Nội dung toàn văn Tiêu chuẩn quốc gia TCVN 9944-7:2013 (ISO 22514-7:2012) về Phương pháp thống kê trong quản lý quá trình - Năng lực và hiệu năng - Phần 7: Năng lực của quá trình đo
TIÊU CHUẨN QUỐC GIA
TCVN 9944-7:2013
ISO 22514-7:2012
PHƯƠNG PHÁP THỐNG KÊ TRONG QUẢN LÝ QUÁ TRÌNH - NĂNG LỰC VÀ HIỆU NĂNG - PHẦN 7: NĂNG LỰC CỦA QUÁ TRÌNH ĐO
Statistical methods in process management - Capability and performance - Part 7: Capability of measurement processes
Lời nói đầu
TCVN 9944-7:2013 hoàn toàn tương đương với ISO 22514-7:2012;
TCVN 9944-7:2013 do Ban kỹ thuật tiêu chuẩn quốc gia TCVN/TC 69 Ứng dụng các phương pháp thống kê biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Bộ Khoa học và Công nghệ công bố.
Bộ tiêu chuẩn TCVN 9944, chấp nhận bộ tiêu chuẩn ISO 22514, gồm các tiêu chuẩn dưới đây có tên chung “Phương pháp thống kê trong quản lý quá trình - Năng lực và hiệu năng”:
- TCVN 9944-1:2013 (ISO 22514-1:2009), Phần 1: Nguyên tắc chung và khái niệm;
- TCVN 9944-2:2013 (ISO 22514-2:2013), Phần 2: Năng lực và hiệu năng quá trình của các mô hình quá trình phụ thuộc thời gian;
- TCVN 9944-3:2013 (ISO 22514-3:2008), Phần 3: Nghiên cứu hiệu năng máy đối với dữ liệu đo được trên các bộ phận riêng rẽ;
- TCVN 9944-4:2013 (ISO/TR 22514-4:2007), Phần 4: Ước lượng năng lực quá trình và đo hiệu năng;
- TCVN 9944-7:2013 (ISO 22514-7:2012), Phần 7: Năng lực của quá trình đo.
Bộ tiêu chuẩn ISO 22514 còn có các tiêu chuẩn dưới đây có tên chung “Statistical methods in process management - Capability and performance”:
- ISO 22514-5, Part 5: Process capability statistics for attribute characteristics;
- ISO 22514-6, Part 6: Process capability statistics for characteristics following a multivariate normal distribution.
Lời giới thiệu
Mục đích của quá trình đo là đưa ra các kết quả đo có được từ các đặc trưng xác định trên các bộ phận hoặc quá trình. Năng lực của một quá trình đo được rút ra từ các tính chất thống kê của các phép đo quá trình đo hoạt động theo cách có thể dự đoán được.
Các tính toán chỉ số năng lực và hiệu năng được dựa trên các kết quả đo. Phải ước lượng độ không đảm bảo của quá trình đo được sử dụng để tạo ra chỉ số năng lực và hiệu năng trước khi các chỉ số có ý nghĩa. Độ không đảm bảo đo thực tế cần phải đủ nhỏ.
Nếu sử dụng quá trình đo để đánh giá xem đặc trưng của sản phẩm có phù hợp với quy định kỹ thuật hay không thì độ không đảm bảo của quá trình đo phải được so sánh với chính quy định đó. Nếu quá trình đo được dùng để kiểm soát quá trình của đặc trưng thì độ không đảm bảo cần phải được so sánh với độ biến động của quá trình. Trong cả hai trường hợp, các giới hạn về khả năng chấp nhận cần được nêu rõ.
Chất lượng của kết quả đo được cho bởi độ không đảm bảo của quá trình đo. Độ không đảm bảo của quá trình đo được xác định bởi tính chất thống kê của nhiều phép đo hoặc ước lượng của các tính chất, dựa trên hiểu biết về quá trình đo.
Các phương pháp được mô tả trong tiêu chuẩn này chỉ hướng vào độ không đảm bảo thực hiện. (Xem ISO 17450-2 để biết thêm thông tin về độ không đảm bảo thực hiện.) Vì vậy, chúng chỉ hữu ích nếu biết rằng độ không đảm bảo của phương pháp và độ không đảm bảo của quy định nhỏ so với độ không đảm bảo thực hiện. Tiêu chuẩn này mô tả các phương pháp xác định và tính chỉ số năng lực của quá trình đo dựa trên các độ không đảm bảo được ước lượng. Cách tiếp cận nêu trong TCVN 9595-3 (ISO/IEC Guide 98-3), Hướng dẫn trình bày độ không đảm bảo đo (GUM) là cơ sở của cách tiếp cận này.
PHƯƠNG PHÁP THỐNG KÊ TRONG QUẢN LÝ QUÁ TRÌNH - NĂNG LỰC VÀ HIỆU NĂNG - PHẦN 7: NĂNG LỰC CỦA QUÁ TRÌNH ĐO
Statistical methods in process management - Capability and performance - Part 7: Capability of measurement processes
1. Phạm vi áp dụng
Tiêu chuẩn này đưa ra quy trình xác nhận hiệu lực hệ thống đo và quá trình đo để tuyên bố quá trình đo xác định có thể đáp ứng các yêu cầu của một nhiệm vụ đo cụ thể với khuyến nghị về chuẩn mực chấp nhận hay không. Chuẩn mực chấp nhận được xác định là số năng lực (CMS) hoặc tỷ số năng lực (QMS).
CHÚ THÍCH 1: Tiêu chuẩn này theo cách tiếp cận nêu trong TCVN 9595-3 (ISO/IEC Guide 98-3), Hướng dẫn trình bày độ không đảm bảo đo (GUM) và thiết lập một quy trình đơn giản, cơ bản cho việc ấn định và kết hợp các thành phần độ không đảm bảo được sử dụng để ước lượng chỉ số năng lực của một quá trình đo thực tế.
CHÚ THÍCH 2: Tiêu chuẩn này chủ yếu được xây dựng để sử dụng cho các quá trình đo một chiều đơn giản trong đó độ không đảm bảo của phương pháp và độ không đảm bảo của quy định nhỏ so với độ không đảm bảo thực hiện. Tiêu chuẩn này cũng có thể được sử dụng trong các trường hợp tương tự, khi phép đo được sử dụng để ước lượng năng lực quá trình hoặc hiệu năng quá trình. Tiêu chuẩn này không thích hợp với các quá trình đo hình học phức tạp, như phép đo kết cấu bề mặt, hình dạng, hướng và vị trí, những phép đo này dựa vào một số điểm đo hoặc các phép đo đồng thời theo nhiều hướng.
2. Tài liệu viện dẫn
Các tài liệu viện dẫn dưới đây rất cần thiết cho việc áp dụng tiêu chuẩn này. Đối với các tài liệu ghi năm công bố thì áp dụng bản được nêu. Đối với các tài liệu không ghi năm công bố thì áp dụng bản mới nhất, bao gồm cả các sửa đổi.
TCVN 8244-1:2010 (ISO 3534-1:2006), Thống kê học - Từ vựng và ký hiệu - Phần 1: Thuật ngữ chung về thống kê và thuật ngữ dùng trong xác suất
TCVN 8244-2:2010 (ISO 3534-2:2006), Thống kê học - Từ vựng và ký hiệu - Phần 2: Thống kê ứng dụng
TCVN 6910-1 (ISO 5725-1), Độ chính xác (độ đúng và độ chụm) của phương pháp đo và kết quả đo - Phần 1: Nguyên tắc chung và định nghĩa
TCVN 6910-2 (ISO 5725-2), Độ chính xác (độ đúng và độ chụm) của phương pháp đo và kết quả đo - Phần 2: Phương pháp cơ bản xác định độ lặp lại và độ tái lập của phương pháp đo tiêu chuẩn
TCVN 6910-3 (ISO 5725-3), Độ chính xác (độ đúng và độ chụm) của phương pháp đo và kết quả đo - Phần 3: Các thước đo trung gian độ chụm của phương pháp đo tiêu chuẩn
TCVN 6910-4 (ISO 5725-4), Độ chính xác (độ đúng và độ chụm) của phương pháp đo và kết quả đo - Phần 4: Các phương pháp cơ bản xác định độ đúng của phương pháp đo tiêu chuẩn
TCVN 6910-5 (ISO 5725-5), Độ chính xác (độ đúng và độ chụm) của phương pháp đo và kết quả đo - Phần 5: Các phương pháp khác xác định độ chụm của phương pháp đo tiêu chuẩn
TCVN 6910-6 (ISO 5725-6), Độ chính xác (độ đúng và độ chụm) của phương pháp đo và kết quả đo - Phần 6: Sử dụng các giá trị độ chính xác trong thực tế
TCVN 9945-1 (ISO 7870-1), Biểu đồ kiểm soát - Phần 1: Hướng dẫn chung
TCVN 9595-3:2012 (ISO/IEC Guide 98-3:2008), Độ không đảm bảo đo - Phần 3: Hướng dẫn trình bày độ không đảm bảo đo (GUM:1995).
3. Thuật ngữ và định nghĩa
Tiêu chuẩn này sử dụng các thuật ngữ và định nghĩa nêu trong TCVN 8244-1 (ISO 3534-1), TCVN 8244-2 (ISO 3534-2), TCVN 6910 (ISO 5725) (tất cả các phần) và các thuật ngữ, định nghĩa dưới đây.
3.1. Sai số đo cho phép lớn nhất (maximum permissible measurement error)
Sai số cho phép lớn nhất
Giới hạn sai số
MPE
Giá trị cực trị của sai số đo, đối với giá trị đại lượng quy chiếu đã biết, cho phép bằng yêu cầu kỹ thuật hoặc các quy định đối với phép đo, phương tiện đo hoặc hệ thống đo đã cho.
CHÚ THÍCH 1: Thường thuật ngữ “sai số cho phép lớn nhất” hoặc “giới hạn sai số” được sử dụng khi có hai giá trị cực trị.
CHÚ THÍCH 2: Không nên sử dụng thuật ngữ “dung sai” để chỉ ‘sai số cho phép lớn nhất’.
[TCVN 6165:2009 (ISO/IEC 99:2007, 4.26)]
3.2. Đại lượng đo (meassurand)
Đại lượng dự kiến đo
CHÚ THÍCH 1: Quy định về đại lượng đo đòi hỏi hiểu biết về loại đại lượng, mô tả về trạng thái của hiện tượng, vật thể, hoặc chất mang đại lượng, bao gồm mọi thành phần liên quan và các thực thể hóa học kèm theo.
CHÚ THÍCH 2: Trong phiên bản VIM và trong IEC 60050-300:2001, đại lượng đo được định nghĩa là ‘đại lượng được đo.
CHÚ THÍCH 3: Phép đo, bao gồm hệ thống đo và điều kiện trong đó phép đo được tiến hành, có thể làm thay đổi hiện tượng, vật thể hoặc chất làm cho đại lượng được đo khác với đại lượng đo như định nghĩa. Trong trường hợp này cần có sự hiệu chính thích hợp.
VÍ DỤ 1: Hiệu điện thế giữa các cực của ăcquy có thể giảm đi khi sử dụng vôn kế có độ dẫn điện nội đáng kể để thực hiện phép đo. Hiệu điện thế mạch hở có thể tính được từ điện trở trong của acquy và vôn kế.
VÍ DỤ 2: Độ dài của thanh thép trong trạng thái cân bằng với nhiệt độ môi trường là 23 oC sẽ khác với độ dài ở nhiệt độ quy định là 20 oC, đó là đại lượng đo. Trong trường hợp này, sự hiệu chính là cần thiết.
CHÚ THÍCH 4: Trong hóa học, “analyte” hoặc tên của chất hoặc hợp chất là những thuật ngữ đôi khi được dùng cho ‘đại lượng đo’. Việc sử dụng này là không đúng vì các thuật ngữ này không đề cập đến đại lượng.
[TCVN 6165:2009 (ISO/IEC 99:2007, 2.3)]
3.3. Độ không đảm bảo đo (measurement uncertainty)
Độ không đảm bảo của phép đo
Độ không đảm bảo
Tham số không âm đặc trưng cho sự phân tán của các giá trị đại lượng được quy cho đại lượng đo (3.2), trên cơ sở thông tin sử dụng.
CHÚ THÍCH 1: Độ không đảm bảo đo bao gồm các thành phần xuất hiện từ những ảnh hưởng hệ thống, như thành phần gắn với sự hiệu chính và giá trị đại lượng được ấn định của chuẩn đo lường, cũng như độ không đảm bảo định nghĩa. Đôi khi các ảnh hưởng hệ thống đã ước lượng không được hiệu chính, nhưng thay vào đó các thành phần độ không đảm bảo đo kèm theo được đưa vào.
CHÚ THÍCH 2: Tham số có thể là, ví dụ, độ lệch chuẩn được gọi là độ không đảm bảo đo chuẩn (hoặc một bội xác định của nó), hoặc nửa độ rộng của khoảng, với xác suất phủ quy định.
CHÚ THÍCH 3: Nói chung, độ không đảm bảo đo bao gồm nhiều thành phần. Một số trong số các thành phần này có thể đánh giá theo cách đánh giá loại A của độ không đảm bảo đo bằng phân bố thống kê của các giá trị đại lượng từ dãy các phép đo và có thể được đặc trưng bằng độ lệch chuẩn. Các thành phần khác có thể được đánh giá theo cách đánh giá loại B của độ không đảm bảo đo, cũng có thể được đặc trưng bởi độ lệch chuẩn, được đánh giá từ hàm mật độ xác suất dựa trên kinh nghiệm hoặc thông tin khác.
CHÚ THÍCH 4: Nói chung, đối với một tập hợp thông tin đã cho, độ không đảm bảo đo được gắn với một giá trị đại lượng đã ấn định quy cho đại lượng đo (3.2). Sự thay đổi của giá trị này dẫn đến sự thay đổi của độ không đảm bảo kèm theo.
[TCVN 6165:2009 (ISO/IEC 99:2007, 2.26)].
3.4. Đánh giá loại A của độ không đảm bảo đo (Type A evaluation of measurement uncertainty)
Đánh giá loại A
Đánh giá thành phần của độ không đảm bảo đo (3.3) bằng phân tích thống kê các giá trị đại lượng đo được nhận được trong điều kiện đo xác định.
CHÚ THÍCH 1: Về các loại điều kiện đo khác nhau, xem điều kiện lặp lại của phép đo, điều kiện chụm trung gian của phép đo và điều kiện tái lập của phép đo.
CHÚ THÍCH 2: Đối với các thông tin về phân tích thống kê, xem TCVN 9595-3:2012 (ISO/IEC Guide 98-3).
CHÚ THÍCH 3: Xem thêm TCVN 9595-3:2012 (ISO/IEC Guide 98-3:2008), 2.3.2, TCVN 6910 (ISO 5725), TCVN 9596 (ISO 13528), ISO/TS 21748, ISO 21749.
[TCVN 6165:2009 (ISO/IEC 99:2007), 2.28]
3.5. Đánh giá loại B của độ không đảm bảo đo (Type B evaluation of measurement uncertainty)
Đánh giá loại B
Đánh giá thành phần của độ không đảm bảo đo (3.3) bằng các cách khác với đánh giá loại A của độ không đảm bảo đo (3.4).
VÍ DỤ: Đánh giá dựa trên thông tin
- gắn với các giá trị đại lượng được công bố có căn cứ,
- gắn với giá trị đại lượng của mẫu chuẩn được chứng nhận,
- nhận được từ giấy chứng nhận hiệu chuẩn,
- về độ trôi,
- nhận được từ cấp chính xác của phương tiện đo được kiểm định,
- nhận được từ các giới hạn suy luận thông qua kinh nghiệm cá nhân.
CHÚ THÍCH: Xem thêm TCVN 9595-3:2012 (ISO/IEC Guide 98-3:2008), 2.3.3.
[TCVN 6165:2009 (ISO/IEC 99:2007) 2.29]
3.6. Độ không đảm bảo đo chuẩn (standard measurement uncertainty)
Độ không đảm bảo chuẩn của phép đo
Độ không đảm bảo chuẩn
Độ không đảm bảo đo (3.3) được thể hiện là độ lệch chuẩn.
[TCVN 6165:2009 (ISO/IEC 99:2007), 2.30]
3.7. Độ không đảm bảo đo chuẩn tổng hợp (combined standard measurement uncertainty)
Độ không đảm bảo chuẩn tổng hợp
Độ không đảm bảo đo chuẩn (3.6) nhận được bằng cách sử dụng các độ không đảm bảo đo chuẩn riêng biệt gắn với các đại lượng đầu vào trong mô hình đo.
CHÚ THÍCH: Trong trường hợp các đại lượng đầu vào trong mô hình đo có tương quan, các hiệp phương sai cũng phải được tính đến khi tính toán độ không đảm bảo đo chuẩn tổng hợp; xem thêm TCVN 9595-3:2012 (ISO/IEC Guide 98-3:2008), 2.3.4.
[TCVN 6165:2009 (ISO/IEC 99:2007), 2.31]
3.8. Độ không đảm bảo đo mở rộng (expanded measurement uncertainty)
Độ không đảm bảo mở rộng
Tích của độ không đảm bảo đo chuẩn tổng hợp (3.7) và một hệ số lớn hơn một.
CHÚ THÍCH 1: Hệ số phụ thuộc vào dạng phân bố xác suất của đại lượng đầu ra trong mô hình đo và xác suất phủ đã chọn.
CHÚ THÍCH 2: Thuật ngữ “hệ số” trong định nghĩa này chính là hệ số phủ.
CHÚ THÍCH 3: Độ không đảm bảo đo mở rộng được gọi là “độ không đảm bảo tổng thể” trong phần 5 của Khuyến nghị INC-1 (1980) (xem GUM) và đơn giản là “độ không đảm bảo” trong các tiêu chuẩn của IEC.
[TCVN 6165:2009 (ISO/IEC 99:2007), 2.35]
3.9. Độ chệch đo (measurement bias)
Độ chệch
Ước lượng của sai số đo hệ thống.
[TCVN 6165:2009 (ISO/IEC 99:2007), 2.18]
3.10. Kết quả đo (measurement result)
Tập hợp các giá trị đại lượng được quy cho đại lượng đo (3.2) cùng với mọi thông tin liên quan có thể có khác.
CHÚ THÍCH 1: Kết quả đo nói chung bao gồm “thông tin liên quan” về tập hợp các giá trị đại lượng có thể đại diện nhiều hơn cho đại lượng đo so với các giá trị khác. Điều này có thể được thể hiện dưới dạng hàm mật độ xác suất (PDF).
CHÚ THÍCH 2: Kết quả đo thường được thể hiện như một giá trị đại lượng đo đơn và độ không đảm bảo đo. Nếu độ không đảm bảo đo được xem là không đáng kể đối với một mục đích nào đó thì kết quả đo có thể được thể hiện như là một giá trị đại lượng đo được đơn. Trong nhiều lĩnh vực, đây là cách trình bày kết quả đo phổ biến.
CHÚ THÍCH 3: Trong các tài liệu truyền thống và trong ấn phẩm trước của VIM, kết quả đo đã được định nghĩa là giá trị quy cho đại lượng đo và được giải thích là số chỉ, hoặc kết quả chưa hiệu chính, hoặc kết quả đã hiệu chính, tùy theo ngữ cảnh.
[TCVN 6165:2009 (ISO/IEC 99:2007), 2.9]
3.11. Mô hình đo (measurement model)
Mô hình của phép đo
Mô hình
Hệ thức toán học trong đó tất cả các đại lượng đã biết liên quan đến phép đo.
CHÚ THÍCH 1: Dạng chung của mô hình đo là phương trình h(Y, X1, …, Xn) = 0, trong đó Y, đại lượng đầu ra trong mô hình đo, là đại lượng đo (3.2), giá trị đại lượng của nó được suy ra từ thông tin về các đại lượng đầu vào trong mô hình đo X1, …, Xn.
CHÚ THÍCH 2: Trong trường hợp phức tạp hơn có hai hoặc nhiều đại lượng đầu ra trong mô hình đo, mô hình đo bao gồm nhiều phương trình.
[TCVN 6165:2009 (ISO/IEC 99:2007), 2.48]
3.12. Nhiệm vụ đo (measurement task)
Định lượng đại lượng đo (3.2) theo định nghĩa của nó
CHÚ THÍCH 1: Nhiệm vụ đo đồng nghĩa với mục đích áp dụng quy trình đo.
CHÚ THÍCH 2: Nhiệm vụ đo có thể được dùng để, ví dụ:
- so sánh kết quả đo với một hoặc hai giới hạn quy định để công bố giá trị của đại lượng đo có phải là giá trị cho phép hay không.
- công bố xem đại lượng đo đặc trưng cho quá trình sản xuất nằm trong quy định đã cho hay không.
- thu được khoảng tin cậy của độ dài trung bình đã cho đối với chênh lệch giữa hai giá trị của cùng đại lượng đo.
3.13. Quá trình đo (measurement process)
Tập hợp các thao tác để xác định giá trị của một đại lượng.
[TCVN ISO 9000:2007 (ISO 9000:2005), 3.10.2]
3.14. Độ phân giải (resolution)
Thay đổi nhỏ nhất trong đại lượng được đo tạo nên sự thay đổi nhận thấy được trong số chỉ tương ứng của thiết bị đo.
CHÚ THÍCH: Độ phân giải có thể phụ thuộc vào, ví dụ, tạp âm (trong hay ngoài) hoặc sự ma sát. Nó cũng có thể phụ thuộc vào giá trị của đại lượng được đo.
[TCVN 6165:2009 (ISO/IEC 99:2007), 4.14]
CHÚ THÍCH 2: Đối với thiết bị hiển thị số, độ phân giải bằng bước số.
CHÚ THÍCH 3: Độ phân giải không nhất thiết là tuyến tính.
3.15. Giá trị đại lượng quy chiếu (reference quantity value)
Giá trị quy chiếu
Giá trị đại lượng dùng làm cơ sở để so sánh với giá trị đại lượng cùng loại.
CHÚ THÍCH 1: Giá trị đại lượng quy chiếu có thể là giá trị đại lượng thực của đại lượng đo, trong trường hợp chưa được biết, hoặc giá trị đại lượng quy ước, trong trường hợp đã biết.
CHÚ THÍCH 2: Giá trị đại lượng quy chiếu với độ không đảm bảo đo kèm theo thường được cung cấp với sự quy chiếu về:
a) vật liệu, ví dụ mẫu chuẩn được chứng nhận,
b) thiết bị, ví dụ nguồn laze ổn định,
c) thủ tục đo quy chiếu,
d) sự so sánh các chuẩn đo lường.
[TCVN 6165:2009 (ISO/IEC 99:2007), 5.18]
3.16. Độ lặp lại đo (measurement repeatability)
Độ lặp lại
Độ chụm đo trong tập hợp các điều kiện lặp lại của phép đo.
[TCVN 6165:2009 (ISO/IEC 99:2007), 2.21]
3.17. Độ tái lập đo (measurement reproducibility)
Độ tái lập
Độ chụm đo trong điều kiện tái lập của phép đo.
[TCVN 6165:2009 (ISO/IEC 99:2007), 2.25]
3.18. Độ ổn định của quá trình đo (stability of a measurement process)
Tính chất của quá trình đo, theo đó các thuộc tính của nó không thay đổi theo thời gian.
3.19. Cá thể (item)
Thực thể
Đối tượng
Bất cứ cái gì có thể mô tả và xem xét riêng rẽ được.
4. Ký hiệu và chữ viết tắt
4.1. Ký hiệu
|
a |
nửa độ rộng của phân bố các giá trị đại lượng đầu vào có thể có |
|
aOBJ |
độ lệch dạng lớn nhất |
|
a |
mức ý nghĩa |
|
Bi |
độ chệch |
|
b0 |
phần chắn của hàm hiệu chuẩn |
|
|
phần chắn ước lượng của hàm hiệu chuẩn |
|
b1 |
độ dốc của hàm hiệu chuẩn |
|
|
độ dốc ước lượng của hàm hiệu chuẩn |
|
CMP |
chỉ số năng lực của quá trình đo |
|
CMS |
chỉ số năng lực của hệ thống đo |
|
Cp |
chỉ số năng lực quá trình |
|
Cpk |
chỉ số năng lực nhỏ nhất của quá trình |
|
Cp,obs |
chỉ số năng lực quá trình quan trắc được |
|
Cp,p |
chỉ số năng lực quá trình thực |
|
dLR |
khoảng tính từ giá trị quy chiếu cuối cùng, tại đó người thao tác đánh giá kết quả là không thỏa mãn đến giá trị quy chiếu đầu tiên, tại đó người thao tác có kết quả được chấp thuận |
|
dUR |
từ giá trị quy chiếu cuối cùng, tại đó người thao tác đánh giá kết quả là được chấp thuận đến giá trị quy chiếu đầu tiên, tại đó người thao tác có kết quả không thỏa mãn |
|
d |
khoảng trung bình |
|
k |
hệ số phủ |
|
K |
tổng số phép đo lặp trên một quy chiếu. Quy chiếu có thể là chuẩn quy chiếu hoặc vật mẫu quy chiếu |
|
kCAL |
hệ số phủ lấy từ giấy chứng nhận hiệu chuẩn |
|
l |
độ dài đo được |
|
L |
giới hạn quy định dưới |
|
MPE |
sai số cho phép lớn nhất (của hệ thống đo) (giá trị-MPE) |
|
mji |
tần số trong phép kiểm nghiệm Bowker |
|
N |
số chuẩn đo lường |
|
n |
số phép đo |
|
P |
xác suất |
|
Pp |
chỉ số hiệu năng quá trình |
|
Pp,obs |
chỉ số hiệu năng quá trình quan trắc được |
|
Pp,p |
chỉ số hiệu năng quá trình thực |
|
Qattr |
tỷ số năng lực quá trình đo định tính |
|
QMS |
tỷ số năng lực hệ thống đo |
|
QMP |
tỷ số năng lực quá trình đo |
|
RE |
độ phân giải của hệ thống đo |
|
s |
độ lệch chuẩn của mẫu (đối với độ lặp lại của hệ thống đo) |
|
T |
nhiệt độ |
|
t1-(a/2) |
giá trị tới hạn hai phía của phân bố Student t |
|
U |
giới hạn quy định trên |
|
ua |
độ không đảm bảo chuẩn do hệ số dãn nở |
|
uAV |
độ không đảm bảo chuẩn do độ lặp lại của người thao tác |
|
uBI |
độ không đảm bảo chuẩn do độ chệch đo |
|
uCAL |
độ không đảm bảo chuẩn hiệu chuẩn do chuẩn đo lường |
|
uMP |
độ không đảm bảo chuẩn tổng hợp do quá trình đo |
|
uEV |
độ không đảm bảo chuẩn do giá trị lớn nhất của độ lặp lại hoặc của độ phân giải |
|
uEVR |
độ không đảm bảo chuẩn do độ lặp lại dựa trên chuẩn đo lường |
|
uEVO |
độ không đảm bảo chuẩn do độ lặp lại trên các phần thử |
|
uGV |
độ không đảm bảo chuẩn do độ tái lập của hệ thống đo |
|
uIAi |
độ không đảm bảo chuẩn do sự tương tác |
|
uLIN |
độ không đảm bảo chuẩn do độ tuyến tính của hệ thống đo |
|
uMP |
độ không đảm bảo chuẩn tổng hợp của quá trình đo |
|
uMPE |
độ không đảm bảo chuẩn được tính dựa trên sai số cho phép lớn nhất |
|
uMS |
độ không đảm bảo chuẩn tổng hợp của hệ thống đo |
|
uMS-REST |
độ không đảm bảo chuẩn từ các thành phần ảnh hưởng khác không được đưa vào phân tích hệ thống đo |
|
uOBJ |
độ không đảm bảo chuẩn do tính không đồng nhất của phần thử |
|
uRE |
độ không đảm bảo chuẩn do độ phân giải của hệ thống đo |
|
uREST |
độ không đảm bảo chuẩn do các thành phần ảnh hưởng khác không được đưa vào phân tích quá trình đo |
|
uSTAB |
độ không đảm bảo chuẩn do độ ổn định của hệ thống đo |
|
uT |
độ không đảm bảo chuẩn do nhiệt độ |
|
uTA |
độ không đảm bảo chuẩn do hệ số dãn nở |
|
uTD |
độ không đảm bảo chuẩn do chênh lệch nhiệt độ giữa vật mẫu và hệ thống đo |
|
Uattr |
độ không đảm bảo của phép đo định tính |
|
UCAL |
độ không đảm bảo của việc hiệu chuẩn chuẩn đo lường |
|
UMS |
độ không đảm bảo của hệ thống đo |
|
UMP |
độ không đảm bảo của quá trình đo |
|
yj |
giá trị đo thứ j |
|
|
trung bình của tất cả các phép đo |
|
|
trung bình cộng của tất cả các giá trị mẫu |
|
xi |
đại lượng đầu vào của phép đo thứ i |
|
xm |
giá trị đại lượng quy chiếu |
4.2. Chữ viết tắt
|
ANOVA |
phân tích phương sai |
|
DOE |
thiết kế thực nghiệm |
|
GPS |
đặc tính hình học của sản phẩm |
|
R&R |
độ lặp lại và độ tái lập |
|
GUM |
hướng dẫn trình bày độ không đảm bảo đo |
|
MPE |
sai số cho phép lớn nhất |
|
SPC |
kiểm soát thống kê quá trình |
|
VIM |
từ vựng quốc tế về đo lường |
5. Nguyên tắc cơ bản
5.1. Khái quát
Phương pháp mô tả trong tiêu chuẩn này bao gồm phần lớn ước lượng độ không đảm bảo đo xảy ra trong thực tế. Trong một số trường hợp, khi không có các điều kiện tiên quyết đặt ra đối với phương pháp này (không có sự tương quan giữa các thành phần ảnh hưởng, không có các hệ số độ nhạy, mô hình tuyến tính đơn giản), người dùng phải sử dụng phương pháp chung hiện hành mô tả trong TCVN 9595-3:2013 (ISO/IEC Guide 98-3:2008) để xác định độ không đảm bảo đo.
Phương pháp sau đây tập trung vào độ không đảm bảo thực hiện (xem thêm ISO 17450-2). Do đó, trước khi áp dụng phương pháp phải xác định là độ không đảm bảo của phương pháp và độ không đảm bảo của quy định kỹ thuật nhỏ so với độ không đảm bảo thực hiện. Hơn nữa, phương pháp này không thích hợp và không được sử dụng cho các quá trình đo hình học phức tạp, như phép đo kết cấu bề mặt, phép đo hình dạng, phép đo hướng và vị trí, những phép đo này dựa vào một số điểm đo hoặc các phép đo đồng thời theo nhiều hướng hoặc cả hai.
TCVN 9595-3:2013 (ISO/IEC Guide 98-3:2008) (GUM) cho phép đánh giá độ không đảm bảo chuẩn bằng mọi phương pháp thích hợp. GUM phân biệt việc đánh giá bằng xử lý thống kê các quan trắc lặp lại là đánh giá độ không đảm bảo Loại A và đánh giá bằng mọi phương pháp khác là đánh giá độ không đảm bảo Loại B. Trong việc đánh giá độ không đảm bảo chuẩn tổng hợp, cả hai loại đánh giá đều được đặc trưng bằng độ không đảm bảo chuẩn bình phương và được xử lý theo cùng một cách. Có thể tích lũy các độ không đảm bảo chuẩn để thu được độ không đảm bảo chuẩn của phép đo (tổng hợp). Thực hiện việc đánh giá độ không đảm bảo này theo TCVN 9595-3:2013 (ISO/IEC Guide 98-3:2008), bằng cách sử dụng định luật lan truyền độ không đảm bảo. Chi tiết đầy đủ về quy trình này và các giả định bổ sung được cho trong TCVN 9595-3:2013 (ISO/IEC Guide 98-3:2008).
Để đánh giá hệ thống đo hoặc quá trình đo, có thể tính tỷ số năng lực QMS hoặc QMP hoặc chỉ số năng lực CMP hoặc CMS dựa trên độ không đảm bảo đo chuẩn tổng hợp và quy định kỹ thuật.
Độ không đảm bảo mở rộng tổng hợp cần nhỏ hơn đáng kể so với quy định kỹ thuật của đặc trưng được đo.
Nếu các thành phần của độ không đảm bảo được ước lượng từ thực nghiệm (đánh giá Loại A) không tương ứng với độ trải dự kiến của các thành phần này trong quá trình đo thực tế, thì không được ước lượng bằng thực nghiệm các thành phần này. Thay vào đó, chúng cần được suy ra bằng cách sử dụng mô hình toán học (đánh giá Loại B; ví dụ nhiệt độ không đổi trong phòng thí nghiệm đo khi tiến hành nghiên cứu và độ biến động nhiệt độ thông thường ở địa điểm áp dụng sau này). Người thực hiện cần hiểu rõ mô hình được sử dụng.
Hình 1 mô tả cách tiếp cận từng bước của phương pháp. Có thể tìm được độ tuyến tính, độ lặp lại và độ chệch bằng cách sử dụng chuẩn quy chiếu như trình bày trong lưu đồ. Một cách khác, có thể tìm độ chệch dựa trên giá trị MPE (sai số cho phép lớn nhất).
5.2. Độ phân giải
Độ phân giải là một trong những yếu tố đóng góp vào độ không đảm bảo đo. Độ phân giải không được thấp hơn hiệu ứng phân giải. Nếu độ không đảm bảo mở rộng được tính dựa trên độ phân giải thực tế lớn hơn yêu cầu đối với quá trình đo thì cần cải tiến hệ thống đo.
Mặc định là sử dụng hệ thống đo để xác định sự phù hợp đối với quy định kỹ thuật song phương, khi không có nguyên tắc cụ thể nào được thiết lập giữa nhà cung cấp và người mua thì độ phân giải phải thấp hơn 1/20 khoảng quy định.
Mặc định là sử dụng hệ thống đo để kiểm soát quá trình sản xuất bằng cách sử dụng các công cụ SPC phù hợp với quy định kỹ thuật song phương, khi không có nguyên tắc cụ thể nào được thiết lập giữa nhà cung cấp và người mua thì độ phân giải phải thấp hơn 1/5 độ biến động quá trình.
5.3. MPE đã cho và được sử dụng
Nếu sử dụng hệ thống đo chuẩn thì cần xác định sai số cho phép lớn nhất (MPE), hoặc thường là một số sai số cho phép lớn nhất của hệ thống thực tế. Sử dụng hệ thống hiệu chuẩn để có tài liệu chứng minh sự phù hợp với yêu cầu về đặc trưng đo xác định được cho như một hoặc nhiều sai số cho phép lớn nhất.
Trong trường hợp này, giá trị MPE, hoặc nếu nhiều hơn một đặc trưng đo ảnh hưởng đến nhiệm vụ đo thì kết quả tổng hợp của các giá trị MPE thực tế có thể được sử dụng để tính năng lực của hệ thống đo thay cho phương pháp thực nghiệm. Nếu cần sử dụng một tập hợp thiết bị khác nhau làm hệ thống đo, thì khuyến nghị phương pháp sử dụng MPE. Nếu chỉ có thể sử dụng một hệ thống đo xác định trong quá trình đo, thì phương pháp thực nghiệm là thích hợp vì độ không đảm bảo tổng hợp thường sẽ nhỏ hơn.
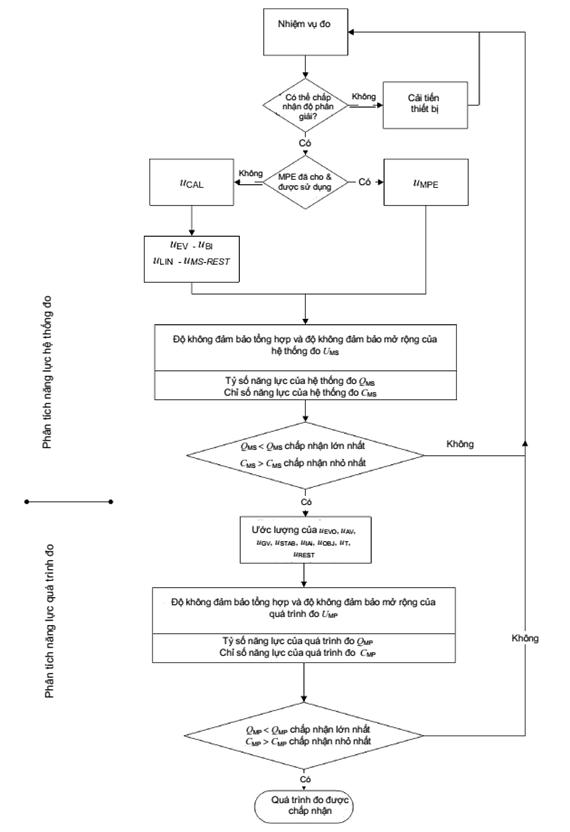
Hình 1 - Phân tích năng lực hệ thống đo
5.4. Giới hạn năng lực và hiệu năng đối với hệ thống đo và quá trình đo
Nếu hệ thống đo được phân loại theo quá trình đo cụ thể, thì điều quan trọng là thiết lập giới hạn về độ không đảm bảo đo. Theo cách này, việc lựa chọn hệ thống đo cho các nhiệm vụ đo tiếp sau sẽ đơn giản.
Nếu không có yêu cầu nào về QMP lớn nhất hoặc CMS nhỏ nhất, thì tiếp tục và tính QMS.
Phương pháp sau đây dựa trên điều kiện tiên quyết là một số thành phần độ không đảm bảo gắn với quá trình đo, như tính không đồng nhất về đối tượng đo, độ phân giải và nhiệt độ cần được mô hình hóa về mặt toán học.
6. Thực hiện
6.1. Khái quát
Như đối với các quá trình khác, quá trình đo chịu ảnh hưởng của cả nguồn biến động ngẫu nhiên và nguồn biến động hệ thống. Để ước lượng và kiểm soát độ biến động của quá trình đo, cần xác định tất cả các nguồn quan trọng của độ biến động và nếu có thể, theo dõi chúng. Nhìn chung, các thành phần độ không đảm bảo nhỏ hơn 10 % thành phần độ không đảm bảo lớn nhất được coi là không quan trọng.
6.2. Các yếu tố ảnh hưởng đến quá trình đo
6.2.1. Khái quát
Trong thực tiễn công nghiệp, độ không đảm bảo được báo cáo của quá trình đo thường giới hạn ở độ không đảm bảo bắt nguồn từ độ lặp lại của quá trình đo trên chuẩn quy chiếu, hoặc trên một cá thể điển hình của quá trình đo được tạo ra, gọi là vật mẫu. Độ không đảm bảo phát sinh từ bất kỳ độ lệch tuyến tính nào sẽ được đặt bằng “không” hoặc có được từ quy định của nhà sản xuất, ví dụ liên quan đến giới hạn sai số được chấp nhận (giá trị MPE).
Khuyến nghị sử dụng thực nghiệm quen thuộc về độ lặp lại trên chuẩn quy chiếu để ước lượng độ lặp lại và độ chệch của quá trình đo. Dựa trên thực nghiệm này, ta có thể ước lượng chỉ số năng lực đo. Phương pháp này có thể được mở rộng bằng cách sử dụng nhiều hơn một chuẩn quy chiếu, được thiết lập gần hoặc trong các giới hạn quy định. Trong cả hai trường hợp, có thể hiệu chính hệ thống đo bằng cách sử dụng sai số hệ thống đã được xác định.
Nếu cần xác định độ tuyến tính của hệ thống đo thì có thể thực hiện bằng phương pháp nghiên cứu độ tuyến tính dựa trên ít nhất ba chuẩn quy chiếu. Kết quả của nghiên cứu (hàm hồi quy) này có thể sử dụng cho việc hiệu chính kết quả đo. Do đó, độ không đảm bảo do sai lệch tuyến tính gây ra sẽ giảm.
6.2.2. Các thành phần độ không đảm bảo thuộc về hệ thống đo
6.2.2.1. Các loại thành phần
Các thành phần độ không đảm bảo liên quan đến hệ thống đo là
- sai số cho phép lớn nhất, hoặc
- sự kết hợp của
- độ không đảm bảo hiệu chuẩn,
- độ lặp lại và/hoặc độ phân giải,
- độ chệch,
- độ tuyến tính, và
- các thành phần độ không đảm bảo khác.
6.2.2.2. Ước lượng độ không đảm bảo bằng cách sử dụng giá trị MPE
Khi đã biết thiết bị đo hoặc chuẩn đo lường tuân theo các giá trị MPE công bố cho từng đặc trưng đo thì cần sử dụng các giá trị MPE này để ước lượng thành phần độ không đảm bảo như thể hiện trong Bảng 1.
Bảng 1 - Độ không đảm bảo của MPE
|
Thành phần độ không đảm bảo |
Ký hiệu |
Phép kiểm nghiệm/mô hình |
|
Giá trị MPE |
uMPE |
Độ không đảm bảo chuẩn do sai số cho phép lớn nhất.
trong đó giả định là phân bố chữ nhật. Trong trường hợp có nhiều hơn một giá trị MPE ảnh hưởng đến quá trình đo, có thể tính độ không đảm bảo chuẩn tổng hợp từ công thức:
|
6.2.2.3. Độ phân giải của hệ thống đo
Hệ thống đo thực tế dự kiến cần có độ phân giải đủ cao sao cho độ không đảm bảo mở rộng tính được từ độ không đảm bảo chuẩn của độ phân giải thấp hơn nhiều (thực tế thường là 5 %) so với khoảng quy định cho đặc trưng cần đo (đại lượng đo).
Độ phân giải của hệ thống đo, hoặc bậc của chữ số cuối cùng trong hiển thị bằng số, hoặc giá trị đo được làm tròn, sẽ luôn gây ra một thành phần độ không đảm bảo. Khi thành phần độ không đảm bảo lặp lại được suy ra từ dữ liệu thực nghiệm, thì ảnh hưởng của độ phân giải, v.v…sẽ được tính đến nếu thành phần độ không đảm bảo lặp lại (uEVR) lớn hơn thành phần dựa trên độ phân giải.
Nếu độ không đảm bảo của thành phần lặp lại lớn hơn độ không đảm bảo của thành phần độ phân giải, thì thành phần độ phân giải được bao gồm trong thành phần lặp lại. Nếu không thì thành phần uRE cần được bổ sung vào mô hình như thể hiện trong Bảng 2.
Bảng 2 - Độ không đảm bảo do độ phân giải
|
Thành phần độ không đảm bảo |
Ký hiệu |
Phép kiểm nghiệm/mô hình |
|
Độ phân giải của hệ thống đo |
uRE |
trong đó RE là độ phân giải và được giả định là theo phân bố chữ nhật. Nếu thang đo tương tự được sử dụng, phân bố thực tế có thể là phân bố khác, ví dụ phân bố chuẩn. |
6.2.2.4. Tính độ lặp lại, độ chệch và độ tuyến tính bằng cách sử dụng chuẩn quy chiếu hoặc vật mẫu đã được hiệu chuẩn
Chuẩn quy chiếu hoặc vật mẫu sử dụng cần phải có khả năng truy nguyên tới các quy chiếu công bố, thường là chuẩn quốc gia hoặc quốc tế hoặc các chuẩn đồng thuận (chuẩn được khách hàng và nhà cung cấp thỏa thuận). Độ không đảm bảo hiện tại của quá trình hiệu chuẩn này cần được xác định.
Bảng 3 - Độ không đảm bảo của việc hiệu chuẩn chuẩn đo lường
|
Thành phần độ không đảm bảo |
Ký hiệu |
Kiểm nghiệm/mô hình |
|
Hiệu chuẩn |
uCAL |
Độ lệch chuẩn của độ không đảm bảo do hiệu chuẩn (từ giấy chứng nhận) Trong trường hợp độ không đảm bảo trong biên bản được cho là độ không đảm bảo mở rộng thì nó cần được chia cho hệ số phủ tương ứng. uCAL = UCAL / kCAL |
Các phân tích tuyến tính phải được thực hiện thường xuyên sao cho không vượt quá giá trị ước lượng của MPE giữa hai phân tích tuyến tính.
6.2.2.5. Phương pháp thực nghiệm (sử dụng phân tích hồi quy)
Phương pháp thực nghiệm xem xét cách thức xác định mối quan hệ Y = A + BX (mô tả cách thức biến phụ thuộc Y thay đổi theo hàm số của biến độc lập X) từ dữ liệu đo. Dữ liệu đo có được khi hệ thống đo quy định bởi giá trị A và B (chưa biết) của các tham số hàm hiệu chuẩn được “kích thích” bằng các chuẩn có giá trị hiệu chuẩn Xi, được cho theo đơn vị của chuẩn đo lường, và “đáp ứng” tương ứng, hoặc chỉ số Yi của phương tiện được ghi lại.
Bảng 4 - Độ không đảm bảo do hệ thống đo
|
Thành phần độ không đảm bảo |
Ký hiệu |
Phép kiểm nghiệm/mô hình |
|
Độ không đảm bảo phát sinh từ độ tuyến tính |
uLIN |
Ví dụ 1: uLIN = 0 Ví dụ 2: trong đó a là nửa độ rộng phân bố đồng nhất hoặc giá trị MPE đã biết. Ví dụ 3: uLIN được xác định bằng thực nghiệm cùng với uEVR (xem ví dụ 2 bên dưới) Ví dụ 4: uLIN được xác định dựa trên các kết quả trong giấy chứng nhận hiệu chuẩn. |
|
Độ không đảm bảo phát sinh từ độ chệch |
uBI |
Từ phép đo trên chuẩn quy chiếu, có thể tính uBI dựa trên khoảng cách giữa chuẩn và trung bình của các giá trị đo được.
|
|
Độ lặp lại sử dụng chuẩn quy chiếu |
uEVR |
Ví dụ 1: tối thiểu 30 phép đo lặp lại trên chuẩn quy chiếu, qua đó uEVR có thể được ước lượng. Ví dụ 2: K phép đo lặp lại trên mỗi chuẩn quy chiếu khác nhau N (³2) với N*K ³ 30. Ước lượng từ hàm hồi quy tuyến tính Ước lượng uEVR và uLIN bằng phương pháp ANOVA. |
|
Các thành phần độ không đảm bảo khác không bao gồm ở trên |
uMS-REST |
Ví dụ độ trôi thang đo (sử dụng các mặt đo khác nhau) |
6.2.3. Các thành phần độ không đảm bảo bổ sung thuộc về quá trình đo
6.2.3.1. Khái quát
Trong phân tích một quá trình đo xác định theo các điều kiện thực, việc nhận biết và xác định các thành phần độ không đảm bảo bổ sung của quá trình cần được thực hiện cùng với các thành phần độ không đảm bảo của hệ thống đo mô tả ở trên.
6.2.3.2. Xác định các thành phần độ không đảm bảo thực nghiệm (Loại A)
Bảng 5 - Độ không đảm bảo do độ lặp lại và độ tái lập của quá trình đo
|
Thành phần độ không đảm bảo |
Ký hiệu |
Phép kiểm nghiệm/mô hình |
|
Độ lặp lại sử dụng vật mẫu |
uEVO |
Luôn luôn sử dụng tối thiểu là 5 vật mẫu - được đo bởi ít nhất 2 người thao tác hoặc - được đo bởi ít nhất 2 hệ thống đo khác nhau (nếu liên quan). Cỡ mẫu nhỏ nhất: 30 Ước lượng các thành phần độ không đảm bảo bằng phương pháp ANOVA. [VIM, GUM, TCVN 6910 (ISO 5725), TCVN 9596 (ISO 13528), ISO/TS 21748, ISO 21749] Nếu không có ảnh hưởng nào từ người thao tác thì số vật mẫu cần được tăng lên. |
|
Ảnh hưởng của người vận hành làm thay đổi điều kiện tái lập của phép đo |
uAV |
|
|
Độ tái lập của hệ thống đo (Địa điểm đo) |
uGV |
|
|
Ảnh hưởng của sự thay đổi theo thời gian trong các điều kiện tái lập của phép đo |
uSTAB |
|
|
Các tương tác |
uIAi |
CHÚ THÍCH 1: Trong trường hợp đặc biệt (ví dụ chi phí thử nghiệm cao), có thể chấp nhận hai lần lặp lại.
CHÚ THÍCH 2: Nếu số mẫu nhỏ hơn 30, có thể sử dụng phép kiểm nghiệm Student t để mở rộng độ không đảm bảo mở rộng. Xem Điều 8.
6.2.3.3. Xác định các thành phần độ không đảm bảo không bao gồm trong thực nghiệm (Loại B)
Ngoài các thành phần độ không đảm bảo ước lượng của hệ thống đo (6.2.2) và các thành phần độ không đảm bảo ước lượng của quá trình đo (6.2.3.2), cần xác định những thành phần độ không đảm bảo bổ sung sau đây bằng cách sử dụng các mô hình toán học.
Bảng 6 - Độ không đảm bảo khác của quá trình đo
|
Thành phần độ không đảm bảo |
Ký hiệu |
Phép kiểm nghiệm/mô hình |
|
Tính không đồng nhất của phần thử |
uOBJ |
trong đó aOBJ là sai số cho phép lớn nhất hoặc được dự kiến do đối tượng (ví dụ độ lệch hình dạng). |
|
Nhiệt độ |
uT |
Có thể tính ảnh hưởng của nhiệt độ bằng cách sử dụng công thức:
Độ không đảm bảo do chênh lệch nhiệt độ uTD có thể ước lượng theo ISO 14253-2.
trong đó a là hệ số dãn nở; ΔT là chênh lệch nhiệt độ; và phân bố hình chữ nhật được giả định. Độ không đảm bảo do hệ số dãn nở có thể được ước lượng theo ISO 15530-3.
trong đó T là nhiệt độ trung bình trong quá trình đo; ua là độ không đảm bảo do hệ số dãn nở; l là giá trị quan trắc đối với phép đo độ dài. |
CHÚ THÍCH 1: Trong công thức trên T là nhiệt độ. Không nên nhầm lẫn T với khoảng quy định hoặc giá trị đích được sử dụng ở chỗ khác trong tiêu chuẩn này.
CHÚ THÍCH 2: Trong trường hợp không thực hiện bù chênh lệch nhiệt độ, đóng góp của sự chênh lệch này cần được đưa vào ước lượng trong công thức trên.
CHÚ THÍCH 3: Phần thử là đối tượng cần đo, bao gồm đối tượng được đo bằng các thiết bị gắn trong sản xuất.
6.2.3.4. Tác động do sai lệch của vật mẫu lên kết quả đo
Trong nhiều quá trình đo, bề mặt của vật mẫu tiếp xúc với hệ thống đo trong suốt phép đo. Tùy thuộc vào kết cấu bề mặt, độ lệch hình dạng và các độ lệch hình học so với hình học danh nghĩa, sự tiếp xúc giữa hệ thống đo và vật mẫu sẽ dẫn đến một thành phần độ không đảm bảo. Tùy thuộc vào đại lượng đo và sự phân vùng đo trên vật mẫu, tác động của độ lệch hình dạng không cùng mức (nếu đại lượng đo tương ứng với giá trị lớn nhất và chỉ cần một lần đo, thì độ lệch hình dạng tác động trực tiếp, nhưng nếu thay đổi vật mẫu và lấy giá trị quan trắc lớn nhất, độ lệch hình dạng được tích hợp vào việc đánh giá và không tác động đến độ không đảm bảo đo).
Có thể tìm thành phần aOBJ từ các yêu cầu trên bản vẽ hoặc bằng các thực nghiệm phù hợp để tìm độ lệch hình dạng lớn nhất hoặc các sự không đồng nhất tương tự nhau.
Bổ sung thành phần uOBJ vào mô hình, như thể hiện trong Bảng 10.
6.2.3.5. Độ phân giải
Nếu thành phần độ lặp lại sử dụng vật mẫu (uEVO) lớn hơn thành phần độ phân giải, thì thành phần độ phân giải được bao gồm trong thành phần độ lặp lại. Nếu không thì thành phần uRE cần được bổ sung vào mô hình như thể hiện trong Bảng 1.
6.2.3.6. Ảnh hưởng nhiệt độ
6.2.3.6.1. Tính độ không đảm bảo
Độ không đảm bảo do ảnh hưởng nhiệt độ uT cần được tính dựa trên thành phần độ không đảm bảo gây ra do chênh lệch nhiệt độ và độ không đảm bảo do hệ số dãn nở chưa biết.
![]()
6.2.3.6.2. Thành phần độ không đảm bảo gây ra do chênh lệch nhiệt độ và dãn nở
Nhiệt độ quy chiếu tiêu chuẩn của các quy định kỹ thuật sản phẩm dạng hình học (GPC) và phép đo GPS là 20 oC (xem ISO 1). Có thể có nhiệt độ quy chiếu cho các ứng dụng khác ngoài dạng hình học (ví dụ ảnh hưởng điện do nhiệt độ) đó có thể là do nhiệt độ tuyệt đối cũng như các gradient nhiệt độ thời gian và không gian gây ra dẫn đến sự dãn nở tuyến tính, uốn cong, v.v... của hệ thống đo. Việc bố trí phép đo và đối tượng được đo gây ra thành phần độ không đảm bảo uTD.
Việc chuyển đổi từ nhiệt độ sang độ dài được cho trong phương trình dãn nở tuyến tính:
ΔL = ΔT.a.l
trong đó
ΔT là chênh lệch nhiệt độ tương ứng;
a là hệ số dãn nở do nhiệt độ của vật liệu;
l là chiều dài hiệu dụng đang xét.
Độ lệch đã biết của nhiệt độ so với nhiệt độ quy chiếu có thể được hiệu chính như một thành phần sai số hệ thống nếu thích hợp.
Độ không đảm bảo uTD có thể, ví dụ, được ước lượng theo ISO 14253-2.
6.2.3.6.3. Độ không đảm bảo do hệ số dãn nở
Thường sẽ có phần đóng góp vào độ không đảm bảo do độ biến động hệ số dãn nở của vật mẫu được đo. Trong trường hợp này, độ không đảm bảo uTA được tính bằng:
![]()
trong đó ua là độ không đảm bảo chuẩn do hệ số dãn nở của vật mẫu.
Độ không đảm bảo uTA cũng có thể được ước lượng theo ISO 15530-3.
7. Nghiên cứu tính các thành phần độ không đảm bảo
7.1. Hệ thống đo
7.1.1. Khái quát
Để nghiên cứu đưa ra thông tin có ý nghĩa, điều kiện tiên quyết là độ phân giải của hệ thống đo được xác định và thích hợp với quá trình đo thực tế.
Cần xác nhận rằng độ không đảm bảo chuẩn do độ lặp lại không nhỏ hơn độ không đảm bảo chuẩn do độ phân giải. Nếu không thì độ không đảm bảo do độ phân giải cần được dùng thay cho độ lặp lại (max{uEVR,uEVO,uRE}).
Phương pháp áp dụng dựa trên sự hiểu biết về độ tuyến tính của hệ thống đo thực tế. Nếu độ tuyến tính được coi như đã biết, thì có thể tìm được độ lặp lại và độ chệch bằng cách sử dụng một (hoặc nhiều) chuẩn đo lường.
7.1.2. Độ lặp lại và độ chệch dựa trên một chuẩn quy chiếu
7.1.2.1. Khái quát
Nếu thành phần độ không đảm bảo uLIN bằng “không” hoặc được ước lượng từ sai số cho phép lớn nhất (MPE), thành phần uEVR cần được xác định bằng thực nghiệm. Việc xác định độ không đảm bảo uEVR từ độ lặp lại được ước lượng từ các phép đo trên chuẩn quy chiếu hoặc vật mẫu. Cần dựa trên phạm vi ít nhất 30 phép đo lặp lại, để ước lượng tác động của độ chệch và độ lặp lại tổng hợp. Trong trường hợp này, độ chệch và độ biến động sẽ được sử dụng cùng nhau như hai thành phần độ không đảm bảo khác nhau uBI và uEVR.
7.1.2.2. Điều kiện tiên quyết
- Giá trị đại lượng quy chiếu của chuẩn quy chiếu hoặc vật mẫu cần có giá trị đại lượng gần với giá trị đích. Độ lệch lớn nhất của chuẩn quy chiếu so với giá trị đích phụ thuộc và các đặc trưng của hệ thống đo.
- Giá trị đại lượng quy chiếu xm của chuẩn quy chiếu hoặc vật mẫu cần được xác định (thường bằng hiệu chuẩn).
- Chuẩn quy chiếu hoặc vật mẫu phải được loại bỏ hoặc thay thế giữa mỗi phép đo.
- Trong trường hợp dung sai một phía (“giới hạn tự nhiên”), giá trị đại lượng quy chiếu của chuẩn quy chiếu hoặc vật mẫu cần có giá trị đại lượng gần với giá trị của quy định kỹ thuật.
7.1.2.3. Quy trình
Thực hiện ít nhất 30 phép đo trên chuẩn quy chiếu hoặc vật mẫu đã được hiệu chuẩn.
Dựa trên các giá trị thực tế, độ chệch đo (Bi), độ không đảm bảo chuẩn của độ lặp lại từ chuẩn quy chiếu và độ không đảm bảo chuẩn của độ chệch được ước lượng từ:
![]() và
và ![]()
trong đó
K là số phép đo lặp lại;
xi là giá trị đơn lẻ của phép đo thứ i;
![]() là trung bình cộng
của tất cả các giá trị mẫu.
là trung bình cộng
của tất cả các giá trị mẫu.
![]()
Công thức này chỉ có thể sử dụng trong trường hợp không thể phân biệt giữa sai số hệ thống và sai số ngẫu nhiên.
Nếu chế độ đặt về “không” của thiết bị đo có thể gây thêm độ biến động thì điều quan trọng là đặt hệ thống đo về “không” bằng cách sử dụng chuẩn hoặc vật mẫu được xác định giữa mỗi lần đặt.
Nếu sử dụng nhiều hơn một chuẩn trong thực nghiệm để xác định độ lặp lại, thì cần sử dụng độ lệch trung bình lớn nhất của chuẩn tương ứng là giá trị độ chệch. Nếu phương sai được giả định là không đổi, thì cần sử dụng phương sai trung bình.
7.1.3. Phân tích tuyến tính dựa trên ít nhất ba chuẩn quy chiếu
7.1.3.1. Tính toán khi có độ lệch tuyến tính
Trong 6.2.2.3, thực nghiệm sau đây [xem TCVN 9598 (ISO 11095)] được dùng để xác định độ không đảm bảo do độ lệch tuyến tính của hệ thống đo. Nếu có độ lệch tuyến tính, ước lượng các thành phần độ không đảm bảo uLIN (độ không đảm bảo tuyến tính) và uEVR (độ lặp lại dựa trên chuẩn đo lường) cần được tính dựa trên phương pháp dưới đây.
1) Thực hiện ít nhất ba phép đo lặp lại trên ít nhất là ba chuẩn quy chiếu. Cỡ mẫu nhỏ nhất là 30.
2) Thực hiện phân tích hồi quy. Quan sát việc độ lệch chuẩn dư là không đổi trên toàn bộ phạm vi của phép đo. Sau đó, độ lệch chuẩn dư được sử dụng trong ước lượng độ không đảm bảo.
3) Thực hiện phân tích phương sai (ANOVA).
4) Ước lượng các thành phần độ không đảm bảo uEVR và uLIN dựa trên kết quả của ANOVA trong điểm 3 ở trên.
5) Hiệu chính kết quả đo dựa trên các phép đo tương lai theo độ tuyến tính tính được, khi thích hợp.
7.1.3.2 Điều kiện tiên quyết
Nói chung, áp dụng các điều kiện tiên quyết dưới đây.
- Độ lệch chuẩn dư (độ lệch chuẩn từ các phép đo lặp lại trên chuẩn) luôn không đổi (xem Bảng 9).
- Hàm hồi quy là tuyến tính (đường hồi quy).
- Độ không đảm bảo về giá trị “thực” của chuẩn quy chiếu nhỏ so với độ lệch của các phép đo chuẩn đo lường.
- Các phép đo là tiêu biểu cho việc sử dụng hệ thống đo sau này về các điều kiện môi trường và các điều kiện khác.
- Các phép đo lặp lại của chuẩn quy chiếu là độc lập với nhau và được phân bố chuẩn.
- Các giá trị của chuẩn được đặt cách đều nhau trên toàn bộ phạm vi đo liên quan.
7.1.3.3. Điều kiện
Các điều kiện của phương pháp được mô tả rõ ràng dưới đây.
Đường hồi quy được trình bày dựa trên các giá trị đo được bằng cách sử dụng đồ thị như thể hiện trên Hình 2. Điều này tạo ra ấn tượng ban đầu về:
1) quá trình đo có được kiểm soát trong thực nghiệm hay không,
2) sự thích hợp của điều kiện tiên quyết (ví dụ độ tuyến tính, hằng số độ lệch chuẩn dư),
3) các giá trị đo so với giá trị “thực” quy ước, và
4) sự có mặt các giá trị bất thường và xu hướng thời gian cần nghiên cứu thêm.
7.1.3.4. Ví dụ về phân tích tuyến tính
Công thức cho đường hồi quy là:
yij = b0 + b1xi + ɛij
Bảng 7 - Dữ liệu đo
|
|
Các quan trắc trên chuẩn |
|
|||||||||||||
|
i |
xm |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
a |
9 |
10 |
11 |
12 |
|
s |
|
1 |
2,0 |
2,7 |
2,5 |
2,4 |
2,5 |
2,7 |
2,3 |
2,5 |
2,5 |
2,4 |
2,4 |
2,6 |
2,4 |
2,49 |
0,12 |
|
2 |
4,0 |
5,1 |
3,9 |
4,2 |
5,0 |
3,8 |
3,9 |
3,9 |
3,9 |
3,9 |
4,0 |
4,1 |
3,8 |
4,13 |
0,45 |
|
3 |
6,0 |
5.8 |
5,7 |
5,9 |
5,9 |
6,0 |
6,1 |
6,0 |
6,1 |
6,4 |
6,3 |
6,0 |
6,1 |
6,03 |
0,20 |
|
4 |
8,0 |
7,6 |
7,7 |
7,8 |
7,7 |
7,8 |
7,8 |
7,8 |
7,7 |
7,8 |
7,5 |
7,6 |
7,7 |
7,71 |
0,10 |
|
5 |
10,0 |
9.1 |
9,3 |
9,5 |
9,3 |
9,4 |
9.5 |
9,5 |
9,5 |
9.6 |
9,2 |
9.3 |
9,4 |
9,38 |
0,15 |
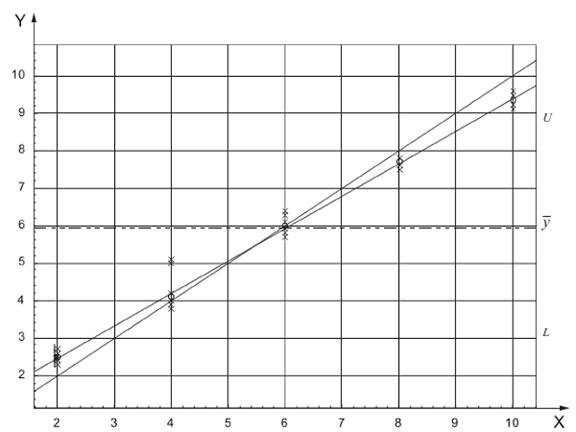
Hình 2 - Đồ thị thể hiện độ tuyến tính
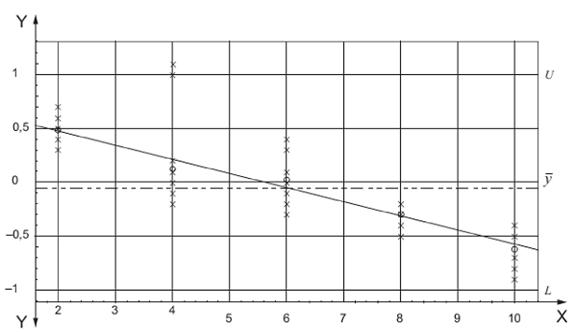
CHÚ DẪN
X đường kính (quy chiếu)
Y độ chệch (giá trị quy chiếu)
Hình 3 - Đường đồng
nhất bằng với đường hồi quy âm ![]()
Nếu có một hoặc nhiều giá trị bất thường thì thực nghiệm cần được lặp lại sau khi loại bỏ các giá trị bất thường được phát hiện.
Người sử dụng có thể tham khảo TCVN 8006-4 (ISO 16269-4) về cách phát hiện giá trị bất thường. Không phát hiện sự xuất hiện của giá trị bất thường sẽ dẫn đến việc hiệu chính không đúng. Thông tin về cách thức tính các thành phần độ không đảm bảo và hàm hồi quy có thể xem trong Bảng A.3.
7.1.4. Ước lượng các thành phần độ không đảm bảo
Việc tính các ước lượng của độ không đảm bảo do sự thiếu phù hợp của hàm hồi quy, uLIN và độ lặp lại của phép đo trên các chuẩn (sai số thuần túy) uEVR được cho trong phân tích phương sai ở Bảng A.5.
Bảng 8 - Độ không đảm bảo do tuyến tính
|
Thành phần độ không đảm bảo |
Ký hiệu |
Phép kiểm nghiệm/mô hình |
|
Độ tuyến tính |
uLIN |
yij = b0 + b1.xi + ɛij
Độ tuyến tính = 0,58 mm (ở giới hạn quy định trên x = 10 mm)
|
7.2. Các thành phần độ không đảm bảo của quá trình đo
7.2.1. Khái quát
Các thành phần của quá trình đo tiến hành trong điều kiện thực cần được cộng vào các thành phần độ không đảm bảo được ước lượng của hệ thống đo, được tính trong 6.2.2.
Thực nghiệm chuẩn (thực nghiệm độ chụm) để ước lượng các thành phần độ không đảm bảo uEVO, uAV, uGV và uIAi được xác định trong 6.2.3.2.
7.2.2. Thành phần độ không đảm bảo do phân tích phương sai
Phân tích độ lặp lại và độ tái lập đưa ra ước lượng độc lập về độ lặp lại và độ tái lập của quá trình đo. Việc phân tích cần dựa trên ít nhất là 5 vật mẫu, với
1) ít nhất là 3 người thao tác với ít nhất 2 phép đo lặp lại, hoặc
2) ít nhất là 2 người thao tác với ít nhất 3 phép đo lặp lại.
Cách khác là, nếu trong trường hợp chỉ có một người thao tác sử dụng các hệ thống đo khác nhau thì nên thay điểm 2 bằng cách sử dụng ít nhất hai hệ thống đo khác nhau sao cho có thể thực hiện ước lượng độ tái lập của hệ thống.
Tổng số, nên có cỡ mẫu nhỏ nhất là 30 phép đo.
Phân tích phương sai và ước lượng các thành phần độ không đảm bảo bao gồm sự tương tác giữa các thành phần này và phương sai. Khi ước lượng các thành phần độ không đảm bảo cần phân biệt giữa các tình huống khác nhau. Xem phân tích trong Bảng A.4.
Các thành phần độ không đảm bảo khác (ví dụ độ ổn định uSTAB) có thể được bổ sung vào mô hình ANOVA mở rộng. Trong trường hợp này, thực nghiệm cần được mở rộng một cách thích hợp, với điều kiện các tương tác nhất định có thể được loại khỏi thực nghiệm, thì có thể sử dụng một kế hoạch thực nghiệm thích hợp để hạn chế nỗ lực thực nghiệm.
Các ví dụ khác về phân tích này có thể thấy trong ISO/TR 12888.
8. Tính độ không đảm bảo tổng hợp
8.1. Khái quát
Độ không đảm bảo tổng hợp của hệ thống đo và quá trình đo được tính như cho trong Bảng 9. Việc tính toán chỉ có thể thực hiện theo cách được nêu nếu không có sự tương quan giữa các thành phần. Thông tin thêm về việc tính toán có thể thấy trong TCVN 9595-3:2013 (ISO/IEC Guide 98-3 :2008) (Điều 5).
Bảng 9 - Tính độ không đảm bảo
|
Thành phần độ không đảm bảo |
Ký hiệu |
Độ không đảm bảo đo tổng hợp |
|
Hiệu chuẩn chuẩn hoặc vật mẫu |
uCAL |
trong đó uEV = max {uEVR, uRE} |
|
Độ lệch tuyến tính |
uLIN |
|
|
Độ chệch |
uBI |
|
|
Độ lặp lại trên chuẩn |
uEVR |
|
|
Độ phân giải |
uRE |
|
|
Các thành phần độ không đảm bảo khác (hệ thống đo) |
uMS-REST |
|
|
Độ lặp lại trên vật mẫu |
uEVO |
trong đó uEV = max {uEVR, uEVO, uRE} |
|
Độ tái lập của người thao tác |
uAV |
|
|
Độ tái lập của hệ thống đo (Vị trí khác nhau của quá trình đo) |
uGV |
|
|
Độ tái lập theo thời gian |
uSTAB |
|
|
Sự tương tác |
uIAi |
|
|
Tính không đồng nhất của đại lượng đo |
uOBJ |
|
|
Nhiệt độ |
uT |
|
|
Các thành phần độ không đảm bảo khác (quá trình đo) |
uREST |

Độ không đảm bảo chuẩn tổng hợp của hệ thống đo có thể được ước lượng bằng cách sử dụng công thức:
![]()
trong đó
uEV = max {uEVR, uRE}
Theo cách tương tự, độ không đảm bảo chuẩn tổng hợp của quá trình đo có thể được ước lượng bằng cách sử dụng công thức:
![]()
trong đó
uEV = max {uEVR, uEVO, uRE}
8.2. Tính độ không đảm bảo mở rộng
Ta có thể tìm UMS mở rộng từ độ không đảm bảo chuẩn uMS bằng cách nhân độ không đảm bảo với hệ số phủ k.
UMS = k.uMS
Phương pháp tương tự được dùng để tìm UMP mở rộng từ độ không đảm bảo chuẩn uMP
UMP = k.uMP
Tính độ không đảm bảo mở rộng dựa trên khoảng tin cậy xấp xỉ 95 %; do đó, hệ số phủ k = 2 được sử dụng.
CHÚ THÍCH: Nếu cỡ mẫu n nhỏ hơn 30 thì cần sử dụng phân bố Student t thay cho phân bố chuẩn chuẩn hóa để ước lượng các thành phần độ không đảm bảo. Điều này sẽ dẫn đến độ không đảm bảo đo mở rộng:
U = t1-(a/2)(n).u
Số bậc tự do n nhận được từ tích của số vật mẫu, số người thao tác, số máy đo và số lần đo lặp lại trừ đi 1 (n.p(k - 1)).
VÍ DỤ 1: 3 vật mẫu, 2 người thao tác, 2 máy đo và 3 phép đo lặp lại
Đối với n = 3×2×2×(3 - 1) = 24 , ta sẽ thấy t1-(a/2)(24) = 2,11
VÍ DỤ 2 : 3 vật mẫu, 2 người thao tác, 2 máy đo và 2 phép đo lặp lại
Đối với n = 3×2×2×(3 - 1) = 12 , ta sẽ thấy t1-(a/2)(12) = 2,23
9. Năng lực
9.1. Tỷ số hiệu năng
9.1.1. Khái quát
Năng lực của quá trình đo có thể được tính như tỷ số hiệu năng hoặc chỉ số năng lực. Ưu tiên việc tính các chỉ số.
Để đánh giá hệ thống đo hoặc quá trình đo, cần tính tỷ số hiệu năng (QMS hoặc QMP) dựa trên các độ không đảm bảo đo cho trong Điều 8. Theo Điều 8, có sự phân biệt giữa tỷ số hiệu năng đối với hệ thống đo (QMS) và quá trình đo (QMP).
Khuyến nghị rằng QMS không vượt quá 15 % và QMP không vượt quá 30 % (theo thực tế chung).
Khoảng tin cậy 95 % cần được tính cho độ không đảm bảo của các tỷ số được tính.
Độ rộng quá trình (khoảng 99,73 % quá trình sản xuất) có thể được dùng như số quy chiếu thay thế, khi quá trình đo được sử dụng như một phần của hệ thống SPC (kiểm soát thống kê quá trình).
9.1.2. Tỷ số hiệu năng của hệ thống đo
![]()
Công thức này dựa trên quy định để tham khảo.
9.1.3. Tỷ số hiệu năng của quá trình đo
![]()
Công thức này dựa trên quy định để tham khảo.
9.2. Chỉ số năng lực
Hai chỉ số năng lực (đối với hệ thống và quá trình) có thể được tính dựa trên định nghĩa chung về chỉ số năng lực trình bày trong TCVN 8244-2:2010 (ISO 3534-2:2006), 2.7.
Năng lực của hệ thống đo có thể được thể hiện như là chỉ số năng lực CMS.
![]()
Năng lực của quá trình đo có thể được thể hiện như là chỉ số năng lực CMP.
![]()
Khuyến nghị CMS và CMP cao hơn 1,33.
10. Năng lực của quá trình đo so với năng lực của quá trình sản xuất
10.1. Mối liên hệ giữa năng lực quá trình quan trắc và tỷ số năng lực đo
Mối liên hệ giữa năng lực quá trình hoặc hiệu năng quá trình được quan trắc (Cp; obs Pp; obs), năng lực hoặc hiệu năng quá trình thực tế (Cp;p Pp;p) và tỷ số năng lực (QMP) của quá trình đo như sau:
Chi tiết về nguồn gốc của công thức này được trình bày trong B.4. Công thức dựa trên các giả định dưới đây.
- Phép đo đặc trưng sản xuất có phân bố chuẩn.
- Quá trình sản xuất được phân bố chuẩn và trong trạng thái kiểm soát thống kê.
- Tính chỉ số Cp dựa trên giá trị quy chiếu 99,73 % được ước lượng bằng 6 độ lệch chuẩn.
- Độ lệch chuẩn thực nghiệm quan trắc là:
![]()
trong đó
sP ký hiệu độ lệch chuẩn của quá trình sản xuất;
sMP ký hiệu độ lệch chuẩn của quá trình đo.
Phạm vi độ không đảm bảo so với các giới hạn quy định là đối xứng.
Hệ số phủ dùng để tính độ không đảm bảo tổng hợp là 2.
VÍ DỤ: Công thức trên, Hình 5 và Bảng 10 và Bảng 11 dưới đây thể hiện chỉ số năng lực thực là 2,21 từ quá trình sản xuất thực tế khi số năng lực đo QMP = 40 % dẫn đến chỉ số năng lực quan trắc bằng 1,33.
CHÚ THÍCH: Ví dụ này là về chỉ số năng lực lý thuyết. Năng lực ước lượng là biến ngẫu nhiên có sai số và chỉ số năng lực quan trắc được ước lượng trong trường hợp này sẽ thay đổi quanh 1,33 với độ biến động phụ thuộc vào cỡ mẫu.
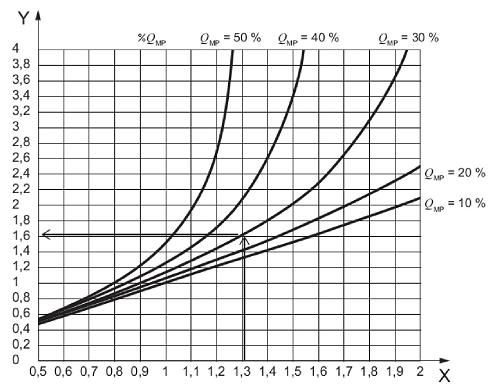
CHÚ DẪN
X giá trị quan trắc được của C
Y giá trị thực của C
Hình 4 - Chỉ số năng lực của riêng quá trình là hàm số của chỉ số năng lực quan trắc được đối với một dải các tỷ số năng lực của quá trình đo
Bảng 10 - Chỉ số quan trắc và chỉ số thực
|
Giá trị quan trắc được của C |
Giá trị thực của C cho quá trình với... |
||||
|
QMP = 10 % |
QMP = 20 % |
QMP = 30 % |
QMP = 40 % |
QMP = 50 % |
|
|
0,67 |
0,67 |
0,68 |
0,70 |
0,73 |
0,77 |
|
1,00 |
1,01 |
1,05 |
1,12 |
1,25 |
1,51 |
|
1,33 |
1,36 |
1,45 |
1,66 |
2,11 |
18,82 |
|
1,67 |
1,72 |
1,93 |
2,53 |
na |
na |
|
2,00 |
2,10 |
2,50 |
4,59 |
na |
na |
VÍ DỤ: Giá trị năng lực Cp = 1,00 được tính dựa trên các phép đo từ quá trình sản xuất và quá trình đo có QMP = 30 %.

10.2. Mối liên hệ giữa năng lực quá trình quan trắc được và năng lực đo
Cũng có thể tính quan hệ giữa năng lực quá trình và năng lực đo. Giữa năng lực quá trình hoặc hiệu năng quá trình quan trắc được (Cp;obs Pp;obs), năng lực hoặc hiệu năng quá trình thực tế (Cp;p Pp;p), và chỉ số năng lực (CMP) của quá trình đo tồn tại quan hệ sau:
![]()
Bảng 11 - Chỉ số quan trắc và chỉ số thực
|
Giá trị quan trắc được của C |
Giá trị thực của C cho quá trình với... |
||||
|
CMP = 2 |
CMP = 1,66 |
CMP = 1,33 |
CMP = 1 |
CMP = 0,5 |
|
|
0,67 |
0,67 |
0,67 |
0,68 |
0,68 |
0,73 |
|
1,00 |
1,01 |
1,02 |
1,03 |
1,05 |
1,25 |
|
1,33 |
1,36 |
1,37 |
1,39 |
1,45 |
2,21 |
|
1,67 |
1,72 |
1,75 |
1,79 |
1,93 |
59 |
|
2,00 |
2,10 |
2,14 |
2,24 |
2,5 |
na |
11. Xem xét liên tục độ ổn định của quá trình đo
11.1. Xem xét liên tục độ ổn định
Độ ổn định trong ngắn hạn cũng như độ ổn định trong dài hạn phải được tính đến khi tính năng lực của quá trình đo. Tuy nhiên, sự thay đổi độ chệch do độ trôi, thiệt hại ngoài chủ ý hoặc các thành phần độ không đảm bảo bổ sung mới gây ra, không được biết đến vào thời điểm tính năng lực, có thể làm thay đổi độ chệch trong quá trình đo theo thời gian. Biểu đồ kiểm soát cần được sử dụng để xác định những thay đổi đáng kể có thể có trong quá trình đo.
Trình tự sau đây được khuyến nghị.
Bước 1:
Lựa chọn chuẩn quy chiếu hoặc vật mẫu đã được hiệu chuẩn thích hợp với giá trị đã biết của đặc trưng kiểm nghiệm.
Bước 2:
Thực hiện thường xuyên phép đo của chuẩn quy chiếu (vật mẫu).
Bước 3:
Vẽ đồ thị giá trị đo được trên biểu đồ kiểm soát. Các giới hạn hành động được tính theo các phương pháp vẽ biểu đồ kiểm soát chất lượng đã biết [xem TCVN 9945-1 (ISO 7870-1)].
Bước 4:
Kiểm tra sự mất kiểm soát. Nếu không có tín hiệu mất kiểm soát nào được phát hiện, giả định rằng quá trình đo không thay đổi đáng kể. Nếu tín hiệu mất kiểm soát được phát hiện, quá trình đo được coi là đã thay đổi và phải được xem xét. Với cách tiếp cận này, quá trình đo được theo dõi liên tục và có thể phát hiện những thay đổi đáng kể.
CHÚ THÍCH: Điều quan trọng là xác định khoảng hạn định liên quan đến việc hiệu chuẩn hệ thống đo.
11.2. Theo dõi độ tuyến tính
Nếu có nghi ngờ về độ tuyến tính của hệ thống đo trong quá trình tính toán và nếu hàm hồi quy được xác định bằng thực nghiệm, phương pháp đã cho ở đây có thể được sử dụng trong việc xem xét liên tục độ tuyến tính của hệ thống đo.
Phương pháp này có thể được sử dụng cho việc theo dõi liên tục phép đo với biểu đồ kiểm soát chất lượng thích hợp (biểu đồ SPC). Biểu đồ đưa ra tín hiệu khi hàm hồi quy cần được điều chỉnh.
Bước 1:
Tính giới hạn kiểm soát với số liệu thống kê có trong 7.1.3. Giới hạn kiểm soát trên/dưới:
![]()
![]()
Bước 2:
Lựa chọn K chuẩn quy chiếu. Chuẩn quy chiếu (ít nhất là 2) phải được lựa chọn sao cho giá trị danh nghĩa của chúng phủ phạm vi quan trắc xảy ra trong các điều kiện sản xuất thực tế.
Bước 3:
Lặp lại phép đo trên chuẩn quy chiếu. Ví dụ, chuẩn quy chiếu cần được đo hàng ngày trong tuần làm việc.
Bước 4:
Chuyển đổi p giá trị đo trên K chuẩn. Chuyển đổi p giá trị của K chuẩn với sự hỗ trợ của hàm hồi quy:
![]()
Sau đó, tính từng hiệu số giữa giá trị “thực” và giá trị được chuyển đổi.
Bước 5:
Vẽ các hiệu số trên biểu đồ kiểm soát. Bước 6:
Quyết định hiệu lực của hàm hồi quy. Quyết định này sẽ phụ thuộc vào việc hiệu của tất cả các chuẩn có nằm trong giới hạn kiểm soát hay không. Áp dụng tất cả các nguyên tắc SPC thích hợp như được mô tả trong TCVN 9945-1 (ISO 7870-1).
12. Năng lực của quá trình đo định tính
12.1. Khái quát
Do tính chất của phép đo định tính, chỉ có thể thu được kết quả phù hợp hoặc không phù hợp. Để thiết lập năng lực của quá trình đo cần có số lượng lớn các phép đo.
Cách tiếp cận thích hợp cho việc tính năng lực của quá trình đo định tính phải tính đến xác suất của kết quả kiểm nghiệm cụ thể phụ thuộc vào loại đặc trưng. Ví dụ, xác suất của một kết quả kiểm nghiệm đúng là gần 100 % các giá trị đo thực tế nằm ngoài các giới hạn độ không đảm bảo. Thông tin về các giới hạn quy định xem Hình 5. Mặt khác, xác suất là xấp xỉ 50 % nếu các kết quả đo nằm giữa phạm vi độ không đảm bảo (“Quyết định bằng cơ hội rõ ràng”). Vùng độ không đảm bảo không nên vượt quá 20 %, theo nguyên tắc ngón tay cái.
Hình 5 - Phạm vi độ không đảm bảo (II)
Về nguyên tắc, cách tiếp cận đề xuất tạo sự phân biệt giữa phép tính năng lực đo (phương pháp tổng hợp), có hoặc không có các giá trị quy chiếu (cách tiếp cận phát hiện tín hiệu). Nếu có sẵn giá trị quy chiếu, cách tiếp cận hai bước được đề xuất.
12.2. Tính năng lực không sử dụng giá trị quy chiếu
Khi thực hiện tính năng lực đo mà không sử dụng giá trị quy chiếu thì chỉ kiểm nghiệm xem có sự khác biệt đáng kể nào giữa những người thao tác thực hiện hay không. Tuy nhiên, việc đánh giá xem kiểm nghiệm có dẫn đến kết quả chính xác hay không là không thể thực hiện được. Thực tế này phải luôn được xem xét khi không có giá trị quy chiếu nào.
Việc lựa chọn các phần thử có thể có ảnh hưởng quyết định đến kết quả của phương pháp thử này. Điều đó không thể được đưa vào trong trường hợp này. Ít nhất một tỷ lệ (ví dụ 40 %) các phần thử cần nằm trong phạm vi độ không đảm bảo (vùng II trong Hình 5).
Thực nghiệm chuẩn sau đây được đề xuất.
Ít nhất 40 phần thử khác nhau cần được thử 3 lần bởi 2 người thao tác khác nhau, được gọi là A và B. Mỗi trong 120 kết quả đo khác nhau trên 40 phần, mà người thao tác A hoặc người thao tác B đã đạt được, được gán cho một trong ba loại sau đây.
- Loại 1: cả ba kết quả thử trên cùng một phần cho kết quả “tốt”.
- Loại 2: ba kết quả thử trên cùng một phần cho các kết quả khác nhau.
- Loại 3: cả ba kết quả thử trên cùng một phần cho kết quả “kém”.
Ví dụ về kết quả thử được tóm tắt trong Bảng 12.
Bảng 12 - Kết quả kiểm nghiệm từ quá trình đo định tính
|
Tần số nij |
Người thao tác B |
|||
|
Loại 1 Kết quả “+++” |
Loại 2 Các kết quả khác nhau |
Loại 3 Kết quả “- - -” |
||
|
Người thao tác A |
Loại 1 Kết quả “+++” |
7 |
3 |
1 |
|
Loại 2 Các kết quả khác nhau |
10 |
4 |
7 |
|
|
Loại 3 Kết quả “- - -” |
2 |
1 |
5 |
|
Lúc này, hai người thao tác trong Bảng 12 có thể được kiểm nghiệm bằng cách sử dụng kiểm nghiệm đối xứng Bowker. Nếu không có khác biệt đáng kể nào giữa hai người thao tác thì tần số thu được trong Bảng 12 sẽ là đủ đối xứng qua đường chéo chính.
Giả thuyết H0: mij = mji (i, j = 1,..., 3 với i ¹ j) cho biết tần số mij và mji nằm đối xứng với đường chéo chính là như nhau.
Thống kê kiểm nghiệm § ![]() được so sánh với phân vị 1 - a trong phân bố c2 với 3 bậc tự do.
được so sánh với phân vị 1 - a trong phân bố c2 với 3 bậc tự do.
Kiểm nghiệm giả thuyết không cho thấy những thay đổi giữa các loại có tính ngẫu nhiên. Giả thuyết về tính đối xứng bị bác bỏ về mức nếu giá trị thử lớn hơn phân vị 1 - a trong phân bố c2 với 3 bậc tự do. Trong trường hợp này, giả thuyết bị bác bỏ vì giá trị tính được 8,603 lớn hơn giá trị 7,815 là phân vị 95 % của phân bố c2 (3).
Về nguyên tắc, phương pháp này cũng được sử dụng với nhiều hơn hai người thao tác. Trong trường hợp đó, mỗi người thao tác làm ba phép thử trên đối tượng đo và sau đó, tất cả các kết hợp giữa hai sự kết hợp người thao tác cần được kiểm nghiệm riêng rẽ.
CHÚ THÍCH: Trong trường hợp này, mức ý nghĩa thay đổi đối với các công bố tổng thể bởi nhiều phép thử này.
12.3. Tính năng lực sử dụng giá trị quy chiếu
12.3.1. Tính phạm vi độ không đảm bảo
Phương pháp này dựa trên sự phát hiện tín hiệu và do đó yêu cầu vật mẫu có các giá trị quy chiếu đã biết. Để giải quyết vùng rủi ro quanh các giới hạn quy định, khoảng 25 % vật mẫu cần ở tại hoặc gần giới hạn quy định dưới và 25 % vật mẫu ở giới hạn quy định trên.
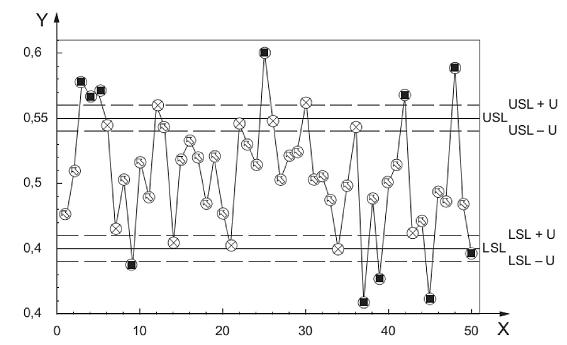
Mục đích của phương pháp này là xác định phạm vi độ không đảm bảo, trong đó người thao tác không thể đưa ra quyết định một cách rõ ràng. Hình 6 minh họa các kết quả kiểm nghiệm của quá trình đo định tính nhận được từ một bộ giá trị quy chiếu.
12.3.2. Ký hiệu
Trong Hình 6, giá trị đo quy chiếu được đưa ra dưới dạng mã. Dấu cộng có nghĩa là người thao tác chỉ ra kết quả từ vật thử được chấp thuận. Dấu trừ có nghĩa người thao tác chỉ ra kết quả từ vật thử không được chấp thuận.
Mặt cười màu nhạt có nghĩa là cả 3 người thao tác chỉ ra kết quả từ vật thử được chấp thuận hoặc bị loại bỏ trong cả ba phép thử và đánh giá này phù hợp với giá trị quy chiếu.
Mặt cười màu đậm chỉ trường hợp ít nhất có một người thao tác đi đến kết quả thử không phù hợp với giá trị quy chiếu.
Hình 6 - Kết quả kiểm nghiệm của quá trình đo định tính
12.3.3. Các bước thực hiện việc xác định phạm vi độ không đảm bảo
Bước 1:
Sắp xếp bảng theo cỡ quy chiếu đo được. Trong Hình 6, sắp xếp theo thứ tự giảm dần từ giá trị quy chiếu lớn nhất giảm dần đến giá trị quy chiếu nhỏ nhất.
Bước 2:
Lựa chọn giá trị quy chiếu cuối cùng tại đó tất cả những người thao tác đánh giá tất cả kết quả không đạt yêu cầu (không chấp thuận). Đây là sự chuyển từ ký hiệu “-” sang ký hiệu “+”.
|
0,566 152 |
- |
|
0,561 457 |
X |
Bước 3:
Lựa chọn giá trị quy chiếu đầu tiên tại đó tất cả những người thao tác lần đầu tiên đánh giá tất cả các kết quả được chấp thuận. Đây là sự chuyển từ ký hiệu “X” sang ký hiệu “+”.
|
0,543 077 |
X |
|
0,542 704 |
+ |
Bước 4:
Lựa chọn giá trị quy chiếu cuối cùng tại đó tất cả những người thao tác lần cuối cùng đánh giá tất cả các kết quả được chấp thuận. Đây là sự chuyển từ ký hiệu “+” sang ký hiệu “X”.
|
0,470 832 |
+ |
|
0,465 454 |
X |
Bước 5:
Lựa chọn giá trị quy chiếu đầu tiên tại đó mỗi người thao tác đánh giá lại lần đầu tiên tất cả các kết quả không đạt yêu cầu (không chấp thuận). Đây là sự chuyển từ ký hiệu “X” sang ký hiệu “-”.
|
0,449 696 |
X |
|
0,446 697 |
- |
Bước 6:
Tính khoảng dUR từ giá trị quy chiếu cuối cùng, tại đó tất cả những người thao tác đánh giá kết quả không đạt yêu cầu (không chấp thuận) đến giá trị quy chiếu đầu tiên, mà tất cả những người thao tác có kết quả là chấp thuận.
dUR = 0,566 152 - 0,542 704 = 0,023 448
Bước 7:
Tính khoảng dLR từ giá trị quy chiếu cuối cùng, tại đó tất cả những người thao tác đánh giá kết quả là đạt yêu cầu đến giá trị quy chiếu đầu tiên, mà tất cả những người thao tác có kết quả không đạt yêu cầu (không chấp thuận).
dUR = 0,470 832 - 0,446 697 = 0,024 135
Bước 8:
Tính “d” trung bình của hai khoảng:
d = (dUR + dLR)/2 = 0,023 448 + 0,024 135 = 0,023 791 5
Bước 9:
Tính phạm vi độ không đảm bảo:
Uattr = d/2 = (0,023 791 5)/2 và
Qattr = 2×Uattr /(U - L) = 2×[(0,023 791 5)/2]/0,1 = 0,24 trong đó U - L = 0,1 mm
Do đó, ta thấy Qattr = 24 %.
CHÚ DẪN
X số quy chiếu
Y nghiên cứu định tính (mm)
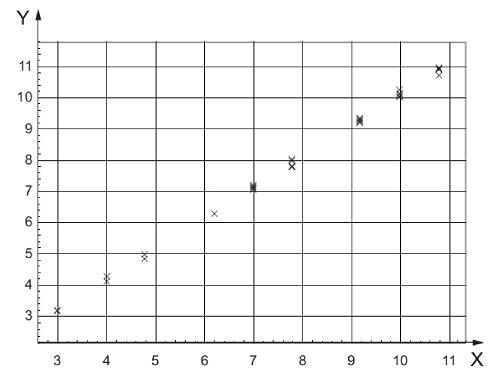
Hình 7 - Biểu đồ giá trị
Hình 7 trình bày cách thể hiện khác về năng lực đo của tất cả các kết quả thử, tất cả các giá trị quy chiếu và phạm vi độ không đảm bảo. Một số người thực hành có thể ưa dùng cách thể hiện này hơn.
CHÚ THÍCH: Sự cố gắng của phương pháp này là đáng kể vì, trong ví dụ này, cùng với 50 phép đo quy chiếu ít nhất phải thực hiện và lập thành văn bản 450 phép đo thử nghiệm khác.
Đối với việc lựa chọn vật mẫu, phải giả định là nó sẽ phủ được hết miền không đảm bảo (xem Hình 6).
12.4. Xem xét liên tục
Do thực tế là hệ thống đo có thể thay đổi, ví dụ do mài mòn, nên cần tiến hành xem xét hệ thống định kỳ.
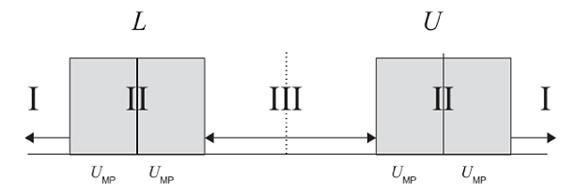
Đối với việc theo dõi liên tục quá trình đo, ít nhất một người thao tác cần đo ít nhất ba vật mẫu với các giá trị quy chiếu được xác định. Vật mẫu cần được lựa chọn theo cách để các giá trị quy chiếu nằm ngoài phạm vi độ không đảm bảo như thế có thể mong đợi một kết quả rõ ràng (tất cả các phép thử là phù hợp với giá trị quy chiếu; xem Hình 8, ví dụ vật mẫu trong vùng I (dưới), vật mẫu trong vùng III và vật mẫu trong vùng I (trên).
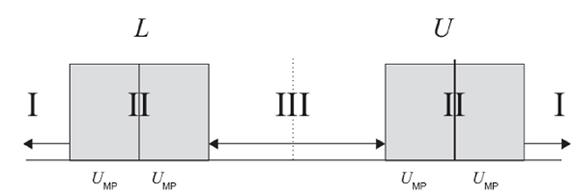
Hình 8 - Phạm vi độ không đảm bảo
Kiểm nghiệm được chấp nhận nếu cả ba kết quả thử phù hợp với giá trị quy chiếu. Nếu không, thì không nên sử dụng hệ thống đo đến khi nó được điều chỉnh hoặc thay đổi.
Độ lớn của phạm vi độ không đảm bảo có thể được xác định bằng thực nghiệm (xem Điều 11) hoặc được lấy từ các yêu cầu xác định thực tế cho quá trình đo thích hợp (Q).
UMP;max = QMP×(U- L)/2
Lưu ý là độ không đảm bảo mở rộng thường được cho ở mức 95 %. Trong phép kiểm nghiệm này, nó không được tính.
Sử dụng phân bố nhị thức để tính khoảng tin cậy.
PHỤ LỤC A
(tham khảo)
Ví dụ
A.1. Ví dụ về nghiên cứu tuyến tính với ít nhất ba chuẩn
A.1.1. Khái quát
Ví dụ này được lấy từ TCVN 9598 (ISO 11095). Ví dụ này mô tả thực nghiệm được thực hiện trên hệ thống chụp ảnh (kính hiển vi quang học có cơ cấu đo). Dữ liệu là các giá trị thực và giá trị đo được của các khoảng trong phạm vi 0,5 micromet đến 12 micromet. Giả định theo giấy chứng nhận hiệu chuẩn thì độ không đảm bảo hiệu chuẩn uCAL là 0,005 mm.
Bảng A.1 - Giá trị từ các phép đo lặp lại trên mẫu chuẩn
|
Giá trị thực quy ước xn của 10 mẩu chuẩn |
Giá trị ynj từ K = 4 phép đo độ lặp lại trên N = 10 mẫu chuẩn |
|||
|
yn1 |
yn2 |
yn3 |
yn4 |
|
|
6,19 |
6,31 |
6,27 |
6,31 |
6,28 |
|
9,17 |
9,27 |
9,21 |
9,34 |
9,23 |
|
1,99 |
2,21 |
2,19 |
2,22 |
2,20 |
|
7,77 |
8,00 |
7,81 |
7,95 |
7,84 |
|
4,00 |
4,27 |
4,15 |
4,15 |
4,15 |
|
10,77 |
10,93 |
10,73 |
10,92 |
10,89 |
|
4,78 |
4,95 |
4,87 |
5,00 |
5,00 |
|
2,99 |
3,24 |
3,17 |
3,21 |
3,21 |
|
6,98 |
7,14 |
7,07 |
7,18 |
7,20 |
|
9,98 |
10,23 |
10,02 |
10,07 |
10,17 |
Dữ liệu trong Bảng A.1 được vẽ trong Hình A.1.
CHÚ DẪN
X quy chiếu (mm)
Y giá trị đo (mm)
Hình A.1 - Vẽ đồ thị giá trị đo được và giá trị thực
A.1.2. Ước lượng tham số hàm hồi quy:
Giá trị đã cho:
N = 10 Số chuẩn
K = 4 Số phép đo độ lặp lại
Các giá trị tính được:
![]() 6,462 Trung bình
cộng các giá trị thực
6,462 Trung bình
cộng các giá trị thực
![]() 6,614 Trung bình
cộng các giá trị đo được
6,614 Trung bình
cộng các giá trị đo được
Tham số ước lượng:
![]() = 0,235 8 Phần chắn
trục y
= 0,235 8 Phần chắn
trục y
![]() = 0,987 0 Độ dốc
= 0,987 0 Độ dốc
Hàm hồi quy
![]() 0,235 8 + 0,987xn
0,235 8 + 0,987xn
Số dư enj = ynj
- ![]() = ynj - (0,235 8 +
0,987xn)
= ynj - (0,235 8 +
0,987xn)
Bảng A.2 - Tính số dư
|
Giá trị thực xn của 10 mẫu chuẩn |
Giá trị ước lượng |
Số dư |
|||
|
en1 |
en2 |
en3 |
en4 |
||
|
6,19 |
6,345 5 |
-0,035 5 |
-0,075 5 |
-0,035 5 |
-0,065 5 |
|
9,17 |
9,286 9 |
-0,016 9 |
-0,076 9 |
0,053 1 |
-0,056 9 |
|
1,99 |
2,200 0 |
0,010 0 |
-0,010 0 |
0,020 0 |
0,000 0 |
|
7,77 |
7,9050 |
0,095 0 |
-0,095 0 |
0,0450 |
-0,065 0 |
|
4,00 |
4,183 9 |
0,086 1 |
-0,033 9 |
-0,033 9 |
-0,033 9 |
|
10,77 |
10,866 2 |
0,063 8 |
-0,136 2 |
0,053 8 |
0,023 8 |
|
4,78 |
4,953 8 |
-0,003 8 |
-0,083 8 |
0,046 2 |
0,046 2 |
|
2,99 |
3,187 0 |
0,053 0 |
-0,017 0 |
0,023 0 |
0,023 0 |
|
6,98 |
7,125 3 |
0,014 7 |
-0,055 3 |
0,054 7 |
0,074 7 |
|
9,98 |
10,086 4 |
0,143 6 |
-0,066 4 |
-0,0164 |
0.083 6 |
A.1.3. Ước lượng các thành phần độ không đảm bảo
Tính các ước lượng độ không đảm bảo do thiếu sự thích ứng của hàm hồi quy (thiếu phù hợp) uLIN, (Bảng A.3) và từ độ lặp lại của các chuẩn uEVR (sai số thuần túy).
Bảng A.3 - Tính phương sai
|
Thành phần độ không đảm bảo |
Bậc tự do n |
Tổng bình phương SS |
Phương sai ước lượng
|
|
Thống kê kiểm nghiệm F |
Giá trị tới hạn F0 |
|
Thiếu phù hợp |
8 |
SS LIN |
0,002 8 |
0,053 3 |
0,691 8 |
2,266 1 |
|
Độ lặp lại trên chuẩn |
30 |
SS EVR |
0,004 1 |
0,064 1 |
|
|
|
SS E = 0,164 2 (0,146 222 631 4) SS EVR = 0,123 4(0,123 450 000 0) SS LIN = 0,022 8 (0,022 722 631 4) F0,95(8,30) = 2,266 1 |
||||||
A.2. Xác định thực nghiệm độ không đảm bảo quá trình đo
Ngoài các thành phần độ không đảm bảo ước lượng từ hệ thống đo trong A.1, một số các thành phần độ không đảm bảo bổ sung (uEVO, uAV, uIAi) từ quá trình đo cần được xác định bằng việc đánh giá các kết quả từ quá trình này trong các điều kiện thực tế. Trong Bảng A.4, dữ liệu sau đây được thu thập:
Bảng A.4 - Các kết quả từ phép đo của ba người thao tác trên 10 phần thử
|
Người thao tác |
Số phần thử |
Phép đo 1 |
Phép đo 2 |
Phép đo 3 |
|
1 |
1 |
8,120 |
8,435 |
8,480 |
|
1 |
2 |
7,445 |
6,815 |
7,490 |
|
1 |
3 |
9,965 |
10,010 |
9,560 |
|
1 |
4 |
6,140 |
5,960 |
6,365 |
|
1 |
5 |
5,690 |
5,600 |
5,780 |
|
1 |
6 |
2,855 |
2,450 |
2,585 |
|
1 |
7 |
10,685 |
10,595 |
10,775 |
|
1 |
8 |
6,725 |
6,275 |
6,545 |
|
1 |
9 |
4,970 |
5,105 |
5,510 |
|
1 |
10 |
9,875 |
10,100 |
9,875 |
|
2 |
1 |
8,200 |
8,290 |
8,245 |
|
2 |
2 |
7,300 |
7,120 |
7,075 |
|
2 |
3 |
9,660 |
9,340 |
9,250 |
|
2 |
4 |
6,095 |
6,185 |
6,185 |
|
2 |
5 |
5,080 |
5,340 |
5,440 |
|
2 |
6 |
2,315 |
2,585 |
2.315 |
|
2 |
7 |
10,450 |
10,840 |
11,050 |
|
2 |
8 |
6,240 |
6,120 |
6,300 |
|
2 |
g |
5,015 |
5,285 |
5,150 |
|
2 |
10 |
10,080 |
9,800 |
9,970 |
|
3 |
1 |
8,525 |
8,435 |
8,345 |
|
3 |
2 |
7,535 |
7,355 |
7,085 |
|
3 |
3 |
9,830 |
9,695 |
9,515 |
|
3 |
4 |
6,140 |
6,140 |
6,050 |
|
3 |
5 |
5,780 |
5,735 |
5,555 |
|
3 |
6 |
2,630 |
2,360 |
2,585 |
|
3 |
7 |
10,865 |
11,000 |
11,180 |
|
3 |
8 |
6.590 |
6,500 |
6,725 |
|
3 |
g |
5,060 |
5,195 |
5,105 |
|
3 |
10 |
10,190 |
9,785 |
9,965 |
Từ các phép đo trong Bảng A.4, có thể tính bảng phân tích phương sai (Bảng A.5) như dưới đây.
Bảng A.5 - Bảng phân tích phương sai
|
Thành phần độ không đảm bảo |
Bậc tự do n |
Tổng bình phương SS |
Bình phương trung bình MS |
Phương sai ước lượng
|
|
Thống kê kiểm nghiệm F |
Giá trị tới hạn F0 a = 5% |
|
Người thao tác |
2 |
0,519 |
0,260 |
0,007 38 |
0,085 91 |
6,810 |
3,150 |
|
Phần-phần |
9 |
526,9 |
58,54 |
6,500 |
na |
1536 |
2,040 |
|
Sự tương tác giữa người thao tác và phần |
18 |
0,686 |
0,038 1 |
0,002 05 |
0,045 28 |
1,193 |
1,778 |
|
Độ tái lập |
60 |
1,917 |
0,032 0 |
0,032 0 |
0,178 9 |
- |
- |
Vì sự tương tác giữa người thao tác và phần là không đáng kể (F<>0) nên được gộp lại. Có thể xây dựng bảng phương sai sửa đổi như trong Bảng B.2.
Bảng A.6 - Bảng phân tích phương sai sửa đổi
|
Thành phần độ không đảm bảo |
Bậc tự do n |
Tổng bình phương SS |
Bình phương trung bình MS |
Phương sai ước lượng
|
|
Thống kê kiểm nghiệm F |
Giá trị tới hạn F0 a = 5% |
|
Người thao tác |
2 |
0,519 |
0,260 |
0,007 54 |
0,086 83 |
7,776 |
3,150 |
|
Phần-phần |
9 |
526,9 |
58,54 |
6,501 |
na |
1754 |
2,002 |
|
Độ tái lập |
78 |
2,603 |
0,033 4 |
0,033 4 |
0,182 7 |
- |
- |
Khi đó, các thành phần độ không đảm bảo của quá trình đo là:
uAV = 0,086 83
uEVO = 0,182 7
A.3. Xác định các thành phần độ không đảm bảo không được tính đến trong thực nghiệm
Xác định các thành phần độ không đảm bảo Loại B không được tính đến trong các thực nghiệm ở A.1 và A.2.
Thành phần độ không đảm bảo do độ phân giải uR gây ra:
![]()
Thành phần độ không đảm bảo uRE nhỏ hơn uEVR. Do đó, thành phần uRE sẽ không được sử dụng.
Các thành phần sau được đặt về 0:
uOBJ
uT
uSTAB
uREST
A.4. Xác định độ không đảm bảo tổng hợp và độ không đảm bảo mở rộng
|
Độ không đảm bảo tổng hợp của hệ thống đo: |
uMS = 0,083 6 |
|
và độ không đảm bảo mở rộng: |
UMS = 0,167 2 |
|
Độ không đảm bảo tổng hợp của quá trình đo: |
uMP = 0,209 3 |
|
và độ không đảm bảo mở rộng: |
UMP = 0,418 5 |
A.5. Đánh giá năng lực của hệ thống đo và quá trình đo
Nếu quy định kỹ thuật đã cho, U - L = 11- 2 = 9
Suy ra tỷ số năng lực như sau:
%QMS = 3,7 %
%QMP = 9,3 %
Suy ra chỉ số năng lực như sau:
![]()
![]()
PHỤ LỤC B
(tham khảo)
Các phương pháp thống kê được sử dụng
B.1. Kiểm nghiệm F
So sánh hai phương sai, giả thuyết về đẳng thức của hai phương sai bị loại bỏ nếu
![]() hoặc
hoặc ![]()
CHÚ THÍCH: Có thể biết thêm thông tin về các kiểm nghiệm trong ISO 2854.
B.2. Ước lượng hàm hồi quy
Mô hình hồi quy quy định các quan trắc yy thỏa mãn
yij = b0 + b1×xi +ɛij
trong đó
|
yij |
là phép đo thứ j trong K phép đo trên chuẩn thứ i trong N chuẩn; |
|
xi |
là giá trị thực quy ước của chuẩn thứ i; |
|
ɛij |
là độ lệch được phân bố |
|
b0 + b1×xi |
là trung bình của chuẩn thứ i; |
|
ɛ |
là số dư. |
Công thức để ước lượng tham số chưa biết: b0 và b1
![]()
Số dư ɛij có thể được đánh giá dựa trên ước lượng về yij.
trong đó ![]()
Để kiểm tra tính độc lập của phép đo, ɛij có thể được vẽ đồ thị theo thời gian và để kiểm tra tính chuẩn ɛij có thể được xem xét trong đồ thị xác suất.
B.3. Bảng ANOVA
Các bảng ANOVA được dùng cho việc tính toán trong Bảng A.3, A.5 và A.6.
Bảng B.1 - Phân tích bảng phương sai đối với Bảng A.3
|
Thành phần độ không đảm bảo |
Bậc tự do n |
Tổng bình phương SS |
Phương sai ước lượng
|
|
Thống kê kiểm nghiệm F |
Giá trị tới hạn F0 |
|
Thiếu phù hợp |
n - 2 |
SS LIN |
|
|
|
|
|
Độ lặp lại trên chuẩn |
nk - n |
SS EVER |
|
|
|
|
|
SS LIN = SS E - SS EVR n1 = n - 2 n2 = nk - n |
||||||
Bảng B.2 - Bảng phân tích phương sai đối với Bảng A.5
|
Thành phần độ không đảm bảo |
Bậc tự do n |
Tổng bình phương SS |
Bình phương trung bình MS |
Phương sai ước lượng
|
|
Thống kê kiểm nghiệm F |
|
Người thao tác |
NA - 1 |
SS Av |
|
|
|
|
|
Phần - phần |
NP - 1 |
SS pv |
|
|
na |
|
|
Sự tương tác |
(NA - 1) (Np - 1) |
SS IA |
|
|
|
|
|
Giá trị tới hạn của người thao tác F0 a = 5 % là F1-a[(NA - 1, (NA - 1)(NP - 1) Giá trị tới hạn của phần-phần F0 a = 5 % là F1-a[(NP - 1, (NA - 1)(NP - 1) Giá trị tới hạn của sự tương tác F0 a = 5 % là F1-a[(NP - 1, (NP NR - 1)
|
||||||
|
|
|
|||||
|
|
|
|||||
|
|
|
|||||
|
|
|
|||||
Nếu sự tương tác giữa người thao tác và phần là không đáng kể, nghĩa là nếu F <>F0, cần kết hợp độ lặp lại và sự tương tác thành một thành phần duy nhất (gộp).
Khi đó:
SS gộp = SS EV + SS IA
MS gộp thay cho MS IA trong hai dòng đầu tiên của bảng phương sai.
Đối với phương sai, các thành phần là:
Bảng B.3 - Bảng phân tích phương sai đối với Bảng A.6
|
Thành phần độ không đảm bảo |
Bậc tự do n |
Tổng bình phương SS |
Bình phương trung bình MS |
Phương sai ước lượng
|
|
Thống kê kiểm nghiệm F |
|
Phần- phần |
Np - 1 |
SS pv |
|
|
na |
|
|
Độ tái lập |
Np×(NR - 1) |
SS EVO |
|
MS EVO |
|
- |
|
Giá trị tới hạn của phần F0
|
||||||
|
|
|
|||||
|
|
|
|||||
Nếu phân tích về độ lặp lại của các thành phần độ không đảm bảo đo và sự tương tác giữa hệ thống đo và phần, sẽ tương tự như Bảng A.4 với sự thay thế người thao tác bằng hệ thống đo.
B.4. Mối quan hệ giữa năng lực của quá trình đo và năng lực của quá trình sản xuất
Các tính toán sau giả định quá trình được phân bố chuẩn.
1. Cho đặc trưng sản phẩm với N(m;s2),
![]()
2. Lấy chỉ số năng lực quan trắc ký hiệu là Cp;obs.
Cp;obs là năng lực chịu ảnh hưởng của cả phương sai trong quá trình sản xuất và phương sai trong quá trình đo.
![]()
trong đó
sP là độ lệch chuẩn của quá trình sản xuất;
sMP là độ lệch chuẩn của quá trình đo.
Thấy rằng:
![]()
![]()
![]()
![]()
3. Mối quan hệ giữa tỷ số năng lực và chỉ số năng lực thực được ký hiệu là Cp;p
Từ công thức trong Điều 9:
![]() ,
,
4. Từ công thức ở điểm 2 ở trên
![]()
5. Từ công thức ở các điểm 1, 3 và 4 ở trên:
![]()
trong đó Cp;p ký hiệu chỉ số năng lực của quá trình và được tính bằng cách chỉ sử dụng độ lệch chuẩn sP của quá trình.
Cp;p lớn hơn Cp;obs và chúng chỉ giống nhau với giả định không thực là phương sai của quá trình đo bằng 0.
Từ Điều 5 suy ra:
![]()
và sắp xếp lại để cho Cp;p như là hàm số của năng lực quan trắc Cp;obs và tỷ số năng lực của quá trình đo.
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] ISO 1, Geometrical Product Specifications (GPS) - Standard reference temperature for geometrical product specification and verification [Đặc tính hình học của sản phẩm (GPS) - Nhiệt độ quy chiếu chuẩn đối với quy định kỹ thuật và kiểm tra sản phẩm hình học]
[2] ISO 2854, Statistical interpretation of data - Techniques of estimation and tests relating to means and variances (Giải thích dữ liệu thống kê - Kỹ thuật ước lượng và phép kiểm nghiệm liên quan đến trung bình và phương sai)
[3] TCVN ISO 10012:2007 (ISO 10012:2003), Hệ thống quản lý đo lường - Yêu cầu đối với quá trình đo và thiết bị đo
[4] TCVN 9598 (ISO 11095), Hiệu chuẩn tuyến tính sử dụng mẫu chuẩn
[5] ISO/TR 12888, Selected illustration of gauge repeatability and reproducibility studies (Hình minh họa được lựa chọn về độ lặp lại đo và nghiên cứu độ tái lập)
[6] ISO 14253-2, Geometrical Product Specifications (GPS) - Inspection by measurement of workpieces and measuring equipment - Guide to the estimation of uncertainty in GPS measurement, in calibration of measuring equipment and in product verification [Đặc tính hình học của sản phẩm (GPS) - Kiểm tra bằng phép đo vật mẫu và thiết bị đo - Hướng dẫn ước lượng độ không đảm bảo trong phép đo GPS, hiệu chuẩn thiết bị đo và kiểm tra xác nhận sản phẩm]
[7] ISO 15530-3, Geometrical product specifications (GPS) - Coordinate measuring machines (CMM): Technique for determining the uncertainty of measurement - Part 3: Use of calibrated workpieces or measurement standards [Đặc tính hình học của sản phẩm (GPS) - Máy đo tọa độ (CMM): Kỹ thuật xác định độ không đảm bảo đo - Phần 3: Sử dụng vật mẫu hiệu chuẩn hoặc chuẩn đo lường]
[8] TCVN 8006-4 (ISO 16269-4), Giải thích các dữ liệu thống kê - Phần 4: Phát hiện và xử lý các giá trị bất thường
[9] ISO 17450-2, Geometrical product specifications (GPS) - General concepts - Part 2: Basic tenets, specifications, operators, uncertainties and ambiguities [Đặc tính hình học của sản phẩm (GPS) - Khái niệm chung - Phần 2: Nguyên lý cơ bản, quy định kỹ thuật, người thao tác, độ không đảm bảo và sự mơ hồ]
[10] ISO/TS 21749:2005, Measurement uncertainty for metrological applications - Repeated measurements and nested experiments (Độ không đảm bảo đo đối với các ứng dụng đo lường - Phép đo lặp lại và thực nghiệm lồng nhau)
[11] ISO/TS 28037, Determination and use of straight-line calibration functions (Xác định và sử dụng hàm hiệu chuẩn đường thẳng)
[12] TCVN 6165:2009 (ISO/IEC Guide 99:2007), Từ vựng quốc tế về đo lường học - Khái niệm, thuật ngữ chung và cơ bản (VIM)
[13] Measurement Systems Analysis (MSA) Version/Edition: 4 - AIAG Automotive Industry Action Group ( Phân tích hệ thống đo (MSA) Phiên bản: 4 - Nhóm hành động ngành công nghiệp ô tô AIAG).
MỤC LỤC
Lời nói đầu
Lời giới thiệu
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Thuật ngữ và định nghĩa
4. Ký hiệu và chữ viết tắt
4.1. Ký hiệu
4.2. Chữ viết tắt
5. Nguyên tắc cơ bản
5.1. Khái quát
5.2. Độ phân giải
5.3. MPE đã cho và được sử dụng
5.4. Giới hạn năng lực và hiệu năng đối với hệ thống đo và quá trình đo
6. Thực hiện
6.1. Khái quát
6.2. Các yếu tố ảnh hưởng đến quá trình đo
7. Nghiên cứu tính các thành phần độ không đảm bảo
7.1. Hệ thống đo
7.2. Thành phần độ không đảm bảo của quá trình đo
8. Tính độ không đảm bảo tổng hợp
8.1. Khái quát
8.2. Tính độ không đảm bảo mở rộng
9. Năng lực
9.1. Tỷ số hiệu năng
9.2. Chỉ số năng lực
10. Năng lực của quá trình đo so với năng lực của quá trình sản xuất
10.1. Mối liên hệ giữa năng lực quá trình quan trắc và tỷ số năng lực đo
10.2. Mối liên hệ giữa năng lực quá trình quan trắc được và năng lực đo
11. Xem xét liên tục độ ổn định của quá trình đo
11.1. Xem xét liên tục về độ ổn định
11.2. Theo dõi tuyến tính
12. Năng lực của quá trình đo định tính
12.1. Khái quát
12.2. Tính năng lực mà không cần sử dụng các giá trị quy chiếu
12.3. Tính năng lực bằng cách sử dụng giá trị quy chiếu
12.4. Xem xét liên tục
Phụ lục A (tham khảo) Ví dụ
Phụ lục B (tham khảo) Các phương pháp thống kê được sử dụng
Thư mục tài liệu tham khảo