Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 7305-3:2008 (ISO 4427-3:2007) về Hệ thống ống nhựa - Ống nhựa polyetylen (PE) và phụ tùng dùng để cấp nước - Phần 3: Phụ tùng
TIÊU CHUẨN QUỐC GIA
TCVN 7305-3:2008
ISO 4427-3:2007
HỆ THỐNG ỐNG NHỰA - ỐNG POLYETYLEN (PE) VÀ PHỤ TÙNG DÙNG ĐỂ CẤP NƯỚC - PHẦN 3: PHỤ TÙNG
Plastics piping systems – Polyethylene (PE) pipes and fittings for water supply – Part 3: Fittings
Lời nói đầu
Bộ TCVN 7305:2008 thay thế TCVN 7305 : 2003.
TCVN 7305-3:2008 hoàn toàn tương đương ISO 4427-3 : 2007.
TCVN 7305-3: 2008 do Ban kỹ thuật Tiêu chuẩn TCVN/TC 138 Ống và phụ tùng đường ống biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ TCVN 7305, Hệ thống ống nhựa - Ống polyetylen (PE) và phụ tùng dùng để cấp nước, gồm các phần sau:
- TCVN 7305-1:2008 (ISO 4427-1:2007), Phần 1: Qui định chung;
- TCVN 7305-2:2008 (ISO 4427-2:2007), Phần 2: Ống;
- TCVN 7305-3:2008 (ISO 4427-3:2007), Phần 3: Phụ tùng;
- TCVN 7305-5:2008 (ISO 4427-5:2007), Phần 5: Sự phù hợp với mục đích của hệ thống.
Lời giới thiệu
Bộ TCVN 7305 (ISO 4427) qui định các yêu cầu đối với hệ thống đường ống bằng polyetylen (PE) và các bộ phận của chúng. Hệ thống đường ống này được sử dụng với mục đích để cấp nước sinh hoạt, bao gồm cả nước thô trước khi được xử lí và nước dùng cho các mục đích khác.
Về các ảnh hưởng bất lợi tiềm ẩn của các sản phẩm nêu trong bộ TCVN 7305 (ISO 4427) đến chất lượng nước sinh hoạt:
a) Bộ TCVN 7305 (ISO 4427) không đưa ra thông tin liên quan đến việc liệu các sản phẩm này có thể được sử dụng không có hạn chế;
b) các quy chuẩn quốc gia hiện tại liên quan đến việc sử dụng và/hoặc các đặt tính của các sản phẩm này vẫn có hiệu lực.
CHÚ THÍCH: Hướng dẫn về đánh giá sự phù hợp có thể xem trong các Tài liệu tham khảo [9] và [10].
HỆ THỐNG ỐNG NHỰA - ỐNG POLYETYLEN (PE) VÀ PHỤ TÙNG DÙNG ĐỂ CẤP NƯỚC - PHẦN 3: PHỤ TÙNG
Plastics piping systems – Polyethylene (PE) pipes and fittings for water supply – Part 3: Fittings
1. Phạm vi áp dụng
Tiêu chuẩn này qui định các khía cạnh chung cho phụ tùng được sản xuất từ polyetylen (PE) dùng để cấp nước sinh hoạt, bao gồm cả nước thô trước khi được xử lý và nước dùng cho các mục đích chung.
Tiêu chuẩn này qui định các thông số thử cho các phương pháp thử được sử dụng.
Cùng với các phần khác của bộ TCVN 7305:2008 (ISO 4427:2007), tiêu chuẩn này có thể áp dụng cho ống và phụ tùng PE, các mối nối của chúng và các mối nối cơ học với các loại vật liệu khác, để sử dụng trong các điều kiện sau:
a) áp suất làm việc tối đa (MOP) lên đến và bằng 2,5 MPa1);
b) nhiệt độ làm việc ở 20 °C là nhiệt độ chuẩn.
CHÚ THÍCH 1: Để áp dụng tại nhiệt độ làm việc không đổi lớn hơn 20 °C và đến 40 °C, xem phụ lục A của TCVN 7305-1 (ISO 4427-1).
CHÚ THÍCH 2: Bộ TCVN 7305 (ISO 4427) qui định một khoảng áp suất làm việc tối đa và đưa ra các yêu cầu về màu sắc và các phụ gia. Điều này là trách nhiệm của khách hàng hoặc nhà kỹ thuật để đưa ra sự lựa chọn phù hợp từ các tính chất của ống, có xem xét đến các yêu cầu cụ thể và một số các hướng dẫn hoặc qui chuẩn quốc gia liên quan về thực hành hoặc quy phạm lắp đặt.
Các loại phụ tùng sau đây được áp dụng:
- phụ tùng nối theo phương pháp nung chảy – phụ tùng nối theo phương pháp nung chảy bằng điện, phụ tùng nối mặt đầu bằng phương pháp nung chảy và phụ tùng có đầu nối nong nối bằng phương pháp nung chảy (xem Phụ lục A);
- phụ tùng chế tạo sẵn (xem Phụ lục B);
- phụ tùng nối theo phương pháp cơ học;
- phụ tùng nối bằng bích.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn sau rất cần thiết cho việc áp dụng tiêu chuẩn. Đối với các tài liệu viện dẫn ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu viện dẫn không ghi năm công bố thì áp dụng phiên bản mới nhất, bao gồm cả các sửa đổi.
TCVN 6145: 1996 (ISO 3126: 1974), Ống nhựa nhiệt dẻo – Phương pháp đo kích thước.
TCVN 6149-1: 2007 (ISO 1167-1:2005), Ống, phụ tùng và hệ thống phụ tùng bằng nhựa nhiệt dẻo dùng để vận chuyển chất lỏng – Xác định độ bền với áp suất bên trong – Phần 1: Phương pháp thử chung.
TCVN 7305-1: 2008 (ISO 4427-1: 2007), Hệ thống ống nhựa - Ống polyetylen (PE) và phụ tùng dùng để cấp nước – Phần 1: Qui định chung.
TCVN 7305-2: 2008 (ISO 4427-2: 2007), Hệ thống ống nhựa - Ống polyetylen (PE) và phụ tùng dùng để cấp nước – Phần 2: Ống.
TCVN 7305-5: 2008 (ISO 4427-5: 2007), Hệ thống ống nhựa - Ống polyetylen (PE) và phụ tùng dùng để cấp nước- Phần 5: Sự phù hợp với mục đích của hệ thống.
ISO 1133: 2005, Plastics – Determination of the melt mass-flow rate (MFR) and the melt volume-flow rate (MVR) of thermoplastics [Chất dẻo: Xác định tốc độ dòng chảy theo khối lượng (MFR) và tốc độ dòng chảy theo thể tích (MVR) của nhựa nhiệt dẻo].
ISO 1167-3, Thermoplastics pipes, fittings and assembiles for the conveyance of fluids – Determination of the resistance to internal pressure – Part 3: Praparation of components (Ống, phụ tùng và hệ thống phụ tùng bằng nhựa nhiệt dẻo dùng để vận chuyển chất lỏng – Xác định độ bền với áp suất bên trong – Phần 3: Chuẩn bị các chi tiết).
ISO 4433-1: 1997, Thermoplastics pipes – Resistance to liquid chemicals – Classification – Part 1: Immersion test method (Ống nhựa nhiệt dẻo – Độ bền với hóa chất lỏng – Phân loại – Phần 1: Phương pháp thử ngâm),
ISO 4433-2: 1997, Thermoplastics pipes – Resistance to liquid chemicals – Classification – Part 2: Polyolefin pipes (ống nhựa nhiệt dẻo – Độ bền với hóa chất lỏng – Phân loại – Phần 2: Ống polyolefin).
ISO 9624, Thermoplastics pipes for fluids under pressure – Mating dimensions of flange adapters and loose backing flanges (Ống nhựa nhiệt dẻo dùng cho chất lỏng dưới áp suất – Kích thước của đầu nối mặt bích và mặt bích tự do).
ISO 11357-6: 2002, Plastics – Differential scanning calorimetry (DSC) – Part 6: Determination of oxidation induction time (Chất dẻo – Phép đo nhiệt lượng quét vi sai (DSC) – Phần 6: Xác định thời gian cảm ứng oxy hóa).
ISO 12176-1, Plastics pipes and fittings – Equipment for fusion jointing polyethylene systems – Part 1: Butt fusion (Ống và phụ tùng bằng nhựa nhiệt dẻo – Thiết bị cho hệ thống polyetylen nối bằng phương pháp nung chảy điện – Phần 1: Nung chảy mặt dầu)
ISO 13951, Plastics piping systems – Test method for the resistance of polyolefin pipe/pipe or pipe/fitting assemblies to tensile loading (Hệ thống ống nhựa nhiệt dẻo – Phương pháp thử xác định độ bền của tổ hợp ống/ống polyolefin hoặc ống/phụ tùng dưới lực kéo căng).
ISO 13953, Polyethylene (PE) pipes and fittings – Determination of the tensile strength and failure mode of test pieces from a butt-fused joint (Ống polyetylen (PE) và phụ tùng – Xác định độ bền kéo đứt và kiểu hỏng của mẫu thử của mối nối nung chảy mặt đầu).
ISO 13954, Plastics pipes and fittings – Peel decohesion test for polyethylene (PE) electrofusion assemblies of nominal outside diameter greater than or equal to 90 mm (Ống nhựa và phụ tùng – Phép thử tách kết dính nội đối với tổ hợp polyetylen (PE) nung chảy bằng điện có đường kính ngoài danh nghĩa lớn hơn hoặc bằng 90 mm).
ISO 13955, Plastics pipes and fittings – Crushing decohesion test for polyethylene (PE) electrofusion assemblies (Ống và phụ tùng bằng nhựa – Phép thử tách đập vỡ kết dính nội của tổ hợp nung chảy điện polyetylen (PE).
ISO 13957: 2001, Plastics pipes and fitting – Polyethylene (PE) tapping tees – Test method for impact resistance (Ống và phụ tùng bằng nhựa – Ba chạc polyetylen (PE) có ren – Phương pháp thử độ bền va đập).
ISO 14236, Plastics pipes and fittings – Mechanical-joint compression fittings for use with polyethylene pressure pipes in water supply systems (Ống và phụ tùng bằng nhựa – Các phụ tùng nối cơ học sử dụng trong hệ thống ống polyetylen cấp nước dưới áp suất).
EN 681-1: 1996, Elastomeric seals – Materials requirement for pipe joint seals used in water and drainage applications – Part 1: Vulcanized rubber (Đệm đàn hồi – Các yêu cầu về vật liệu cho các đệm nối ống sử dụng trong cấp nước và thải – Phần 1: Cao su lưu hóa).
EN 681-2: 1996, Elastomeric seals – Materials requirements for pipe joint seals used in water and drainage applications – Part 2: Thermoplastics elastomers (Đệm đàn hồi – Các yêu cầu về vật liệu cho các đệm nối ống sử dụng trong cấp và thoát nước – Phần 2: Vật liệu đàn hồi nhựa nhiệt dẻo).
3. Thuật ngữ, định nghĩa và thuật ngữ viết tắt
Trong tiêu chuẩn này áp dụng các thuật ngữ, định nghĩa, ký hiệu và các thuật ngữ viết tắt theo TCVN 7305-1 (ISO 4427-1), và các thuật ngữ, định nghĩa sau đây:
3.1. Phụ tùng nối có đầu nong theo phương pháp nung chảy bằng điện (eletrofusion socket fitting)
Phụ tùng bằng polyetylen (PE) bao gồm một hoặc nhiều tập hợp các thành phần đốt nóng có khả năng chuyển năng lượng điện thành nhiệt để thực hiện mối nối nung chảy với đầu nối không nong hoặc với ống.
3.2. Phụ tùng đai khởi thủy nối theo phương pháp nung chảy bằng điện (eletrofusion saddle fitting)
Phụ tùng bằng polyetylen (PE) bao gồm một hoặc nhiều tập hợp các thành phần đốt nóng có khả năng chuyển năng lượng điện thành nhiệt để hình thành sự nung chảy trên ống.
3.2.1. Chạc ba có ren (tapping tee)
Phụ tùng đai khởi thủy nối theo phương pháp nung chảy bằng điện (hàn cục bộ hoặc bao xung quanh) có bộ phận cắt được sử dụng để cắt xuyên qua thành của ống chính, bộ phận cắt vẫn còn ở lại trong thân của chạc ba có ren sau khi lắp đặt.
3.2.2. Đai khởi thủy phân nhánh (branch saddle)
Phụ tùng đai khởi thủy nối theo phương pháp nung chảy bằng điện (tải trọng lên đầu hoặc bao xung quanh) có dụng cụ cắt kèm theo để khoan lỗ trong nồi vào ống chính.
3.3. Phụ tùng đầu nối không nong (spigot end fitting)
Phụ tùng bằng polyetylen (PE) có đường kính ngoài của chiều dài đầu nối không nong bằng đường kính ngoài danh nghĩa, dn, của ống tương ứng.
3.4. Phụ tùng đầu nối có nong để nối theo phương pháp nung chảy (socket fusion fitting)
Phụ tùng bằng polyetylen (PE) trong đó đầu nong được thiết kế để nối được bằng phương pháp nung chảy với đầu nối không nong hoặc với ống bằng cách sử dụng dụng cụ đốt nóng.
3.5. Phụ tùng chế tạo sẵn (fabricated fitting)
Phụ tùng được sản xuất từ ống phù hợp với TCVN 7305-2 (ISO 4427-2) và/hoặc từ các phụ tùng được sản xuất theo phương pháp ép phun theo tiêu chuẩn này.
3.6. Phụ tùng nối theo phương pháp cơ học (mechanical fitting)
Phụ tùng được sử dụng để lắp ráp ống polyetylen (PE) với ống PE khác hoặc với một số chi tiết của hệ thống đường ống.
CHÚ THÍCH 1: Phụ tùng nối theo phương pháp cơ học có thể được cung cấp cho quá trình lắp ráp tại công trường hoặc lắp ráp sơ bộ bởi các nhà sản xuất và nói chung thường bao gồm một bộ phận nén để bảo toàn áp suất, đảm bảo độ kín và độ bền với tải trọng đầu ống. Lồng một ống vào trong ống để đỡ cố định ống PE tránh không làm rão thành ống dưới tác dụng của lực nén xuyên tâm.
CHÚ THÍCH 2: Các chi tiết bằng kim loại của các phụ tùng này có thể được lắp với ống kim loại bằng mối nối có ren, mối nối nén ép hoặc bằng cách hàn hoặc bằng mặt bích với các bích PE. Phụ tùng này có thể nối cố định hoặc tháo rời được.
3.7. Điều chỉnh điện áp (voltage regulation)
Kiểm soát năng lượng cung cấp trong quá trình nung chảy phụ tùng nối bằng phương pháp nung chảy theo thông số điện áp.
3.8. Điều chỉnh cường độ dòng điện (intensity regulation)
Kiểm soát năng lương cung cấp trong quá trình nung chảy phụ tùng nối bằng phương pháp nung chảy theo thông số cường độ dòng điện.
4. Vật liệu
4.1. Nguyên liệu PE
Nguyên liệu PE dùng để sản xuất phụ tùng phải tuân theo TCVN 7305-1 (ISO 4427-1).
4.2. Vật liệu cho các chi tiết không phải là polyetylen
4.2.1. Qui định chung
Vật liệu và các chi tiết cấu thành sử dụng trong chế tạo phụ tùng (bao gồm cả vật liệu đàn hồi, mỡ bôi trơn và các chi tiết kim loại) phải có độ bền với môi trường trong và ngoài như các chi tiết khác của hệ thống đường ống và có tuổi thọ mong muốn dưới các điều kiện sau đây ít nhất là bằng với ống PE theo TCVN 7305-2 (ISO 4427-2) khi chúng được sử dụng:
a) trong khi bảo quản;
b) dưới tác động của chất lỏng được vận chuyển;
c) xem xét đến môi trường vận hành và các điều kiện thao tác.
Các yêu cầu về mức tính năng của vật liệu cho các chi tiết không phải là polyetylen ít nhất phải nghiêm ngặt như yêu cầu cho nguyên liệu PE dùng cho hệ thống đường ống.
Các vật liệu khác sử dụng trong phụ tùng và có tiếp xúc với ống PE không được có ảnh hưởng bất lợi đến đặc tính của ống hoặc gây ra vết nứt do ứng suất.
4.2.2. Các chi tiết kim loại
Tất cả các chi tiết dễ bị ăn mòn phải được bảo vệ thích hợp.
Khi sử dụng các vật liệu kim loại không giống nhau mà có thể tiếp xúc với môi trường ẩm, thì phải có biện pháp để tránh ăn mòn điện hóa.
4.2.3. Vật liệu đàn hồi
Các vật liệu có tính đàn hồi được sử dụng cho sản xuất các vòng đệm phải tuân theo EN 681 – 1 hoặc EN 681 – 2, nếu phù hợp.
4.2.4. Các vật liệu khác
Mỡ bôi trơn hoặc dầu nhờn không được rỉ ra trên diện tích nung chảy và không gây ảnh hưởng đến tính năng dài hạn của phụ tùng và cũng không được có bất kỳ ảnh hưởng bất lợi nào đến chất lượng nước.
5. Các đặc tính chung
5.1. Ngoại quan
Khi quan sát không cần phóng đại, các bề mặt trong và ngoài của phụ tùng phải nhẵn, sạch, không có gờ, bong rộp và các khuyết tật bề mặt khác làm cản trở sự phù hợp của phụ tùng với tiêu chuẩn này.
5.2. Thiết kế
Thiết kế phụ tùng phải sao cho, khi lắp ghép phụ tùng với ống hoặc với các bộ phận khác theo khuyến cáo của nhà sản xuất, các cuộn dây điện và/hoặc các vòng đệm không phải thay.
5.3. Màu sắc
Phụ tùng phải là màu xanh hoặc màu đen. Đối với phụ tùng chế tạo sẵn, các đặc tính về màu sắc của ống phải tuân theo TCVN 7305-2 (ISO 4427-2).
Khi lắp đặt ở trên mặt đất, tất cả các bộ phận có màu xanh phải được bảo vệ để tránh tia tử ngoại (UV).
5.4. Đặc tính điện đối với các phụ tùng nối theo phương pháp nung chảy bằng điện
Việc bảo vệ điện phải được cung cấp bởi hệ thống phụ thuộc vào điện áp và cường độ dòng điện được sử dụng và vào đặc tính công suất điện.
Đối với điện áp lớn hơn 25 V, không cho phép tiếp xúc trực tiếp của người với các bộ phận đã được đóng điện khi phụ tùng đang trong chu trình nung chảy khi lắp ráp theo hướng dẫn của nhà sản xuất phụ tùng và thiết bị lắp ráp.
CHÚ THÍCH 1: Loại phụ tùng này là một bộ phận của hệ thống điện như đã định nghĩa trong IEC 60335-1, IEC 60364-1 và IEC 60449. Việc bảo vệ để tránh tiếp xúc trực tiếp với các bộ phận có điện (vật dẫn) yêu cầu phải theo IEC 60529. Việc bảo vệ này phụ thuộc vào điều kiện ở nơi làm việc.
CHÚ THÍCH 2: Xem Phụ lục C ví dụ về các bộ phận nối có cữ chặn theo phương pháp nung chảy bằng điện thông thường.
Bề mặt đầu nối của ống cho phép độ bền tiếp xúc tối thiểu để đáp ứng được các yêu cầu dung sai về độ bền (giá trị trung bình ± 10 %).
5.5. Ngoại quan của các mối nối làm trong nhà máy
Các yêu cầu sau đây chỉ áp dụng cho các mối nối và phụ tùng được sản xuất hoặc lắp ráp trong nhà máy.
Bề mặt trong và ngoài của ống và phụ tùng sau khi được nối theo phương pháp nung chảy bằng điện khi được kiểm tra bằng mắt thường, không được có chất nung chảy bị thấm rỉ ra ngoài chỗ tiếp giáp của phụ tùng trừ khi điều đó được chấp nhận bởi nhà sản xuất phụ tùng hoặc được sử dụng như là cách đánh dấu vị trí nung chảy.
Bất kỳ sự thấm rỉ chất nung chảy nào cũng không được gây ra dịch chuyển dây trong phụ tùng nung chảy dẫn đến ngắn mạch khi nối theo hướng dẫn của nhà sản xuất. Không được có sự tăng quá mức bề mặt bên trong của các ống nối hoặc đầu nối không nong.
5.6. Sự ảnh hưởng đến chất lượng nước
Cần phải lưu ý đến các yêu cầu của các qui chuẩn quốc giá (xem Lời giới thiệu). Xem TCVN 7305-1: (ISO 4427-1), Điều 5.
6. Đặc tính hình học
6.1. Phép đo kích thước
Các kích thước của phụ tùng được đo theo TCVN 6145 (ISO 3126). Trong trường hợp tranh chấp, các phép đo kích thước được thực hiện không ít hơn 24 h sau khi ống được sản xuất và sau khi điều hòa ít nhất là 4 h ở (23 ± 2) °C.
6.2. Kích thước của đầu nối có nong theo phương pháp nung chảy bằng điện
6.2.1. Đường kính và chiều dài của đầu nối theo phương pháp nung chảy bằng điện
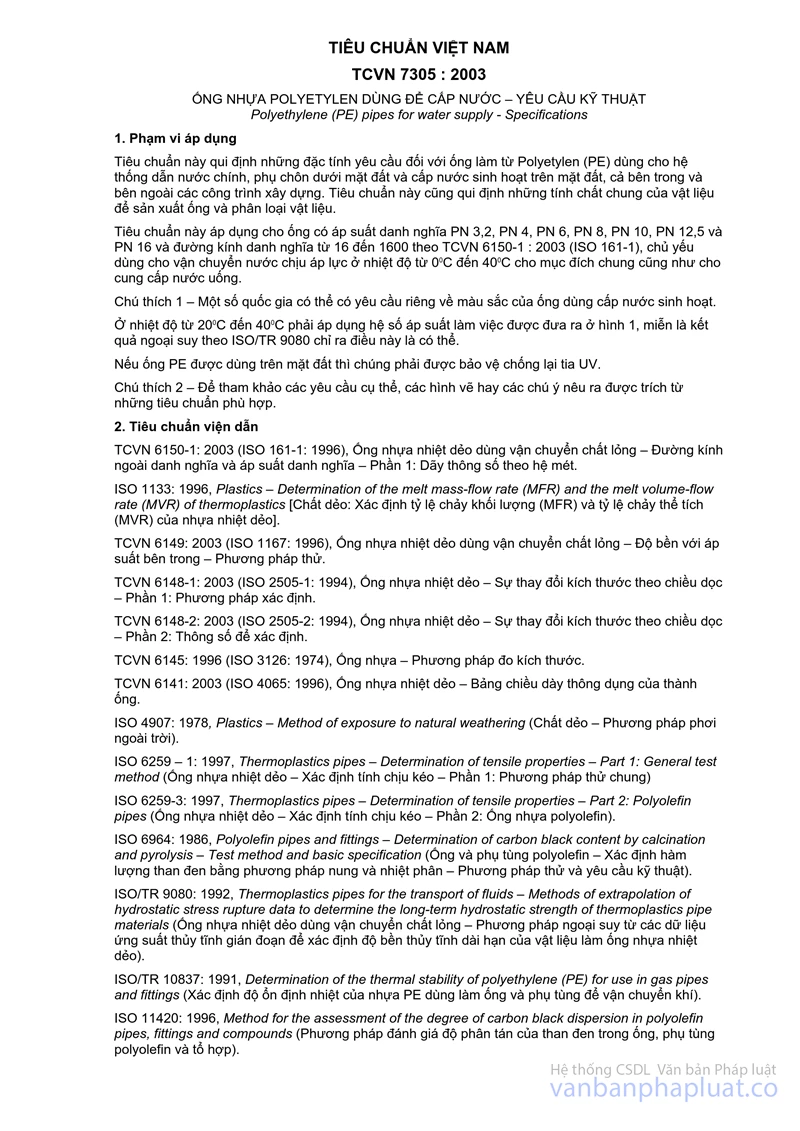
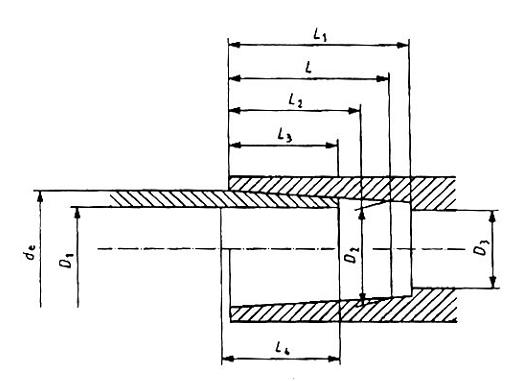
Khi đo theo 6.1, đường kính và chiều dài của đầu nối có nong theo phương pháp nung chảy bằng điện (xem hình 1) phải tuân thủ theo Bảng 1.
Đường kính trong trung bình của phụ tùng ở giữa vùng nung chảy, D1, xem ở Hình 1, không được nhỏ hơn dn. Nhà sản xuất phải công bố các giá trị thực tối đa và tối thiểu của D1 và L1 cho việc xác định tính phù hợp để kẹp và ghép nối.
Trong trường hợp phụ tùng đầu nối có nong với kích cỡ khác nhau thì từng đầu nối phải tuân theo yêu cầu tương ứng đối với đường kính danh nghĩa.
Chú giải
D1 đường kính trong trung bình trong vùng nung chảy a
D2 lỗ, là đường kính tối thiểu của dòng nước chảy qua phần thân của phụ tùng b
L1 độ sâu lồng ống hoặc ở đầu không nong của phụ tùng đầu nối không nong c
L2 chiều dài đoạn nung nóng ở trong đầu nối có nong d
L3 khoảng cách giữa miệng phụ tùng và điểm đầu của vùng nung chảy e
a D1 được đo trong mặt phẳng song song với mặt phẳng của miệng phụ tùng ở khoảng cách là L3 + 0,5L2
b D2 ≥ (dn – 2 emin).
c Trong trường hợp đầu nối không có cữ chặn thì chiều sâu này không được lớn hơn một nửa tổng chiều dài của phụ tùng.
d Theo công bố của nhà sản xuất là chiều dài danh nghĩa của vùng nung chảy.
e Theo công bố của nhà sản xuất là chiều dài danh nghĩa phần thâm nhập không bị nung nóng của phụ tùng. L3 phải ≥ 5 mm.
Hình 1 – Kích thước của các đầu nối có nong để nối theo phương pháp nung chảy bằng điện
Bảng 1 – Kích thước của đầu nối có nong để nối theo phương pháp nung chảy bằng điện
Các kích thước tính bằng milimét
|
Đường kính danh nghĩa của phụ tùng dn |
Độ sâu lồng ống |
Vùng nung chảy L2,min |
||
|
L1,min |
L1,max |
|||
|
Điều chỉnh cường độ dòng điện |
Điều chỉnh điện áp |
|||
|
20 25 32 40
50 63 75 90 110
125 140 160 180 200
225 250 280 315 355
400 450 500 560 630 |
20 20 20 20
20 23 25 28 32
35 38 42 46 50
55 73 81 89 99
110 122 135 147 161 |
25 25 25 25
28 31 35 40 53
58 62 68 74 80
88 95 104 115 127
140 155 170 188 209 |
41 41 44 49
55 63 70 79 82
87 92 98 105 112
120 129 139 150 164
179 195 212 235 255 |
10 10 10 10
10 11 12 13 15
16 18 20 21 23
26 33 35 39 42
47 51 56 61 67 |
6.2.2. Chiều dày thành
Để ngăn ngừa sự tập trung ứng suất, bất kỳ thay đổi nào về chiều dày thành của thân phụ tùng phải thay đổi dần dần.
a) Nếu phụ tùng và ống tương ứng được sản xuất từ polyetylen có cùng MRS thì chiều dày thành của thân phụ tùng tại điểm bất kỳ, E, phải lớn hơn hoặc bằng emin đối với ống tương ứng tại phần bất kỳ của phụ tùng được xác định ở khoảng cách tối đa là 2L1/3, tính từ tất cả các mặt đầu vào.
Nếu phụ tùng sản xuất từ polyetylen có MRS khác với ống tương ứng thì mối liên quan giữa chiều dày thành của phụ tùng, E, và của ống, emin phải tuân thủ theo Bảng 2.
b) Trường hợp chiều dày thành được thiết kế khác với a) thì phụ tùng và các mối nối theo phương pháp nung chảy phải tuân thủ thêm các yêu cầu tính năng cho trong 7.5.
Bảng 2 – Mối liên quan giữa chiều dày thành ống và phụ tùng
|
Vật liệu |
Mối liên quan giữa chiều dày thành phụ tùng, E, và chiều dày thành ống, emin |
|
|
Ống |
Phụ tùng |
|
|
PE 80 |
PE 100 |
E ≥ 0,8 emin |
|
PE 100 |
PE 80 |
E ≥ 1,25 emin |
6.2.3. Độ ôvan của lỗ của phụ tùng (tại điểm bất kỳ)
Khi một phụ tùng xuất xưởng, độ ôvan của lỗ của phụ tùng tại điểm bất kỳ không được vượt quá 0,015dn.
6.2.4. Đầu nối không nong
Đối với phụ tùng có đầu ra không nong (ví dụ ba chạc ngang để nối theo phương pháp nung chảy bằng điện có nhánh là đầu nối không nong), các kích thước của đầu nối không nong phải tuân theo 6.3.
6.3. Kích thước của phụ tùng có đầu nối không nong
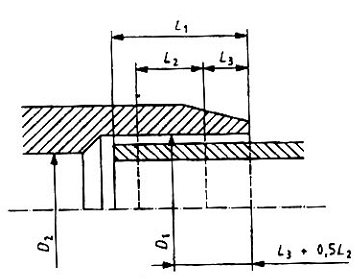
Nếu đo theo 6.1, kích thước của phụ tùng có đầu nối không nong phải tuân theo Bảng 3 (xem Hình 2).
6.4. Kích thước các phụ tùng có đầu nối nong nối theo phương pháp nung chảy
Khi có yêu cầu về hình dạng và kích thước của các phụ tùng cho loại này, xem Phụ lục A.
6.5. Kích thước của phụ tùng chế tạo sẵn
Khi có yêu cầu về hình dạng và kích thước của các phụ tùng cho loại này, xem Phụ lục B.
Bảng 3 – Kích thước của phụ tùng có đầu nối không nong
Các kích thước tính bằng milimét
|
Đường kính ngoài danh nghĩa của đầu nối không nong dn |
Đường kính ngoài trung bình của đầu nung chảy a |
Nung chảy bằng điện e |
Đầu nối có nong |
Nối mặt dầu theo phương pháp nung chảy |
||||||||
|
|
Cấp độ A
|
Cấp độ B
|
Độ ôvan
|
Đường kính lỗ
|
Chiều
dài cắt lùi lại |
Chiều
dài đoạn ống |
Chiều
dài đoạn ống |
Độ ôvan
|
Chiều
dài cắt lùi lại |
Chiều dài đoạn ống L2,min |
||
|
Thông
thường |
Đặc
biệt |
|||||||||||
|
20 |
20,0 |
̶ |
20,3 |
0,3 |
13 |
25 |
41 |
11 |
̶ |
̶ |
̶ |
̶ |
|
25 |
25,0 |
̶ |
25,3 |
0,4 |
18 |
25 |
41 |
12,5 |
̶ |
̶ |
̶ |
̶ |
|
32 |
32,0 |
̶ |
32,3 |
0,5 |
25 |
25 |
44 |
14,6 |
̶ |
̶ |
̶ |
̶ |
|
40 |
40,0 |
̶ |
40,4 |
0,6 |
31 |
25 |
49 |
17 |
̶ |
̶ |
̶ |
̶ |
|
50 |
50,0 |
̶ |
50,4 |
0,8 |
39 |
25 |
55 |
20 |
̶ |
̶ |
̶ |
̶ |
|
63 |
63,0 |
̶ |
63,4 |
0,9 |
49 |
25 |
63 |
24 |
1,5 |
5 |
16 |
5 |
|
75 |
75,0 |
̶ |
75,5 |
1,2 |
59 |
25 |
70 |
25 |
1,6 |
6 |
19 |
6 |
|
90 |
90,0 |
̶ |
90,6 |
1,4 |
71 |
28 |
79 |
28 |
1,8 |
6 |
22 |
6 |
|
110 |
110,0 |
̶ |
110,7 |
1,7 |
87 |
32 |
82 |
32 |
2,2 |
8 |
28 |
8 |
|
125 |
125,0 |
̶ |
125,8 |
1,9 |
99 |
35 |
87 |
35 |
2,5 |
8 |
32 |
8 |
|
140 |
140,0 |
̶ |
140,9 |
2,1 |
111 |
38 |
92 |
̶ |
2,8 |
8 |
35 |
8 |
|
160 |
160,0 |
̶ |
161,0 |
2,4 |
127 |
42 |
98 |
̶ |
3,2 |
8 |
40 |
8 |
|
180 |
180,0 |
̶ |
181,1 |
2,7 |
143 |
46 |
105 |
̶ |
3,6 |
8 |
45 |
8 |
|
200 |
200,0 |
̶ |
201,2 |
3,0 |
159 |
50 |
112 |
̶ |
4,0 |
8 |
50 |
8 |
|
225 |
225,0 |
̶ |
226,4 |
3,4 |
179 |
55 |
120 |
̶ |
4,5 |
10 |
55 |
10 |
|
250 |
250,0 |
̶ |
251,5 |
3,8 |
199 |
60 |
129 |
̶ |
5,0 |
10 |
60 |
10 |
|
280 |
280,0 |
282,6 |
281,7 |
4,2 |
223 |
75 |
139 |
̶ |
9,8 |
10 |
70 |
10 |
|
315 |
315,0 |
317,9 |
316,9 |
4,8 |
251 |
75 |
150 |
̶ |
11,1 |
10 |
80 |
10 |
|
355 |
355,0 |
358,2 |
357,2 |
5,4 |
283 |
75 |
164 |
̶ |
12,5 |
10 |
90 |
12 |
|
400 |
400,0 |
403,6 |
402,4 |
6,0 |
319 |
75 |
179 |
̶ |
14,0 |
10 |
95 |
12 |
|
450 |
450,0 |
454,1 |
452,7 |
6,8 |
359 |
100 |
195 |
̶ |
15,6 |
15 |
60 |
15 |
|
500 |
500,0 |
504,5 |
503,0 |
7,5 |
399 |
100 |
212 |
̶ |
17,5 |
20 |
60 |
15 |
|
560 |
560,0 |
565,0 |
563,4 |
8,4 |
447 |
100 |
235 |
̶ |
19,6 |
20 |
60 |
15 |
|
630 |
630,0 |
635,7 |
633,8 |
9,5 |
503 |
100 |
255 |
̶ |
22,1 |
20 |
60 |
20 |
|
a Dung sai cấp độ A và B theo TCVN 7093-1: 2003 (ISO 11922-1: 1997). b Giá trị L2 (nung chảy bằng điện) dựa trên công thức sau: - đối với dn ≤ 90, L2 = 0,6dn + 25 mm; - đối với dn ≥ 110, L2 = dn/3 + 45 mm. c Được sử dụng ưu tiên hơn. d Sử dụng cho phụ tùng chế tạo sẵn trong nhà máy. e Phụ tùng có đầu nối không nong được thiết kế để nối theo phương pháp nung chảy bằng điện cũng có thể sử dụng cho phương pháp nung chảy mặt đầu. |
||||||||||||
Chú giải
D1 đường kính ngoài trung bình của đầu nung chảy a
D2 lỗ bao gồm đường kính tối thiểu của dòng nước chảy qua phần thân của phụ tùng b
E chiều dày thành của thân phụ tùng c
E1 chiều dày thành của phần nung chảy d
L1 chiều dài cắt lùi lại đoạn nung chảy của đầu nung chảy e
L2, chiều dài đoạn ống của đầu được nung chảy f
a D1 được đo tại mặt phẳng bất kỳ song song với mặt phẳng của đầu vào tại khoảng cách không lớn hơn L2 (chiều dài đoạn ống) tính từ mặt phẳng của đầu vào.
b Số đo đường kính này không bao gồm miếng đệm để nung chảy (nếu có).
c Kích thước này bao gồm chiều dày được đo tại điểm bất kỳ của thành phụ tùng.
d Kích thước này được đo tại điểm bất kỳ ở khoảng cách lớn nhất của L1 (chiều dài cắt lùi lại) tính từ bề mặt đầu vào và phải bằng chiều dày thành ống và dung sai được sử dụng để nối theo phương pháp nung chảy mặt đầu, như qui định ở TCVN 7305-2 (ISO 4427-2), Bảng 2. E1 đối với các kích thước nhỏ, ít nhất là 3 mm.
e Kích thước này bao gồm cả độ sâu ban đầu của đầu nối không nong cần thiết cho nối nung chảy mặt đầu hoặc hàn lại và có thể có được bằng cách nối chiều dài ống với đầu nối không nong của phụ tùng miễn là chiều dày thành ống bằng với E1 đối với toàn bộ chiều dài của ống.
f Kích thước này bao gồm cả độ dài ban đầu của đầu nối không nong nung chảy và cho phép (trong một số tổ hợp): sử dụng ngàm cặp được yêu cầu ở trường hợp nối nung chảy mặt đầu; lắp ghép với một phụ tùng nối theo phương pháp nung chảy bằng điện; lắp ghép với một phụ tùng nối nung chảy có nong; sử dụng một dao khỏa cơ học.
Hình 2 – Kích thước của phụ tùng có đầu nối không nong
6.6. Kích thước của các phụ tùng đai khởi thủy để nối theo phương pháp nung chảy bằng điện
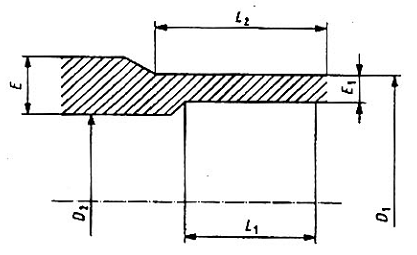
Các đầu ra của chạc ba có ren và đai khởi thủy chia nhánh phải được nối phù hợp với 6.3 hoặc với các đầu nối theo phương pháp nung chảy bằng điện phù hợp với 6.2. Nhà sản xuất phải công bố toàn bộ đặc tính kích thước của phụ tùng trong hồ sơ kỹ thuật. Các kích thước này phải gồm cả chiều cao lớn nhất của đai khởi thủy và chiều cao của ống phụ được đo từ đỉnh ống chính, như mô tả ở Hình 3.
Chú giải
H chiều cao của đai khởi thủy a
h chiều cao của ống phụ b
L chiều rộng của chạc ba có ren c
a là khoảng cách từ đỉnh ống chính đến đỉnh của chạc ba có ren.
b là khoảng cách giữa đỉnh ống chính và trục của ống phụ
c là khoảng cách giữa trục ống chính và mặt phẳng của miệng của chạc ba nối với ống phụ.
Hình 3 – Kích thước của phụ tùng đai khởi thủy để nối theo phương pháp nung chảy bằng điện
6.7. Kích thước của các phụ tùng để nối theo cách cơ học
Các phụ tùng để nối theo cách cơ học được sản xuất chủ yếu từ PE và có mục đích để nung nóng một phần với ống PE và một phần nối cơ học với các bộ phận khác, ví dụ khớp nối, phải phù hợp với các đặc tính hình học của hệ thống nối PE thường được sử dụng ít nhất trong một mối nối.
Phụ tùng để nối cơ học không sản xuất chủ yếu từ PE phải theo ISO 14236 hoặc áp dụng các tiêu chuẩn tương đương khác, nếu có.
6.8. Kích thước của mặt bích tự do và đầu nối mặt bích
Kích thước của mặt bích tự do và đầu nối mặt bích theo ISO 9624.
7. Đặc tính cơ học
7.1. Qui định chung
Phụ tùng phải được lắp ráp để thử với ống hoặc được coi như là một chi tiết của tổ hợp có nhiều hơn một phụ tùng được nối theo cách nung chảy với ống theo TCVN 7305-2 (ISO 4427-2).
Mỗi một tổ hợp được chuẩn bị từ các chi tiết (ống và phụ tùng) của loại chịu áp suất như nhau.
7.2. Điều hòa
Trừ khi có qui định khác trong phương pháp thử được sử dụng, các mẫu thử phải được điều hòa ở (23 ± 2) °C trước khi thử.
7.3. Yêu cầu
Các mẫu thử phải được thử theo Bảng 4. Nếu sử dụng phương pháp thử và các thông số thử được qui định trong bảng này thì phụ tùng phải có các đặc tính cơ học phù hợp với các yêu cầu trong Bảng 4.
Phụ tùng để nối theo cách cơ học phải phù hợp với ISO 14236.
Bảng 4 – Đặc tính cơ học
|
Đặc tính |
Yêu cầu |
Thông số thử |
Phương pháp thử |
|
|
Thông số |
Giá trị |
|||
|
Độ bền thủy tĩnh ở 20 °C |
Không có bất kỳ mẫu thử nào bị hỏng trong thời gian thử |
Đầu bịt
Số lượng mẫu thử b |
Kiểu
A
3 |
TCVN 6149-1 (ISO 1167-1)
ISO 1167-3 |
|
Độ bền thủy tĩnh ở 80 °C |
Không có bất kỳ mẫu thử nào bị hỏng trong thời gian thử |
Đầu bịt
|
Kiểu
A
|
TCVN 6149-1 (ISO 1167-1)
ISO 1167-3 |
|
Độ bền thủy tĩnh ở 80 °C |
Không có bất kỳ mẫu thử nào bị hỏng trong thời gian thử |
Đầu bịt
Kiểu thử |
Kiểu
A |
TCVN 6149-1 (ISO 1167-1)
ISO 1167-3 |
|
Độ bền kết dính nội đối với phụ tùng có đầu nối nong nối theo pp nung chảy bằng điện |
Chiều dài vết nứt ≤ L2/3 tại chỗ phá hủy giòn |
Nhiệt độ thử Số lượng mẫu thử b |
23 °C Theo ISO 13954 hoặc ISO 13955 |
ISO 13954 hoặc ISO 13955 |
|
Độ bền kết dính nội đối với phụ tùng đai khởi thủy theo cách nung chảy bằng điện |
Chiều dài vết nứt ≤ L2/3 tại chỗ phá hủy giòn |
Nhiệt độ thử Số lượng mẫu thử b |
23 °C Theo ISO 13955 |
ISO 13955 e |
|
Độ bền kéo dứt đối với phụ tùng nung chảy mặt đầu và phụ tùng có đầu nối không nong |
Thử phá hủy: |
Nhiệt độ thử Số lượng mẫu thử b |
23 °C Theo ISO 13953 |
ISO 13953 |
|
Độ bền va đập của chạc ba có ren |
Không hỏng, không rò rỉ |
Nhiệt độ thử |
(0
± 2) °C |
ISO 13957 |
|
a Đầu bịt kiểu B có thể sử dụng cho phép thử cho lô xuất xưởng đối với đường kính ≥ 500 mm. b Số lượng mẫu thử được lấy cho biết số lượng được yêu cầu để thiết lập được một giá trị cho các đặc tính mô tả trong bảng này. Số lượng mẫu thử yêu cầu cho việc kiểm soát quá trình sản xuất trong nhà máy và kiểm soát quá trình phải được liệt kê trong kế hoạch chất lượng của nhà máy. c Ứng suất phải được tính toán sử dụng các kích thước danh nghĩa của ống được sử dụng trong tổ hợp thử. d Không xem xét đến các lỗi phá hủy dẻo xảy ra trước; Xem qui trình thử lại trong 7.4. e Phương pháp thử này và các yêu cầu kỹ thuật của phương pháp có thể thay thế bằng tiêu chuẩn thử thích hợp được biên soạn bởi ISO/TC 138/SC 5. |
||||
7.4. Thử lại trong trường hợp bị phá hủy ở 80 °C
Sự phá hủy giòn trước 165 h đã tạo thành một phá hỏng; tuy nhiên, nếu trong thử nghiệm 165 h mà mẫu thử bị phá hủy dẻo trước 165 h thì phải tiến hành thử lại ở ứng suất được chọn thấp hơn để đạt được thời gian yêu cầu tối thiểu cho ứng suất thử chọn được thu được từ đường thẳng đi qua các điểm ứng suất/thời gian cho trong Bảng 5.
Bảng 5 – Thông số thử lại đối với độ bền thủy tĩnh ở 80 °C
|
PE 80 |
PE 100 |
||
|
Ứng suất MPa |
Thời gian thử tối thiểu h |
Ứng suất MPa |
Thời gian thử tối thiểu h |
|
4,5 4,4 4,3 4,2 4,1 4 |
165 233 331 474 685 1000 |
5,4 5,3 5,2 5,1 5 |
165 256 399 629 1000 |
7.5. Yêu cầu tính năng
Trong khi áp dụng theo 6.2.2 b), phụ tùng có đầu nối nong để nối theo phương pháp nung chảy bằng điện phải bổ sung thêm theo Bảng 6.
Bảng 6 – Yêu cầu tính năng sử dụng
|
Đặc tính |
Yêu cầu |
Thông số thử |
Phương pháp thử |
|
|
Thông số |
Giá trị |
|||
|
Độ bền áp suất bên trong ngắn hạn |
Áp suất phá hủy phải lớn hơn áp suất tương đương của 2xMRS tính cho ống có chiều dày thành lớn nhất đối với phụ tùng đã thiết kế |
Đầu bịt |
Loại
A |
Phụ lục D |
|
Độ bền đối với tải trọng kéo |
Độ giãn dài tối thiểu phải là 25 % trước khi bị cong |
Nhiệt độ thử |
23 °C |
Phụ lục E |
|
1 bar = 0,1 MPa, MPa = 105 Pa; 1 MPa = 1N/mm2. |
||||
8. Đặc tính vật lý
8.1. Điều hòa
Trừ khi có qui định khác trong khi sử dụng phương pháp thử, các mẫu thử phải được điều hòa ở (23 ± 2) °C trước khi thử.
8.2. Yêu cầu
Mẫu thử phải được thử phù hợp với Bảng 7. Khi sử dụng phương pháp thử và các thông số được qui định trong bảng này thì ống phải có các đặc tính vật lý phù hợp với các yêu cầu của Bảng 7.
Phụ tùng để nối bằng phương pháp cơ học phải tuân theo ISO 14236.
Bảng 7 – Đặc tính vật lý – Tất cả các phụ tùng
|
Đặc tính |
Yêu cầu |
Thông số thử |
Phương pháp thử |
|
|
Thông số |
Giá trị |
|||
|
Tốc độ dòng chảy theo khối lượng (MFR) |
MFR thay đổi theo quá trình ± 20 % b |
Tải trọng |
5
kg |
ISO 1133: 2005, Điều kiện T |
|
Thời gian cảm ứng oxy hóa |
≥ 20 min |
Nhiệt độ thử |
200
°C |
ISO 11357-6 |
|
Ảnh hưởng đến chất lượng nước |
Theo quy chuẩn quốc gia |
|||
|
a Số lượng mẫu thử được lấy cho biết số lượng được yêu cầu để thiết lập được một giá trị cho các đặc tính mô tả trong bảng này. Số lượng mẫu thử yêu cầu cho việc kiểm soát quá trình sản xuất trong nhà máy và kiểm soát quá trình phải được liệt kê trong kế hoạch chất lượng của nhà máy. b Giá trị đo được của phụ tùng liên quan với giá trị đo được của nguyên liệu sử dụng. c Phép thử có thể được tiến hành như phép thử gián tiếp ở 210°C miễn là có sự tương quan rõ ràng với kết quả ở 200 °C. Trong trường hợp tranh chấp, nhiệt độ thử là 200 °C. |
||||
9. Độ bền hóa của phụ tùng khi tiếp xúc với hóa chất
Đối với các lắp đặt đặc biệt, nếu cần thiết để ước lượng được độ bền hóa của phụ tùng, thì phụ tùng phải được phân loại theo ISO 4433-1 và ISO 4433-2.
CHÚ THÍCH: Hướng dẫn về độ bền hóa của phụ tùng PE cho trong ISO/TR 10358 [1].
10. Yêu cầu tính năng
Khi phụ tùng phù hợp với tiêu chuẩn này được lắp ghép với nhau hoặc với các bộ phận phù hợp với tiêu chuẩn khác của bộ tiêu chuẩn này thì các mối nối phải tuân theo TCVN 7305-5 (ISO 4427-5).
11. Ghi nhãn
11.1. Qui định chung
Tất cả các phụ tùng phải được ghi nhãn rõ ràng và bền theo qui định ghi nhãn, không gây ra các vết rạch hoặc các kiểu hư hỏng khác.
Nếu in bằng máy, màu mực in của các thông tin phải khác với màu cơ bản của sản phẩm.
Việc ghi nhãn phải sao cho đọc được rõ ràng mà không cần phóng đại.
CHÚ THÍCH: Nhà sản xuất không chịu trách nhiệm đối với việc ghi nhãn bị mờ do các hoạt động trong khi lắp đặt gây ra cũng như việc sử dụng khi sơn, xóa, che phủ các bộ phận hoặc khi sử dụng các chất tẩy rửa lên các bộ phận, trừ khi thỏa thuận hoặc có qui định của nhà sản xuất.
Không được ghi nhãn lên chiều dài tối thiểu của đầu nối không nong của phụ tùng.
11.2. Yêu cầu nội dung ghi nhãn tối thiểu
Nội dung ghi nhãn tối thiểu được yêu cầu phải tuân theo Bảng 8.
Đối với phụ tùng chế tạo sẵn, việc ghi nhãn phải được thỏa thuận giữa nhà sản xuất và khách hàng.
Bảng 8 – Yêu cầu nội dung ghi nhãn tối thiểu
|
Nội dung |
Cách ghi |
|
Số hiệu tiêu chuẩn |
TCVN 7305 (ISO 4427) a |
|
Dấu hiệu nhận biết của nhà sản xuất |
Tên hoặc ký hiệu |
|
Thông tin của nhà sản xuất |
b |
|
Đường kính danh nghĩa và/ dãy SDR |
Ví
dụ, dn 110/S 5 hoặc |
|
Vật liệu và ký hiệu |
Ví dụ, PE 80 |
|
Áp suất tính theo bar |
Ví dụ, PN 12,5 a |
|
Dung sai (chỉ đối với phụ tùng có đầu nối không nong) dn ≥ 280 mm |
Ví dụ, cấp độ A a |
|
Dãy SDR nung chảy (chỉ đối với phụ tùng để nối theo phương pháp nung chảy bằng điện) |
Ví dụ, SDR 11 – SDR 26 a |
|
a Thông tin này có thể được in trên nhãn, nhãn gắn trên phụ tùng hoặc ở túi riêng. Nhãn này phải có chất lượng tốt để không bị thay đổi và bên trong thời gian lắp đặt. b Ở dạng chữ số hoặc mã số miễn là ghi lại được thời gian sản xuất trong năm và tháng và nếu nhà sản xuất ở nơi khác thì ghi cả nơi sản xuất. |
|
11.3. Nhận biết phương thức nung chảy
Phụ tùng nung chảy phải có một hệ thống hoặc bằng số, cơ điện hoặc tự động, để nhận biết các thông số nung chảy và làm thuận lợi cho quá trình nung chảy.
Khi sử dụng các mã vạch cho sự đoán nhận bằng chữ số, thì nhãn mã vạch này phải được dán trên phụ tùng và phải được bảo vệ tránh hư hỏng.
12. Bao gói
Phụ tùng phải được bao gói theo kiện hoặc riêng lẻ, nhất thiết được bảo vệ để tránh bị hư hỏng và bị nhiễm bẫn.
Bao gói phải có ít nhất một nhãn có tên nhà sản xuất, loại và kích thước của các bộ phận, số các chi tiết và bất kỳ điều kiện bảo quản đặc biệt nào.
Phụ lục A
(qui định)
Phụ tùng có đầu nối nong để nối theo phương pháp nung chảy
Các kích thước của phụ tùng có đầu nối nong để nối theo phương pháp nung chảy phải phù hợp với Bảng A.1 và A.2. Đường kính ở chân không được lớn hơn đường kính ở miệng. Xem Hình A.1.
Bảng A.1 – Kích thước đầu nối có nong – Kích cỡ danh nghĩa từ 16 đến 63
Các kích thước tính bằng milimét
|
Kích
cỡ danh nghĩa |
Đường
kính trong danh nghĩa của đầu nối có nong |
Đường kính trong trung bình của đầu nối có nong |
Độ ôvan
|
Đường kính lỗ nhỏ nhất
|
Chiều
dài đầu nối có nong đối chiếu
Lmin |
Chiều dài đoạn đầu nối có nong được nung nóng |
Độ sâu lồng ống vào đầu nối có nong |
|||||
|
Miệng |
Chân |
|||||||||||
|
|
|
|
|
(L-2,5)
|
L
|
(L–3,5)
|
(L–1)
|
|||||
|
16 20 25 32
40 50 63 |
16 20 25 32
40 50 63 |
15,2 19,2 24,1 31,1
39,0 48,9 62,0a |
15,5 19,5 24,5 31,5
39,4 49,4 62,4a |
15,1 19,0 23,9 30,9
38,8 48,7 61,6 |
15,4 19,3 24,3 31,3
39,2 49,2 62,1 |
0,4 0,4 0,4 0,5
0,5 0,6 0,6 |
9 13 18 25
31 39 49 |
13,3 14,5 16,0 18,1
20,5 23,5 27,4 |
10,8 12,0 13,5 15,6
18,0 21,0 24,9 |
13,3 14,5 16,0 18,1
20,5 23,5 27,4 |
9,8 11,0 12,5 14,6
17,0 20,0 23,9 |
12,3 13,5 15,0 17,1
19,5 22,5 26,4 |
|
L2 lớn nhất = L mm; L2 nhỏ nhất được tính từ (L – 2,5) mm. L3 lớn nhất = (L – 1)mm; L3 nhỏ nhất = (L – 3,5) mm. |
||||||||||||
|
a Khi sử dụng cặp để vê tròn lại, đường kính lớn nhất là 62,4 mm có thể tăng thêm 0,1 mm thành 62,5 mm. Ngược lại, khi sử dụng kỹ thuật bóc vỏ, đường kính nhỏ nhất là 62,0 mm có thể giảm đi 0,1 mm thành 61,9 mm. |
||||||||||||
Bảng A.2 – Kích thước đầu nối co nong – Kích cỡ danh nghĩa từ 75 đến 125
Các kích thước tính bằng milimét
|
Kích
cỡ danh nghĩa |
Đường kính trung bình của ống |
Đường
kính trong danh nghĩa của đầu nối có nong |
Đường kính trong trung bình của đầu nối có nong |
Độ ôvan
|
Đường kính lỗ nhỏ nhất
|
Chiều
dài đầu nối có nong đối chiếu Lmin |
Chiều dài đoạn đầu nối có nong được nung nóng |
Độ sâu lồng ống vào đầu nối có nong |
||||||
|
|
|
Miệng |
Chân |
(L-4)
|
L
|
(L-5)
|
(L-1)
|
|||||||
|
|
|
|
|
|||||||||||
|
75 90 110 125 |
75,0 90,0 110,0 125,0 |
75,5 90,6 110,6 125,6 |
75 90 110 125 |
74,3 89,3 109,4 124,4 |
74,8 89,9 110,0 125,0 |
73,0 87,9 107,7 122,6 |
73,5 88,5 108,3 123,2 |
0,7 1,0 1,0 1,0 |
59 71 87 99 |
30 33 37 40 |
26 29 33 36 |
30 33 37 40 |
25 28 32 35 |
29 32 36 39 |
|
L2 lớn nhất = L mm; L2 nhỏ nhất được tính từ (L – 4) mm. L3 lớn nhất = (L – 1)mm; L3 nhỏ nhất = (L – 5) mm. |
||||||||||||||
Chú giải
D1 đường kính trong trung bình của đầu nối có nong a
D2 đường kính trong trung bình ở chân b
D3 đường kính lỗ nhỏ nhất c
de đường kính ngoài
L chiều dài đối chiếu của đầu nối có nong d
L1 chiều dài thực của đầu nối có nong tính từ miệng đến vai (nếu có)
L2 chiều dài bị đốt nóng của phụ tùng e
L3 độ sâu thâm nhập f
L4 chiều dài đốt nóng của ống g
a là đường kính trung bình của đường tròn ở chỗ giao nhau giữa phần mở rộng của đầu nối có nong với mặt phẳng qua miệng đầu nối có nong.
b là đường kính trung bình của đường tròn trong mặt phẳng song song với mặt phẳng qua miệng của đầu nối và cách miệng đầu nối một khoảng cách L, là chiều dài đối chiếu của đầu nối có nong.
c là đường kính tối thiểu của dòng nước chảy qua phần thân của phụ tùng.
d là chiều dài lý thuyết nhỏ nhất của đầu nối có nong được sử dụng cho mục đích tính toán.
e là chiều dài thâm nhập của dụng cụ đốt nóng vào bên trong đầu nối có nong.
f là độ sâu của đầu ống được nung nóng bên trong đầu nối có nong.
g là độ thâm nhập của đầu ống vào trong dụng cụ đốt nóng.
Hình A.1 – Kích thước của đầu nối có nong và ống
Phụ lục B
(qui định)
Phụ tùng chế tạo sẵn
B.1. Qui định chung
Phụ tùng chế tạo sẵn phải tuân theo qui định ở Bảng B.1 và B.2.
Ống được sử dụng để sản xuất các phụ tùng này phải theo TCVN 7305-2 (ISO 4427-2) và thiết bị để nối mặt đầu bằng phương pháp nung chảy phải theo ISO 12176 – 1.
Phụ lục này chỉ áp dụng cho các phụ tùng chế tạo sẵn để nối theo phương pháp nối mặt đầu bằng phương pháp nung chảy. Nếu sử dụng kỹ thuật nung chảy khác (ví dụ hàn đùn), thì nên xem xét đến các hệ số suy giảm bổ sung.
Tỷ số PN của các phụ tùng chế tạo sẵn phải lấy từ PN của ống được sử dụng và các hệ số suy giảm về hình học cho trong B.3 và B.5.
Nhà sản xuất phải chịu trách nhiệm về thiết kế và tỷ số áp suất của phụ tùng. Trách nhiệm đó của nhà sản xuất là để chứng minh sự phù hợp với PN đã công bố. Tỷ số áp suất cũng như hệ số suy giảm, f1 phải được ghi trong hồ sơ kỹ thuật của nhà sản xuất. Các phép thử tối thiểu để chứng minh đặc tính của thiết kế phụ tùng được cho trong Bảng B.1.
Trong một số trường hợp, phụ tùng chế tạo sẵn được làm từ các phụ tùng được sản xuất theo phương pháp ép phun hoặc các ống có dãy SDR tiếp theo thấp hơn trong khi chiều dày thành được gia công lại bằng máy đến dãy SDR tiếp theo cao hơn. Đối với các phụ tùng loại này, hệ số suy giảm có thể khác với hệ số cho trong phụ lục này.
Các yêu cầu đặc biệt liên quan đến ngoại quan của phụ tùng chế tạo sẵn, ví dụ, loại bỏ gờ, được thỏa thuận giữa nhà sản xuất và khách hàng.
Bảng B.1 – Yêu cầu tính năng – Phụ tùng chế tạo sẵn
|
Đặc tính |
Yêu cầu |
Thông số thử |
Phương pháp thử |
|
|
Thông số |
Giá trị |
|||
|
Độ bền thủy tĩnh ở 20 °C |
Không có bất kỳ mẫu thử nào bị hỏng trong thời gian thử |
Đầu bịt
|
Kiểu
A a |
TCVN
6149-1
ISO 1167-3 |
|
Độ bền thủy tĩnh ở 80 °C |
Không có bất kỳ mẫu thử nào bị hỏng trong thời gian thử |
Đầu bịt
|
Kiểu
A a |
TCVN
6149-1
ISO 1167-3 |
|
Độ bền kéo đối với phụ tùng chế tạo sẵn d |
Thử phá hủy: |
Nhiệt độ thử Số lượng mẫu thử b |
23 °C Theo ISO 13953 |
ISO 13953 |
|
f hệ số suy giảm được cho liên quan đến phụ tùng được thử. |
||||
|
a Loại đầu bịt B được sử dụng cho phép thử xuất xưởng đối với đường kính ≥ 500 mm. b Số lượng mẫu thử được lấy cho biết số lượng được yêu cầu để thiết lập được một giá trị cho các đặc tính mô tả trong bảng này. Số lượng mẫu thử yêu cầu cho việc kiểm soát quá trình sản xuất trong nhà máy và kiểm soát quá trình phải được liệt kê trong kế hoạch chất lượng của nhà máy. c Ứng suất phải được tính toán sử dụng các kích thước danh nghĩa của ống được sử dụng trong tổ hợp thử. d Mẫu thử được lấy từ các mối nối giữa các đoạn thẳng hàng theo chiều dọc để tạo ra một mẫu phẳng theo hình học. |
||||
B.2. Kích thước
Xem Bảng B.2
Bảng B.2 – Kích thước của phụ tùng chế tạo sẵn
Các kích thước tính bằng milimét
|
Đường kính ngoài danh nghĩa dn |
Chiều dài đoạn ống nhỏ nhất của phụ tùng le,min |
Bán kính danh nghĩa của đoạn uốn cong r |
Chiều dài danh nghĩa của ống nhánh z |
Góc danh nghĩa của phụ tùng α |
|
90 110 125 140
160 180 200 225
250 280 315 355
400 450 500 560
630 710 800 900 |
150 150 150 150
150 150 150 150
250 250 300 300
300 300 350 350
350 350 350 400 |
Được công bố theo nhà sản xuất phụ tùng
ví dụ, 1,5 x d 2 x d 2,5 x d 3 x d |
Được công bố theo nhà sản xuất phụ tùng |
Được công bố theo nhà sản xuất phụ tùng
Với dung sai là ± 20
Dung sai tối đa cho nối góc của ống phải là ± 50 |
B.3. Nối góc có phân đoạn
Các ví dụ về nối góc đúc sẵn thông thường được tạo ra bởi các đoạn ống, chỉ ra trong Hình B.1 và B.2. Chỉ cần quan tâm đến các kích thước được biểu thị. Nhà sản xuất phụ tùng phải đưa ra bộ kích thước đầy đủ trong tài liệu kỹ thuật.
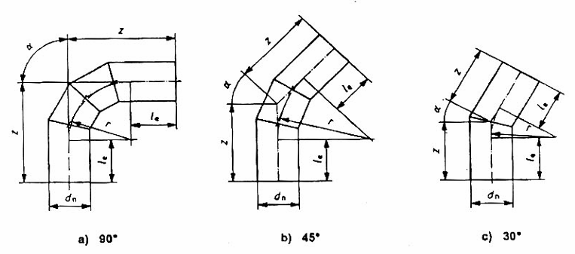
dn, le, r và α phải theo Bảng B.2
Chú giải
dn đường kính ngoài danh nghĩa
le chiều dài đoạn hình ống của đầu nung chảy a
r bán kính cong danh nghĩa của phụ tùng
z chiều dài danh nghĩa của phụ tùng nhánh so với trục
α góc danh nghĩa của phụ tùng
a Chiều dài cho phép như sau (trong một số tổ hợp): sử dụng ngàm cặp được yêu cầu ở trường hợp nối nung chảy mặt đầu; lắp ghép với một phụ tùng nối theo phương pháp nung chảy bằng điện; lắp ghép với một phụ tùng nối nung chảy có nong; sử dụng một dao khỏa cơ học.
B.1 – Nối góc có phân đoạn
Đối với các nối góc đúc sẵn từ các đoạn ống, phải áp dụng các qui tắc suy giảm sau đây để tính PN:
PN = ƒ B x PNống
trong đó
ƒ B là hệ số suy giảm liên quan đến hình dạng của đoạn ống được uốn cong (xem Bảng B.3);
PNống là áp suất danh nghĩa của ống.
Thực tế chỉ ra rằng các hệ số áp dụng được. Kết quả thử theo Bảng B.1 sẽ xác định được hệ số áp dụng ƒB.
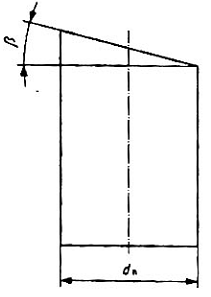
β không được lớn hơn 150.
Chú giải
dn đường kính ngoài danh nghĩa
β góc cắt
Hình B.2 – Hình dạng đoạn ống
Bảng B.3 - Hệ số suy giảm của nối góc có phân đoạn
|
Góc cắt β |
Hệ số suy giảm ƒB |
|
≤ 7,50 |
1,0 |
|
7,50 < β ≤ 150 |
0,8 |
B.4. Nối góc uốn cong
Các nối góc của ống được gia công không yêu cầu theo hình vẽ đưa ra ở Hình B.3. Chỉ cần quan tâm đến các kích thước được biểu thị. Nhà sản xuất phụ tùng phải đưa ra bộ kích thước đầy đủ trong tài liệu kỹ thuật.
Chiều dày thành nhỏ nhất của ống uốn cong sau khi uốn phải phù hợp với TCVN 7305-2(ISO 4427-2).
Có thể sử dụng kỹ thuật phá hủy để chứng minh tính nhất quán của quá trình sản xuất.
Đối với các nối góc uốn cong gia công từ ống, thông thường không sử dụng hệ số suy giảm. Các kết quả thử theo Bảng B.1 đã chứng minh điều đó.
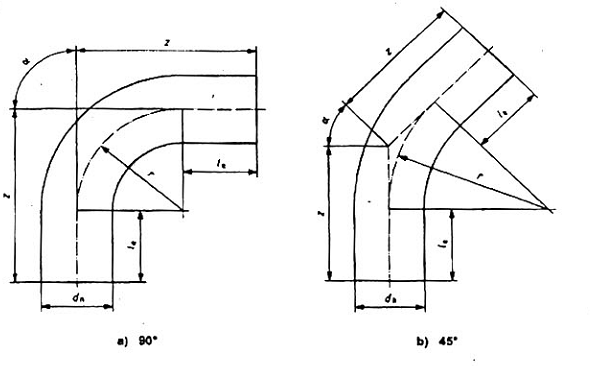
dn, le, r và a phải theo Bảng B.2.
Chú giải
dn đường kính ngoài danh nghĩa
le chiều dài đoạn ống của đầu nung chảy a
r bán kính cong danh nghĩa của phụ tùng
z chiều dài danh nghĩa của phụ tùng nhánh so với trục
a gốc danh nghĩa của phụ tùng b
a Chiều dài cho phép như sau (trong một số tổ hợp): sử dụng ngàm cặp được yêu cầu ở trường hợp nối nung chảy mặt đầu; lắp ghép với một phụ tùng nối theo phương pháp nung chảy bằng điện; lắp ghép với một phụ tùng nối nung chảy có nong; sử dụng một khoả cơ học.
b Có thể phải thực hiện các phép đo đặc biệt để giữ được góc ống – nối góc trong quá trình cất giữ và vận chuyển phụ tùng.
Hình B.3 – Nối góc uốn cong
B.5. Ba chạc có phân đoạn
Ba chạc được gia công từ các đoạn ống không yêu cầu theo hình vẽ đưa ra ở Hình B.4. Chỉ cần quan tâm đến các kích thước được biểu thị. Nhà sản xuất phụ tùng phải đưa ra bộ kích thước đầy đủ trong tài liệu kỹ thuật.
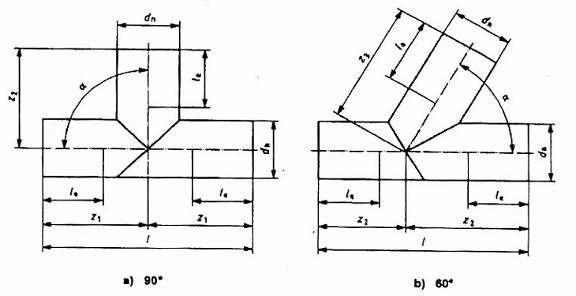
dn, le, r và a phải theo Bảng B.2.
Chú giải
dn đường kính ngoài danh nghĩa
le chiều dài đoạn ống của đầu nung chảy a
z1, z2, z3 chiều dài danh nghĩa của phụ tùng nhánh so với trục
a góc danh nghĩa của phụ tùng (± 2°)
a Chiều dài cho phép như sau (trong một số tổ hợp): sử dụng ngàm cặp được yêu cầu ở trường hợp nối nung chảy mặt đầu; lắp ghép với một phụ tùng nối theo phương pháp nung chảy bằng điện; lắp ghép với một phụ tùng nối nung chảy có nong; sử dụng một dao khoả cơ học.
Hình B.4 – Ba chạc có phân đoạn
Đối với ba chạc được gia công từ các đoạn ống, các qui tắc suy giảm sau đây được sử dụng để tính toán cho PN:
PN = fT x PNống
Trong đó
fT là hệ số suy giảm của ba chạc đó, có giá trị là 0,5;
PNống là áp suất danh nghĩa của ống;
Thực tế chỉ ra rằng các hệ số này áp dụng được. Kết quả thử theo Bảng B.1 sẽ xác định được hệ số áp dụng fT.
Phụ lục C
(tham khảo)
Các ví dụ của sự kết nối cuối cùng đặc trưng đối với phụ tùng để nối theo phương pháp nung chảy bằng điện
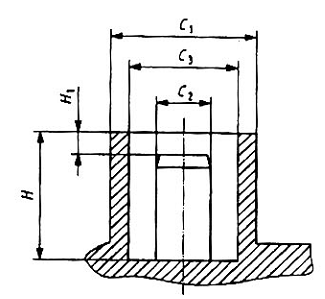
Hình C.1 và C.2 là các ví dụ minh hoạ của sự kết nối cuối cùng thích hợp cho việc sử dụng điện thế ≤ 48 V (kiểu A và B)
Hình C.3 là ví dụ minh hoạ của sự kết nối theo cách nung chảy bằng điện đặc trưng cuối cùng thích hợp cho việc sử dụng điện thế đến 250 V (kiểu C).

Chú giải
C1 đường kính ngoài của đầu mút (C1 ≥ 11,8 mm)
C2 đường kính của phần đầu mút hoạt động (C2 = 4 mm ± 0,03 mm)
C3 đường kính trong của đầu mút (C3 = 9,5 mm ± 1,0 mm)
C4 đường kính toàn bộ lớn nhất của đế (C4 ≤ 6 mm)
H độ sâu, bên trong của đầu mút (H ≥ 12 mm)
H1 khoảng cách giữa phần trên và phần đầu mút làm việc (H1 = 3,2 mm ± 0,5 mm)
1 vùng làm việc
Hình C.1 – Sự kết nối đặc trưng kiểu A
Chú giải
C1 đường kính ngoài của đầu mút (C1 = 13 mm ± 0,05 mm)
C2 đường kính của phần đầu mút hoạt động (C2 = 4,7 mm ± 0,03 mm)
C3 đường kính trong của đầu mút (C3 = 10 mm ± 0,50 mm)
H độ sâu bên trong của đầu mút (H ≥ 15,5 mm)
H1 khoảng cách giữa phần trên và phần đầu mút làm việc (H1 = 4,5 mm ± 0,5 mm)
Hình C.2 – Sự kết nối đặc trưng kiểu B
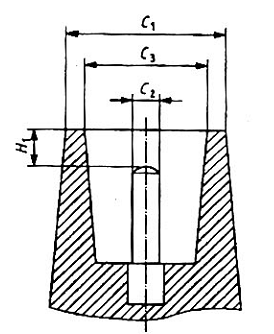
Chú giải
C1 đường kính ngoài của đầu mút (C1 ≥ C3 + 2 mm)
C2 đường kính của phần đầu mút hoạt động (C2 ≥ 2 mm)
C3 đường kính trong của đầu mút (C3 ≥ C2 + 4 mm)
H độ sâu, bên trong của đầu mút (H ≥ 15,5 mm)
H1 khoảng cách giữa phần trên và phần đầu mút làm việc (H1 bảo đảm IP2 x mức độ bảo vệ theo IEC 60947 - 1)
Hình C.3 – Sự kết nối đặc trưng kiểu C
Phụ lục D
(qui định)
Phương pháp thử áp suất ngắn hạn
D.1. Nguyên tắc
Mẫu thử gồm phụ tùng được lắp ráp bằng cách nung chảy bằng điện với một hay nhiều ống PE có chiều dài tự do giảm để có khả năng ngăn chặn hư hỏng ống và hư hỏng xuất hiện ở phụ tùng hoặc ở mối nối của ống với phụ tùng, mẫu được để trong môi trường điều hoà nhiệt độ và chịu một áp suất thủy tĩnh bên trong được tăng liên tục cho đến khi sự phá hủy xuất hiện. Phương pháp được thiết kế thiết lập áp suất phá hủy ngắn hạn của tổ hợp phụ tùng/ống.
D.2. Thiết bị, dụng cụ
D.2.1. Bể nước ổn định nhiệt độ, theo TCVN 6149-1 (ISO 1167-1), có khả năng giữ nhiệt độ ở (20 ± 2) °C.
D.2.2. Thiết bị thử áp suất, theo TCVN 6149-1 (ISO 1167-1), có khả năng tạo ra áp suất thủy tĩnh bên trong tăng liên tục với tốc độ (5 ± 1) bar/min2) cho đến khi mẫu thử bị hỏng.
D.2.3. Dụng cụ đo áp suất, có độ chính xác không nhỏ hơn 1% độ lệch của toàn bộ thang đo và có kim chỉ khi đạt được áp suất tối đa.
Dụng cụ được sử dụng sao cho áp suất phá hủy được chỉ sẽ ở trong khoảng giữa của thang đo. Dụng cụ được trang bị với một thiết bị bảo vệ sự tăng vọt áp suất.
Dụng cụ phải được đặt đúng vị trí trong hệ thống áp suất sao cho nó xác định được áp suất bên trong của mẫu thử mà không bị ảnh hưởng bởi áp suất nhanh bên trong dòng cung cấp áp suất, v.v…
D.3. Mẫu thử
Mẫu thử phải là một tổ hợp của một hoặc nhiều phụ tùng để nối theo phương pháp nung chảy bằng điện nối với các ống PE, có chiều dài ống tự do nhỏ nhất giữa các loại phụ tùng không được vượt quá dn.
Ống được sử dụng phải là ống có chiều dày thành lớn nhất mà phụ tùng đã được thiết kế.
Mẫu thử phải được bịt kín bằng đầu bịt kiểu A theo TCVN 6149-1: 2007 (ISO 1167 – 1: 2005).
D.4. Cách tiến hành
Gắn đầu bịt vào mẫu thử và đổ nước có nhiệt độ môi trường vào mẫu thử.
Nối mẫu thử với nguồn áp suất, phải đảm bảo sao cho không có không khí trong tổ hợp mẫu thử.
Nhúng mẫu thử vào bể ổn định nhiệt và điều hoà mẫu ở (20 ± 2) °C trong thời gian ít nhất bằng thời gian qui định ở TCVN 6149-1 (ISO 1167-1) với chiều dày thành ống thích hợp.
Tăng đều áp suất với tốc độ (5 ± 1) bar/min cho đến khi mẫu thử bị phá hủy.
Ghi lại áp suất tại thời điểm bị phá hủy.
Sau khi thử, kiểm tra mẫu thử và ghi lại vị trí và kiểu bị phá hủy.
D.5. Báo cáo thử nghiệm
Báo cáo thử nghiệm bao gồm các thông tin sau:
a) viện dẫn tiêu chuẩn này;
b) tất cả các chi tiết cần thiết để nhận dạng ống và phụ tùng đầu nối có nong được sử dụng để nối theo cách nung chảy bằng điện, bao gồm tên nhà sản xuất, loại vật liệu và kích cỡ của phụ tùng và ống;
c) các chi tiết của quá trình nối theo cách nung chảy sử dụng để lắp ghép mẫu thử;
d) áp suất tại thời điểm bị phá hủy;
e) thời gian phá hủy;
f) chỗ bị phá hủy;
g) kiểu phá hủy, ví dụ, phá hủy dẻo ở phụ tùng, phá hủy giòn theo mặt phân cách nung chảy;
h) các yếu tố có ảnh hưởng đến kết quả, như tình cờ xảy ra hoặc thao tác không qui định trong tiêu chuẩn này;
i) ngày thử.
Phụ lục E
(qui định)
Thử độ bền kéo đối với tổ hợp phụ tùng/ống
E.1. Nguyên tắc
Mẫu thử được nối với một phụ tùng nối theo phương pháp nung chảy bằng điện và hai ống nối PE để chịu được sự tăng tải trọng kéo với tốc độ kéo không đổi cho đến khi xảy ra sự phá hủy ở ống. Phép thử thực hiện ở nhiệt độ ổn định và nó được xác định dựa vào sự tăng tải trọng kéo theo chiều dài dọc theo đường ống là kết quả của sự can thiệp cơ học bên ngoài. Kiểu phá hủy không được chấp nhận là phụ tùng hoặc của các mối nối theo cách nung chảy bị đứt.
E.2. Thiết bị, dụng cụ
Các thiết bị, dụng cụ này theo ISO 13951, yêu cầu thêm là máy thử độ kéo phải có khả năng giữ được mẫu thử kéo giãn 25 % và chịu được tốc độ thử không đổi là (5 ± 1,25) mm/min.
E.3. Mẫu thử
Mẫu thử phải theo ISO 13951.
Trong trường hợp khi dn ≥ 180 mm và cách tiến hành phép thử độ bền kéo trên tổ hợp lắp ghép phụ tùng/ống ngoài vượt ra ngoài giới hạn của thiết bị có sẵn, việc thử đoạn nối có thể phù hợp. Tuy nhiên, phép thử các đoạn mẫu thử sẽ không được thực hiện, trừ khi thiết lập được sự tương quan với phép thử tổ hợp ống/mối nối hoàn thiện.
E.4. Cách tiến hành
Cách tiến hành theo ISO 13951, nhưng tiêu chuẩn này không có yêu cầu không thay đổi đối với tải trọng. Tốc độ kéo phải là 5 mm/min ± 25 % và chịu được cho đến khi mẫu thử kéo giãn dài đến 25 %.
E.5. Báo cáo thử nghiệm
Báo cáo thử nghiệm bao gồm các thông tin sau:
a) viện dẫn tiêu chuẩn này;
b) tất cả các chi tiết để nhận dạng ống và phụ tùng được sử dụng để nối theo phương pháp nung chảy bằng điện, bao gồm tên nhà sản xuất, loại vật liệu và kích cỡ của phụ tùng và ống.
c) các chi tiết của quá trình nối theo phương pháp nung chảy sử dụng để lắp ghép mẫu thử;
d) áp suất thử;
e) độ kín và tình trạng nguyên vẹn của mối nối theo phương pháp nung chảy của mẫu thử sau khi độ giãn dài đạt 25 %;
f) các yếu tố có ảnh hưởng đến kết quả, như tình cờ xảy ra hoặc thao tác không qui định trong tiêu chuẩn này;
g) ngày thử.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO/TR 10358, Plastics pipes and fittings – Combined chemical-resistance classification table.
[2] TCVN 7093 -1: 2003 (ISO 11922 -1: 1997), Ống nhựa nhiệt dẻo dùng để vận chuyển chất lỏng – Kích thước và dung sai – Phần 1: Dãy thông số theo hệ mét.
[3] IEC 60335 -1: 2001, Household and similar electrical appliances – Safety – Part 1: General requirements
[4] IEC 60364 – 1: 2005, Low-voltage electrical installations – Part 1: Fundamental principles, assessment of general characteristics, definitions
[5] IEC 60449:1973, Voltage bands for electrical installations of buildings
[6] IEC 60529:1989, Degrees of protection provided by enclosures (IP-Code)
[7] IEC 60947 – 1: 2004, Low-voltage switchgear and controlgear – Part 1: General rules
[8] CEN/TS 12201-7: 2003, Plastics piping systems for water sipply – Polyethylene (PE) – Part 7: Guidance for the assessment of conformity.
[9] CEN/TS 13244-7: 2003, Plastics piping systems for buried and above-ground pressure systems for water for general purposes, drainage and sewerage – Part 7: Guidance for the assessment of conformity.
1) 1 bar = 0,1 MPa = 105 Pa; 1 MPa = 1N/mm2.
2) 1 bar = 0,1 MPa = 105 Pa; 1 MPa = 1 N/mm2