò điển hình đề xuất phép đo hình cầu với số lượng rất hạn chế các điểm dò (thường là bốn hoặc năm điểm). Mặc dù phải tính đến ý định sử dụng, nhưng việc thực hiện phép kiểm được mô tả trong điều này có thể cung cấp thông tin có giá trị để hiểu tốt hơn đặc tính của hệ thống dò.
Số lượng các điểm dò phải được thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng có tính đến ý định sử dụng và khả năng của hệ thống dò. Ngoài ra các tọa độ của 25 điểm nên được phân bố cách đều nhau trên ít nhất là một bán cầu của hình cầu kiểm.
6.6.2. Thiết lập và quy định kiểm
Phải sử dụng một hình cầu tham chiếu có đường kính danh nghĩa xấp xỉ 25 mm. Hình dạng của hình cầu tham chiếu phải được hiệu chuẩn, vì sai số hình dạng ảnh hưởng đến kết quả kiểm và phải được tính đến để chứng minh sự phù hợp hoặc không phù hợp với đặc tính kỹ thuật.
Đo các tọa độ của tâm hình cầu chuẩn bằng cách dò với năm điểm. Xác lập một điểm chuẩn của hệ WCS tại tâm được đo của hình cầu chuẩn.
Dò hình cầu tham chiếu theo các chiều vectơ hướng kính 3D theo số lượng điểm đã chọn được phân bố gần như đều nhau trên ít nhất là một bán cầu của hình cầu kiểm. Vị trí của các điểm này phải do người sử dụng quy định, nếu không được quy định, nên dùng các kiểu dò sau (xem Hình 5) ;
a) Một điểm trên cực (được xác định bởi phương của đường tâm trục chính) của hình cầu tham chiếu. b) Bốn điểm (được phân bố cách đều nhau) 22,5o bên dưới cực ;
c) Tám điểm (được phân bố cách đều nhau) 45o bên dưới cực và được xoay đi một góc 22,5o so với nhóm trước.
d) Bốn điểm (được phân bố cách đều nhau) 67,5o bên dưới cực và được xoay đi một góc 22,5o so với nhóm trước.
e) Tám điểm (được phân bố cách đều nhau) 90o bên dưới cực (nghĩa là trên đường xích đạo) và được xoay đi một góc 22,5o so với nhóm trước.
Số lượng các điểm dò và các vị trí mục tiêu nên dùng đã được lựa chọn tương thích với 6.2, ISO 10360-5. Đối với một số ứng dụng, nên thực hiện phép kiểm này bằng cách dò 48 điểm được phân bố gần như đều nhau trên ít nhất là một bán cầu của hình cầu kiểm.
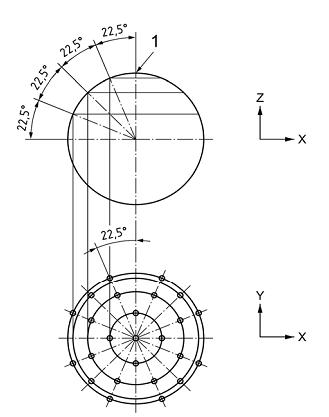
CHÚ DẪN:
1 Cực
Hình 5 - Các điểm tiếp xúc mục tiêu 3D cho phép kiểm sai số dò 3D, PFTU,3D
6.6.3. Phân tích kết quả kiểm
Khi sử dụng tất cả các phép đo sẵn có, tâm của hình cầu được tính toán bằng các thuật toán được khuyến nghị của nhà sản xuất/nhà cung cấp (ví dụ: thích hợp nhất là phương pháp bình phương nhỏ nhất). Các tọa độ của tâm này phải được loại khỏi các tọa độ của trục X, Y và Z của mỗi điểm. Đối với mỗi điểm, khoảng cách hướng kính, r, tới tâm bằng căn bậc hai của tổng các bình phương của các hiệu số tọa độ này.
Tính toán sai số dò, PFTU,3D như là khoảng của các khoảng cách hướng kính, rmax - rmin
6.7. Kiểm vị trí và sự định hướng của chi tiết gia công, EPLA,Z , ELIN,Y, ECOR,X, ECOR,Y và E COR,Z, (EMặt phẳng,Z), (E Đường thẳng,Y) , (E Hệ tọa độ góc, X,Y,Z )
6.7.1. Quy định chung
Trong nhiều ứng dụng, dò trên máy công cụ được sử dụng để tham chiếu một chi tiết gia công trong hệ MCS và để định vị chi tiết gia công so với đường trung bình của đường tâm trục chính. Các phép kiểm này được thiết kế để đánh giá khả năng như đã nêu trên của hệ thống dò. Quy định kỹ thuật tốt nhất yêu cầu phải nhận biết tính chính xác hệ WCS so với hệ MCS theo trình tự sau.
a) Nhận biết mặt phẳng tham chiếu của hệ WCS;
b) Nhận biết sự định hướng của hệ WCS trong mặt phẳng tham chiếu ;
c) Xác định điểm chuẩn của hệ WCS.
Nếu không thực hiện được một số bước của trình tự đã đề nghị trên (có thể do tiết kiệm thời gian thiết kế) thì cần phải thừa nhận rằng (nếu không tương ứng với tình huống thực) có thể dẫn đến việc xác định không thích hợp hệ WCS.
6.7.1.1. Xác định mặt phẳng tham chiếu của hệ WCS
Trên một trung tâm gia công, chi tiết gia công được kết nối với bàn máy công cụ (hoặc được kết nối với một giá đỡ và giá đỡ được kết nối với bàn máy).
Có thể không cần thiết phải xác định mặt phẳng tham chiếu của hệ WCS (được giả thiết là song song với mặt phẳng XY) nếu có thể giả thiết rằng:
a) Bàn máy công cụ (hoặc giá đỡ chi tiết gia công) là phẳng và song song với các trục chuyển động X và Y (xác định mặt phẳng tọa độ XY của máy công cụ).
b) Bề mặt đáy của chi tiết gia công song song với bề mặt tham chiếu của nó, và
c) Không có các phần tử làm gián đoạn, (ví dụ : các vết xước, bụi bẩn, mạt kim loại còn sót lại v.v…) ảnh hưởng đến mối nối liên kết giữa chi tiết gia công và bàn máy (hoặc giá đỡ).
Khi một vài điều kiện này không được áp dụng, thì có thể có lợi nếu đo mặt phẳng tham chiếu của chi tiết gia công để xác định nó, là một lựa chọn khác cho việc hiệu chỉnh về mặt vật lý bản thân chi tiết gia công.
Các hệ thống dò điển hình cho phép đo một bề mặt tham chiếu (thường là phẳng) của chi tiết gia công bằng cách dò ba điểm. Các hệ thống dò phức tạp khác có thể yêu cầu xác định bề mặt tham chiếu của chi tiết gia công bằng cách dò nhiều điểm trên một bề mặt (đã biết), so sánh với các điểm trên bề mặt đo được với mô hình toán học cho bề mặt và áp dụng các phương pháp thích hợp nhất.
6.7.1.2. Xác định sự định hướng hệ WCS trong mặt phẳng tham chiếu
Các hệ thống dò điển hình cho phép căn chỉnh hướng tọa độ WCS trong mặt phẳng tham chiếu bằng cách xác định một đường thẳng đi qua hai điểm đo được trên một bề mặt thường là mặt phẳng hoặc đi qua các tọa độ tâm hai phần trụ hoặc cầu của chi tiết gia công.
Phải lưu ý rằng, nếu mặt phẳng tham chiếu của chi tiết gia công không được điều chỉnh song song với mặt phẳng tọa độ XY của máy công cụ (hoặc điểm đo và được bù) thì phép đo một đường sẽ không xác định đúng sự định hướng của hệ WCS trong mặt phẳng tham chiếu.
6.7.1.3. Vị trí điểm chuẩn của hệ WCS
Các hệ thống dò điển hình cho phép ít nhất là đối với vị trí của một điểm chuẩn, sự kết hợp của các khả năng sau:
a) Chỉnh đặt các điểm chuẩn của các trục riêng biệt bằng cách dò một điểm trên một mặt phẳng ;
b) Chỉnh đặt điểm chuẩn của các trục X và Y trên góc giữa hai mặt phẳng hoặc trên tâm của một lỗ hoặc gờ lồi;
c) Chỉnh đặt điểm chuẩn của các trục X, Y và Z trên tọa độ tâm của một hình cầu hoặc trên một góc được xác định là giao nhau của ba mặt phẳng.
6.7.1.4. Ảnh hưởng của các đặc tính hệ thống dò đến việc xác định hệ WCS
6.7.1.4.1. Các đặc tính chính của hệ thống dò ảnh hưởng đến việc xác định hệ WCS là:
a) Tính lặp lại của hệ thống dò (xem 6.2);
b) Sai số độ lệch của đỉnh mũi dò so với đường trung bình của đường tâm trục chính (xem 6.3);
c) Khả năng lặp lại của vị trí dụng cụ dò (xem 6.4);
d) Sai số dò (xem 6.5 và 6.6) ;
e) Đường kính hiệu dụng của đỉnh mũi dò (xem 6.10);
f) Thay đổi của độ trễ thời gian giữa tín hiệu dò và chỉ thị của các bộ chuyển đổi vị trí máy công cụ (xem 6.9);
g) Định chất lượng đầu dò;
h) Trôi do nhiệt.
Bảng 1 trình bày một cách đơn giản ảnh hưởng của các đặc tính chính đến một số phép đo thông thường để có thể xác định các công việc dò.
CHÚ THÍCH 1: Khả năng lặp lại của việc dò, thay đổi của độ trễ thời gian, định chất lượng đầu dò và các độ trôi do nhiệt không được liệt kê trong Bảng 1, vì trong các điều kiện thực tế chúng ảnh hưởng đến tất cả các công việc đo.
CHÚ THÍCH 2: Các ô để trống biểu thị ảnh hưởng rất yếu hoặc không đáng kể của đặc tính riêng đến công việc đo.
CHÚ THÍCH 3: Quy trình xác định hệ WCS được thực hiện với giả thiết là không có sự thay đổi giữa chừng dụng cụ dò.
Bảng 1 - Biểu thị đơn giản ảnh hưởng của các đặc tính hệ thống dò đến các công việc đo
|
Công việc đo |
Độ lệch của đỉnh mũi dò a |
Khả năng lặp lại của vị trí dụng cụ dò b |
Sai số dò c |
Đường kính hiệu dụng của đỉnh mũi dò d |
|
Phát hiện một điểm của bề mặt |
Mạnh , X, Y |
Mạnh |
Mạnh X, Y |
Mạnh |
|
Góc của mặt phẳng tham chiếu XY |
|
|
|
|
|
Góc của mặt phẳng qua hai điểm |
|
|
|
|
|
Góc của một đường qua hai tâm |
|
|
|
|
|
Vị trí của đường qua hai điểm |
Mạnh X,Y |
Mạnh |
Mạnh |
Mạnh |
|
Vị trí của một góc trên mặt phẳng |
Mạnh X,Y |
Mạnh X,Y |
Mạnh |
Mạnh |
|
Vị trí của một góc là giao nhau của ba mặt phẳng |
Mạnh X,Y |
Mạnh |
Mạnh |
Mạnh |
|
Vị trí của tâm đối với một lỗ hoặc gờ lồi |
Mạnh X,Y |
Mạnh |
Trung bình |
|
|
Vị trí của một hình cầu |
Mạnh X,Y |
Mạnh |
Trung bình |
|
|
a Xem 6.3 b xem 6.4 c xem 6.5 và 6.6 d xem 6.10 |
||||
6.7.1.4.2. Phân tích Bảng 1 và quy trình kỹ thuật tốt có thể đưa ra kiến nghị:
a) Xác định mặt phẳng tham chiếu của hệ WCS bằng cách dò tối thiểu là ba điểm trên một mặt phẳng của chi tiết gia công;
b) Xác định sự định hướng của hệ WCS trong mặt phẳng tham chiếu bằng cách dò một đường qua hai điểm (hoặc nhiều hơn nếu có thể sử dụng được) hoặc bằng một đường qua tâm của hai vòng tâm;
c) Xác định điểm chuẩn của trục X và Y của hệ WCS như là các tọa độ tâm của một lỗ hoặc gờ lồi;
d) Xác định điểm chuẩn của trục Z của hệ WCS như là giá trị trung bình của các phép đo lặp lại cho một trục (như vậy có thể giảm tới mức tối thiểu ảnh hưởng của sự căn chỉnh đỉnh mũi dò, khả năng lặp lại vị trí dụng cụ dò và thay đổi của khoảng dịch chuyển trước được xem là gần như không đáng kể đối với chiều Z);
Cũng có thể xác định điểm chuẩn của trục Z hệ WCS bằng mặt phẳng tham chiếu của hệ WCS. Nếu sử dụng mặt phẳng tham chiếu này thì không cần thiết dò bổ sung đối với điểm chuẩn của trục Z.
6.7.2. Thiết lập kiểm
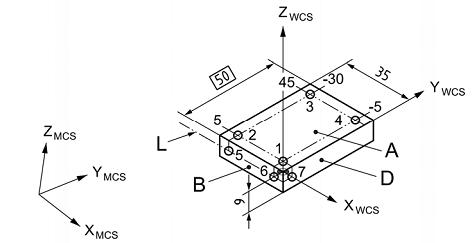
Lựa chọn một mẫu giả kiểm tương tự như vật được mô tả trên Hình 6. Mẫu giả kiểm được sử dụng có dạng hình lập phương với chiều dài cạnh xấp xỉ 50 mm. Lỗ có đường kính xấp xỉ 25 mm. Các mặt phẳng A, B và D nên được mài và nên biết các đặc tính hình học của mẫu giả kiểm từ phép đo trước, ví dụ trên một máy đo tọa độ (CMM).
Cũng có thể sử dụng mẫu giả kiểm để kiểm tra xác nhận lại theo định kỳ đặc tính của hệ thống dò.
Kích thước tính bằng milimét
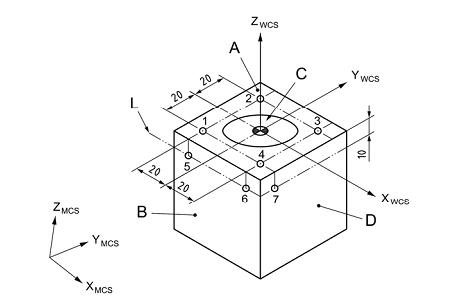
CHÚ DẪN:
A Mặt phẳng A
B Mặt phẳng B
C Lỗ C
D Mặt phẳng D
L Đường L
1 đến 7 Các điểm đo để kiểm tra xác nhận vị trí và sự định hướng hệ WCS
Hình 6 – Mẫu giả kiểm vị trí và sự định hướng hệ WCS mẫu
Đặt mẫu giả kiểm vào vị trí đại diện của chi tiết gia công trong phạm vi thể tích đo của máy công cụ và mẫu giả kiểm được lắp nghiêng đi khoảng 1o theo ba chiều của hệ MCS.
Một số hệ thống dò chỉ có một khả năng căn chỉnh trong mặt phẳng XY. Trong các trường hợp này, mẫu giả kiểm phải được lắp với mặt phẳng trên đỉnh A của nó song song với mặt phẳng XY của máy công cụ và một trong các mặt bên của mẫu giả kiểm có sai lệch độ thẳng hàng so với hệ MCS xấp xỉ 1o. Trong trường hợp này, không thực hiện bước a) 1) của quy trình kiểm được cho trong 6.7.3.
6.7.3. Quy trình kiểm
Phải xác định các nét đặc trưng của chi tiết gia công bằng cách dò với số lượng các điểm tương ứng với số lượng các điểm dự định sử dụng của hệ thống dò và áp dụng quy trình sau:
a) Giai đoạn 1 : Xác định vị trí và định hướng của hệ WCS:
1) Chỉnh đặt mặt phẳng tham chiếu của hệ WCS bằng cách dò mặt phẳng A của mẫu giả kiểm (Xem Hình 6);
2) Chỉnh đặt hướng của hệ WCS trong mặt phẳng tham chiếu bằng cách dò đường L trên mặt phẳng B của mẫu giả kiểm (xem Hình 6);
CHÚ THÍCH: Quy trình kỹ thuật tốt nhất có thể yêu cầu mặt phẳng dò B là một mặt phẳng, cho mặt phẳng B giao nhau với mặt phẳng A và sử dụng đường thẳng giao nhau như là sự định hướng hệ WCS trong mặt phẳng tham chiếu A.
3) Chỉnh đặt điểm chuẩn theo các trục X và Y của hệ WCS bằng cách dò lỗ C (xem Hình 6);
4) Chỉnh đặt lại điểm chuẩn theo các trục X và Y của hệ WCS bằng cách dò lỗ C;
CHÚ THÍCH 1: Thao tác lặp lại này là cần thiết để giảm tới mức tối thiểu ảnh hưởng của độ trễ thời gian giữa tín hiệu dò và chỉ thị của các bộ chuyển đổi vị trí của máy công cụ (xem 6.9).
CHÚ THÍCH 2: Quy trình kỹ thuật tốt nhất có thể yêu cầu dò lỗ C như một mặt trụ, cho đường trục của trụ giao nhau với mặt phẳng A và lấy điểm giao nhau là điểm chuẩn theo các trục X và Y.
5) Sử dụng mặt phẳng A để chỉnh đặt điểm chuẩn theo trục Z của hệ WCS. b) Giai đoạn 2: Kiểm tra xác nhận vị trí và sự định hướng của hệ WCS;
1) Thu nhận và ghi lại các tọa độ theo trục Z (ZPLA) của bốn điểm bằng cách dò mặt phẳng A theo trục Z ở các tọa độ sau : X-20, Y-20; X-20,Y20; X20,Y20; X20,Y-20; (các điểm 1 đến 4 trên Hình 6).
2) Thu nhận và ghi lại các tọa độ theo trục Y (YLIN) của hai điểm bằng cách dò mặt phẳng B của mẫu giả kiểm theo chiều trục Y ở các tọa độ : X-20,Z-10; X20, Z-10 (các điểm 5 và 6 trên Hình 6).
3) Đo và ghi lại các tọa độ theo trục X và Y (XBOR, YBOR) của tâm lỗ C theo hướng dẫn của nhà sản xuất/nhà cung cấp hệ thống dò;
4) Đo và ghi lại các tọa độ theo các trục X, Y và Z của một góc (XCOR, YCOR , ZCOR) bằng cách dò điểm đơn trên mỗi một trong ba mặt mặt phẳng D, B và A (các điểm 7, 6 và 4 trên Hình 6).
6.7.4. Phân tích kết quả
Tính toán sai số xác định mặt phẳng tham chiếu của hệ WCS, EPLA,Z như là khoảng của các giá trị ghi được ZPLA.
CHÚ THÍCH: EPLA,Z bao gồm cả sai số độ phẳng của mặt phẳng tham chiếu.
Tính toán sự định hướng của hệ WCS trong sai số xác định mặt phẳng tham chiếu, ELIN,Z như là hiệu số giữa các giá trị tọa độ ghi được YLIN.
Tính toán các sai số vị trí của góc ECOR,X, ECOR,Y, ECOR,Z như là hiệu số giữa các tọa độ của góc ghi được XCOR, YCOR, ZCOR và tọa độ của góc đã biết từ phép đo trước đấy, ví dụ: phép đo trên máy đo tọa độ (CMM).
6.7.5. Phép kiểm khác về vị trí và sự định hướng của chi tiết gia công
6.7.5.1. Thiết lập và quy trình kiểm
Cũng có thể tiến hành kiểm vị trí và sự định hướng của chi tiết gia công bằng một căn mẫu tiêu chuẩn có chiều dài xấp xỉ 50 mm đã được hiệu chuẩn (xem Hình 7). Phép kiểm khác này xác định điểm chuẩn của hệ WCS trên một góc của căn mẫu. Do đó, phép kiểm này không đánh giá các sai số vị trí của góc ECOR,X, ECOR,Y, ECOR,Z. Hơn nữa, có thể có sự chênh lệch trong sai số xác định điểm chuẩn theo các trục X và Y của hệ WCS trên góc được so sánh với góc tương ứng với điểm chuẩn của hệ WCS trên tâm của lỗ trong phép kiểm trước đây (xem 6.7.2). Điều này là do thành phần sai số đường kính hiệu dụng của đỉnh mũi dò đến sai số xác định điểm chuẩn của hệ WCS trên góc trong khi sự góp phần của sai số này được giảm tới mức tối thiểu trong trường hợp điểm chuẩn của hệ WCS trên tâm của lỗ do sự lựa chọn các điểm dò đối diện xung quanh lỗ. Tuy nhiên, sai số của đường kính hiệu dụng đỉnh mũi dò thu được từ phép đo chiều dài đã được hiệu chuẩn của căn mẫu và được tính đến trong tính toán sai số xác định điểm chuẩn của hệ WCS (xem 6.7.5.2).
Đặt căn mẫu vào vị trí đại diện của chi tiết gia công trong phạm vi thể tích đo của máy công cụ và căn mẫu này được lắp nghiêng đi xấp xỉ 1o theo ba chiều so với hệ MCS.
Một số hệ thống dò chỉ có khả năng căn chỉnh trong mặt phẳng XY. Trong các trường hợp này, căn mẫu phải được lắp với bề mặt trên đỉnh của nó song song với mặt phẳng XY của máy công cụ và một trong các mặt bên của căn mẫu có sai lệch độ thẳng hàng so với hệ MCS xấp xỉ 1o. Trong trường hợp này, không thực hiện bước a) 1) của quy trình kiểm sau đó.
Phải xác định các nét đặc trưng của chi tiết gia công bằng cách dò với số lượng các điểm tương ứng với số lượng các điểm dự định sử dụng của hệ thống dò và áp dụng quy trình sau:
a) Giai đoạn 1: Xác định vị trí và sự định hướng của hệ WCS:
1) Chỉnh đặt mặt phẳng tham chiếu của WCS bằng cách dò mặt phẳng A của căn mẫu (xem Hình 7).
2) Chỉnh đặt hướng của hệ WCS trong mặt phẳng tham chiếu bằng cách dò đường L trên mặt phẳng B của căn mẫu, đây là một trong các mặt phẳng được mài nghiền của căn mẫu này (xem Hình 7).
CHÚ THÍCH : Quy trình kỹ thuật tốt nhất có thể yêu cầu dò mặt phẳng B như một mặt phẳng, cho mặt phẳng B giao nhau với mặt phẳng A và sử dụng đường thẳng giao nhau như là sự định hướng hệ WCS trong mặt phẳng tham chiếu A.
3) Chỉnh đặt điểm chuẩn theo các trục X, Y và Z của hệ WCS tại góc vuông trên đỉnh phía trước (xem Hình 7) bằng cách dò một điểm duy nhất trên mỗi một trong ba mặt phẳng D, B và A ;
4) Chỉnh đặt lại điểm chuẩn theo các trục X, Y và Z của hệ WCS tại góc vuông trên đỉnh phía trước.
CHÚ THÍCH 1: Thao tác được lặp lại này là cần thiết để giảm tới mức tối thiểu ảnh hưởng của độ trễ thời gian giữa tín hiệu dò và chỉ thị của các bộ chuyển đổi vị trí của máy công cụ (xem 6.9).
CHÚ THÍCH 2: Quy trình kỹ thuật tốt nhất yêu cầu dò mặt phẳng B và mặt phẳng D với n điểm, cho các mặt phẳng A, B và D giao nhau và sử dụng giao điểm làm điểm chuẩn theo các trục X, Y và Z của hệ WCS.
Kích thước tính bằng milimét
CHÚ DẪN:
A Mặt phẳng A
B Mặt phẳng B
D Mặt phẳng D
L Đường L
1 đến 7 Các điểm đo để kiểm tra xác nhận vị trí và sự định hướng hệ WCS
Hình 7 – Phép kiểm khác về vị trí và sự định hướng hệ WCS khi sử dụng căn mẫu
b) Giai đoạn 2: Kiểm tra xác nhận vị trí và sự định hướng của hệ WCS:
1) Thu nhận và ghi lại các tọa độ theo trục Z, ZPLA của bốn điểm bằng cách dò mặt phẳng A theo chiều Z ở các tọa độ sau: X-5, Y5; X-30, Y5 ; X-30, Y45 ; X-5, Y45 (các điểm 1 đến 4 trên Hình 7);
2) Thu nhận và ghi lại các tọa độ theo trục Y, YLIN của hai điểm bằng cách dò mặt phẳng B của căn mẫu theo chiều trục Y ở các tọa độ : X-30,Z-4 ; X-5,Z-4 (các điểm 5 và 6 trên Hình 7);
3) Đo và ghi lại các tọa độ theo các trục X, Y và Z của góc vuông trên đỉnh phía trước, XCOR, YCOR, ZCOR bằng cách dò điểm đơn trên mỗi một trong ba mặt phẳng A, B và D (các điểm 7,6 và 1 trên Hình 7).
4) Đo kích thước đã được hiệu chuẩn của căn mẫu, SY, khi sử dụng chu trình được gắn với hệ thống dò.
6.7.5.2. Phân tích kết quả
Tính toán sai số xác định mặt phẳng tham chiếu của hệ WCS EPLA,Z như là khoảng của các giá trị ghi được ZPLA.
CHÚ THÍCH: EPLA,Z bao gồm sai số độ phẳng của mặt phẳng tham chiếu.
Tính toán sự định hướng của hệ WCS trong sai số xác định mặt phẳng tham chiếu ELIN,Y như là độ chênh lệch giữa giá trị tọa độ ghi được YLIN.
Tính toán sai số đường kính hiệu dụng của đỉnh mũi dò, EEST,Y như là các độ chênh lệch giữa giá trị SY ghi được và chiều dài đã được hiệu chuẩn của căn mẫu.
Một nửa các giá trị EEST,Y có thể được đánh giá là thành phần bổ sung vào sai số xác định điểm chuẩn của hệ WCS của các trục X và Y.
Các sai số vị trí góc ECOR,X, ECOR,Y và ECOR,Z được báo cáo là các tọa độ ghi được của góc XCOR, YCOR và ZCOR.
6.8. Kiểm kết hợp vị trí và gia công chi tiết gia công, ECML,X, ECML,Y, ECML,Z, RCML,X, RCML,Y RCML,Z, (EVị trí và gia công kết hợp, X, Y, Z), (RVị trí và gia công kết hợp, X,Y,Z)
6.8.1. Quy định chung
Đối với một số ứng dụng, vị trí và sự định hướng chi tiết gia công được đo để xác định các phần tử trên chi tiết gia công đã được gia công trước đây và chúng được dùng để tham chiếu cho các nguyên công gia công tiếp sau.
Phép kiểm trong thực tế để so sánh sự gia công thực với phép đo thực đòi hỏi phải gia công một lỗ và một mặt đầu trên của chi tiết kiểm và phép đo các yếu tố này có hệ thống dò: các tọa độ theo các trục X và Y của tâm lỗ cần tương ứng với các tọa độ của tâm lỗ đã được lập trình và tọa độ theo trục Z của mặt mút trên được đo nên tương ứng với tọa độ theo trục Z đã được lập trình.
Phải lưu ý rằng phép kiểm này chịu ảnh hưởng bổ sung của:
- Sự gia công tinh của bề mặt gia công;
- Sự chỉnh đặt chiều dài của dao phay;
- Sự chỉnh đặt chiều dài của dụng cụ dò;
- Sự trôi do nhiệt của máy (ví dụ: sự trôi do nhiệt của trục chính).
6.8.2. Thiết lập và quy trình kiểm
a) Giai đoạn 1: Gia công.
1) Lắp một cách vững chắc một chi tiết kiểm có chiều dày tối thiểu là 25 mm trên bàn máy để chuẩn bị cho gia công. Vật liệu chi tiết phải được thỏa thuận giữa nhà sản xuất/nhà cung cấp và người sử dụng hoặc phải tiêu biểu cho sử dụng theo dự định.
2) Một lỗ chất lượng cao có đường kính xấp xỉ 25 mm phải được gia công tinh bề mặt tốt hơn so với yêu cầu kỹ thuật về khả năng lặp lại của hệ thống dò. Nên khoan sơ bộ lỗ tới kích thước nhỏ hơn so với yêu cầu 1,25 mm, theo sau là doa sơ bộ lỗ tới kích thước nhỏ hơn so với yêu cầu 0,2 mm.
3) Gia công mặt chi tiết bằng dụng cụ gia công mặt thích hợp trên toàn bề mặt hoặc trên một vị trí bề mặt của chi tiết bằng cách gia công tinh bề mặt tốt hơn so với yêu cầu kỹ thuật về khả năng lặp lại của hệ thống dò.
b) Giai đoạn 2 : Kiểm tra.
1) Lắp dụng cụ dò đã được định chất lượng ban đầu trên trục chính.
2) Đo tâm lỗ theo chu trình đo do nhà sản xuất/nhà cung cấp khuyến nghị và ghi lại các tọa độ của tâm lỗ theo các trục X và Y, XBOR và YBOR.
3) Đo bề mặt được gia công theo chu trình đo do nhà sản xuất/nhà cung cấp khuyến nghị và ghi lại tọa độ theo trục Z của bề mặt được phay, ZPLA.
4) Thực hiện quy trình thay dụng cụ dò tiêu chuẩn và lặp lại quy trình kiểm này chín lần bắt đầu từ mục b) 2) tới khi thu được mười bộ tọa độ đo XBOR và YBOR và ZPLA.
Nếu có dự định trước việc sử dụng một bộ thay dụng cụ tự động thì trước khi đầu dò trở về trục chính, bộ thay dụng cụ nên được đánh dấu lại tại ít nhất là một vị trí và trở về để tính đến khả năng lặp lại của hệ thống này.
Trong một số ứng dụng phay tốc độ cao, giá kẹp dụng cụ không được cung cấp chốt dẫn động. Trong các ứng dụng này, vị trí góc tương đối giữa trục chính và dụng cụ dò không được kiểm soát. Do đó nên bổ sung yêu cầu này bằng cách tăng sau đó vị trí góc tương đối của dụng cụ dò xấp xỉ 15o.
6.8.3. Phân tích kết quả
Tính toán sai số kết hợp vị trí và gia công theo trục X , ECML,X bằng cách lấy giá trị trung bình của các tọa độ ghi được XBOR trừ cho tọa độ của lỗ được lập trình.
Tính toán khả năng lặp lại kết hợp của vị trí và gia công theo trục X, RCML,X như là khoảng của các tọa độ ghi được, XBOR.
Tính toán sai số kết hợp vị trí và gia công theo trục Y, ECML,Y bằng cách lấy giá trị trung bình của các tọa độ ghi được YBOR trừ cho tọa độ của lỗ được thành lập trình.
Tính toán khả năng lặp lại kết hợp của vị trí và gia công theo trục Y, RCML,Y như là khoảng của các tọa độ ghi được, YBOR.
Tính toán sai số kết hợp vị trí và gia công theo trục Z, ECML,Z bằng cách lấy giá trị trung bình của các tọa độ ghi được Z PLA trừ cho tọa độ của lỗ được lập trình.
Tính toán khả năng lặp lại kết hợp của vị trí và gia công theo trục Z, RCML,Z như là khoảng của các tọa độ ghi được Z PLA.
6.9. Kiểm sự thay đổi của độ trễ thời gian
6.9.1. Quy định chung
Các hệ thống dò dùng cho máy công cụ được yêu cầu phải nhạy cảm với sai lệch của đỉnh mũi dò do tiếp xúc bề mặt và đồng thời phải nhạy cảm với sai lệch của đỉnh mũi dò do rung động máy công cụ. Các đặc tính chức năng có tính đối lập này được xử lý theo các cách khác nhau phụ thuộc vào công nghệ chuyển mạch của đầu dò riêng biệt (ngắt mạch điện, tenxơmét) và phụ thuộc vào các kết cấu của hệ thống dò riêng biệt. Làm suy giảm độ nhạy cảm với rung đôi khi đạt được bằng cách áp dụng các phương thức ‘‘làm tắt dần’’ cho tín hiệu của đầu dò, xử lý lần cuối về mặt điện tử học và/hoặc xử lý logic tín hiệu của đầu dò bằng máy công cụ CNC. Một số cấu trúc CNC sử dụng các bộ ghi phần cứng rất nhanh để lưu giữ chỉ thị của bộ chuyển đổi vị trí máy công cụ trong khi các cấu trúc CNC khác thu nhận các dữ liệu này trong phạm vi chu trình vòng điều khiển của bộ điều khiển logic khả lập trình (PLC).
CHÚ THÍCH 1: Đối với tốc độ tiến dò không đổi, ví dụ như 480 mm/min, mũi dò di chuyển 0,008 mm/ms để trễ 5 ms có thể tương ứng với 0,040 mm. Độ trễ thời gian được ghi chép và báo cáo lại trong xác định đường kính hiệu dụng của đỉnh mũi dò hệ thống dò trong quá trình định chất lượng nhưng không ghi chép và báo cáo lại thay đổi của trễ thời gian.
CHÚ THÍCH 2: Mặc dù mối quan tâm chính là sự thay đổi độ trễ thời gian nhưng cần chú ý tới thực tế là ngay cả khi trễ thời gian không đổi cũng có thể gây ra các sai số dò nếu tốc độ tiến đo trong khi đo khác với tốc độ tiến được áp dụng khi định chất lượng đầu dò.
Về mặt nguyên tắc, khi vị trí của bề mặt chi tiết gia công phải được đo là chưa biết thì khoảng cách tiếp cận thực trong quá trình dò cũng chưa biết. Trễ thời gian có thể thay đổi như một hàm số của khoảng cách tiếp cận vì vị trí thực của mũi dò được điều khiển CNC, nhưng trễ thời gian có thể là một biến số chưa biết.
Các tương tác khác nhau giữa CNC, PLC và hệ thống dò có thể dẫn đến các trễ thời gian khác nhau và các trễ thời gian này có thể làm suy giảm đáng kể toàn bộ đặc tính của hệ thống dò.
CHÚ THÍCH 3: Khi chưa biết vị trí của bề mặt chi tiết gia công được đo thì chiều tiếp cận áp dụng cho phép đo vòng tròn hoặc hình cầu không vuông góc một cách chính xác với bề mặt được đo (phát hiện); vì vậy các kết quả kiểm sự thay đổi của trễ thời gian cũng bao gồm các sai số có thể còn lại do phương thức bù đường kính hiệu dụng của đỉnh mũi dò được áp dụng bởi phần mềm của hệ thống dò.
Các phép kiểm mô tả trong điều này chỉ cần thiết cho việc mô tả đặc điểm điểm chung của các hệ thống dò riêng biệt và không cần thiết phải lặp lại trong các phép kiểm để kiểm tra xác nhận lại đặc tính của hệ thống dò trừ khi tốc độ tiến trong phép đó có thay đổi.
6.9.2. Phép kiểm sự thay đổi độ trễ thời gian cho từng trục riêng biệt, ESPT,TD,X, ESPT,TD,Y, ESPT,TD,Z (EĐiểm đơn; thay đổi độ trễ thời gian, X,Y,Z)
6.9.2.1. Thiết lập và quy trình kiểm
a) Định vị căn mẫu được mô tả trong 6.7.5, Hình 7 và căn chỉnh căn mẫu theo hệ MCS để định hướng ba mặt phẳng vuông góc tương ứng với trục X, Y và Z.
b) Chỉnh đặt điểm chuẩn theo các trục X, Y và Z của hệ WCS tại góc ở trên, phía trước, bên phải (xem Hình 7) bằng cách dò điểm đơn trên mỗi một trong ba mặt phẳng D, B và A.
c) Định vị theo thứ tự các trục của máy tới X5, Y5 và Z4 (đối diện với điểm 7 trên Hình 7).
d) Thu nhận và ghi lại giá trị tọa độ XSPT,TD bằng cách dò điểm đơn theo chiều âm của trục X.
e) Định vị trục của máy, tăng vị trí trước đây của trục X lên 0,010 mm (ví dụ tại lần lặp lại đầu tiên, trục X phải được quy định vị trí tại X 5,010).
f) Lặp lại quy trình bắt đầu từ mục d) để thu nhận và ghi lại tổng số mười giá trị tọa độ XSPT,TD.
g) Định vị theo thứ tự các trục của máy tới Y-5, Z-4 và X-5 (đối diện với điểm 6 trên Hình 7).
h) Thu nhận và ghi lại giá trị tọa độ YSPT,TD bằng cách dò điểm đơn theo chiều dương của trục Y.
i) Định vị trục của máy, tăng vị trí trước đây của trục Y lên 0,010 mm (vị trí, tại lần lặp lại đầu tiên, trục Y phải được định vị tại tại Y-5,010).
j) Lặp lại quy trình, bắt đầu từ mục h) để thu nhận và ghi lại tổng số mười giá trị tọa độ YSPT,TD. k) Định vị theo thứ tự các trục của máy tới Z5, X-5 và Y5 (đối diện với điểm 1 trên Hình 7).
l) Thu nhận và ghi lại giá trị tọa độ ZSPT,TD bằng cách dò điểm đơn theo chiều âm của trục Z.
m) Định vị trục của máy, tăng vị trí trước đây của trục Z lên 0,010 mm (ví dụ, tại lần lặp lại đầu tiên, trục Z phải được định vị ở Z5,010).
n) Lặp lại quy trình, bắt đầu từ mục l) để thu nhận và ghi lại tổng số mười giá trị tọa độ ZSPT,TD.
6.9.2.2. Phân tích kết quả
Tính toán sai số của sự thay đổi độ trễ thời gian của một trục, ESPT,TD,X như là khoảng của các giá trị đo được XSPT,TD.
CHÚ THÍCH 1: Khả năng lặp lại RSPT,X đối với phép đo một điểm trên bề mặt được kiểm trong 6.2.2 được bao gồm trong ESPT,TD,X.
Tính toán sai số của sự thay đổi độ trễ thời gian của một trục ESPT,TD,Y như là khoảng của các giá trị đo được YSPT,TD.
CHÚ THÍCH 2: Khả năng lặp lại RSPT,Y đối với phép đo một điểm trên bề mặt được kiểm trong 6.2.2 được bao gồm trong ESPT,TD,Y.
Tính toán sai số của sự thay đổi độ trễ thời gian của một trục ESPT,TD,Z như là khoảng của các giá trị đo được ZSPT,TD.
CHÚ THÍCH 3: Khả năng lặp lại RSPT,Z đối với phép đo một điểm trên bề mặt được kiểm trong 6.2.2 được bao gồm trong ESPT,TD,Z.
6.9.3. Phép kiểm sự thay đổi độ trễ thời gian đối với phép đo vòng tròn của mặt phẳng XY, ECIR,TD,X ECIR,TD,Y, ECIR,TD,D, ECIR,TD,F (EVòng tròn, thay đổi độ trễ thời gian, XY), (EVòng tròn, thay đổi độ trễ thời gian, đường kính) và (EVòng tròn, thay đổi độ trễ thời gian, hình dạng)
6.9.3.1. Quy định chung
Phép kiểm này xác định khả năng của hệ thống dò để đo đường kính và vị trí chính xác của một vòng tròn khi quĩ đạo đo của dụng cụ không được căn chỉnh một cách chính xác với vòng tròn. Phép kiểm này áp dụng cho các hệ thống dò điển hình có thể đo mẫu giả theo toàn bộ vòng tròn trong mặt phẳng XY.
Trong các hệ thống nâng cao có thể tính toán các yếu tố của đường tròn từ 36 điểm, như đường kính, tâm và sai số hình dạng, F, thì phép kiểm này nên được thực hiện khi sử dụng 36 điểm như đã quy định trong phép kiểm sai số dò 2D, PFTU,2D (xem 6.5). Phép kiểm này đặc biệt có ích để chỉ thị đặc tính 2D của hệ thống khi chưa biết vị trí của yếu tố (ví dụ, khi xác định vị trí một bộ phận).
6.9.3.2. Thiết lập và quy trình kiểm
a) Thiết lập một vòng tham chiếu có đường kính lỗ xấp xỉ 25 mm được hiệu chuẩn về đường kính và hình dạng và căn chỉnh vòng tham chiếu này với hệ MCS để cho đường tâm lỗ vòng song song với trục Z của máy.
b) Đo các tọa độ của tâm lỗ vòng tham chiếu bằng cách dò với bốn điểm. Xác lập điểm chuẩn của hệ WCS tại tâm được đo.
c) Đo và ghi lại các tọa độ của tâm, XCIR,TD và YCIR,TD của vòng tham chiếu, và đường kính của nó, D, và (đối với phép kiểm sử dụng 36 điểm dò) sai số hình dạng của vòng tham chiếu này, F.
d) Lặp lại mục c) chín lần khi điều chỉnh vị trí danh nghĩa của vòng tham chiếu theo Bảng 2. Bản thân vòng tham chiếu không được di chuyển, nhưng quĩ đạo dò mới để đo lỗ được tạo ra với giả thiết rằng vòng được định vị tại vị trí dịch chuyển mới.
6.9.3.3. Phân tích kết quả
Tất cả tính toán phải bao gồm các kết quả đo chuẩn.
Tính toán sai số thay đổi độ trễ thời gian, ECIR,TD,X đối với vị trí tâm vòng tròn như là khoảng của các giá trị đo được XCIR,TD.
CHÚ THÍCH 1: Khả năng lặp lại, RCIR,X đối với vị trí tâm đường tròn được kiểm trong 6.2.3 được bao gồm trong ECIR,TD,X.
Tính toán sai số thay đổi độ trễ thời gian theo trục Y, ECIR,TD,Y đối với vị trí của tâm vòng tròn như là khoảng của các giá trị đo được YCIR,TD.
CHÚ THÍCH 2 : Khả năng lặp lại, RCIR,Y đối với vị trí tâm vòng tròn được kiểm trong 6.2.3 được bao gồm trong ECIR,TD,X.
Tính toán sai số thay đổi độ trễ thời gian ECIR,TD,D đối với phép đo đường kính như là khoảng của các giá trị đo được D.
CHÚ THÍCH 3 : Khả năng lặp lại, RCIR,D đối với phép đo đường kính vòng tròn được kiểm trong 6.10.3 được bao gồm trong ECIR,TD,D.
Đối với các phép kiểm sử dụng 36 điểm dò, tính toán sai số thay đổi độ trễ thời gian ECIR,TD,F. đối với phép đo sai số hình dạng của vòng tròn như là khoảng của các giá trị hình dạng đo được, F, và cũng báo cáo ECIR,TD,Fmax như là giá trị lớn nhất đo được F.
CHÚ THÍCH 4 : Sai số dò 2D được kiểm trong 6.5.3 được bao gồm trong ECIR,TD,Fmax.
Bảng 2 - Độ lệch theo các trục X và Y đối với phép kiểm thay đổi độ trễ thời gian dùng cho phép đo vòng tròn trong mặt phẳng XY
|
Phép đo số |
Các tọa độ danh nghĩa của tâm so với các tọa độ của vị trí tham chiếu, mm |
||
|
X |
Y |
Z |
|
|
1 |
0,000 |
0,300 |
0,000 |
|
2 |
0,193 |
0,230 |
0,000 |
|
3 |
0,295 |
0,052 |
0,000 |
|
4 |
0,260 |
-0,150 |
0,000 |
|
5 |
0,103 |
-0,282 |
0,000 |
|
6 |
-0,103 |
-0,282 |
0,000 |
|
7 |
-0,260 |
-0,150 |
0,000 |
|
8 |
-0,295 |
0,052 |
0,000 |
|
9 |
-0,193 |
0,230 |
0,000 |
|
CHÚ THÍCH: Các vị trí danh nghĩa của tâm trong bảng này biểu thị một mẫu khoảng cách trên mặt phẳng XY của một vòng tròn bán kính 0,3 mm với các lượng tăng 40o. |
|||
6.9.4. Phép kiểm sự thay đổi của độ trễ thời gian đối với phép đo hình cầu, ESPH,TD,X, ESPH,TD,Y, ESPH,TD,Z, ESPH,TD, D và ESPH,TD, F ( EHình cầu, thay đổi độ trễ thời gian, X,Y,Z ) , (EHình cầu, thay đổi độ trễ thời gian, đường kính), (EHình cầu, thay đổi độ trễ thời gian, hình dạng)
6.9.4.1. Quy định chung
Phép kiểm này xác định khả năng của hệ thống dò để tính toán đường kính và vị trí chính xác của một hình cầu khi quĩ đạo của dụng cụ đo không được định tâm một cách chính xác với hình cầu. Phép kiểm này áp dụng cho các hệ thống dò điển hình có thể đo được một hình cầu.
Trong các hệ thống nâng cao có thể tính toán được các yếu tố của hình cầu từ 25 điểm, như tâm, đường kính và sai số hình dạng, F, thì phép kiểu này nên được thực hiện khi sử dụng 25 điểm như đã quy định trong phép kiểm sai số dò 3D, PFTU,3D (xem 6.6). Phép kiểm này đặc biệt có ích để chỉ thị đặc tính 3D của hệ thống khi chưa biết được vị trí của yếu tố (ví dụ, khi xác định vị trí của một bộ phận).
6.9.4.2. Thiết lập và quy trình kiểm
a) Đặt một hình cầu tham chiếu có đường kính 25 mm đã được hiệu chuẩn về đường kính và hình dạng vào một vị trí đại diện của chi tiết gia công trong phạm vi thể tích đo của máy công cụ.
b) Đo các tọa độ của tâm hình cầu tham chiếu bằng cách dò với năm điểm. Xác lập một điểm chuẩn của hệ WCS tại tâm được đo của hình cầu tham chiếu.
c) Đo và ghi lại các tọa độ của tâm, XSPH,TD, YSPH,TD, ZSPH,TD và đường kính D của hình cầu, và (đối với các phép kiểm sử dụng 25 điểm dò) sai số hình dạng F của hình cầu.
d) Lặp lại mục c) chín lần khi điều chỉnh vị trí danh nghĩa của yếu tố theo Bảng 3. Bản thân hình cầu không được di chuyển, nhưng quĩ đạo dò mới cho phép đo yếu tố của hình cầu được tạo ra khi giả thiết rằng hình cầu được định vị ở vị trí dịch tâm mới.
6.9.4.3. Phân tích kết quả
Tất cả các tính toán phải bao gồm các kết quả đo chuẩn.
Tính toán sai số thay đổi theo trễ thời gian theo trục X, ESPH,TD,X đối với vị trí tâm hình cầu như là khoảng của các giá trị đo được, XSPH,TD.
CHÚ THÍCH 1 : Khả năng lặp lại RSPH,X đối với vị trí của tâm hình cầu được kiểm trong 6.2.4 được bao gồm trong ESPH,TD,X.
Tính toán sai số thay đổi độ trễ thời gian theo trục Y, ESPH,TD,Y đối với vị trí tâm hình cầu như là khoảng của các giá trị đo được, YSPH,TD.
CHÚ THÍCH 2: Khả năng lặp lại, RSPH,Y đối với vị trí của tâm hình cầu được kiểm trong 6.2.4 được bao gồm trong ESPH,TD,Y.
Tính toán sai số thay đổi độ trễ thời gian theo trục Z, ESPH,TD,Z đối với vị trí tâm hình cầu như là khoảng của các giá trị đo được, ZSPH,TD.
CHÚ THÍCH 3: Khả năng lặp lại, RSPH,Z đối với vị trí của tâm hình cầu được kiểm trong 6.2.4 được bao gồm trong ESPH,TD,Z.
Tính toán sai số thay đổi độ trễ thời gian, ESPH,TD,D đối với phép đo đường kính của hình cầu như là khoảng của các giá trị đo được D.
CHÚ THÍCH 4: Khả năng lặp lại, RSPH,D đối với phép đo đường kính hình cầu được kiểm trong 6.10.4 được bao gồm trong ESPH,TD,D.
Đối với các phép kiểm sử dụng 25 điểm dò, tính toán sai số thay đổi độ trễ thời gian, ESPH,TD,F đối với phép đo sai số hình dạng của hình cầu như là khoảng của các giá trị hình dạng đo được, F, và cũng báo cáo ESPH,TD,F,Max như là giá trị lớn nhất đo được F.
CHÚ THÍCH 5: Sai số dò 3D, PFTU,3D được kiểm trong 6.6.3 được bao gồm trong ESPH,TD,F,Max.
Bảng 3 – Độ lệch theo các trục X, Y và Z đối với phép kiểm thay đổi độ trễ thời gian dùng cho phép đo hình cầu
|
Phép đo số |
Các tọa độ danh nghĩa của tâm so với các tọa độ của vị trí tham chiếu, mm |
||
|
X |
Y |
Z |
|
|
1 |
0,000 |
0,300 |
-0,150 |
|
2 |
0,260 |
-0,150 |
-0,150 |
|
3 |
-0,260 |
-0,150 |
-0,150 |
|
4 |
0,193 |
0,230 |
0,000 |
|
5 |
0,103 |
-0,282 |
0,000 |
|
6 |
-0,295 |
0,052 |
0,000 |
|
7 |
0,295 |
0,052 |
0,150 |
|
8 |
0,103 |
-0,282 |
0,150 |
|
9 |
-0,193 |
0,230 |
0,150 |
|
CHÚ THÍCH: Các vị trí danh nghĩa của tâm trong Bảng 2 biểu thị một hình tròn bán kính 0,3 mm trong mặt phẳng XY với các lượng tăng 40o. Các vị trí này gồm một nhóm 3 điểm, mỗi điểm ở một chiều cao Z khác nhau, và có các lượng tăng 120o trong mặt phẳng XY. |
|||
6.10. Kiểm đặc tính của phép đo kích thước của yếu tố (bề mặt)
6.10.1. Quy định chung
Các hệ thống dò điển hình đưa ra phép đo đơn giản hóa khoảng cách giữa hai bề mặt (phẳng và song song) (ví dụ, các đường gờ, rãnh và bậc), đường kính vòng tròn (ví dụ, lỗ và gờ lồi) và đường kính hình cầu. Kết quả của các phép đo này được so sánh với kích thước được hiệu chuẩn của các mẫu giả chuẩn được lựa chọn có tính toán để có các kích thước nhỏ hơn 60 mm dùng cho phép kiểm các đặc tính của hệ thống dò trong một thể tích nhỏ bị giới hạn của máy công cụ. Việc so sánh này cung cấp khả năng xác định phép đo kích thước bị giới hạn mà không được ngoại suy để thừa nhận phép đo kích thước của các yếu tố bề mặt chi tiết gia công có các kích thước khác nhau.
CHÚ THÍCH 1: Các phép đo khoảng cách giữa hai bề mặt phẳng song song và phép đo các đường kính của vòng tròn và hình cầu chịu ảnh hưởng rất lớn của đường kính hiệu dụng của đỉnh mũi dò được xác định bằng việc định chất lượng hệ thống dò.
CHÚ THÍCH 2: Các phép đo được thực hiện ở các vị trí khác nhau trong phạm vi thể tích đo của máy công cụ có thể tạo ra các kết quả khác nhau, ví dụ, do sai số hình học của máy công cụ.
6.10.2 Kiểm đặc tính của phép đo kích thước đường gờ, EWeb,X EWeb,Y, RWeb,X và RWeb,Y
6.10.2.1. Quy định chung
Đo kích thước của một đường gờ hoặc hốc bằng cách dò hai điểm trên các bề mặt đối diện nhau là một phép đo cực kỳ đơn giản chỉ cho phép xác định khoảng cách giữa hai điểm được dò.
6.10.2.2. Thiết lập và quy trình kiểm
a) Định vị một căn mẫu chuẩn có kích thước xấp xỉ 50 mm trong phạm vi thể tích đo của máy công cụ
và căn chỉnh các mặt chuẩn của căn mẫu với mặt phẳng YZ của hệ MCS.
b) Đo và ghi lại chiều dài của căn mẫu, Sx, mười lần khi sử dụng chu trình đo được gắn vào hệ thống dò.
c) Căn chỉnh các mặt chuẩn của căn mẫu với mặt phẳng ZX của hệ MCS.
d) Đo và ghi lại chiều dài của căn mẫu, SY, mười lần khi sử dụng chu trình đo được gắn vào hệ thống dò.
6.10.2.3. Phân tích kết quả
Tính toán sai số đối với phép đo kích thước đường gờ dọc theo trục X, EWeb,X như là giá trị trung bình của các hiệu số giữa các giá trị SX ghi lại được và chiều dài đã được hiệu chuẩn của căn mẫu.
Tính toán khả năng lặp lại đối với phép đo kích thước dọc theo trục X, RWeb,X như là giá trị trung bình của các giá trị ghi được SX.
Tính toán sai số đối với phép đo kích thước đường gờ dọc theo trục Y, EWeb,Y như là giá trị trung bình của các hiệu số giữa các giá trị ghi được SY và chiều dài đã được hiệu chuẩn của căn mẫu.
Tính toán khả năng lặp lại đối với phép đo kích thước đường gờ dọc theo trục Y, RWeb,Y như là giá trị trung bình của các giá trị ghi được SY.
6.10.3. Kiểm đặc tính của phép đo đường kính vòng tròn, ECIR,D và RCIR,D (EVòng tròn, đường kính) và (RVòng tròn, đường kính)
6.10.3.1. Quy định chung
Các hệ thống dò điển hình đưa ra khả năng đo một vòng tròn bằng ba hoặc bốn điểm. Phép đo một vòng tròn bằng ba điểm là phương pháp không ưu tiên vì sự nhiễm bẩn trên bề mặt được dò có ảnh hưởng đáng kể đến các phép đo đường kính và vị trí của tâm đường tròn.
Số lượng các điểm được lựa chọn để thực hiện phép kiểm này phải phù hợp với hướng dẫn của nhà sản xuất/nhà cung cấp nhưng phải quan tâm đến việc sử dụng theo dự định.
6.10.3.2. Thiết lập và quy trình kiểm
a) Thiết lập một vòng tham chiếu có đường kính lỗ xấp xỉ 25 mm đã được hiệu chuẩn về đường kính và hình dạng và được căn chỉnh với hệ MCS để đường tâm của lỗ vòng song song với trục Z của máy.
b) Đo các tọa độ của tâm lỗ vòng tham chiếu một lần. Xác lập một điểm chuẩn của hệ WCS tại tâm đo được của vòng tham chiếu.
c) Đo và ghi lại đường kính của vòng, D, mười lần khi dò vòng tham chiếu với số lượng điểm đã lựa chọn.
6.10.3.3. Phân tích kết quả
Tính toán sai số đối với phép đo đường kính vòng tròn, ECIR,D như là giá trị trung bình của các hiệu số giữa các giá trị ghi được D và đường kính đã hiệu chuẩn của vòng tham chiếu.
Tính toán khả năng lặp lại đối với phép đo đường kính vòng tròn, RCIR,D như là khoảng của các giá trị ghi được D.
6.10.4. Kiểm đặc tính của phép đo đường kính hình cầu, ESPH,D và ESPH,D (EHình cầu, đường kính) và (RHình cầu, đường kính)
6.10.4.1. Quy định chung
Các hệ thống dò điển hình đưa ra khả năng đo một hình cầu bằng bốn hoặc năm điểm. Phép đo một hình cầu bằng bốn điểm là phương pháp không ưu tiên vì sự nhiễm bẩn có thể xảy ra trên bề mặt được dò có ảnh hưởng đáng kể đến các phép đo đường kính và vị trí của tâm hình cầu.
Số lượng các điểm đo được lựa chọn cho phép kiểm này phải phù hợp với hướng dẫn sản xuất/nhà cung cấp nhưng phải quan tâm đến việc sử dụng theo dự định.
6.10.4.2. Thiết lập và quy định kiểm
a) Đặt một hình cầu tham chiếu có đường kính xấp xỉ 25 mm đã được hiệu chuẩn về kích thước và hình dạng vào một vị trí tiêu biểu của chi tiết gia công trong phạm vi thể tích đo của máy công cụ.
b) Đo các tọa độ của tâm hình cầu tham chiếu một lần. Xác lập một điểm chuẩn của hệ WCS tại tâm đo được của hình cầu tham chiếu.
c) Đo và ghi lại đường kính của hình cầu D mười lần khi dò hình cầu tham chiếu với số lượng điểm đã chọn.
6.10.4.3. Phân tích kết quả
Tính toán sai số đối với phép đo đường kính hình cầu, ESPH,D như là giá trị trung bình của các hiệu số giữa các giá trị được D và đường kính đã hiệu chuẩn của hình cầu tham chiếu.
Tính toán khả năng lặp lại đối với phép đo đường kính hình cầu, RSPH,D như là khoảng của các giá trị ghi được D.
7. Dò của dụng cụ
7.1. Quy định chung
Một số máy công cụ được trang bị một hệ thống cảm biến/đầu dò được thiết kế để chỉnh đặt trong quá trình điều khiển máy, chiều dài và/hoặc đường kính khác nhau của các dụng cụ cắt chuyển động quay. Các hệ thống chỉnh đặt dụng cụ này đôi khi cũng được sử dụng làm hệ qui chiếu cho vị trí X,Y và Z của một dụng cụ chính xác về hình học, không quay (ví dụ, một trục đặc) hoặc để phát hiện các dụng cụ bị gãy, vỡ.
Trong các ứng dụng trung tâm gia công, các hệ thống chỉnh đặt dụng cụ thường được xác định vị trí gần các mép cạnh của thể tích gia công của máy (hoặc gần bộ phận thay dụng cụ) và được lắp vững chắc để giảm tới mức tối thiểu độ chênh lệch khi chịu tác dụng của các lực chuyển mạch điển hình có giá trị bằng vài newton.
CHÚ THÍCH: Một số hệ thống chỉnh đặt dụng cụ chuyên dùng được sử dụng để chỉnh đặt chiều dài của các dụng cụ có đường kính rất nhỏ, có các lực chuyển mạch rất hạn chế.
Các mũi dò điển hình của các hệ thống chỉnh đặt dụng cụ có dạng hình trụ hoặc hình lăng trụ (xem Hình 8) và bề mặt của chúng có tính chịu mòn.
Việc căn chỉnh đỉnh mũi dò, gồm có căn chỉnh các bề mặt chuẩn của đỉnh mũi dò với hệ MCS phải được thực hiện phù hợp với hướng dẫn của nhà sản xuất/nhà cung cấp.
Sự vận hành hệ thống chỉnh đặt dụng cụ phải tuân theo một cách nghiêm ngặt hướng dẫn của nhà sản xuất/nhà cung cấp. Phải có sự quan tâm thêm tới an toàn trong quá trình đo với các dụng cụ quay.
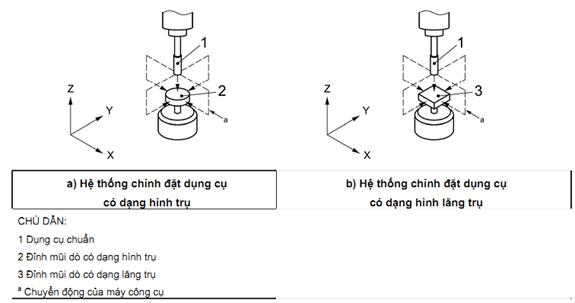
Hình 8 - Chu trình định chất lượng mẫu đối với hệ thống chỉnh đặt dụng cụ bằng dụng cụ chuẩn
7.2. Định chất lượng hệ thống chỉnh đặt dụng cụ
Định chất lượng cho các hệ thống chỉnh đặt dụng cụ thường được thực hiện khi sử dụng mẫu giả chuẩn tiêu biểu cho dụng cụ cắt (ví dụ: một trục đặc, được hiệu chuẩn về đường kính và chiều dài) được lắp ráp theo chu trình tự động nhằm xác định:
a) Kích thước hiệu dụng của đỉnh mũi dò;
b) Vị trí của đỉnh mũi dò so với hệ MCS;
Phải đặc biệt chú ý xác định khoảng cách hiệu dụng giữa mũi dò của hệ thống chỉnh đặt dụng cụ và bề mặt chuẩn của trục chính như được quy định trong hướng dẫn của nhà sản xuất/nhà cung cấp.
Để xác định khoảng cách này cần có sự hiệu chuẩn độc lập chiều dài của dụng cụ tham chiếu. Nguyên công này không thể thiếu được để bảo đảm đặc tính chỉnh đặt chiều dài của dụng cụ và được thực hiện bằng cách sử dụng một thiết bị chỉnh đặt dụng cụ ở bên ngoài hoặc bằng cách đo (trực tiếp trên máy công cụ) khoảng cách giữa bề mặt chuẩn của trục chính và phần nhô ra dài nhất của dụng cụ tham chiếu có sự trợ giúp của một cảm biến dịch chuyển thẳng khi lấy chuyển dịch hiển thị theo trục Z làm chuẩn.
7.3. Khả năng lặp lại của việc chỉnh đặt dụng cụ
7.3.1. Quy định chung
Một số hệ thống chỉnh đặt dụng cụ chỉ có thể đo chiều dài dụng cụ khi trục chính không quay, các hệ thống chỉnh đặt dụng cụ khác có khả năng đo chiều dài và đường kính khi trục chính quay.
Một số máy có hệ thống điều khiển bằng tay hoặc robot để di chuyển dụng cụ dò trong không gian gia công của máy. Khi kiểm các máy này, sau mỗi lần đo dụng cụ, dụng cụ dò nên được tháo ra và được di chuyển trở lại trong không gian gia công của máy.
Ứng dụng điển hình của một hệ thống chỉnh đặt dụng cụ đã được định chất lượng tốt là phép đo tương đối; do đó chỉ cần tiến hành các phép kiểm khả năng lặp lại.
7.3.2. Khả năng lặp lại của chỉnh đặt chiều dài dụng cụ với dụng cụ không quay, RSET,L,N (RChỉnh đặt,chiều dài,không quay)
Chỉnh đặt chiều dài dụng cụ với dụng cụ không quay thường được thực hiện cho các dụng cụ khoan hoặc các dụng cụ có đường kính nhỏ hơn đường kính của mũi dò, như vậy bảo đảm phát hiện được dụng cụ dài nhất.
Một số hệ thống cũng cho phép chỉnh đặt chiều dài dụng cụ đối với các dụng cụ không quay có đường kính lớn, khi với sự trợ giúp về định hướng của đường tâm trục chính có thể phát hiện được chiều dài nhô ra lớn nhất của dụng cụ. Xem hướng dẫn của nhà sản xuất/nhà cung cấp.
7.3.2.2. Thiết lập và quy trình kiểm
Định vị đường tâm trục chính trên đầu dò/cảm biến, lập trình (khi có thể thực hiện được) độ lệch yêu cầu (xem Hình 9).
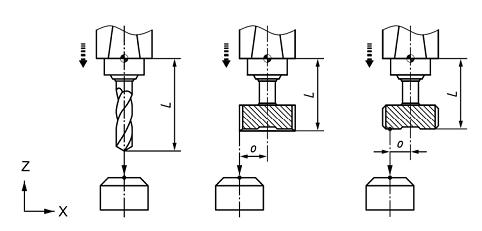
CHÚ DẪN :
L Chiều dài dụng cụ
o Độ lệch của đường tâm trục chính
Hình 9 – Đo khả năng lặp lại của chỉnh đặt chiều dài dụng cụ với dụng cụ không quay
Đo và ghi lại chiều dài dụng cụ, L, mười lần khi sử dụng chu trình do nhà sản xuất/nhà cung cấp. Trục chính không được quay.
Tính toán khả năng lặp lại của chỉnh đặt chiều dài dụng cụ, RSET,L,N như là khoảng của các giá trị ghi được L.
7.3.3. Khả năng lặp lại của chỉnh đặt chiều dài dụng cụ của dụng cụ quay, RSET,L,R (RChỉnh đặt,chiều dài,quay)
Phép đo chiều dài dụng cụ với dụng cụ quay có thể được thực hiện cho các mũi khoan và dao phay đầu cầu khi tốc độ tiếp tuyến của điểm tiếp xúc của dụng cụ quay với đầu dò/cảm biến là rất nhỏ hoặc có thể được thực hiện cho các loại dụng cụ khác bằng cách giới hạn tốc độ quay và tốc độ tiến phù hợp hoàn toàn với hướng dẫn của nhà sản xuất/nhà cung cấp (xem Hình 10).
Chuyển động quay của dụng cụ phải có chiều ngược lại với chuyển động cắt thông thường.
Biện pháp phòng ngừa an toàn – Các phép đo với dụng cụ đang quay đòi hỏi phải có các biện pháp bảo đảm an toàn. Cần chú ý tới các tiêu chuẩn an toàn có liên quan.
Đo và ghi lại chiều dài của dụng cụ, L, mười lần khi sử dụng chu trình do nhà sản xuất/nhà cung cấp cung cấp.
Tính toán khả năng lặp lại của chỉnh đặt chiều dài dụng cụ, RSET,L,R như là khoảng của các giá trị ghi được, L.
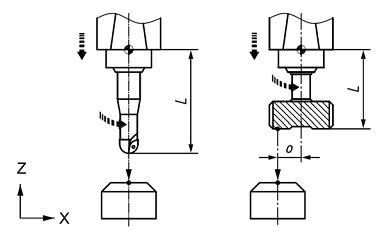
CHÚ DẪN:
L Chiều dài dụng cụ
o Độ lệch của đường tâm trục chính
Hình 10 - Đo khả năng lặp lại của chỉnh đặt chiều dài dụng cụ với dụng cụ đang quay
7.3.4. Khả năng lặp lại của chỉnh đặt đường kính dụng cụ, RSET,D,R (RChỉnh đặt,chiều dài,quay)
Chuyển động quay của dụng cụ phải có chiều ngược lại với chuyển động cắt thông thường. Phải thực hiện phép đo phù hợp hoàn toàn với hướng dẫn của nhà sản xuất/nhà cung cấp (xem Hình 11).
Biện pháp phòng ngừa an toàn – Các phép đo với dụng đang quay đòi hỏi phải có các biện pháp bảo đảm an toàn. Cần chú ý tới các tiêu chuẩn an toàn có liên quan.
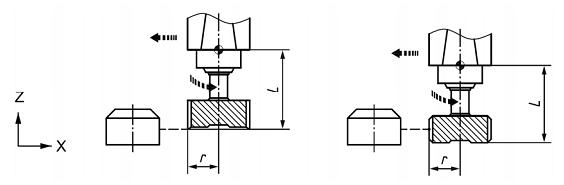
CHÚ DẪN:
L Chiều dài dụng cụ
r Bán kính dụng cụ
Hình 11 – Khả năng lặp lại của chỉnh đặt đường kính dụng cụ với dụng cụ đang quay
Một số hệ thống chỉnh đặt dụng cụ không tự động điều khiển tốc độ trục chính và đo tốc độ tiến để làm thích ứng bán kính và số lượng dao cắt của dụng cụ. Do đòi hỏi của các biện pháp bảo đảm an toàn, cần phải chú ý thêm và phải quan tâm đến các vấn đề sau:
a) Tốc độ tiếp tuyến lớn nhất phải do nhà sản xuất/nhà cung cấp xác định; tốc độ tiếp tuyến vượt quá mức có thể hủy hoại các đặc tính của đầu dò/ cảm biến;
b) Tốc độ trục chính đối với một bán kính đã cho của dụng cụ phải được tự động làm cho thích nghi (hoặc được lập trình) theo a);
c) Tốc độ tiến đo được phải được tự động làm cho thích nghi (hoặc được lựa chọn cẩn thận) vì sự kết hợp của vị trí góc không đồng bộ của dao cắt so với điểm tiếp xúc với đầu dò/cảm biến, khoảng cách tiếp cận và tốc độ tiến có thể tạo ra độ không đảm bảo đo đáng kể.
Đối với một tốc độ tiếp tuyến lớn nhất đã cho, S, phải thực hiện các tính toán sau:
n = S/(2pr.0,001) (2)
F = n.∆ (3)
Trong đó:
S là tốc độ tiếp tuyến, tính bằng mét trên phút;
r là bán kính của dụng cụ, tính bằng milimét;
n là tốc độ tính toán của trục chính, tính bằng vòng trên phút;
F là tốc độ tiến đo, tính bằng milimét trên phút;
∆ là sai số đo lớn nhất mong đợi, tính bằng milimét.
Các công thức này tham chiếu cho dụng cụ cắt đơn (một lưỡi cắt). Phải lưu ý rằng, đối với các dụng cụ cắt có nhiều lưỡi thì lưỡi cắt nhô ra dài nhất có xác suất tiếp xúc đầu tiên với đầu dò/cảm biến cao nhất; vì vậy việc tăng tốc độ tiến tính toán theo tỷ lệ thuận với số lượng lưỡi cắt có thể đã đánh giá thấp sai số đo lớn nhất được mong đợi.
VÍ DỤ Đối với tốc độ tiếp tuyến lớn nhất 40 m/min và dụng cụ cắt đơn có bán kính 40 mm, tốc độ lớn nhất của trục chính được tính toán xấp xỉ 160 min-1. Đối với sai số đo lớn nhất được mong đợi 0,005 mm, tốc độ tiến được lập trình phải là 0,8 mm/min.
Định vị trục Z theo hướng dẫn của nhà sản xuất/nhà cung cấp đối với kiểu dụng cụ riêng.
Đo và ghi lại đường kính của dụng cụ mười lần khi sử dụng chu trình đo được gắn vào dụng cụ.
Tính toán khả năng lặp lại của chỉnh đặt đường kính dụng cụ, RSET,D,R như là khoảng của các giá trị ghi được.
PHỤ LỤC A
(Tham khảo)
Viện dẫn chéo theo thứ tự vần chữ cái và mô tả ngắn gọn các ký hiệu
|
Ký hiệu |
Mô tả |
Điều |
|
A |
Độ lệch của đỉnh mũi dò |
6.3 |
|
ECIR,D |
Sai số kích thước cho phép đo đường kính vòng tròn |
6.10.3 |
|
ECIR,TD,F |
Khoảng sai số hình dạng vòng tròn đo được đối với phép kiểm sự thay đổi của độ trễ thời gian |
6.9.3 |
|
ECIR,TD,Fmax |
Sai số hình dạng lớn nhất vòng tròn đo được đối với phép kiểm sự thay đổi của độ trễ thời gian |
6.9.3 |
|
ECIR,TD,D |
Sai số của phép đo đường kính vòng tròn đối với phép kiểm sự thay đổi của độ trễ thời gian |
6.9.3 |
|
ECIR,TD,X |
Sai số vị trí theo trục X của tâm vòng tròn đối với phép kiểm sự thay đổi của độ trễ thời gian |
6.9.3 |
|
ECIR,TD,Y |
Sai số vị trí theo trục Y của tâm vòng tròn đối với phép kiểm sự thay đổi của độ trễ thời gian |
6.9.3 |
|
ECML,X |
Sai số kết hợp vị trí và gia công theo trục X |
6.8 |
|
ECML,Y |
Sai số kết hợp vị trí và gia công theo trục Y |
6.8 |
|
ECML,Z |
Sai số kết hợp vị trí và gia công theo trục Z |
6.8 |
|
ECOR,X |
Sai số theo trục X đối với vị trí của góc |
6.7 |
|
ECOR,Y |
Sai số theo trục Y đối với vị trí của góc |
6.7 |
|
ECOR,Z |
Sai số theo trục Z đối với vị trí của góc |
6.7 |
|
ELIN,Y |
Sai số xác định sự định hướng hệ WCS trong mặt phẳng tham chiếu trục Y |
6.7 |
|
ESPH,D |
Sai số kích thước đối với phép đo đường kính hình cầu |
6.10.4 |
|
ESPH,TD,F |
Khoảng sai số hình dạng đo được của hình cầu đối với phép kiểm sự thay đổi của độ trễ thời gian |
6.9.4 |
|
ESPH,TD,F,Max |
Sai số hình dạng lớn nhất đo được của hình cầu đối với phép kiểm sự thay đổi của độ trễ thời gian |
6.9.4 |
|
ESPH,TD,D |
Sai số của phép đo đường kính hình cầu đối với phép kiểm sự thay đổi của độ trễ thời gian |
6.9.4 |
|
ESPH,TD,X |
Sai số vị trí theo trục X của tâm hình cầu đối với phép kiểm sự thay đổi của độ trễ thời gian |
6.9.4 |
|
ESPH,TD,Y |
Sai số vị trí theo trục Y của tâm hình cầu đối với phép kiểm sự thay đổi của độ trễ thời gian |
6.9.4 |
|
ESPH,TD,Z |
Sai số vị trí theo trục Z của tâm hình cầu đối với phép kiểm sự thay đổi của độ trễ thời gian |
6.9.4 |
|
ESPT,TD,X |
Sai số theo trục X đối với phép kiểm sự thay đổi của trễ thời gian theo một trục |
6.9.2 |
|
ESPT,TD,Y |
Sai số theo trục Y đối với phép kiểm sự thay đổi của trễ thời gian theo một trục |
6.9.2 |
|
ESPT,TD,Z |
Sai số theo trục Z đối với phép kiểm sự thay đổi của trễ thời gian theo một trục |
6.9.2 |
|
EPLA,Z |
Sai số xác định mặt phẳng tham chiếu của hệ WCS theo trục Z |
6.7 |
|
EWEB,X |
Sai số kích thước của phép đo đường gờ theo chiều trục X |
6.10.2 |
|
EWEB,Y |
Sai số kích thước của phép đo đường gờ theo chiều trục Y |
6.10.2 |
|
PFTU |
Định nghĩa sai số dò |
3.3.3 |
|
PFTU,2D |
Sai số dò 2D |
6.5 |
|
PFTU,3D |
Sai số dò 3D |
6.6 |
|
RCIR,D |
Khả năng lặp lại của phép đo đường kính vòng tròn |
6.10.3 |
|
RCIR,X |
Khả năng lặp lại của vị trí tâm đường tròn theo chiều trục X |
6.2.3 |
|
RCIR,Y |
Khả năng lặp lại của vị trí tâm đường tròn theo chiều trục Y |
6.2.3 |
|
RCML,X |
Khả năng lặp lại kết hợp của vị trí và gia công theo trục X |
6.8 |
|
RCML,Y |
Khả năng lặp lại kết hợp của vị trí và gia công theo trục Y |
6.8 |
|
RCML,Z |
Khả năng lặp lại kết hợp của vị trí và gia công theo trục Z |
6.8 |
|
RPTL,X |
Khả năng lặp lại của vị trí dò theo chiều trục X |
6.4 |
|
RPTL,Y |
Khả năng lặp lại của vị trí dò theo chiều trục Y |
6.4 |
|
RPTL,Z |
Khả năng lặp lại của vị trí dò theo chiều trục Z |
6.4 |
|
RSPH,X |
Khả năng lặp lại của vị trí tâm hình cầu theo chiều trục X |
6.2.4 |
|
RSPH,Y |
Khả năng lặp lại của vị trí tâm hình cầu theo chiều trục Y |
6.2.4 |
|
RSPH,Z |
Khả năng lặp lại của vị trí tâm hình cầu theo chiều trục Z |
6.2.4 |
|
RSET,L,N |
Khả năng lặp lại của chỉnh đặt chiều dài dụng cụ với dụng cụ không quay |
7.3.2 |
|
RSET,L,R |
Khả năng lặp lại của chỉnh đặt chiều dài dụng cụ với dụng cụ quay |
7.3.3 |
|
RSET,D,R |
Khả năng lặp lại của chỉnh đặt đường kính dụng cụ |
7.3.4 |
|
RSPH,D |
Khả năng lặp lại của phép đo đường kính hình cầu. |
6.10.4 |
|
RSPT,X |
Khả năng lặp lại của việc dò một điểm theo chiều trục X |
6.2.2 |
|
RSPT,Y |
Khả năng lặp lại của việc dò một điểm theo chiều trục Y |
6.2.2 |
|
RSPT,Z |
Khả năng lặp lại của việc dò một điểm theo chiều trục Z |
6.2.2 |
|
RWEB,X |
Khả năng lặp lại của phép đo kích thước đường gờ theo chiều trục X |
6.10.2 |
|
RWEB,Y |
Khả năng lặp lại của phép đo kích thước đường gờ theo chiều trục Y |
6.10.2 |
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 1, Geometrical product specifications (GPS) – Standard reference temperature for geometrical product specifition and verfition (Đặc tính hình học của sản phẩm (GPS) - Nhiệt độ tham chiếu chuẩn cho kiểm tra xác nhận và đặc tính hình học của sản phẩm)
[2] TCVN 5906 (ISO 1101), Đặc tính hình học của sản phẩm (GPS) – Dung sai hình học – Dung sai hình dạng, hướng, vị trí và độ đảo
[3] ISO 10360-1:2000, Geometrical product specifications (GPS) – Acceptance and reverification tests for coordinate measuring machines (CMM) – Part 1: Vocabulary (Đặc tính hình học của sản phẩm (GPS) – Kiểm nghiệm thu và kiểm tra xác nhận lại đối với các máy đo tọa độ (CMM) – Phần 1: Từ vựng)
[4] ISO 10360-2, Geometrical product specifications (GPS) - Acceptance and reverification test for coordinate measuring machines (CMM) – Part 2: CMSs used measuring linear dimensions (Đặc tính hình học của sản phẩm (GPS) – Kiểm nghiệm thu và kiểm tra xác nhận lại đối với các máy đo tọa độ (CMM0 – Phần 2 : Máy đo tọa độ dùng để đo các kích thước dài)
[5] TCVN 10170-1 (ISO 10791-1), Điều kiện kiểm trung tâm gia công – Phần 1: Kiểm hình học cho máy có trục chính nằm ngang và các đầu phụ (trục Z nằm ngang)
[6] ISO/TS 23165, Geometrical product specifications (GPS) – Guidelines for the evaluation of coordinate measuring machines (CMM) test uncertainty (Đặc tính hình học của sản phẩm (GPS) – Hướng dẫn về đánh giá độ không đảm bảo của phép kiểm các máy đo tọa độ (CMM))
[7] ISO 14253-1, Geometrical product specifications (GPS) – Inspection by measurement of wokpieces and measuring equipment – Part 1: Decision rules for proving conformance or non-conformance with specifications (Đặc tính hình học của sản phẩm (GPS) – Kiểm tra bằng cách đo chi tiết gia công và thiết bị đo – Phần 1: Các quy định lựa chọn để chứng minh sự phù hợp và không phù hợp với các đặc tính kỹ thuật)
[8] ISO 14253-2, Geometrical product specifications (GPS) – Inspection by measurement of workpieces and measuring equipment – Part 2: Guidance for the estimation of uncertainty in GPS measurement, in calibration of measuring equipment and in product verification (Đặc tính hình học của sản phẩm (GPS) – Kiểm tra bằng cách đo chi tiết gia công và thiết bị đo – Phần 2 : Hướng dẫn về đánh giá độ không đảm bảo trong đo đặc tính hình học của sản phẩm, trong hiệu chuẩn thiết bị đo và kiểm tra xác nhận sản phẩm)
[9] ASME B89.7.3.1-2001, Guidelines for decision rules – Considering measurement uncertainty in determining conformance to specifications (Hướng dẫn về các quy tắc quyết định – Xem xét độ không đảm bảo đo trong xác định sự phù hợp với các đặc tính kỹ thuật)
[10] ASME B89.4.1-1997, Methods of conformance evaluation of coordinate measuning machines (Phương pháp đánh giá sự phù hợp của các máy đo tọa độ)
[11] ASME B5.54-2005, Methods for performance evaluation of computer numerically controlled machining centers (Phương pháp đánh giá sự phù hợp của các trung tâm gia công điều khiển số bằng máy tính)
[12] VDI/VDE 2617-1, Accuracy of coordinate measuring machines – Characteristics and their checking – Generalities (Độ chính xác của các máy đo tọa độ - Đặc tính và kiểm các máy đo tọa độ - Đại cương)
[13] VDI/VDE 2617-3, Accuracy of coordinate measuning machines – Characteristics and their checking – Characteristic parameters and their checking – Compoments of measurement deviation on the machine (Độ chính xác của các máy đo tọa độ - Đặc tính và kiểm các máy đo tọa độ - Các thông số đặc tính và kiểm các thông số đặc tính – Các thành phần của sai lệch phép đo trên máy)